Микрометр схема – описание устройства прибора, функции, как пользоваться
alexxlab | 30.12.2019 | 0 | Вопросы и ответы
Микрометры и другие микрометрические инструменты. Видеоролик
Микрометры
Микрометрические инструменты
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Цена деления таких инструментов 0,01 мм.
Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой). Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряжа штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта.
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм).
По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848
году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, – после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия), Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН).
Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Положительной особенностью микрометров является соблюдение принципа Аббе, что существенно повышает точность измерения.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
– механические микрометры со штриховой отсчетной шкалой;
– электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.
***Механический микрометр со штриховым отсчетом
Основным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель).
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион), закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н.
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
***
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
***
Электронный микрометр с цифровым отсчетом
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.
Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей).
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96.
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
***
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении). При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей (плоских, цилиндрических, сферических). Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера (для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки);
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности δ = ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками – амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1.
Таблица 1
Диапазон измерения, |
Предельно допустимая погрешность G, |
Отклонение от параллельности и плоскостности винта и пятки, |
0 – 50 |
4 |
2 |
50 – 100 |
5 |
2 |
100 – 150 |
6 |
3 |
150 – 200 |
7 |
4 |
200 – 250 |
8 |
4 |
250 – 300 |
9 |
5 |
300 – 350 |
10 |
5 |
350 – 400 |
11 |
6 |
400 – 450 |
12 |
6 |
450 – 500 |
13 |
7 |
Указанная в таблице предельно допустимая погрешность G включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
***
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения.
Например, рекомендуемые размеры концевых мер длины для проверки микрометров – 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки) необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в 1/4 или 1/3 шага микровинта (0,5 мм). Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта.
Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
При длине волны света примерно 640 нм ширина одной интерференционной полосы составляет 320 нм (0,32 мкм).
Методические указания к выполнению лабораторной работы по теме “Поверка микрометра”
(в формате Word, 4 печатных листа, 0,077 Мб)
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до 300 мм.
Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом.
Цена деления глубиномера – 0,01 мм. Отклонение от плоскостности базирующей опоры – 2 мкм. Допуск длины измерительных вставок ±(2 + L/75), где L – длина вставки.
Погрешность измерения с самой маленькой вставкой – 5 мкм.
***
Как правильно пользоваться микрометром поможет разобраться представленный здесь видеоролик.
***
Лабораторная работа по теме “Поверка микрометра”
Основные понятия о стандартизации
k-a-t.ru
Микрометр. Виды и устройство. Работа и применение. Особенности
Микрометр – это точный измерительный инструмент, предназначенный для работы с деталями мелких размеров. Он обладает высокой точностью, поэтому с его помощью можно получить линейные параметры измеряемого объекта с допуском от 2 мкм. Благодаря столь малой погрешности инструмент и получил свое название. Он намного более точный, чем штангенциркуль, а тем более чем обычная линейка.
Как устроен микрометр
Существует несколько популярных конструкции микрометров, которые являются усовершенствованной базовой моделью этого инструмента подогнанной под определенные узкие цели.
В простом исполнении микрометр состоит из следующих элементов:
В основе конструкции лежит металлическая скоба, параметры которой ограничивают возможность изменения. На одном ее конце имеется металлическая пятка, а на втором прикрепляется механизм в виде винта. Он отрегулирован таким способом, что расстояние между его кончиком и пяткой скобы отображается на цифровой шкале инструмента. Вкрутив винт до момента прижатия измеряемой заготовки, можно получить точное отображение ее ширины. После этого остается только посмотреть на шкалу. Данный прибор является контактным. Он не применяется для измерения мягких материалов, которые при прикасании начинают сжиматься.
Чтобы полученный результат не сбивался, пока не будет записан, на микрометре предусматривается фиксатор. При его нажатии исключается вероятность случайного выкручивания винтов и сдвига указателя на цифровой шкале даже на несколько долей миллиметра.
Сфера использования
Данное оборудование является довольно распространенным в различных отраслях. Его профессионально используют:
- Токари.
- Литейщики.
- Фрезеровщики.
- Лабораторные сотрудники.
- Моделисты.
- Ювелиры.
Это оборудование позволяет получить точные линейные данные, но оно не столь универсально, как тот же самый штангенциркуль. Для выполнения определенных задач данный инструмент является незаменимым, поскольку именно он позволяет добиться практически лабораторной точности, что не сможет ни один другой ручной прибор измерения.
