Марки стали оцинкованной – Оцинкованная сталь ГОСТ 14918-80
alexxlab | 12.03.2018 | 0 | Вопросы и ответы
|
|
|
|
|
metal100.ru
ГОСТ 14918 на лист оцинкованный
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. Specifications |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
- для холодной штамповки – ХШ,
- для холодного профилирования – ХП,
- под окраску (дрессированная) – ПК,
- общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
- нормальной вытяжки – Н,
- глубокой вытяжки – Г,
- весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
- с нормальной разнотолщинностью – HP,
- с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации – КР,
- без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
|
Класс толщины |
Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г |
Толщина покрытия, мкм |
|
П (повышенный) |
Св. 570 до 855 включ. |
Св. 40 до 60 включ. |
|
1 |
Св. 258 до 570 включ. |
Св. 18 до 40 включ. |
|
2 |
От 142,5 до 258 включ. |
Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Оцинкованную сталь, которой в установленном порядке присвоен государственный Знак качества, изготовляют:
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точностью прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскотности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
|
Оцинкованная сталь |
Марка холоднокатаной стали для изготовления оцинкованной стали |
||
|
Группа |
категория вытяжки |
первой категории качества |
высшей категории качества |
|
ХШ |
Н,Г |
Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 |
Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,20% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025%. |
|
ХШ |
ВГ |
08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 |
08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020%. |
|
ХП, ПК |
– |
08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 |
08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой долей серы не более 0,04% и фосфора – не более 0,035%. |
|
ОН |
– |
Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 |
Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,040%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1.Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающие предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По ттребованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, уазанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- 3.10.1. глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- 3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
|
Оцинковая сталь |
Временное сопротивление |
Предел текучести |
Относительное удлинение s4, %, не менее, при L0=80 мм для стали толщиной, мм |
||||
|
группы |
категории вытяжки |
разрыву sв, МПа |
sт, Мпа, не менее |
до 0,7 |
св 0,7 до 1,5 |
св 1,5 до 2,0 |
св 2,0 |
|
ХШ |
Н Г ВГ |
300-490 275-430 255-410 |
– – – |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
|
ХП, ПК |
– |
– |
230 |
20 |
22 |
– |
– |
|
ОН |
– |
– |
– |
– |
– |
– |
– |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
|
Толщина оцинковой стали |
Глубина сферической лунки для категорий вытяжки, не менее |
||
|
|
ВГ |
Г |
Н |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- 1. Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
- 2. Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
|
Толщина оцинкованной стали, мм |
Количество перегибов |
|
до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 |
8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали одного размера, одного вида и класса толщины покрытия, вида консевации, одной марки и плавки (сталь группы ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождатся документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой в установленом порядке присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-81.
5. МЕТОДЫ ИСПЫТАНИЯ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (b – ширина листа)
Таблица 2
|
Номер образца |
Рамеры образца, мм |
Методы испытаний |
|
|
|
ширина |
длина |
|
|
1, 2 |
50 |
150 |
На прочность сцепления цинкового покрытия с основным металлом |
|
3, 4, 5 |
50 |
50 |
На определение массы цинкового покрытия и разнотолщинности |
|
6 |
20 |
150 |
На перегиб |
|
7 |
90 |
– |
На вытяжку сферической лунки (х – место испытаний) |
|
8 |
30 |
180-300 |
На растяжение |
|
9, 10 |
30 |
40 |
Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbCl3) в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно пормывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г сурьмы для класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют по формуле
где т1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
т2 – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1.10-6 м2, м2.
Для определения масы цинкового покрытия допускается применять другие методы, обюеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где Т3 – толщина покрытия соответствующего образца, мкм;
т3 – масса образца до снятия цинка, г;
т3/ – масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S2 – площадь поверхности образца, см2
5.4.1. Среднее значение толщины и разнотолщинности цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-77. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ГОСТ 13814-68, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-81 с дополнениями:
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-81.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-81.
