Металл гибка – Гибка металла
alexxlab | 04.07.2019 | 0 | Вопросы и ответы
Что такое гибка металла?
При обработке металла очень часто требуется выполнить операцию, связанную с его пластическим деформированием, — гибку.
Гибка металла — это возможность придать новую форму заготовке механическим или ручным способом (с использованием специальных приспособлений).
При таком воздействии на металлическую поверхность, происходит растяжение ее внешних слоев с одновременным сжатием внутренних, результатом этого становится перегиб одной части заготовки на определённый угол по отношению к другой.
При выполнении гибки металла в домашних условиях следует придерживаться следующих основных правил:
- Радиус загиба не должен быть меньше, чем толщина заготовки. Это сможет предупредить появление трещин и разрывов в сплаве.
- Не рекомендуется сгибать в домашних условиях металлические листы толщиной более 10 мм. Для выполнения гибки таких листов нужны специальные условия.
- При работе с металлом следует выбирать более пластичные сплавы (например, железо, имеющее в своем составе малое количество примесей углерода, будет наиболее пластичным).
- Не следует забывать, что при нагревании повышается пластичность металла. В некоторых случаях это прекрасная возможность произвести гибку без механического повреждения металла и возможного появления на нем трещин.
- При проведении работ могут быть использованы тиски для зажима металла и молоток. При этом следует помнить, что чем толще металл, тем мощнее должны быть тиски во избежание их поломки.
Инструмент и оборудование для гибки металла.
В небольших кузнечных мастерских при изготовлении кованых изделий используется специальный ручной инструмент для гибки металла, позволяющий производить работы с более толстым и прочным металлом. С его помощью можно производить гибку углов, дуг, колец, а также устанавливать металлические заклепки. Для механизации процесса можно использовать станок для гибки листового металла, листогибочные прессы, вальцы и роликовые станки для гибки.
В настоящее время многие компании предлагают большой выбор оборудования для гибки металла в промышленных условиях:
- гидравлические трубогибы с электронным управлением или ручным приводом;
- гибочные станки;
- станки для гибки арматуры и многие другие.
Современное оборудование широко используется при проведении строительных и монтажных работ. Применение специального оборудования для гибки металла позволяет выполнять большой объем работ в короткие сроки, значительным образом повышает качество гибки.
Технология гибки листового металла.
Гибка листового металла производится в специальных гибочных штампах. Лист до упора помещают в листогибочный пресс и закрепляют в нем. Сверху на лист оказывает давление пресс и происходит сгибание.
Такая технология сгиба позволяет получать разнообразные конструкции из металлического листа. Деталь, полученная данным способом, отличается прочностью и привлекательным внешним видом. Это значительным образом упрощает изготовление корпусных и иных деталей без применения сварки.
Мы предоставляем услуги гибки металла на заказ на профессиональном оборудовании. Наши специалисты имеют большой опыт работы в данной области, что позволяет им быстро и на высоком уровне справляться с поставленными задачами любой сложности.
Воспользовавшись нашими услугами гибки металла, Вы будете уверенность в надежности и долговечности получаемой в результате работы конструкции.
Возврат к списку
sfera21.su
Гибка металла своими руками при помощи самодельного станка
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.

Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Вернуться к оглавлению
Гибка металла своими руками
Вернуться к оглавлению
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Вернуться к оглавлению
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
moyakovka.ru
Гибка металла – все виды, операции, услуги, где заказать
В данном разделе различная информация по видам гибки. Для заказа услуги воспользуйтесь страницей «Услуги по гибке металла«.
Гибка металла — это слесарная операция. Её смысл — придать металлической заготовке особую форму под действием внешней силы. При проведении гибки одна часть заготовки изменяет пространственное положение относительно другой части. Это изменение обычно выражается в градусах. Напряжения изгиба должны быть больше, чем предел упругости. Заготовка должна оставаться в той же форме при отсутствии нагрузки. Гибка не должна способствовать физическому разрушению металла.
Для гибки металлопроката различного профиля применяют разнообразное оборудование – от простейших станков для гибки листа и арматуры небольшого диаметра, до мощного и сложного оборудования с ЧПУ.
