Мини плоскошлифовальный станок – Купить Мини Плоскошлифовальный Станок оптом из Китая
alexxlab | 17.01.2021 | 0 | Вопросы и ответы
Настольный плоскошлифовальный станок по металлу
Металл – один из самых прочных материалов, он применяется для придания конструкциям несущих способностей. Его используют в строительстве зданий, изготовлении автомобилей, мебели, крепежных элементов и других предметов, механизмов. Такой материал требует определенной обработки, прежде чем из него что-то сделают. Настольный плоскошлифовальный станок по металлу с успехом справляется с этой задачей.
Общее описание и преимущества устройства
Такой станок качественно обрабатывает поверхность металла, все манипуляции агрегат проводит точно по заданным параметрам и требованиям. Но требует щепетильной настройки перед эксплуатацией. Он является универсальным устройством, поэтому годится для работы с различными по форме деталями.
Производит он чистовую обработку заготовки, обдирку изделий, очистку зубьев колес. В зависимости от вида оборудования, на нем устанавливаются соответствующие шлифовальные элементы: алмазные или абразивные круги.

Абразивные шлифовальные круги
Плоскошлифовальный агрегат типа МИ обладает такими достоинствами:
- он имеет прочную колонну значительного размера;
- автоматическая смазка основных узлов агрегата;
- возможность продолжительного применения на значительных скоростях;
- подача деталей в автоматическом режиме.
Оборудование предназначено только для чистовой отделки материалов, эта манипуляция производится абразивным кругом, вращающимся с огромной скоростью. Настольный агрегат упрощает обработку габаритных заготовок, мастер способен безопасно повернуть деталь, выполнить замеры, вернуть деталь на начальное положение.
При использовании дополнительного оснащения представленное приспособление позволяет работать даже с фасонными деталями. Настольный аппарат проходит проверку раз в год, специалистами выполняет контрольная наладка, очистка от мусора и пыли.
Какие способы шлифовки существуют
Плоскошлифовальный аппарат обрабатывает материал периферией и торцом абразивного элемента. Эти способы имеют свои особенности:
Торцевой способ
В этом случае шлифовальный аппарат обеспечивает высокую производительность. Дуга контакта заготовки и устройства небольшая. Но в этом месте повышается температура, она способствует снижению точности работы.
Кроме того, проблематичной становится уборка металлической стружки. Этот способ обработки предусматривает три техники шлифования.
Многопроходное. Заготовка крепится на столе и передвигается со скоростью 45 м/мин. Перемещение является неоднократным. Постепенно абразивный круг снимает припуск углубляясь.
Однопроходное. Обработка в этом случае более приемлема для устройств с круглыми станками. За один оборот можно снять большой слой материала.
Двухстороннее. Тут обработка металлических изделий производится одновременно с одной и другой стороны. Нужно осуществить несколько проходов, чтобы поверхность заготовки была качественно отшлифована.
Обработка периферией
Ее преимуществом считается низкое усилие резки, а также незначительное теплоотделение.
Используется такой способ для металлов, характеризующихся низкой жесткостью. Производительность станка при использовании такого способа обработки низкая.
Применяются разные техники.
Глубинная обработка. При минимальной скорости продольной подачи станок снимает большой припуск, но абразивный круг быстро приходит в негодность.
С прерывистой подачей (поперечной). Эта техника позволяет отшлифовать крупноформатные изделия, причем максимально качественно. Работа проводится с высокой точностью.
С непрерывной врезной подачей. Эффективна техника для высоких, но нешироких заготовок.

Шлифование
Выбирая станок, нужно обращать внимание на способы обработки, а также на мощность аппарата. Важны и другие технические характеристики.
Конструкция станка
Распространенным является настольный плоскошлифовальный станок МИ172. Он имеет такую конструкцию:
- Литая рама: по бокам она имеет вертикальные направляющие. По ним передвигается каретка со шлифовальной бабкой.
- Двигатель.
- Шлифовальные инструменты.
- Цельная тумба со станиной.
- Автоматическое приспособление, закрепленное на передней стенке станины. Благодаря ему производится вертикальное перемещение каретки.
- Блокирующие элементы и защитные кожухи для шлифовального элемента.
- Приспособление отскока, если бабка выводится из строя.
- Шпиндель.