Для обвязки применяют металлическую ленту толщиной 1,2-2,0, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами. ГОСТ 14918-80
metallurg-moskva.ru
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. Specifications |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки - ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы X Ш) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки - ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации - КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
|
Класс толщины |
Масса 1 м2 слоя покрытия, нанесенного с двух сторон, r |
Толщина покрытия, мкм |
|
П (повышенный) |
Св. 570 до 855 включ. |
Св. 40 до 60 включ. |
|
1 |
» 258 » 570 » |
» 18 » 40 » |
|
2 |
От 142,5» 258 » |
От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание . Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1 a
|
Оцинкованная сталь |
Марка холоднокатаной стали для изготовления оцинкованной стали |
||
|
Группа |
Категория вытяжки |
первой категории качества |
высшей категории качества |
|
ХШ |
Н, Г |
Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 |
Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора – не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора – не более 0,025 % |
|
ХШ |
ВГ |
08пс, 08кп, 08Ю по ГОСТ 9045-93 |
08пс, 08кп, 08Ю по ГОСТ 9045-93 |
|
08пс, 08кп, 10 кл по ГОСТ 1050-88 |
08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора – не более 0,020 % |
||
|
ХП, ПК |
– |
08пс по ГОСТ 9045-93 |
08пс по ГОСТ 9045-93 |
|
08, 08пс по ГОСТ 1050-88 |
08, 08па по ГОСТ 1050-88 |
||
|
БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 |
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора – не более 0,035 % |
||
|
ОН |
– |
Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 |
Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора – не более 0,040 % |
(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4 – 3.4.2. (Измененная редакция, Изм. № 2) .
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
|
Оцинкованная сталь |
Временное сопротивление разрыву s В , МПа |
Предел текучести s Т , МПа, не менее |
Относительное удлинение d 4 , %, не менее, при l 0 = 80 мм для стали толщиной, мм |
||||
|
группы |
категории вытяжки |
до 0,7 |
св. 0,7 |
св. 1,5 |
св. 2,0 |
||
|
Н |
300-490 |
– |
21 |
22 |
23 |
24 |
|
|
ХШ |
Г |
275-430 |
– |
23 |
24 |
25 |
26 |
|
ВГ |
255-410 |
– |
26 |
28 |
29 |
30 |
|
|
ХП, ПК |
– |
– |
230 |
20 |
22 |
– |
– |
|
ОН |
– |
– |
– |
– |
– |
– |
– |
Примечание . Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
|
Толщина оцинкованной стали |
Глубина сферической лунки для категорий вытяжки, не менее |
||
|
ВГ |
Г |
Н |
|
|
0,5 |
8,5 |
8,0 |
6,9 |
|
0,6 |
8,9 |
8,5 |
7,2 |
|
0,7 |
9,2 |
8,9 |
7,5 |
|
0,8 |
9,5 |
9,3 |
7,8 |
|
0,9 |
9,9 |
9,6 |
8,2 |
|
1,0 |
10,1 |
9,9 |
8,6 |
|
1,1 |
10,3 |
10,1 |
8,7 |
|
1,2 |
10,5 |
10,3 |
8,8 |
|
1,3 |
10,7 |
10,5 |
8,9 |
|
1,4 |
10,8 |
10,6 |
9,0 |
|
1,5 |
11,0 |
10,8 |
9,1 |
|
1,6 |
11,3 |
11,0 |
9,5 |
|
1,7 |
11,4 |
11,1 |
9,6 |
|
1,8 |
11,5 |
11,2 |
9,7 |
|
1,9 |
11,6 |
11,3 |
9,8 |
|
2,0 |
11,7 |
11,4 |
9,9 |
Примечания:
1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
3.10 – 3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
|
Толщина оцинкованной стали, мм |
Количество перегибов |
|
До 0,8 включ. |
8 |
|
Св. 0,8 » 1,2 » |
5 |
|
» 1,2 » 2,0 » |
3 |
|
» 2,0 |
2 |
Примечание . Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний ( b – ширина листа)
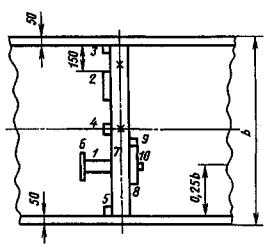
Таблица 2
|
Номер образца |
Размеры образца, мм |
Метод испытаний |
|
|
ширина |
длина |
||
|
1,2 |
50 |
150 |
На прочность сцепления цинкового покрытия с основным металлом |
|
3, 4, 5 |
50 |
50 |
На определение массы цинкового покрытия и разнотолщинности |
|
6 |
20 |
150 |
На перегиб |
|
7 |
90 |
– |
На вытяжку сферической лунки ( x -место испытаний) |
|
8 |
30 |
180-300 |
На растяжение |
|
9, 10 |
30 |
40 |
Оценка микроструктуры |
Примечание . Образцы вырезают с предельными отклонениями по размерам – ± 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы ( Sb2 O3) или хлористой сурьмы ( SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты ( ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах ( m ) на 1 м2 вычисляют по формуле
|
|
(1) |
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
|
|
(2) |
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
|
|
(3) |
где – толщина покрытия соответствующего образца, мкм;
– масса образца до снятия цинка, г;
– масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S3 – площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180 ° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80 ´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно - 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
Еще документы скачать бесплатно
www.gosthelp.ru
Маркировка оцинкованного листа
Оцинкованный лист представляет собой тонкую пластину из углеродистой стали. Производят его на металлургических комбинатах методом прокатки с последующей обработкой методом оцинковки. Как правило, по ширине лист оцинкованный производят более 500 мм, а вот по толщине он бывает от 0,5 мм до 4,9 мм. Регламентируется типовой размер и толщина следующими документами: ГОСТ 14918-80 и ГОСТ Р 52246-2004. Оцинкованный лист небольшой толщины обычно применяют для покрытия кровли.