Гибка листового металла
Гибка листового металла производится на листогибочных прессах (листогибах).
По конструкции исполнительного механизма листогибы различают:
- прессовые с пуансоном и матрицей;
- поворотные с гибочной балкой;
- ротационные с валками.
По виду привода листогибы делятся на следующие группы:
- гидравлические, работающие с помощью гидроцилиндров;
- пневматические, работающие с помощью пневмоцилиндров;
- механические, работающие за счет передачи кинетической энергии предварительно раскрученного маховика;
- электромеханические, работающие за счет электродвигателя, редуктора и приводной системы.
Современные листогибы позволяют за один цикл изготовить сложную листовую деталь, имеющую несколько линий гиба.
Гибка арматуры
Гибка арматуры производится на ротационных электромеханических станках.См. подробнее о станках для гибки арматуры.
Гибка металлических труб
Гибка металлических труб выполняется на специальных трубогибах путем наматывания заготовки на вращающийся копир в валках. Современные трубогибы полностью исключают образование гофр на внутреннем радиусе гиба. При гибке высокопрочных стальных труб больших диаметров применяют нагрев (например, током высокой частоты).
Гибка металлопроката
Гибка металлопроката производится на валковых профилегибочных станках.
На этом оборудовании обрабатываются:
- уголок;
- швеллер;
- квадратнуая труба,
- двутавровая балка и т.п. .
Количество валков: 3 или 5. Пятивалковые станки позволяют осуществлять гибку с меньшим радиусом гиба, при этом обеспечивается лучшее качество детали.
В необходимых случаях производится подогрев изгибаемого изделия (например, током высокой частоты).
Художественная гибка металлопроката
Художественная гибка металлопроката осуществляется на специальных станках. Например, на станке художественной ковки «Ажур — 1М» возможна навивка колец из проката квадратного и круглого сечения, продольное скручивание квадрата, изготовление элементов по «Каталогу изделий художественной ковки».
Гибка бывает ручная и механическая. При незначительной толщине металла, компактных размерах, используют ручную гибку. Основной инструмент — тиски, молоток, шаблон для придания формы. Возможен подогрев материала с целью улучшения податливости и уменьшения податливости усилия. При проведении гибки труб используют внутренний наполнитель, который не даёт трубе порваться и деформироваться внутри. При осуществлении гибки важно учитывать угол изгиба — в противном случае будет несоответствие с данными чертежа.
Гибку металла большой толщины и массивных заготовок, а так же при серийном производстве, рационально использовать механическую гибку на станках и приспособлениях. Холодную гибку производят обычно на листогибе или листогибочном прессе. Делятся они на стационарные и передвижные. В зависимости от технологии гибки, они делятся на поворотные с балкой, прессовые с матрицей, возвратно-ротационные — с четырьмя, тремя, двумя валиками.
По типу привода листогибы бывают пневматические, гидравлические, механические, ручные и электромеханические.
Подобный станок представляет машину, развивающую усилие, которое направлено на изменение формы заготовки или материала. Характеризуется листогиб следующими параметрами — рабочая длина, величина усилия, амплитуда хода траверсы, скорость, способ фиксации заготовки. Важным элементом является массивная станина листогиба. До недавнего времени использовались преимущественно механические листогибы. Современные модели автоматизированы, имеют программное обеспечение. Ручные листогибы бывают самой разнообразной конструкции. Их уместно применять в небольшом кустарном производстве, мастерской. Изготовить можно самостоятельно. Всё зависит от сложности поставленных задач. Для гибки арматуры и труб используют трубогибы.
Где заказать услугу гибки металла
ipmet.ru
Гибка листового металла: технология, станок, обработка
 Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
 Вальцовочный станок
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
Схема процесса гибки- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например,
 Гибка калибрующим ударом
Гибка калибрующим ударомалюминия с марганцем), а также сталей с содержанием углерода более 0,4%. Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
- Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
- Возможностями, которыми обладает станок для гибки металла. Гибка металла
- Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.
- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.
Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия. Ручной листогибочный станок
Преимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок;
 Листогиб ручной
Листогиб ручной - По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным; П-образный винтовой прижим
- По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
Следует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.