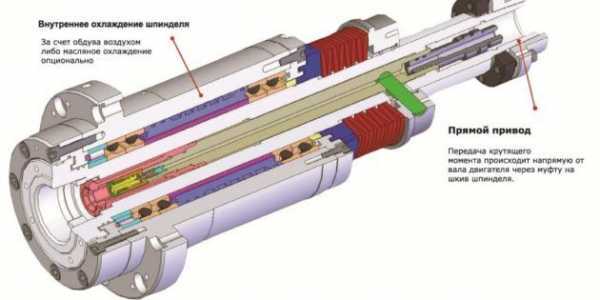
Шпиндель станка
На станке МИ заготовка способна фиксироваться либо магнитными зажимами, либо непосредственно на столе. В некоторых случаях для этого используются механические крепления. Агрегат 172 модели используется часто на предприятиях.
Стол у аппарата МИ современной модели 172 прямоугольный. Способ подачи заготовки – продольный. Чтобы стол не изнашивался слишком быстро, он покрыт слоем фторопласта.
Технические характеристики плоскошлифовального станка МИ:
- максимальный вес изделия – 100 кг;
- расстояние от стола до оси шпинделя – 8 см;
- скорость продольного перемещения: 5–20 оборотов в минуту;
- частота вращения абразивного круга – 3,7 тыс. об/минуту.
Для изготовления мебели или других изделий металл должен быть предварительно обработан. Агрегат вида МИ производит точную обработку, поэтому шероховатость, сколы запрещены.
Хорошо отшлифованная поверхность делает заготовку безопасной и привлекательной на вид. Настольный плоскошлифовальный станок марки МИ – это идеальный вариант для обработки материалов, агрегат способен использоваться как на производстве, так и в домашних условиях.
Видео по теме: Настольный плоскошлифовальный станок МИ 172
promzn.ru
Плоскошлифовальный станок – конструкция, характеристики, способы шлифовки
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

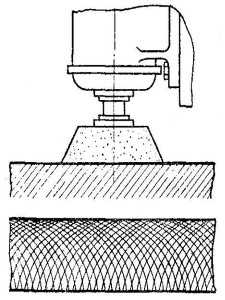
Процесс шлифовки
Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработкаТакой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способТехника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
ГлубинныйС каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачейШлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Плоскошлифовальный станок, как правило, содержит следующие элементы:
- различные блокирующие механизмы;
- оградительные блоки;
- приспособления отскока на случай вывода из строя шлифовальной бабки.
Перечисленные устройства обеспечивают безопасность при работе с плоскошлифовальным станком.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Плоскошлифовальные станки по металлу: характеристики, схемы, ремонт
Плоскошлифовальные станки для производства и использования в домашней мастерской
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.
 Плоскошлифовальный станок
Плоскошлифовальный станокБеря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий. При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит. Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.
Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.
Устройство
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.
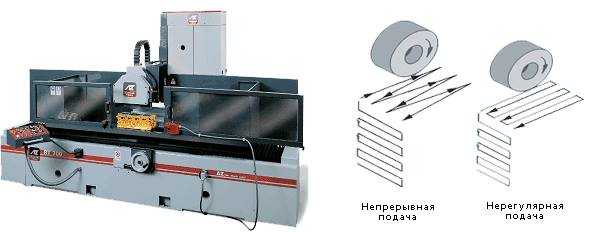
Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
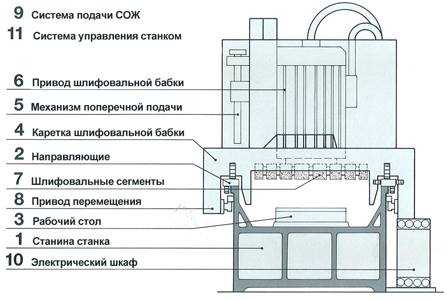
Схема прецизионных плоскошлифовальных станков
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок плоскошлифовальный – его разновидности и особенности + Видео
Станок плоскошлифовальный представляет собой металлорежущий агрегат, на котором при помощи абразива выполняется обработка поверхностей изделий из металла.
1 Станок плоскошлифовальный – общее описание оборудования
Интересующие нас станки дают возможность осуществлять шлифование плоских поверхностей металлических заготовок с микронной точностью. При выполнении рабочих операций чистота поверхности обрабатываемых деталей находится на уровне 8–10 класса. Такой показатель сопоставим со значением шероховатости 0,63–0,16 микрометров по Государственному стандарту 2789–73.
В тех случаях, когда на станочное оборудование монтируется добавочный инвентарь, на агрегатах можно обрабатывать не только плоские поверхности, но еще и фасонные. Кроме того, в последние годы появились плоскошлифовальные установки, на которых разрешается обрабатывать заготовки конической формы.