Производство оцинкованного листа
Также есть еще ряд ГОСТов, которые определяют производство оцинкованных листов, например горячекатаных оцинкованных листов, или оцинкованных листов с полимерным покрытием с непрерывными линиями и т.д.: ГОСТ Р 52146-2003, ГОСТ Р 54301-2011, ГОСТ 24982-81, ГОСТ 17066-94, ТУ 14-1-4695-89, ТУ 14-1-4766-90, ТУ 14-1-4792-90. Последние три документа это технические условия, которые обычно мягче по требованиям чем ГОСТы.
В целом производство оцинкованного листа можно разделить на несколько этапов:
1. производство самих стальных листов;
2. термообработка металла, а также его обезжиривание, травление и промывка;
3. нанесения слоя оцинковки методом гальванопластики;
Именно после проведения третьего этапа стальной лист становится оцинкованным, приобретает дополнительные положительные качества и свойства. После окончания всех этапов производства готовая продукция отправляется на склад, а к произведенной партии оформляются все необходимые документы в которых указывается маркировка, характеристики, выполненные контрольные мероприятия по соответствию заявленному качеству оцинкованных листов и т.д..
Расшифровка маркировки оцинкованного листа
Наиболее распространено использование тонких оцинкованных листов, которые производятся шириной от 710 до 1800 мм и толщиной от 0,5 мм до 2,5 мм. Как и большинство производимой по ГОСТ продукции данные листы имеют маркировку в виде ряда цифр и букв или слов. Ниже приведем подробности данной маркировки, а точнее обозначение символов в ней, которые вы можете встретить.
Описание мы приводим в порядке расположения обозначений маркировки, одна часть из них может и не указываться, если у конкретного типа или вида оцинкованного листа отсутствуют те или иные свойства и характеристики.
1. Первая группа букв обозначает наименование листа, у оцинкованного это буквы «Оц»
2. Далее идет класс прокатки обозначаемый буквами
3. После этого идет обозначение вида кромки, например буква «О» означает, что лист с обрезанной кромкой
4. Далее идут геометрические размеры: толщина в мм, ширина в мм и длина в мм
5. После этого обозначается ГОСТ по которому выполнено изделие
6. Далее указывается марка стали с указанием особенностей. Маркировка стали может быть достаточно длинной, так как в свою очередь состоит из нескольких групп букв и цифр
7. После указывается класс покрытия и гост в соответствии с которым оно нанесено
В зависимости от особенностей применения, производства и т.д. в маркировке можно найти также следующие условные обозначения:
1) Назначение оцинкованного листа:
– для холодного профилирования — ХП
– для холодной штамповки — ХШ
– общего назначения — ОН
– под окраску — ПК
2) Способность к вытяжке (для листов произведенных методом холодной штамповки):
– глубокой вытяжки — Г
– весьма глубокой вытяжки — ВГ
– нормальной вытяжки — Н
3) Равномерность толщины цинкового покрытия:
– с уменьшенной разнотолщинностью — УР
– с нормальной разнотолщинностью — НР
4) Наличие узора на листе:
– с узором кристаллизации — КР
– без узора кристаллизации — МТ
5) Толщина цинкового покрытия:
– повышенный класс (П) – от 40 до 60 мкм
– 1 класс – от 18 до 40 мкм
– 2 класс – от 10 до 18 мкм
Информация, которую можно почерпнуть из маркировки оцинкованного листа дает практически полную информацию о характеристиках материала, метода его производства и области применения, что очень удобно, так как зная маркировку вероятность приобретения материалы с неподходящими вам свойствами стремиться к нулю.