 Ручной листогиб Tapco
Ручной листогиб TapcoСтанки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Реклама партнеров
Видео: Ручной станок листогибочный
promtu.ru
инженер поможет – Гибка листового металла
Нагрев листового металла часто используется для гибки труб или листового металла изготовленного из цветного металла, например из меди и её сплавов. Для этой цели лучше всего использовать сегментный нож или загибающий нож, который состоит из набора сегментов разной ширины, для повышения качества гибки. Различные его комбинации позволяют гнуть фрагменты совершенно разной ширины. Такой вид гибки очень хорошо себя зарекомендовал для предварительно нагретых листов из медных сплавов. На современном производстве пресса для металла гнут гидравликой. Несколько раз вил гибочные станки которые использовали энергию махового колеса, и пару раз наблюдал работу пневматических ножниц построенных по тангенциальному типу.

Нагрев таких сплавов, как аллюминий приводит к его старению.
В случае, когда старение изделия связано с изменением его геометрических размеров,то нужно его (изделия) искусственное старение,которое можно получить с помощью нагрева(отпуска).
Нагрев перед гибкой применяется также для снятия напряжений в трубе перед гибкой (обычно требуется после волочения).
Состояние покрытия будет зависеть от температуры прогрева.
При гибке детали, очень важно до начала работы определить правильность размеров конечной продукции. При расчете длины заготовки нужно учитывать радиус гибки листа. Для заготовок гнущихся только под прямым углом без появления с внутренней стороны листа скругления, припуск листа на изгиб должен быть от 0,5 – 0,7 от толщины металла заготовки.
Очень важной характеристикой гибочного оборудования-это система безопасности. Наличие ограничителей у станка существенно уменьшает травмоопасность при производстве. В последнее время на производствах вижу станки оснащенные лазерными датчиками, которые при появлении чего-то постороннего в зоне работы экстренно прекращают работу оборудования
Станки для гибки по способу работы разделяются на типы:
станки используемые матрицу и пуансоно;
поворотные станки используемые гибочную балку;
ротационные станки используемые валки.
Теперь рассмотрим маленький пример. Для гибки стального листа S=05-5мм подогрев металла не требуется, но важно правильно выбрать оборудование и оснастку.Для гибки стального листа с покрытием можно применять защитную технологическую пленку,сцелью сохранения покрытия.Подогрев будет только повреждать покрытие и абсолютно не влияет на процесс гибки листового материала.
Технологии гибки металла.
Существует два способа гибки металла: ручной и автоматизированный.
Ручной способ гибки металла это сложный и трудоемкий технологический процесс. Металл при использовании этого способа зажимается с помощью тисков, а потом обрабатывается молотком и плоскогубцами. При ручной способе гибки металла толщина листа не должна быть больше 0,6 мм.
Гибка металла автоматизированным способ основана на применении листогибочного пресса, вальцов или роликового листогибочного станка. При этом способе уменьшается трудоемкость процесса гибки металла и количество получаемого при производстве брака.
Выбор технологии гибки, как и в любом виде обработки, в значительной степени определяется применяемым материалом и от требованиями к получаемой при обработке продукции. При гибке обязательно перед началом работы дополнительно нужно производить расчеты усилия гибки металла с помощью формулы и на наименьший внутренний радиус изгиба, для предотвращения образования трещин. Но самым важным правилом при такой обработке это чтобы внутренний радиус листового металла не был больше толщины самого сгибаемого листа.
Виды станков для гибки металла
Гибка металла осуществляется на станках которые бывают роликовые, дисковые, валковые, шпиндельные и ползунные.
От расположения валов на гибочных станках зависит возможность обработки листов разной толщины. Ассиметричные станки позволяют гнуть тонкие и средние листы, а симметричные толстые листы.
При помощи оборудования с 4 валиками можно получить изгибы с абсолютно любой кривизной без деформирующей силы, что невозможно сделать на симметричном станке с тремя валиками.

Профилегибочное оборудование
По принципу работы похож на листогибочный станок для металла , но имеет другое расположение роликов. Оси валков станка могут быть расположены как вертикально так и горизонтально, и даже под наклоном. Регулировка такого станка производится с помощью электрического привода. Для этого типа профилегибочных станков применяется асимметричное расположение роликов для гибки металла.