Виды микрометров
Сфера использования данного оборудования довольно обширна, поэтому его конструкция была адаптирована под определенные цели. Это позволяет обеспечить максимально удобные и точные измерения. Существуют более 20 конструктивно отличающихся между собой микрометров, из которых многие являются очень редкими и практически не применяются в быту.
Среди популярных микрометров можно отметить:
- Гладкий.
- Листовой.
- Для горячего металлопроката.
- Для глубокого измерения.
- Трубный.
- Проволочный.
- С малыми губками.
- Универсальный.
- Канавочный.
- Цифровой.
Гладкий микрометр
Самый распространенный в использовании. Он применяется для снятия наружных показателей деталей и заготовок. Именно такой инструмент чаще всего можно встретить в продаже. Подобные модели можно использовать практически в любых целях, кроме тех случаев, когда нужно измерить внутренние показатели заготовок, поскольку для такого устройство не предназначено.
Листовые микрометры
Имеют на пятке и на самом винте круглые тарелки, что увеличивает площадь контакта с измеряемой заготовкой. Это позволяет провести ее предварительную деформацию, чтобы выровнять и измерять точную толщину. Таким инструментом обычно измеряют параметры листового проката, металлических лент и кованых в кузнице заготовок.
Хотя с теоретической точки зрения снять параметры можно и с помощью обычного гладкого микрометра, но на самом деле это не так. Зачастую прокат имеет неровности, поэтому можно установить пятку и винт на вмятину или наоборот на утолщение. Применение широких тарелок позволяет увеличить площадь и избежать контакта с подобными областями, которые могут приводить к получению неточных данных.
Микрометр для горячего металлопроката
Применяется для работы с раскаленными заготовками. C его помощью можно быстро и эффективно измерить толщину железных элементов при их производстве, не ожидая пока они остынут. Именно с помощью этого инструмента удается контролировать момент, когда необходимо остановить прокат металла и забрать готовую заготовку нужных параметров.
Микрометры для глубокого измерения
Имеют очень вытянутую скобу, которая позволяет накинуть инструмент на заготовку и проверить толщину в удаленном от края месте. Это особенно важно если измеряемая деталь является неравномерной по периметру. С помощью таких устройств можно узнать точную толщину детали, в которой проведено несквозное сверление отверстия или зенкование.
Микрометры трубного типа
Предназначены исключения для измерения толщины стенок трубок. Они имеют особенную конструкцию, поэтому их невозможно спутать с устройствами других типов. Визуально определить трубные микрометры несложно. Они имеют обрезанную скобу, на конце которой пятка заменяет срезанную скобу. Такая пятка вставляется внутрь трубки, которая измеряется, после чего винт поджимается и можно получить точные данные о диаметре стенки.
Данное оборудование позволяет снимать параметры даже с очень тонких труб, главное чтобы в них могла войти пятка. Именно это и отличает трубные инструменты от гладких типов. С помощью обычного микрометра можно снимать данные только с довольно толстых труб, внутренний диаметр которых позволяет вставлять в них часть скобы вместе с выходящей в сторону пяткой.
Проволочный микрометр
Является одной из самой компактной разновидностью базовой модели. Он не имеет столь ярко выраженной скобы как обычные инструменты. Внешне его можно принять за обычный металлический прут. Подобный инструмент используется для замера диаметра металлической проволоки и прутиков. Он имеет малый диапазон хода, но этого более чем достаточно для тех измерений, для которых он предназначен. Отсутствие объемной скобы позволяет носить инструмент в компактном чемоданчике с ключами и отвертками. Подобные микрометры занимают места не больше, чем плоскогубцы.
Микрометр с малыми губками
Предназначен для снятия параметров на поверхности металла после осуществления в нем проточки или сверления. Главная особенность таких инструментов заключается в том, что пятка и винт сделаны очень тонкими. Благодаря этому их можно вставлять в тонкие отверстия. По конструктивным особенностям подобные модели ничем не отличаются от обычных, кроме утонченных элементов.
Универсальные микрометры
Имеют съемные наконечники. Именно такие устройства выбирают в том случае, если нужно проводить измерение, различных по свойствам, заготовок и деталей. Съемные наконечники позволяют адаптировать инструмент под требуемые условия работы. Стоит отметить, что на более дешевых микрометрах данного типа наблюдается одна проблема. При недостаточно сильном зажатии наконечника возможен зазор, влияющий на точность. В том случае если очень точные данные не нужны и погрешность в пол миллиметра не имеет особого значения, то и универсальные модели будут вполне удобными. Приборы более дорогого ценового сегмента зачастую выполнены более качественно, и проблема болтающихся наконечников сведена к минимуму благодаря подгонке всех элементов инструмента.
Канавочные микрометры
Предназначены для замера габаритов в труднодоступных местах заготовок. Главной особенностью этого инструмента является полное отсутствие скобы. Внешне они напоминают проволочные модели, но оснащаются специальными тарелками, которые выступают в роли губок, захватывающих детали. С помощью данного оборудования можно зажать выступающие части заготовок губками и измерить их диаметр. Подобные приборы требуют аккуратного обращения, поскольку установленные на их конца тарелочки могут деформироваться при сильном ударе, что случается при падении.
Цифровой микрометр