stroy-notes.ru
ГОСТ 14918-80
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. Specifications | ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, r | Толщина покрытия, мкм |
П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
1 | » 258 » 570 » | » 18 » 40 » |
2 | От 142,5» 258 » | От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1a
Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
Группа | Категория вытяжки | первой категории качества | высшей категории качества |
ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора – не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора – не более 0,025 % |
ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 |
08пс, 08кп, 10 кл по ГОСТ 1050-88 | 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора – не более 0,020 % | ||
ХП, ПК | – | 08пс по ГОСТ 9045-93 | 08пс по ГОСТ 9045-93 |
08, 08пс по ГОСТ 1050-88 | 08, 08па по ГОСТ 1050-88 | ||
БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 | БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора – не более 0,035 % | ||
ОН | – | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора – не более 0,040 % |
(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4 – 3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
Оцинкованная сталь | Временное сопротивление разрыву sВ, МПа | Предел текучестиsТ, МПа, не менее | Относительное удлинение d4, %, не менее, при L0 = 80 мм для стали толщиной, мм | ||||
группы | категории вытяжки | до 0,7 | св. 0,7 | св. 1,5 | св. 2,0 | ||
| Н | 300-490 | – | 21 | 22 | 23 | 24 |
ХШ | Г | 275-430 | – | 23 | 24 | 25 | 26 |
| ВГ | 255-410 | – | 26 | 28 | 29 | 30 |
ХП, ПК | – | – | 230 | 20 | 22 | – | – |
ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
ВГ | Г | Н | |
0,5 | 8,5 | 8,0 | 6,9 |
0,6 | 8,9 | 8,5 | 7,2 |
0,7 | 9,2 | 8,9 | 7,5 |
0,8 | 9,5 | 9,3 | 7,8 |
0,9 | 9,9 | 9,6 | 8,2 |
1,0 | 10,1 | 9,9 | 8,6 |
1,1 | 10,3 | 10,1 | 8,7 |
1,2 | 10,5 | 10,3 | 8,8 |
1,3 | 10,7 | 10,5 | 8,9 |
1,4 | 10,8 | 10,6 | 9,0 |
1,5 | 11,0 | 10,8 | 9,1 |
1,6 | 11,3 | 11,0 | 9,5 |
1,7 | 11,4 | 11,1 | 9,6 |
1,8 | 11,5 | 11,2 | 9,7 |
1,9 | 11,6 | 11,3 | 9,8 |
2,0 | 11,7 | 11,4 | 9,9 |
Примечания:
1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
3.10 – 3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
Толщина оцинкованной стали, мм | Количество перегибов |
До 0,8 включ. | 8 |
Св. 0,8 » 1,2 » | 5 |
» 1,2 » 2,0 » | 3 |
» 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (b – ширина листа)
Таблица 2
Номер образца | Размеры образца, мм | Метод испытаний | |
ширина | длина | ||
1,2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
6 | 20 | 150 | На перегиб |
7 | 90 | – | На вытяжку сферической лунки (x-место испытаний) |
8 | 30 | 180-300 | На растяжение |
9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ± 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м2 вычисляют по формуле
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где – толщина покрытия соответствующего образца, мкм;
– масса образца до снятия цинка, г;
– масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S3 – площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
list-ocinkovannyy.ru
Оцинкованный лист. Различия ГОСТ 14918-80 и 52246-2004.
Прокат листовой горячеоцинкованный производится в России целым рядом предприятий, в числе которых такие гиганты как Северсталь, Магнитогорский металлургический комбинат, Новолипецкий металлургический комбинат, а так же несколько небольших производителей, которые только наносят цинковое покрытие на лист, произведенный на комбинатах. На территории России в настоящий момент действуют два стандарта на оцинкованный лист – ГОСТ 14918-80 и ГОСТ Р 52246-2004.
ГОСТ 14918-80 разработан Государственным комитетом СССР по стандартам и введен в 1981 году. Настоящий стандарт разработан для Союза ССР и действовал на всей территории.
ГОСТ Р 52246-2004 разработан Государственным комитетом Российской Федерации по стандартизации метрологии как национальный стандарт Российской Федерации и введен с 2005 года.