Кстати, оборудование для гибки металла с ручным механизмом оптимальный вариант для бытовых работ. Эти станки не требуют высокой квалификации и подойдут для обычной домашней мастерской

engcrafts.com
Гибка металла – Резка металла, обработка металла
Внимание! Заказы на гибку и рубку металла присылайте на ящик [email protected]
Компанией предлагается услуга, гибка листового металла. Отличительной особенностью нашей работы является высокое качество конечного продукта, так как все технологические операции выполняются на высокотехнологичном оборудовании. Это способствует снижению стоимости услуги без ущерба качеству. В деталях объясним, что собой представляет данный процесс, какие современные способы существуют на данный момент, и какое оборудование для этого используется.
Гибка металла и её основные способы
Гибка металла – это обработка металлических изделий листового типа, в результате которой им предают необходимую форму. Это достигается благодаря растягиванию наружных слоёв изделия, что способствует увеличению его в размерах с одновременным сжатием внутренних слоёв, что в свою очередь уменьшает размеры. Слои металла располагаемые параллельно оси изгиба в своих размерах остаются неизменными.
Существует несколько современных способов обработки изделий, в результате их применения гибка листового металла осуществляется быстро и качественно. В целом существуют две технологии: ручная; механическая. При ручной работе предполагается использование молотков, тисков, плоскогубцев, в случае с механической обработкой применяются станки с разными конструктивными особенностями.
Ручная гибка металла применима для листов, полос и прутов небольшой толщины, как правило, не превышающей 0,6 миллиметров. С целью механизации операций пользуются листогибочными прессами или вальцами, а также специализированными роликовыми гибочными станками. Одним из наиболее прогрессивных методов, благодаря которому гибка листового металла обеспечивает получение изгибов с крупным радиусом является вальцовка. Этот способ предполагает прокатку металлических листов на вальцовочных станках, в результате удаётся получить листы в форме равномерных цилиндров или конусов. Из наиболее часто заказываемых и пользующихся популярностью изделий моно выделить:
- Приборные корпусы;
- Металлические гнутые профили;
- Уголки из металла;
- Полки со стеллажами;
- Кронштейны;
- Металлические коробки.
Гибка металла на станках с ЧПУ – преимущества
Гибка листового металла в столь широком ассортименте становится доступной по причине использования современного оборудования. Это позволяет в значительной степени снизить процент брака, так как выставление размеров происходит до начала работ, а металл надёжно фиксируется посредством специальных механизмов. Сегодня гибка металла, выполняется на станках с ЧПУ, что обеспечивает высокую скорость, низкую себестоимость и приемлемое качество продукции. Применение этих станков обеспечивает получение сложных пространственных гибов, наличие программируемых упоров с тремя осями гарантирует удобство и быстроту технологического процесса. В это же время гибка металла будет выполняться с высокой точностью и на каждом из этапов, доступна коррекция процессов. Использование станков с ЧПУ позволяет избавить изделия от одного недостатка, а именно подверженности коррозийных процессов, поражающих сварочные швы, неизбежно появляющиеся при иных методах обработки. Гибка металла на станках с ЧПУ позволяет получить изделия с высокой степенью геометрии конструкции.
Гибка металла – этапы технологического процесса
Сам процесс состоит из ряда этапов, первым делом листовой металл раскраивают, используя оборудование, служащее для резки плоского металлического проката. Это может быть плазменная установка или гильотина. Далее гибка металла, продолжается при помощи листогибочного гидравлического пресса, посредством его металлу придают необходимую форму с конфигурацией. Для этого применяется упруго-пластическая деформация, а контроль над корректностью всех операций осуществляется посредством ручного режима. Когда гибкаметаллазавершена, проверяется соответствие изделий с чертежами, если выявляется несоответствие заявленным параметрам, производят коррекцию настроек оборудования. Гибка металла подразумевает проведение последующей обработки, состоящей из двух основных мероприятий, а именно сварки деталей порошковой окраски.