Рекомендуем ознакомиться
Вообще агрегаты для плоского шлифования металла имеют различные конструкции. Это позволяет им работать с разнообразными изделиями. Так, например, оборудование с прямоугольным столом, шпинделем горизонтального типа и суппортом считается оптимальным для обработки деталей периферией круга. А вот торцовые поверхности на нем лучше шлифуются в пределах, разрешенных кожухом рабочего инструмента. Станки описанного вида чаще всего используются в инструментальных цехах.
Общие по назначению (универсальные) установки со столом прямоугольной формы производятся с вертикальным и горизонтальным шпинделем. Они характеризуются сравнительно невысокой точностью шлифования, но при этом имеют отличную производительность, обусловленную наличием больших по мощности электрических двигателей, шлифовальных кругов крупных размеров, а также высокой жесткостью конструкции. Этим универсальные агрегаты отличаются от оборудования с крестовым суппортом.

По уровню автоматизации станки общего назначения делят на две группы:
- полуавтоматы, оснащенные устройствами активной регулировки работы агрегата;
- неавтоматизированные.
2 Шлифование деталей на плоскошлифовальных установках торцом круга
Обработка металлических изделий выполняется двумя методами:
- торцом круга;
- периферией круга.
Применение торца круга обеспечивает высокую производительность выполнения операции. При данном способе шлифования дуга контакта заготовки и рабочего инструмента описывается малой величиной. Это приводит к тому, что в области обработки формируются относительно высокие температуры, которые неизбежно уменьшают точность выполнения процедуры (при круговой подаче снижение точности особенно существенное). Кроме того, отмечаются некоторые затруднения, связанные с отводом металлической стружки от агрегата.
Технологии шлифования торцом круга:
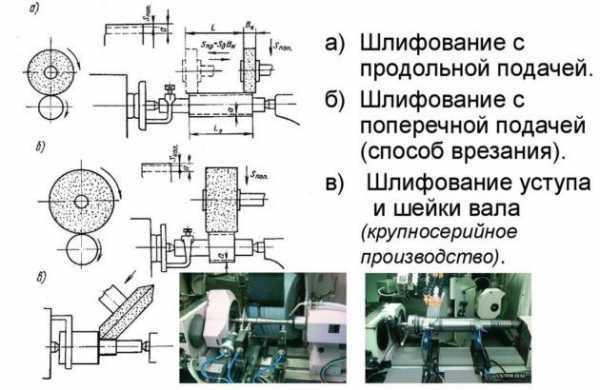
- Многопроходная обработка. Изделие устанавливается на рабочую поверхность и движется со скоростью порядка 45 метров в минуту. При этом деталь много раз перемещается под кругом, который подается (постепенно) на глубину до того момента, пока припуск не буде снят в полном объеме. Самые последние ходы осуществляются либо совсем без подачи (такой процесс называют выхаживанием), либо с незначительной вертикальной подачей.

- Однопроходная схема. Данная методика подходит для агрегатов со столами круглой формы, когда шлифовальный инструмент подается вертикально на всю глубину за один проход. Это дает возможность снимать за один оборот поверхности весь припуск. Если необходимо добиться удаления большего припуска и при этом получить максимальную точность шлифования, рекомендуется использовать установки с 2–3 головками для обработки. Они оптимальны для применения в условиях крупных предприятий, занятых массовым производством, так как обеспечивают эффективную автоматизацию выгрузки и загрузки шлифуемых изделий.
- Двусторонний метод. Подразумевает одновременную обработку двух торцов детали. Как правило, осуществляется несколько проходов для полного снятия припуска. При озвученной методике основное движение подачи происходит за счет круговой или прямолинейной подачи заготовки, а движение резки образуется за счет вращения рабочего приспособления.
3 Способы и особенности шлифования периферией круга
Какой бы вариант обработки металлоизделий периферией круга не был выбран, он будет отличаться от рассмотренных выше технологий малым выделением теплоты и небольшими усилиями резки. Именно из-за этого периферией инструмента шлифуют невысокие по показателю жесткости заготовки. Заметим, что производительность процесса шлифования торцом всегда выше, нежели периферией круга.
Бывают следующие варианты шлифовки деталей периферией:
- Глубинное. Большой припуск снимается за каждый ход рабочей поверхности, причем продольная подача в данном случае описывается минимальной скоростью. В связи с тем, что находящиеся возле торца инструмента абразивные зерна принимают на себя всю тяжесть удаления припуска, круг достаточно быстро изнашивается и требует замены.
- С врезной непрерывной подачей. Шлифование, которое применяется в тех случаях, когда бурты ограничивают обрабатываемую плоскость, а также при обработке деталей с высотой большей, чем ширина. Поперечной подачи при данной методике нет, точность операции считается невысокой, круг изнашивается неравномерно, его необходимо править очень часто.
- С поперечной прерывистой подачей. При таком варианте шлифования даже поверхности с внушительными геометрическими размерами получают максимально качественную обработку. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. В большинстве случаев поперечный реверс и подача круга на глубину выполняются одновременно. Описанная методика характеризуется сравнительно высокой точностью, используется она на агрегатах с горизонтальным шпинделем и круглым столом.
4 Конструкция плоскошлифовальных станков
Компоновка рассматриваемых нами агрегатов идентична. Литая жесткая рама (колонна) станка крепится на тумбе, отлитой со станиной как одно целое. Колонна в средней своей части имеет проем. По обеим сторонам от него находятся вертикальные направляющие. По ним двигается каретка, оснащенная направляющими (горизонтальными), предназначенными для гидравлического либо ручного передвижения шлифовальной бабки. Указанная бабка и каретка располагаются подобным образом (между направляющими) не просто так, а с целью увеличения жесткости станочного оборудования.