Является одним из самых удобных устройств, поскольку он оснащается электронным дисплеем. С помощью такого оборудования можно намного удобнее и быстрее проводить замеры габаритов деталей заготовок. Питание данного прибора осуществляется благодаря установленной батарейке, такой как используется в наручных часах. По точности они ничем не уступают механическим, хотя и не являются такими долговечными. Электронный дисплей можно разбить, если не относиться к инструменту с достаточной осторожностью.
Более дорогие электронные модели имеют множество кнопок настройки, а также большую встроенную память, поэтому они сохраняют получаемые раннее данные и даже показывают время проведения обмеров. Подобные микрометры будут особенно удобны для промышленного применения, когда необходимо проводить множество измерений в сжатый период времени.
Существует еще как минимум десяток различных типов микрометров. Они являются очень узкоспециализированными, и нельзя сказать, что незаменимыми. Операции, которые они выполняют, можно сделать и другими типами микрометров, что может быть не так и удобно, но точность измерения от этого никак не пострадает. Все микрометры выпускаются в соответствии с требованиями ГОСТ. Для большинства моделей данного инструмента предусматривается отдельный государственный стандарт определяющий точность измерения. Микрометр желательно носить в специальном тубусе, чтобы предотвратить набивания пыли на винт, что убережет его от заклинивания.
Похожие темы:
tehpribory.ru
Лабораторная работа №2(мсс) Тема: поверка микрометра
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Владимирский государственный университет
им. А.Г. и Н.Г. Столетовых
Кафедра – Управление качеством и техническое регулирование
Цель работы:
– изучить устройство и принцип действия микрометра;
– получить первичные практические навыки в выполнении поверки СИ,
– осуществить поверку микрометра,
– определить пригодность микрометра к использованию.
После выбора СИ (средства измерения) производится его подготовка к использованию. Это может быть выполнено двумя операциями:
– поверкой и
– калибровкой.
Поверка (калибровка) – это комплекс мероприятий (проверок) по установлению пригодности СИ к использованию, путем определения его фактических метрологических характеристик и сравнения их с допустимыми значениями. Поверка и калибровка технически выполняются одинаково, но оформляются по-разному.
Поверке подлежат СИ, связанные с обеспечением безопасности и учетом расхода материальных ресурсов. Перечень СИ, подлежащих поверке, ежегодно утверждается правительством РФ. Поверку выполняют специальные люди – поверители, имеющие разрешение на эту работу в специальных госучреждениях. У нас – владимирский ЦСМ (центр стандартизации и метрологии). По результатам поверки оформляется юридический документ – акт поверки (поверочный листок), куда записываются фактические значения метрологических характеристик и делается заключение о пригодности СИ к использованию. Акт подписывается поверителем (ставится его личное клеймо) и руководителем организации (ставится печать организации).
Калибровке подлежат остальные СИ. Калибровку выполняют специалисты каждого предприятия. По результатам принимается решение о годности СИ и делается запись в журнале учета.
Поверка (калибровка) бывают:
– первичная – при приеме нового СИ на заводе,
– периодическая – в процессе использования СИ через установленные интервалы времени.
Основной метрологической характеристикой СИ является его погрешность – разность измеренного СИ и точного (эталонного) параметра:
= Хизм – Q = Хизм – Хд
Поверкой называется комплекс мероприятий (проверок) по определению пригодности СИ к использованию путем определения фактических (полученных путем измерений) метрологических характеристик и сравнения их с допустимыми (взятыми из нормативных документов).
1. Устройство и принцип действия микрометра
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт – гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. (0-25, 25-50 и т.д. до 275-300). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
Устройство микрометра изображено на рис.1.
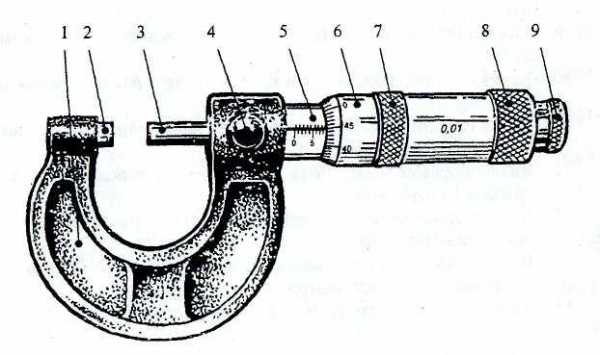
Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5. В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана должно осуществляться с помощью трещотки 9 для создания одинакового калибровочного и измерительного усилия, которое для микровинта равно F = 7 ± 2Н. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал (Рис.2.):
– продольной (на стебле измерительной системы) и
– круговой (на круговой поверхности барабана).
Продольная (грубого отсчета) шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Отсчет снимается по последнему делению, которое видно.
Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S – 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой – десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, зрительно интерполируя цену деления шкалы барабана до 0,1 деления (до 0,001 мм).
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана.
Например, на рис.2 полный отсчет показания микрометра равен:
Lm = LCT + Lб = 2,5 + 0,317 = 2,817 мм.
Для обеспечения нормированной точности использования СИ необходимо проведение поверочных (калибровочных) работ, содержащих ряд отдельных проверок и регулировок. Любое СИ имеет общие для всех средств проверки (регулировки) и индивидуальные для каждого конкретного типа СИ.
К числу общих относятся:
– установка (проверка) прибора на нуль (начало отсчета) и
– определение инструментальных погрешностей.
К индивидуальной для микрометра – проверка параллельности (непараллельности) измерительных поверхностей.
studfiles.net
100 фото правильной калибровки и проверки устройства
Если ранее вам часто приходилось слышать про измерение микрометром, то наверняка вы заинтересовались, что же представляет собой вообще данный строительный инструмент? Именно о нем мы сегодня и поговорим.