Гибка металла – последующая обработка
Если не предусмотрено использование станков с ЧПУ, то в обязательном порядке осуществляются сварочные работы, посредством которых изготавливаются неразъёмные соединения путём нагрева в углекислой среде. Все работы выполняются с использованием электродов или проволоки, таким способом доступно изготовление мелкосерийных изделий, сырьём для которых является чёрный металл. Они не имеют ограничений связанных с толщиной, длиной и формой, а также специализированных требований, касающихся качества сварных швов.
Гибка металла в большинстве случаев сопровождается последующей порошковой покраской металла, применимой для металлических изделий широкой номенклатуры. Это позволяет обеспечить защиту металла от коррозии и воздействия щелочей, с органическими растворителями и кислотами, а также повреждений механического характера. Такая гибка металла цена, которой ниже, чем в случае использования станков ЧПУ достаточно качественная и востребована у потребителей. Вместе с этим порошковая окраска с успехом защищает изделия от температурных перепадов в пределах -60 — +150°С. Однако в данном случае существует некоторые габаритные ограничения для изделий:
- Высота 1200мм;
- Ширина 800мм;
- 3Длина 3000мм;
- Вес 100кг.
В данном случае приведены предельные максимальные величины. В зависимости от того, в соответствии с какой технологией осуществляется,гибка металла цена и определяется. Вот основные преимущества, которыми обладает гибка металла:
- Герметичность гнутых участков;
- Нет термических воздействий на металл, вследствие которых нарушаются физико-химические характеристики;
- Низкая трудоёмкость.
Всё это позволяет рекомендовать данную методику как наиболее прогрессивную.
Наш парк станков пополнился листогибочным прессом Amada

Возможности пресса — широкий спектр мощности и длины гибочного стола и отличается высоким уровнем энергоэффективности. Для пользователей это означает: экономия независимо от размера заказа на продукцию.
Пресс может использоваться с четырьмя или семью контролируемыми осями. Благодаря опциональному устройству управления двигателем гидростанци с частотным преобразователем), пресс позволяет пользователям снизить энергопотребление примерно на 20 % по сравнению с аналогичными листогибочными прессами. В зависимости от размера партии, это может обеспечить существенное сокращение производственных затрат.
rezmet.com
Гибка листового металла, Гнутые листовые изделия, Оборудование для гибки металла, методы гибки, гибка в штампе, проектирование гибочных штампов, проектирование изделий из листового металла
Главная страница » Гибка листового металла
Гибка листового металла
Гибка листового металла сегодня одно из ведущих направлений в машиностроении. Этот метод деформации металла применяют повсеместно для получения различных деталей. Такую популярность гнутые детали получили благодаря высокому показателю прочности и минимизации коррозии. Ведь в таких деталях нет сварочных швов и значительных дефектов. Все детали получаются монолитными, но при этом сложной конфигурации.
Где используют детали по технологии гибки
Гнутые листовые изделия применяются во всех отраслях и их актуальность весьма востребована. Путем гибки изготавливают детали для: автомобилей, кораблей, самолетов, резервуаров и прочих изделий.
При кажущейся легкости – это очень сложный технологический процесс, требующий точных расчетов и внимания.
Гибка листового металла – это операция придания листовому металлу объемной формы, методом холодного деформирования.

Раньше гибка металла производилась только вручную, с помощью слесарных инструментов и тисков. Сегодня, машиностроительная отрасль шагнула вперед и для таких процессов теперь применяют высокоточное и технологичное оборудование, позволяющее создавать детали с высокой точностью и большой производительностью.
Оборудование для гибки металла
Для гибки металла используют различное гибочное оборудование от самого простого, которое позволяет даже в домашних условия производить швеллеры и уголки, до высокотехнологичного.
Виды промышленного оборудования:
— ротационное – в нем листы сгибаются в процессе перемещения между валками. Они бывают стационарными и мобильными. Основная сфера применения – это изготовление длинных и объемных деталей, где минимальный радиус изгиба равен радиусу валка станка. Чаще всего получают обечайки цилиндрической и конической формы, но возможно получение и совершенно различных конфигураций прокатываемого листа.