Оба стандарта являются действующими по настоящий момент. Однако, ГОСТ Р 52246-2004 является значительно более современным, предъявляющим более четкие и строгие требования к прокату. В новом стандарте введено много новых понятий, отражающих современные требования потребителей к оцинкованному прокату.
Тип покрытия
В ГОСТ Р 52246-2004 появилось новое понятие Железоцинковое покрытие, не упоминавшееся в ГОСТ 14928-80, в то время как эта технология уже существовала. Новый ГОСТ ввел это понятие, чем узаконил применения подобного проката. Таким образом, в настоящий момент существуют два типа покрытия, закрепленные в ГОСТ:
ГЦ – прокат с цинковым покрытием
ГЖЦ – прокат с железоцинковым покрытием.
Железоцинковое покрытие – покрытие, полученное в результате специальной термической обработки проката с цинковым покрытием, при котором происходит диффузия цинкового покрытия и стальную основу. Такой прокат отличается серым цветом, отсутствием узора кристаллизации и блеска.
Марки
Оцинкованный прокат общего назначения, для штамповки или профилирования в настоящий момент Российские производители изготавливают по ГОСТ 52246-2004, который соответствует маркам международных стандартов ИСО. Соответствие маркам европейских стандартов EN10142:2000 и EN10147:1991 приведено в таблице:
ГОСТ 52246-2004 | EN10142:2000 | EN10147:1991 | ГОСТ 14918-80 |
01 | ОН | ||
02 | DX51D | ||
03 | DX52D | ХШ | |
04 | DX53D | ||
05 | DX54D | ||
06 | DX56D | ||
220 | S220GD | ХП | |
250 | S250GD | ||
280 | S280GD | ||
320 | S320GD | ||
350 | S350GD |
Виды покрытия
В соответствии с ГОСТ 52246-2004 оцинкованный лист производят трех видов покрытия по узору кристаллизации и отделке поверхности:
Н – с нормальным узором кристаллизации цинка (КР)
НД – с нормальным узором кристаллизации цинка дрессированное (КР)
М – с минимальным узором кристаллизации цинка (МТ)
МД – с минимальным узором кристаллизации цинка дрессированное (МТ)
ЖЦ – железоцинковое
ЖЦД – железоцинковое дрессированное
В скобках указаны виды покрытия, установленные ГОСТ 14918-80.
Выбор вида покрытия, как правило, дело вкуса, на технические характеристики оцинкованного листа вид покрытия влияния практически не оказывает. Более важным для потребителя является правильный выбор группы назначения и способности к вытяжки (марки), так как эти параметры во многом определяют дальнейшее использование оцинкованного листа.
В то же время, железоцинковое покрытие, благодаря технологии термической обработки значительно более устойчиво к растрескиванию и отслоению при профилировании и штамповке, но имеет грязно-серый цвет, поэтому обычно используется при производстве оцинкованных листов под покраску и полимерное покрытие.
Толщина покрытия
Важный параметр для оцинкованного листа – толщина покрытия. Очевидно, что с увеличением толщины цинкового покрытия, увеличивается срок эксплуатации изделия, который определяется качеством защиты от коррозии. Однако при выборе слишком толстого покрытия увеличиваются риски растрескивания или отслоения цинкового покрытия при штамповке или профилировании. Работа с таким изделием требует большей осторожности и деликатности. Одновременно, выбор слишком толстого покрытия часто не целесообразен по экономическим соображениям, потому как удорожает конечное изделие.
Оцинкованный прокат с большой толщиной покрытия и весом более 140 г/м2, обычно используют при наружном применении, без дополнительного лако-красочного или полимерного покрытия.
В таблице приведены сравнительные характеристики толщины цинкового покрытия для листов, изготовленных по ГОСТ 14918-80 и ГОСТ 52246-2004:
ГОСТ 14918-80 | ГОСТ Р 52246-2004 | ||
Класс | Толщина, мкм | Класс (масса) | Толщина, мкм |
П | 40-60 | Z600 | 42 |
1 | 18-40 | Z450 | 32 |
Z350 | 25 | ||
Z275 | 19 | ||
2 | 10-18 | Z225 | 16 |
Z200 | 14 | ||
Z180 | 13 | ||
Z140 | 9 | ||
Нет | Z100 | 7 | |
Z80 | 5,5 | ||
Z60 | 4 | ||
Класс покрытия по ГОСТ 52246-2004 отражает минимальное значение массы покрытия, нанесенного с двух сторон проката, г/м2. По ГОСТ Р 52246-2004 толщина покрытия определяется по среднему значению, полученному по трем образцам. В таблице приведены минимальные справочные значения толщины покрытия. Фактические значения могут превышать, указанные в таблице.