Стабильные и точные подачи агрегата обеспечиваются кинематическими короткими цепями, под коими понимают винт и гайку качения, а также направляющие. Шлифовальная бабка и каретка перемещаются в вертикальном направлении за счет специального автоматического устройства, монтируемого на стенке (передней) станины, или же вручную. А на задней стенке устанавливают еще одно аналогичное устройство, которое отвечает за ускоренные передвижения по вертикали.

Почти все агрегаты для плоского шлифования включают в свою конструкцию:
- разнообразные блокировочные механизмы;
- специальные ограждающие блоки;
- устройства отскока в случае аварии шлифовальной бабки.
Все эти приспособления делают работу оператора станка более безопасной.
tutmet.ru
Настольный плоскошлифовальный станок по металлу
Плоскошлифовальные станки — конструкция и способы шлифовки металла
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Процесс шлифовки
Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработкаЭлемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схемаТакой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способТехника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
ГлубинныйС каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачейШлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачейПри такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Плоскошлифовальный станок, как правило, содержит следующие элементы:
- различные блокирующие механизмы;
- оградительные блоки;
- приспособления отскока на случай вывода из строя шлифовальной бабки.
met-all.org
Секреты работы настольного плоскошлифовального станка по металлу

Металл – один из самых прочных материалов, он применяется для придания конструкциям несущих способностей. Его используют в строительстве зданий, изготовлении автомобилей, мебели, крепежных элементов и других предметов, механизмов. Такой материал требует определенной обработки, прежде чем из него что-то сделают. Настольный плоскошлифовальный станок по металлу с успехом справляется с этой задачей.
Общее описание и преимущества устройства
Такой станок качественно обрабатывает поверхность металла, все манипуляции агрегат проводит точно по заданным параметрам и требованиям. Но требует щепетильной настройки перед эксплуатацией. Он является универсальным устройством, поэтому годится для работы с различными по форме деталями.
Производит он чистовую обработку заготовки, обдирку изделий, очистку зубьев колес. В зависимости от вида оборудования, на нем устанавливаются соответствующие шлифовальные элементы: алмазные или абразивные круги.