— Поворотное – лист металла сгибается между гибочными балками и плитами, одна из которых расположена снизу и неподвижная, а вторая поворотная находится сверху, хотя компоновки могут быть различными. Такие станки применяют для небольших изделий с легким рельефом.
— Гидравлические и пневматические прессы – их используют для серийного производства мелких деталей. Лист сгибается в них между пуансоном (верхний инструмент) и матрицей (нижний инструмент).

Современные гидравлические станки самостоятельно определяют силу для выполнения сгиба.
Автоматизация станков по сгибу металла с помощью числового программного управления (ЧПУ) значительно сократила человеческий фактор, как причину брака. Так как на данных станках весь процесс автоматизирован, от подачи заготовок до складирования на гибочной установке, и дальнейшей передачи на конвейер. Человеку в таких системах отведена роль наблюдателя за процессом и настройки управляющей программы. Такие установки позволяют сокращать энергопотребление и обслуживающий персонал, при точном и быстром выполнении заданий с минимальным количеством бракованных изделий.
Суть технологии гибки листового металла
Процесс сгибания металлического листа заключается в том, что заготовка помещается между валами или плитами станка и подвергаются деформации под усиленным прессом или давлением. При этом не нарушается сплоченность металла, а лист приобретает задуманную геометрическую форму. При желании металл можно согнуть даже в закрытый профиль. Методом гибки получают полноценные изделия не требующих больших объемов сварки, что делает изделие монолитным, надежным, жестким, экономичным и эстетичным.

Основные методы гибки
У каждого метода гибки металла есть свои недостатки и преимущества, а значит и оптимальные сферы для их применения. Предлагаю рассмотреть основные три способа холодной прямолинейной гибки:
— Профилировка – это формовка на профилегибочных станках, когда лист прокатывается между валками от контура которых зависит форма будущего изделия.
— Гибка в штампе (чеканка, калибровка) – это гибка на штамповочном прессе, лист зажимается между пуансоном и матрицей и приобретает их форму.
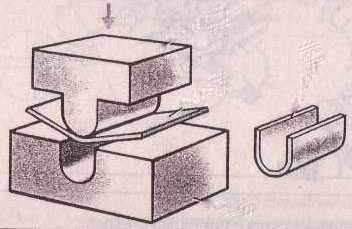
— Свободная гибка (воздушная) – металлический лист пуансоном вдавливается в V-образную выемку матрицы. Это гибка листа по трем точкам, по краям лист касается ручья матрицы, а по линии сгиба лист касается пуансона. Этот метод называют «гибка в воздухе», т. к. после гибки между листом и V-образным вырезом матрицы остается воздушное пространство.

Первые два метода применяются в массовом производстве для одинаковых металлических изделий. Третий метод удобен на производстве разнообразных гнутых листов в мелкосерийном производстве.
Проектирование гибочных листовых изделий
Актуальной темой для промышленности была и остается — проектирование гнутых изделий из листового металла. Эти изделия занимают «львиную долю» среди деталей для машиностроительной отрасли.
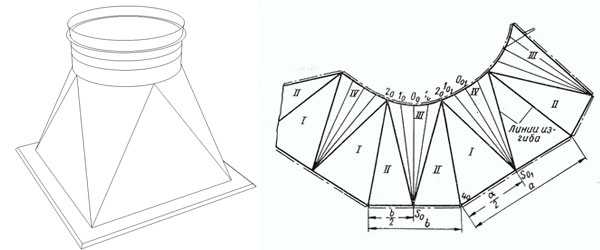
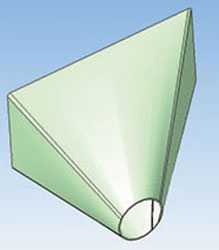
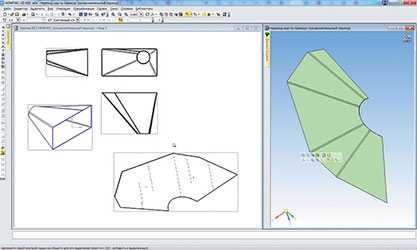
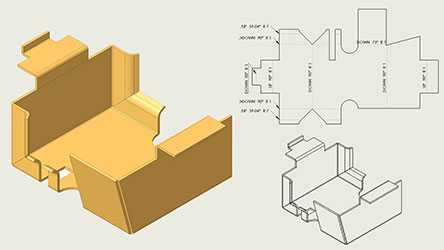
При проектировании гибочных изделий требуется построение их развёрток. Например, частой задачей является изготовить переход из трубы в квадрат путем гибки листового металла. Для ее решения необходимо построение развертки, по которой будет изготовлена заготовка с размеченными линиями сгиба, а после ее сгиба по этим линиям мы получим, нужное нам, изделие. Больше о построении разверток можно посмотреть здесь.