Микрометр — это по сути универсальный инструмент для измерения. В его основе всегда лежит самостоятельная микропара – специальный преобразовательный инструмент, который состоит из гайки, винта.

Используя его можно легко выполнить замер размеров при помощи контактного метода. У электронных микрометров есть один нюанс: измерение осуществляется с минимальной погрешностью до 50 мкм.

Краткое содержимое статьи:
Разновидности инструментов
Говоря про типы микрометров, существующие сегодня стоит рассмотреть инструменты, которые делятся на категории в зависимости от своей функциональности и внутреннего устройства.
- Рычажные/гладкие микрометры;
- Резьбовые/трубные инструменты.
Большим спросом пользуются рычажные микрометры, однако наиболее распространенными являются гладкие инструменты, используя которые можно без проблем определить размеры практически у любой заготовки или детали.

В зависимости от способа, которым будет происходить снятие замеров все существующие сегодня микрометры условно можно разделить на следующие категории.

Инструмент механического типа – один из самых популярных типов, в котором все размеры снимаются с использованием нониусного барабана. Погрешность при измерениях составляет не больше 0,1 мм. Размер определяется при помощи шкал, которые можно увидеть на барабане, а также стебле имеющейся микрометрической головки.

Электронный микрометр – одна из самых современных на сегодняшний день моделей, в которой для выполнения замеров используется чаще всего электронный цифровой экран.

Его главное достоинство – высокая точность и легкость в применении. Кроме того, он предлагает перевод измерений из дюймов в миллиметры, а также вывод полученных данных прямо на ваш персональный компьютер.

Просматривая различные фото микрометров нельзя обойти стороной и стрелочные микрометры, при помощи которых любое определение размеров осуществляется с использованием специального стрелочного индикатора.
Учимся использовать микрометр
Если вас интересует вопрос как пользоваться микрометром, то в таком случае как раз кстати придется пошаговая схема.

Проверка, калибровка
Хотя бы раз в несколько месяцев, а также обязательно сразу же в день приобретения необходимо внимательно проверить инструмент на предмет неточностей при осуществлении различных измерений. В том случае, если шкала была сбита, необходимо выполнить регулировку. Поможет в этом ключ, который обязательно всегда есть в стандартном комплекте.

Для осуществления проверки точности вашего инструмента необходимо сделать следующие действия – сомкнуть без какой-либо детали имеющиеся измерительной плоскости.

В момент, когда винт будет упираться в противоположную плоскость, имеющийся индикатор у прибора должен обязательно показывать ноль, если это микрометр электрического типа.

Если это механический инструмент, то тогда барабан просто должен на 100% закрыть стебель, а вот его ноль совпасть продольным штрихом у стебля.

Фиксация детали
Внешне может показаться, что это один из самых простых шагов, однако на самом деле, поскольку прибор отличается высокой точностью, в первую очередь необходимо довести ваш винт до той детали, которая находится рядом со второй плоскостью для измерения.
Как только самостоятельно вы почувствуете некий упор, необходимо чуть сместиться немного по рукоятке и после этого продолжить аккуратно вращать трещотку.

Услышав три характерных щелчка – можно останавливаться, поскольку это сигнал того, что ваша деталь была как следует зафиксирована.

Снятие показаний
Удобнее всего, если у вас прибор электронного типа, поскольку он все замеры отображает на экране, и нет необходимости искать, где же находятся все цифры. Такие инструменты лучше всего подходят и для профессионалов, и в особенности для новичков.
В завершение стоит отметить, что с каждым годом становится все больше моделей измерительных приборов, и лишь необходимо выбрать именно тот инструмент, с которым комфортнее всего будет работать именно вам.

Фото микрометров
















































Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
Микрометр – что за инструмент и как им пользоваться? + видео
Иногда измерение линейных размеров какого-нибудь предмета требует от нас точности, которую не может позволить себе доступная нам канцелярская линейка, тогда на помощь приходит микрометр. Разнообразие принципов работы этого инструмента дает возможность совершенствовать точность измерений, и это устройство освоит даже начинающий мастер.
Устройство микрометра и точность измерений
Предельная точность была критически необходима еще в XVI веке в оружейном деле, позже принцип этого несложного механизма стали применять в геодезии, а официально прибор вышел в таком виде, каким мы его сейчас знаем, в середине XIX века. Устройство микрометра довольно простое в механическом смысле, рабочими являются винт и гайка. А вот сами измерения снимаются со сложной и тщательно выверенной шкалы, причем не одной.
Почему этот инструмент имеет такое название? Чаще всего, диапазон размеров, которые может с достоверной точностью определить этот прибор, лежит в области микрон. 1 мкм (микрон) это не что иное, как 0,001 мм, вы даже представить не можете, насколько это мелкие параметры. Но такие мелочи меряются редко, чаще точность составляет около 50 мкм (погрешность при этом 2-9 мкм), что также довольно мелко для человеческого глаза, но уже крайне важно для некоторых точных сборочных работ или настроек.