Абразивные шлифовальные круги
Плоскошлифовальный агрегат типа МИ обладает такими достоинствами:
- он имеет прочную колонну значительного размера;
- автоматическая смазка основных узлов агрегата;
- возможность продолжительного применения на значительных скоростях;
- подача деталей в автоматическом режиме.
Оборудование предназначено только для чистовой отделки материалов, эта манипуляция производится абразивным кругом, вращающимся с огромной скоростью. Настольный агрегат упрощает обработку габаритных заготовок, мастер способен безопасно повернуть деталь, выполнить замеры, вернуть деталь на начальное положение.
При использовании дополнительного оснащения представленное приспособление позволяет работать даже с фасонными деталями. Настольный аппарат проходит проверку раз в год, специалистами выполняет контрольная наладка, очистка от мусора и пыли.
Какие способы шлифовки существуют
Плоскошлифовальный аппарат обрабатывает материал периферией и торцом абразивного элемента. Эти способы имеют свои особенности:
Торцевой способ
В этом случае шлифовальный аппарат обеспечивает высокую производительность. Дуга контакта заготовки и устройства небольшая. Но в этом месте повышается температура, она способствует снижению точности работы.
Кроме того, проблематичной становится уборка металлической стружки. Этот способ обработки предусматривает три техники шлифования.
Многопроходное. Заготовка крепится на столе и передвигается со скоростью 45 м/мин. Перемещение является неоднократным. Постепенно абразивный круг снимает припуск углубляясь.
Однопроходное. Обработка в этом случае более приемлема для устройств с круглыми станками. За один оборот можно снять большой слой материала.
Двухстороннее. Тут обработка металлических изделий производится одновременно с одной и другой стороны. Нужно осуществить несколько проходов, чтобы поверхность заготовки была качественно отшлифована.
Обработка периферией
Ее преимуществом считается низкое усилие резки, а также незначительное теплоотделение.
Используется такой способ для металлов, характеризующихся низкой жесткостью. Производительность станка при использовании такого способа обработки низкая.
Применяются разные техники.
Глубинная обработка. При минимальной скорости продольной подачи станок снимает большой припуск, но абразивный круг быстро приходит в негодность.
С прерывистой подачей (поперечной). Эта техника позволяет отшлифовать крупноформатные изделия, причем максимально качественно. Работа проводится с высокой точностью.
С непрерывной врезной подачей. Эффективна техника для высоких, но нешироких заготовок.
Шлифование
Выбирая станок, нужно обращать внимание на способы обработки, а также на мощность аппарата. Важны и другие технические характеристики.
Конструкция станка
Распространенным является настольный плоскошлифовальный станок МИ172. Он имеет такую конструкцию:
- Литая рама: по бокам она имеет вертикальные направляющие. По ним передвигается каретка со шлифовальной бабкой.
- Двигатель.
- Шлифовальные инструменты.
- Цельная тумба со станиной.
- Автоматическое приспособление, закрепленное на передней стенке станины. Благодаря ему производится вертикальное перемещение каретки.
- Блокирующие элементы и защитные кожухи для шлифовального элемента.
- Приспособление отскока, если бабка выводится из строя.
- Шпиндель.
Шпиндель станка
На станке МИ заготовка способна фиксироваться либо магнитными зажимами, либо непосредственно на столе. В некоторых случаях для этого используются механические крепления. Агрегат 172 модели используется часто на предприятиях.
Стол у аппарата МИ современной модели 172 прямоугольный. Способ подачи заготовки – продольный. Чтобы стол не изнашивался слишком быстро, он покрыт слоем фторопласта.
Технические характеристики плоскошлифовального станка МИ:
- максимальный вес изделия – 100 кг;
- расстояние от стола до оси шпинделя – 8 см;
- скорость продольного перемещения: 5–20 оборотов в минуту;
- частота вращения абразивного круга – 3,7 тыс. об/минуту.
Для изготовления мебели или других изделий металл должен быть предварительно обработан. Агрегат вида МИ производит точную обработку, поэтому шероховатость, сколы запрещены.
Хорошо отшлифованная поверхность делает заготовку безопасной и привлекательной на вид. Настольный плоскошлифовальный станок марки МИ – это идеальный вариант для обработки материалов, агрегат способен использоваться как на производстве, так и в домашних условиях.
Видео по теме: Настольный плоскошлифовальный станок МИ 172
promzn.ru
Плоскошлифовальные станки по металлу
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.

Плоскошлифовальный станок
Беря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий. При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит. Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.
Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.
Устройство
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.

Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
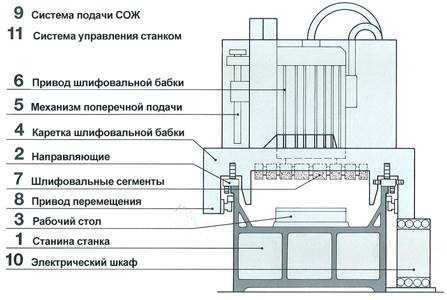
Схема прецизионных плоскошлифовальных станков
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станки, производство, бизнес-план, технологии

Когда и зачем может потребоваться индукционный нагреватель в быту, знают не все. Существует несколько направления для отопления электромагнитными полями на основании вихревых токов…

Для домашнего плавления алюминия потребуется специальная печь, которую можно сделать своими руками из простой кофейной банки. Пошаговая инструкция для тех, кто желает лить алюминий…

Плата scheda для чпу используется в оборудовании форматно-раскроечных станков. Она установлена на станки, применяющиеся при производстве мебели. В частности на модели Unica 400,…

При производстве деревянной корпусной мебели важно правильно раскроить материал с необходимыми зазорами и припусками. Для этого используется форматно-раскроечное оборудование. Одной из популярных торговых…

Для замыкания электрической цепи используются пускатели. которые относятся к категории запасных частей для станков по стеклу и в частности к оборудованию ALBA. Современные пускатели…

Использование роликовых подшипников позволяет снизить усилие во время вращения, и воспользоваться трением качения. В местах усиленных нагрузок уместнее использовать изделия с роликовой обоймой….