Другие характеристики
По точности проката оцинкованный лист подразделяют на:
Б – нормальной точности
А – повышенной точности
В – высокой точности
По характеру кромки прокат может быть:
О – с обрезной кромкой
НО – с необрезной кромкой
По способу консервации оцинкованный прокат поставляют:
ПС – пассивированный
ПР – промасленный
ПП – пассивированный и промасленный
Какой оцинкованный лист выбрать?
При выборе подходящих параметров оцинкованного листа не обойтись без инженерных расчетов, однако и они не способны поставить окончательную точку в этом вопросе. Прокат с подобранными параметрами должен пройти испытания на рабочем оборудовании, и только после этого можно будет судить – правильно ли сделан выбор параметров. Зачастую, на новом оборудовании приходится пробовать лист различных марок, с различными характеристиками, чтобы опытно – экспериментальным путем подобрать подходящие характеристики и сформулировать окончательные требования к оцинкованному прокату.
В зависимости от типа и возраста оборудования, установленного на металлургическом комбинате или заводе, оцинкованный лист может быть произведен по любому из указанных стандартов. Кроме того, на территорию России в больших количествах импортируется оцинкованный лист из стран ближнего зарубежья (бывших Советских республик) – Украины и Казахстана, где ГОСТ Р не действует. Выбор же остается за потребителем. Какой оцинкованный лист покупать для Ваших нужд – решать Вам.
Время последней модификации 1462355067
tksprut.ru
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ (ГОСТ 14918-80)
Листовая и рулонная холоднокатаная сталь, оцинкованная горячим способом в агрегатах непрерывного цинкования, предназначенная для холодного профилирования, под окраску, для изготовления штампованных деталей, посуды, тары и других металлических изделий, производится по ГОСТ 14918-80.
Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
- по назначению на группы:
- ХШ – для холодной штамповки,
- ХП – для холодного профилирования,
- ПК – под окраску (дрессированная),
- ОН – общего назначения;
- по способности к вытяжке (сталь группы ХШ):
- Н – нормальной вытяжки,
- Г – глубокой вытяжки,
- ВГ – весьма глубокой вытяжки;
- по равномерности толщины цинкового покрытия:
- Hli – с нормальной разнотолщинностью,
- УР – с уменьшенной разнотолщинностью.
По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- КР – с узором кристаллизации,
- МТ – без узора кристаллизации.
Оцинкованную сталь изготовляют:
- шириной от 710 до 1800 мм включительно;
- толщиной от 0,5 до 2,5 мм включительно.
В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в таблице.
Классы толщины цинкового покрытия (ГОСТ 14918-80)
| Класс толщины | Масса 1 м2слоя покрытия с двух сторон, г | Толщина покрытия, мкм |
|---|---|---|
| П (повышенный) | свыше 570 до 855 включ. | свыше 40 до 60 включ. |
| 1 | свыше 258 до 570 включ. | свыше 18 до 40 включ. |
| 2 | от 142,5 до 258 включ. | от 10 до 18 включ. |
Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904.
Оцинкованную сталь высшей категории качества изготовляют:
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523.
Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523.
На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
Примечание.
По требованию потребителя пассивная пленка должна иметь равномерную окраску.
Уменьшенная разнотолщинность цинкового покрытия (УР) должна быть:
- для класса П – не более 16 мкм;
- для класса 1 – не более 10 мкм;
- для класса 2 – не более 4 мкм.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК:
- класса П – не более 12 мкм;
- класса 1 – не более 8 мкм;
- класса 2 – не более 3 мкм.
ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной
плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
пи Б-ПН-НО-0,8x1000x2000 ГОСТ 19904-90
“ч ОН-КР-1 ГОСТ 14918-80
Оцинкованная рулонная сталь толщиной 1,2, шириной 10ОО мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
пи А-О-1,2×1000 ГОСТ 19904-90 ич 08кпВГ-МТ-УР-2 ГОСТ 14918-80
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСтЗкп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой – второго класса по ГОСТ 14918-80:
А-О-0,5х710 ГОСТ 19904-90 БСтЗкп-ПК-МТ-УР-1/2 ГОСТ 14918-80
www.stalexpress.ru