Способов измерения этим инструментом может быть два – абсолютный и относительный (контактный). При первом способе мы прикладываем разъем прибора непосредственно к предмету, выставляем согласно его геометрии зажимы и смотрим на шкалу, где сразу же определяем размер в мкм. Относительный способ измеряет какие-либо параметры рядом находящихся предметов или границ, а потом математически вычисляется искомый параметр.
Микрометр механический – особенности прибора
Традиционно мы привыкли наблюдать в работе микрометр механический, хотя сегодня даже небольшое усовершенствование в виде электронной индикации вполне доступно и значительно упрощает использование. Но об этом приборе чуть позже, а сейчас разберем основные особенности механики. Состоит он из двух ясно различимых частей: ручки (стебель, барабан и трещотка) и выемки для размещения измеряемой детали (полукруг с опорной стойкой и направленным на нее микрометрическим винтом).
Сам процесс измерения заключается в ручном закручивании ручки, чтобы сомкнуть винт. Как только эти элементы сошлись вокруг детали, крутят трещотку для подгонки, потом она начинает прокручиваться, это означает, что параметр замерен, остается снять показания на шкалах, которые расположены на стебле и барабане. Некоторые модели инструмента снабжены стопорным механизмом, чтобы зафиксированная величина не сбилась, пока вы будете записывать значение в журнал или сравниваете размер с другой деталью.
Электронный микрометр – в чем преимущество?
Мы уже упомянули, что электронный микрометр – это всего лишь немного усовершенствованный механический инструмент, но что же нам это дает на практике? Использование электронной индикации и возможности более точной калибровки привело к увеличению точности и удобству замеров этим прибором. Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0,1 мкм. Многие инструменты обладают встроенной калибровкой.
Электронное табло, которым оснащен этот инструмент, может быть настроено на несколько систем отсчета, например, миллиметры или дюймы. Также там производитель размещает полезные индикации, вроде уровня заряда батареи. Для снижения энергопотребления механизм запрограммирован на определенное время бездействия, после которого самостоятельно отключается, чаще всего это 5 минут.

Как пользоваться микрометром – простые рекомендации
Изучив всю познавательную информацию о новом для вас приборе, самое время разобраться, как пользоваться микрометром, чтобы измерения были максимально точными, насколько позволяет имеющийся у вас инструмент.
Как пользоваться микрометром – пошаговая схема
Шаг 1: Проверка и калибровка
Время от времени, а также сразу после покупки, следует проверить ваш инструмент на наличие дефекта при измерении. В случае сбитой шкалы можно провести регулировку, для этого в комплекте всегда идет ключ. Для проверки точности прибора делается простая операция – смыкаются измерительные плоскости без детали. Когда винт упирается в противоположную плоскость, индикатор электронного микрометра должен показать 0. В механическом приборе барабан должен практически полностью закрыть стебель, его скошенный край обязан остановиться ровно на нулевой отметке шкалы стебля, а ноль барабана должен совпасть с продольным штрихом стебля.
Перед измерением обязательно выдержите деталь и инструмент для измерения в одном температурном режиме (в одном помещении) хотя бы 3 часа.
Шаг 2: Фиксация детали
Внешне кажется, что все просто на этом этапе, вставляй деталь и зажимай, что есть мочи. Но это не совсем так, прибор высокоточный, и любое усилие исказит ваши результаты, а еще страшнее, если это собьет тонкую настройку всей системы. Но для предотвращения самодеятельности в приборе придуманы специальные механизмы. Сначала вы доводите винт до детали, расположенной возле второй измерительной плоскости, простым вращением барабана. Как только почувствовали упор, пора немного сместиться по рукоятке и продолжить вращать трещотку, это самый крайний вращательный элемент. Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили.