Распиловка на деревообрабатывающем предприятии часто проводится с помощью дисковых пил. Быстрый износ такого инструмента требует восстановления рабочих характеристик. В этом помогают заточные станки…

Популярным столярным оборудованием являются рейсмусовые станки. С их помощью цельнодеревянные заготовки доводят до нужного размера по толщине. Так обрабатывают широкие поверхности у следующих…

Компрессорные масла fluidtech, цена и качество которых удовлетворит любого покупателя, используются в поршневых и винтовых компрессорах различной модификации. Основой для изготовления этого масла…

Базирование инструмента в шпинделе фрезерного или сверлильного станка происходит за счет конических хвостовиков на сверлах и фрезах, а также сопрягающейся конусной поверхности в…

Компактные заточные станки типа сзки-1 не занимают место на любом производстве. При этом без них практически невозможно обойтись любому производству, связанному с процессом…
stankiwse.ru
i-perf.ru
Плоскошлифовальный станок своими руками | Строительный портал

Время от времени каждому домашнему умельцу необходимо шлифование и подгонка металлических деталей. Эту работу можно выполнить как ручным способом, так и механическим. Первый вариант потребует много времени и сил. Второй значительно облегчает процедуру шлифования и обеспечивает хорошую точность обработки детали. Для механизированной обработки детали понадобится специальное оборудование – плоскошлифовальный станок. Для металлообработки вещь бесценная.
Если Вам приходится регулярно работать с металлом, то рано или поздно возникнет необходимость в приобретении такого станка. Варианта здесь два: купить или попробовать собрать самому. Первый вариант обойдется в ощутимую копеечку и целесообразен в тех случаях, когда работа на таком станке будет приносить деньги, т.е. фактически бизнес. Второй вариант более дешев. И хотя возможности и параметры такого оборудования будут более низкими, тем не менее, для домашних нужд его возможностей вполне достаточно. Поскольку тема станкостроения достаточно сложная, то данная статья не претендует на исчерпывающую информацию. Скорее это попытка разобраться с устройством плоскошлифовального станка и рекомендации для тех, кто решит смастерить такой станок своими руками.
Содержание
- Назначение и устройство плоскошлифовального станка
- Наиболее интересные модели, их характеристики и цены
- Собираем плоскошлифовальный станок сами
Назначение и устройство плоскошлифовального станка

Любая металлическая деталь проходит стадию шлифования. В промышленности для этих целей применяются специализированные станки. Они могут быть полностью автоматизированные, т.е. с ЧПУ, либо полуавтоматические. В быту иметь такой станок практически роскошь. Это справедливо как по стоимости такого оборудования, так и по его возможностям. Но поскольку в данной статье идет речь о самодельных плоскошлифовальных станках, то знать устройство оных просто необходимо. В противном случае нам бы пришлось «изобретать велосипед». Поэтому более целесообразно рассмотреть заводской станок и скопировать его устройство, приспособив под свои нужды.
Итак, плоскошлифовальный станок предназначен для обработки профильных и плоских поверхностей деталей. Профессиональный станок способен дать точность обработки поверхности до 0,16 микрон. В быту цифра хоть и желанная, но не критическая, а в самодельных станках практически недостижимая. Разве что Вы фрезеровщик или токарь на оружейном заводе с 20 летним стажем работы.
Основным узлом любого станка, и плоскошлифовальный станок не исключение, является станина. Ее размеры и прочность будут зависеть от требуемых характеристик (размеров) предполагаемых для обработки деталей. Заводские станки имеют литую станину преимущественно из чугуна. За счет массивности она превосходно гасит вибрацию, а в шлифовке и чистовой обработке детали – это практически главное условие.
Следующая деталь такого станка – рабочий стол. Как правило, это магнитная плита заданного размера, но встречаются станки и со специальными креплениями для деталей. Основной особенностью плоскошлифовальных станков является подвижность стола. Он совершает круговые или возвратно-поступательные движения. По форме может быть круглым или прямоугольным.
В заводских станках стол приводится в движение за счет гидравлической системы. В бытовых условиях такая система обойдется владельцу довольно дорого, поэтому достаточно будет надежной механической системы.
Рабочая поверхность плоскошлифовального станка передвигается по направляющим. В профессиональном оборудовании они обладают высокой точностью и прочностью. Для домашнего станка данные характеристики тоже обязательны. От этого будет зависеть максимальная точность обработки поверхности детали. Также критически важным условием является плавное скольжение стола, без рывков. Для этого трение необходимо свести к минимуму. Если это требование игнорировать, то при рывке стола с закрепленной деталью о точности шлифования можно забыть.
Для направляющих станка необходимо применять каленную высокопрочную сталь, она прочна и износостойкая.
На шпинделе бабки установлен шлифовальный круг или лента, в зависимости от варианта станка. В некоторых моделях есть и то и другое. Шлифовальный круг приводится в движение при помощи электродвигателя. Движение коего передается либо через редуктор, либо через ременную передачу. В самодельном варианте можно подобрать такой диаметр шлифовального круга, что позволит обойтись без передачи. При этом барабан будет закреплен прямо на валу электродвигателя. Вот собственно основные узлы плоскошлифовального станка, без них соорудить такое оборудование невозможно. Теперь давайте взглянем на модели, которые предлагают производители сегодня.
Наиболее интересные модели, их характеристики и цены
Рассмотрим 3 модели, которые наиболее подходят для домашнего использования, как по цене, так и по габаритам. И приведем один «классический» плоскошлифовальный станок для сравнения.