Построение развертки возможно вручную, что достаточно трудоемкий процесс, долгий и включает большую составляющую человеческого фактора, т.е. велика вероятность получения ошибочной развертки и соответственно бракованной детали.
Для упрощения этого процесса и минимизации получения брака данные развертки строятся в автоматизированном режиме в различных CAD-системах, таких как NX, Catia, SolidWorks, Компас-3D. Как правило, в состав таких CAD-систем входит модуль «Листовое тело», с помощью которого проектирование гнутых деталей и их разверток осуществляется быстро, точно и безошибочно. Существуют и более специализированные программы, заточенные на построение разверток.
Кроме того, такие задачи, как построение развертки для представленного перехода, являются типовыми, они ежедневно встречаются на различных предприятиях. Для решения таких распространенных задач в CAD-системе присутствуют специальные библиотеки, задав в которых параметры будущего изделия (высота, диаметр, толщина листа и т.д.) библиотека сама построит чертеж развертки.
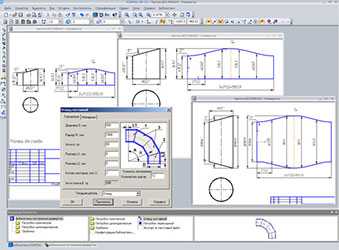
Не все случаи охватывают данные библиотеки, только наиболее часто встречающиеся, но тем не менее такая возможность здорово экономит время и силы.
Практически все CAD-системы позволяют проводить проектирование гнутых деталей несколькими методами, каждый выбирает для себя наиболее удобный.
Существуют два основных метода:
— проектирование твердого тела, то есть деталь проектируется сразу в согнутом состоянии, а разверстку можно получить только, развернув все сгибы;
— проектирование конструкций из листа – сначала делается чертеж развертки с линиями сгиба, а затем она последовательно сгибается под нужным углом и с нужным радиусом.
В результате мы видим, как развертку, так и 3D модель будущей детали, с помощью которых также быстро и точно выпускается качественная конструкторская документация.
Проектирование гибочных штампов
Очень востребовано проектирование штампов, пуансонов и матриц. Этот процесс очень трудоемкий и требует множество расчетов исполнительных размеров штампа. К штампам предъявляется целый ряд различных требований, такие как экономия расхода материала, энергии, времени, трудовых усилий и других ресурсов. Штамп должен быть экономичным в изготовлении, надежным и долговечным, а также простым в наладке, использовании и хранении. Штампы должны соответствовать ГОСТам и другим нормативным документам.
Автоматизированное проектирование штампов значительно сокращает сроки и трудоемкость выпуска конструкторской документации штампа. Многие CAD-системы имеют на своем «борту» специальные библиотеки проектирования штампов. Здесь не требуется проводить расчеты, система сделает все сама.
Тема проектирования штампов весьма широкая и интересная, однако уже выходит за рамки данной статьи, думаю она будет рассмотрена в будущих статьях более подробно. До встречи на страницах нашего блога.
Подводим итоги
Проектирование и изготовление гибочных изделий из листового металла – является делом ответственным и сложным, требующим технических знаний и навыков, умения проводить математические вычисления и всевозможные расчеты. А проектирование штампов является делом еще более сложным.
Если для простых деталей этот процесс довольно прост, особенно используя автоматизированное проектирование, то для сложных требуется более тщательная проработка конструкции для обеспечения ее надежности, жесткости, экономичности, технологичности и т. д.
Похожие записи:
vys-tech.ru