Шаг 3: Снимаем показания шкал
Электронный прибор покажет вам все на индикаторе, тут разбираться не нужно, где искать заветные цифры. А вот с механикой нужно приловчиться. Начинаем снимать измерения с самого крупного разряда цифр, заканчивая самым мелким. Первым делом смотрим на шкалу стебля, это та часть рукоятки, которая оставалась все это время неподвижной. На ней имеются две шкалы, но они для удобства восприятия находятся на одной оси, просто деления снизу обозначают миллиметры (каждое деление равняется 1 мм), а сверху – половинки миллиметра (шаг 0,5 мм).
В том месте, где остановился край барабана, смотрим, сколько делений по нижней (пусть 6) шкале осталось видимыми, так мы узнаем первую цифру (6 мм). Если край барабана поравнялся с каким-то делением верхней шкалы, то цифра после запятой будет 5, если деление спряталось, то пока что после запятой стоит ноль, но следом рассматриваем шкалу барабана, где найдем сотые доли миллиметра, которые и приплюсуются к десяткам. Например, на верхней шкале мы половинчатое деление не увидели, следовательно, пока что у нас 6,0 мм. Но на барабане с горизонтальным штрихом стебля совпала цифра 22, тогда 6,0 0,22=6,22 мм. Если бы штрих на верхней шкале стебля был виден, то было бы 6,5 мм, и уже к нему прибавляли бы 0,22, получилось бы 6,72 мм.
Для подсчета приведен общий случай для самого распространенного в хозяйстве вида этого прибора. Но для каждого инструмента значение штрихов будет определяться его классом точности, поэтому сначала посмотрите, что значит разметка на шкалах, а потом начинайте подсчеты.
Оцените статью: Поделитесь с друзьями!
remoskop.ru
микрометр
Министерство образования АР Крым
Таврический Национальный Университет им. Вернадского
Исследование физического прибора
МИКРОМЕТР
Выполнил: студент 1 курса
физического факультета гр. Ф-111
Потапов Евгений
Симферополь-2010
План:
1. Название. 2. Принцип действия. 3. Схема устройства прибора -основные части -их размещение -взаимодействие 4. Эксплуатационные характеристики. 5. Правила пользования. 6. Область применения прибора.
Название:
Микро́метр — универсальный инструмент (прибор), предназначенный для измерений линейных размеров абсолютным контактным методом в области малых размеров с высокой точностью (до 2 мкм), преобразовательным механизмом которого является микропара винт — гайка.
Принцип действия:
Действие микрометра основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси . Полные обороты отсчитывают по шкале, нанесённой на стебле микрометра, а доли оборота — по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25 мм из-за трудности изготовления винта с точным шагом на большей длине. Поэтому микрометр изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т. д. Для микрометров с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана — с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют микрометр со сменными пятками; установку таких микрометров на ноль производят с помощью установочной меры, прикладываемой к микрометру, или концевых мер. Измеряемое изделие зажимают между измерительными плоскостями микрометра. Обычно шаг винта равен 0,5 или 1 мм и соответственно шкала на стебле имеет цену деления 0,5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01 мм. Эта величина отсчёта является наиболее распространённой, но имеются микрометры с отсчётом 0,005, 0,002 и 0,001 мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством — трещоткой. При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с лёгким треском, при этом вращение микровинта следует прекратить после трёх щелчков.
Схема устройства прибора:

Микрометр состоит
из стальной скобы  ,
к которой присоединяется трубка
,
к которой присоединяется трубка ,
имеющая внутреннюю винтовую нарезку.
При работе, микрометр держат так, чтобы
скоба
,
имеющая внутреннюю винтовую нарезку.
При работе, микрометр держат так, чтобы
скоба была обращена к работающему, а трубка
была обращена к работающему, а трубка располагалась справа от нее.
располагалась справа от нее.
В трубку  входит винт, скрепленный с гильзой
входит винт, скрепленный с гильзой и выходящий наружу в виде стержня
и выходящий наружу в виде стержня .
Если шаг винта равен
.
Если шаг винта равен мм, то при одном обороте винт и связанная
с ним гильза
мм, то при одном обороте винт и связанная
с ним гильза перемещаются вправо или влево на
перемещаются вправо или влево на мм. Следовательно, расстояние между
концом стержня
мм. Следовательно, расстояние между
концом стержня и упором
и упором можно отсчитать по положению гильзы
можно отсчитать по положению гильзы .
.
На трубке  нанесен масштаб, позволяющий отсчитать,
на сколько целых делений отодвинулась
гильза
нанесен масштаб, позволяющий отсчитать,
на сколько целых делений отодвинулась
гильза от нулевого положения. На самой гильзе
нанесены деления, дающие возможность
оценить, на какое расстояние отошла
гильза
от нулевого положения. На самой гильзе
нанесены деления, дающие возможность
оценить, на какое расстояние отошла
гильза от ближайшего целого деления слева на
трубке
от ближайшего целого деления слева на
трубке .
Если гильза по окружности разделена на
.
Если гильза по окружности разделена на делений, то при повороте гильзы на одно
деление сама гильза перемещается
поступательно на
делений, то при повороте гильзы на одно
деление сама гильза перемещается
поступательно на мм.
мм.
Эксплуатационные характеристики:
Характеристики некоторых микрометров, выпускаемых в СССР
Тип микрометра | Пределы измерений, мкм | Погрешность, мкм |
Гладкий Рычажный Листовой Трубный Зубомерный Настольный | от 0 до 600 от 0 до 2000 от 0 до 5; 10; 25 от 0 до 10: 25 от 0 до 100 от 0 до 10: 20 | ± (2—10) ± (3—4) ± 4 ± 4 ± 5 ± (2—3) |
Правила пользования:
Прежде, чем
пользоваться микрометром, нужно проверить
правильность его установки на нуль. Для
этого поворачивают гильзу  до тех пор, пока стержень
до тех пор, пока стержень не коснулся упора
не коснулся упора .
Завинчивание следует производить,
пользуясь головкой
.
Завинчивание следует производить,
пользуясь головкой ,
поворачивающейся с некоторым трением,
что исключает возможность сильного
нажима на измеряемый предмет и обеспечивает
постоянный нажим при измерениях. Если
конец стержня
,
поворачивающейся с некоторым трением,
что исключает возможность сильного
нажима на измеряемый предмет и обеспечивает
постоянный нажим при измерениях. Если
конец стержня касается вплотную упора
касается вплотную упора ,
то в случае правильной установки прибора,
обрез гильзы
,
то в случае правильной установки прибора,
обрез гильзы должен совпадать с нулевым делением
основного масштаба и нулевое деление
гильзы
должен совпадать с нулевым делением
основного масштаба и нулевое деление
гильзы должно точно совпадать с нулевой чертой
на трубке
должно точно совпадать с нулевой чертой
на трубке .
После проверки правильности установки
прибора следует:
.
После проверки правильности установки
прибора следует:
а) определить шаг
винта, т.е. расстояние, на которое
перемещается винт и гильза  за один оборот;
за один оборот;
б) рассчитать, на
какую долю миллиметра передвинется
гильза  при повороте на одно деление и приступить
к измерениям.
при повороте на одно деление и приступить
к измерениям.
Для определения
длины тела, следует поместить его между
выступами  и
и ,
и вращать гильзу
,
и вращать гильзу при помощи головки
при помощи головки до тех пор, пока измеряемое тело не будет
зажато между выступами
до тех пор, пока измеряемое тело не будет
зажато между выступами и
и .
После этого отсчитать число целых
делений на трубке
.
После этого отсчитать число целых
делений на трубке до гильзы
до гильзы и число делений, на которое повернулась
гильза
и число делений, на которое повернулась
гильза .
Зная цену деления гильзы
.
Зная цену деления гильзы ,
подсчитать, на какую долю миллиметра
отодвинута гильза от ближайшего левого
деления на трубке
,
подсчитать, на какую долю миллиметра
отодвинута гильза от ближайшего левого
деления на трубке .
Сумма обоих отсчетов определит искомую
длину.
.
Сумма обоих отсчетов определит искомую
длину.
Область применения прибора:
В зависимости от конструкции (формы корпуса или скобы, в которую встраивается микропара, формы измерительных поверхностей) или назначения (измерение толщины листов, труб, зубьев зубчатых колёс) микрометры разделяют на гладкие, рычажные, листовые, трубные, проволочные, призматический, канавочные, резьбомерные, зубомерные и универсальные.
Микрометры выпускаются ручные и настольные, в том числе со стрелочным отсчётным устройством. Микрометрические пары используются также в глубиномерах, нутромерах и других измерительных средствах. Наибольшее распространение имеют гладкие микрометры. Настольные микрометры (в том числе со стрелочным отсчётным устройством) предназначаются для измерения маленьких деталей (до 20 мм), их часто называют часовыми микрометрами.
6
studfiles.net
Как правильно пользоваться микрометром:видео,технология измерений
На рынке сейчас встречается множество типов и моделей данного устройства, но принцип их действия и правила пользования микрометром почти всегда остаются одинаковыми, так как исключение составляют лишь электронные модели. Механические же делаются по одному и тому же принципу, но с различными особенностями, в зависимости от измеряемых предметов.
Устройство микрометра
Прежде чем разобраться, как мерить микрометром, нужно узнать устройство данного прибора. Стандартные модели состоят из таких составляющих как:

фото:устройство микрометра
- Скоба – эта деталь должна быть достаточно жесткой, так как даже небольшая деформация может привести к большим ошибкам измерения и, соответственно, прибор можно будет считать сломанным из-за погнутой скобы;
- Пятка – зачастую она запрессована в сам корпус, но встречаются и модели со сменной пяткой. Такие варианты встречаются у микрометров, диапазон измерения которых составляет от 500 до 800 мм;
- Винт микрометрический – его вращение происходит путем перемещения вращающейся трещотки;
- Стопорное устройство – данный элемент выполняется в виде зажима винтового. Его используется для фиксации винта микрометрического, когда происходит снятие показаний или очередная настройка прибора;
- Стебель – на этом элементе имеются две шкалы: основная и дополнительная. На основной показано количество целых миллиметров измеряемой детали. На дополнительной показывается количество половин миллиметров;
- Барабан – эта деталь показывает отсчет десятых и сотых долей миллиметра. Для шкалы стебля барабан является указателем;
- Трещотка – с ее помощью происходит вращение винта микрометрического, а также регулируется усилие, которое прикладывается к измерительной поверхности микрометра;
- Эталон – эта деталь находится вне самого устройства, но является его неотъемлемой частью, так как она служит для поверки, перед тем как производить измерение микрометром.
Технология использования микрометра
Зная устройство прибора, можно более подробно узнать, как пользоваться микрометром. Схема действий здесь весьма проста, но нужно правильно придерживаться порядка выполнения операций. Для этого требуется:
- Первым делом нужно установить измеряемый предмет между такими частями как пятка и микрометрический винт. При этом нужно вращать барабан, чтобы шпиндель был максимально близко к измеряемому предмету. Держать инструмент требуется левой рукой за изолированную часть дуги. В ином случае, она может нагреться от тепла тела, так что показания будут неверными;
- Шпиндель понемногу следует приблизить вплоть до соприкосновения с поверхностью измеряемого предмета. Если смотреть с торца, где сделана нарезка, то крутить нужно против часовой стрелки. Это нужно делать, пока деталь не зайдет в зазор торцов. После этого можно продолжать вращение до упора о часовой стрелке. При закручивании следует держаться за нарезку на конце барабана. Когда концы упрутся в поверхность, во время вращения будет идти звук, как от трещотки;
- Точный размер замеряется при помощи шкалы нониуса на барабане. Когда вы снимите данные, то нужно перевести микрометры в миллиметры;
- После снятия точных размеров можно вращать все в обратном направлении, чтобы освободить деталь из зажимов.
Определение показаний прибора
Наличие нескольких шкал на одном устройстве создает трудности для тех, кто не знает, как пользоваться микрометром. Главное, правильно анализировать показания каждой шкалы:
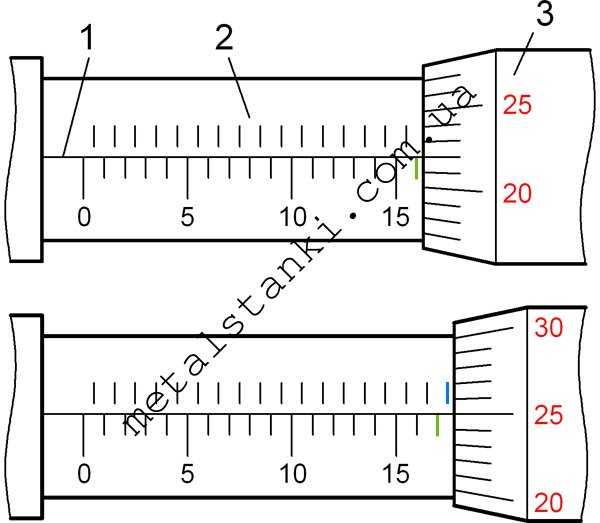
фото:как правильно пользоваться микрометром
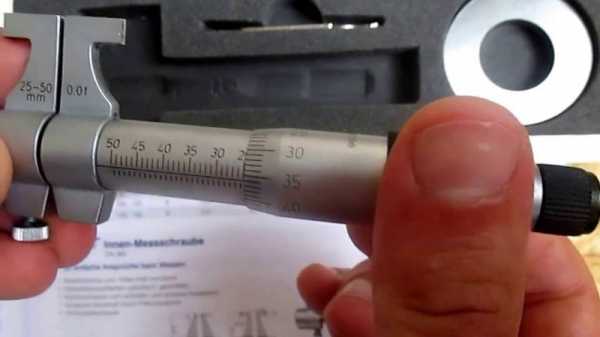
Указатель для шкалы «2» на стебле является торец барабана. Для круговой шкалы «3» указателем является продольный штрих «1». Шкала с цифрами показывает количество миллиметров. Ее верхняя часть без цифр – половины. Для снятия показаний отмечается последний полный штрих нижней шкалы прибора (на рисунке – черта зеленого цвета). Он указывает на целое число миллиметров.
Далее следует глянуть, есть ли справа от него на верхней шкале еще одна черта (на рисунке отмечена синим цветом). Если такова имеется, то добавляется еще 0,5 мм к имеющемуся значению. Когда идет подсчет показаний круговой шкалы «3», то в расчет берут то значение, которое совпадает с продольным штрихом на шкале «1». Чтобы более детально понять, как пользоваться микрометром видеоурок поможет получить более полное представление о данном процессе.
Таким образом, если вы поняли, как правильно пользоваться микрометром, то можно легко подсчитать сумму на втором рисунке. 17 мм на нижней шкале + 0,5 мм на верхней + 0,25 мм на барабане. Таким же образом можно понять, сколько микрометров в миллиметре, так как шкала показывает сотые доли. Итого: на нижнем рисунке микрометр показывает 17,75 мм.
Проверка точности и калибровка
Естественно, что все снятия показаний производятся при помощи поверенного устройства, показывающего точные данные. Для проверки точности используют эталоны, которые идут в комплекте. Дело в том, что для каждого предела измерений и соответствующей модели применяются свои детали. Таким образом, эталон имеет определенную длину, которая вписывается в заданный предел. Если при измерении микрометр показал нужные данные, то им можно пользоваться в дальнейшем. Но желательно делать поверку перед каждым использованием.
Учитывая все правила и предписания, здесь точно узнаете, как пользоваться микрометром, вне зависимости от его модели и диапазона измерений.
Интересует аренда склада Одесса? Заходите на knin.com.ua и выбирайте помещение. Очень низкие цены!
www.metalstanki.com.ua