Станок JET 16-32 Plus. Данная модель плоскошлифовального станка имеет привлекательную цену от 1200 до 1500 у.е. Кроме того она обладает превосходными характеристиками, которых в домашних условиях вполне достаточно. Так точность чистовой обработки поверхности детали достигает десятые доли микрометра. Потребляемая мощность станка – 2кВт, что для домашних условий тоже не маловажный фактор, не все электросети способны выдать на одного потребителя 10 – 15 кВт. Малые габариты, вес (65 кг) и станина на колесах позволяют легко найти удобное место для работы. Характеристики шлифования следующие:
- минимальная толщина – 0,8 мм;
- максимальная толщина – 75 мм;
- предельная ширина детали для шлифования – 810 мм.
Скорость вращения барабана достигает 1400 об/мин с регулируемой скоростью подачи абразивного элемента от 0 до 3 м/с.
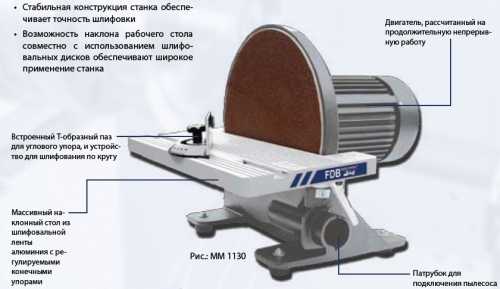
Шлифовальный станок FDB MM 1130, предназначен для шлифования металла и дерева. Его отличительная особенность – цена и размеры. Стоимость до 400 у.е., вес всего 35 кг – позволит установить его на верстак в гараже. Размеры станка довольно таки компактные – 455 х 400 х 385 мм. Угол установки стола от 00 до 450 позволяет станку выполнять шлифовку большинства разновидностей деталей. Такой вариант станка проще всего сделать своими руками, если есть в наличии большинство необходимых компонентов.

Плоскошлифовальный станок PROMA РВР-400А. Это профессиональное оборудование с ЧПУ. Плита с электромагнитом и рабочий стол, предназначенный под большую нагрузку (400 кг), позволяет обрабатывать крупногабаритные детали. Мощность такого агрегата – 10 кВт. Обладает следующими характеристиками: 1,1 м – максимальная продольная подача; 238 мм – поперечная подача; высота подъема шпинделя над столом – 540 мм. Данный пример приведен больше для образца, так как станок весом в 3,5 тонны и с ценой в 30 000 у.е. нужен на производстве, а не в быту.

Плоскошлифовальный станок ЛШ-322. Производитель станка позиционирует его как оборудование для малых ремонтных мастерских с индивидуальной трудовой деятельностью. Как раз наш вариант. Станок обладает малыми размерами – 1000Х970Х1800 мм, с массой в 700 кг. Действительно гораздо компактней предыдущего примера. При этом он обладает прекрасными характеристиками точности обрабатываемой поверхности – отклонения не более 3 -4 мкм при шероховатости 0,16 мкм. Станок полуавтоматический. Всем хорош станок. Но и цена такого оборудования, хотя и оправдана, но все же для домашнего применения несколько великовата – 15 000 у.е. Такое оборудование должно приносить прибыль владельцу.
Собираем плоскошлифовальный станок сами
Итак, как мы могли заметить заводские станки, хотя и имеют превосходные технические характеристики, но по своим габаритам и цене очень редко подходят для домашнего использования. Поэтому остается вариант соорудить плоскошлифовальный станок своими руками. Если большинства материалов для самодельного станка у Вас уже есть в наличии, то дело только за мастерством. А если таковых нет, то потратится, придется все равно. Основные узлы самодельного плоскошлифовального станка обойдутся Вам примерно в 1000 у.е. Ниже приведена схема плоскошлифовального станка.

Для создания станка нам понадобятся:
- уголок 50х50х5 и 25х20х1,5, суммарная длинна которого будет зависеть от габаритов предполагаемого станка;
- трубы из нержавеющей стали с толщиной стенок от 2 мм;
- электродвигатель с частотой в 1400 – 1500 об/мин;
- магнитная плита с размерами 125Х400 или 125Х250 мм, так же зависит от размеров обрабатываемых деталей;
- набор шарико-винтовых передач и подшипниковые опоры – 4 шт;
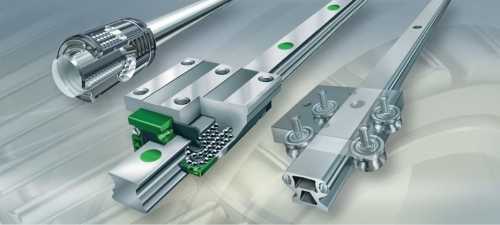
- рельсовые направляющие;
- барабан с абразивным материалом;
- концевые опоры – 2 шт.
Начинаем с каркаса – станины. Обрезаем уголок по необходимым размерам, и при помощи сварки собираем конструкцию. Нижнюю часть станины можно дополнительно обшить ДСП, она увеличит поглощение вибрации. Для этой же цели можно закрепить станину к бетонному основанию на дюбеля.
Следующий этап организация рабочего стола. Для этого используем стальной лист толщиной 4 мм. Привариваем его к верхней поверхности станины. Далее на этом листе необходимо расположить и закрепить рельсовые направляющие. Их мы приобретаем отдельно либо в магазине, либо если есть возможность воспользоваться услугами токаря и фрезеровщика – заказываем ему. Как мы уже говорили, для направляющих необходима каленая высокопрочная сталь. Крепим к станине направляющие.

По рельсовым направляющим будет перемещаться либо магнитная плита, либо специальное зажимное устройство. Для этого необходимо смонтировать каретку. Берем уголок 25х20х1,5, режим на необходимые отрезки и свариваем в конструкцию. Сверлим отверстия в уголке и крепим колесики. По концам каретки, точно посередине необходимо вварить шарико-винтовую передачу.

По краям металлической плиты крепим подшипниковые опоры, либо высверлив отверстия под болты, либо приварив. Устанавливаем каретку на рельсовые направляющие, закрепляем шарико-винтовую передачу в подшипниковые опоры и крепим рукоятку для ручного перемещения каретки. Пробуем на легкость и плавность передвижения каретки.
Дальше устанавливаем магнитную плиту на каретку или крепим зажимное устройства по типу изображенного на рисунке ниже. Стоимость такого устройства примерно равна цене магнитной плиты, около 100 – 150 у.е. Рабочий стол практически готов.

Переходим к креплению электродвигателя. Для этого берем лист металла, так же толщиной не менее 4 мм и вырезаем необходимый размер. Высверливаем отверстия для крепления двигателя. Берем нержавеющие трубы и режем их на необходимую высоту. Данный размер будет зависеть от предполагаемого размера деталей, которые Вы планируете обрабатывать. К примеру, возьмем две трубы по 700 мм. Одним концом привариваем к станине. По бокам металлической плиты для крепления электродвигателя, посередине привариваем два уголка – они необходимы для крепления концевых опор. Высверливаем в них отверстия под болты, ширина аналогична концевым опорам.
В задней части станины крепим вертикально шарикоподшипниковую опору для шарико – винтовой передачи. Она необходима для перемещения плиты с электродвигателем в вертикальной плоскости. Замеряем расстояния между трубами из нержавеющей стали и шарико-винтовой передачи. Из уголка или металлической полосы собираем треугольник и привариваем к верхней поверхности труб и передачи. Для шарико-винтовой передачи в нашем треугольнике крепим вторую подшипниковую опору.

После установки направляющих труб и шарико-винтовой передачи для передвижения пластины с электродвигателем – закрепляем саму пластину. При помощи вращения шарико-винтовой передачи пластина, пока без двигателя, должна перемещаться вертикально. Если мы этого добились – крепим двигатель, как правило, это б/у от стиральной машины или старого пылесоса. Их достоинство малый вес, при необходимой величине оборотов.
На валу двигателя крепим абразивный круг, для этого приобретаем фиксатор или нам выточит его фрезеровщик. Укладываем в защитный рукав проводку и крепим к станине. Смазываем машинным маслом все поверхности скольжения и производим пробный пуск нашего станка.

В дальнейшем такую конструкцию можно модернизировать и устанавливать необходимые приспособления. Как вариант – плоскошлифовальный станок, изображенный на видео.
strport.ru
Плоскошлифовальный станок СПШ. – Плоскошлифовальные станки
Первым делом пациент был отмыт шшолоком и препроведён в смотровую. Осмотр выявил сколиоз.
Лечение начал снизу. Измерил с помощью пятисоточного уровня непараллельность призм основания в вертикальной плоскости: разница была 1.5 десятки на метр, что при расстоянии между призмами в 400мм дало 6 соток прекоса. Уровень перемещал на 200мм, а при полной длине призм в 300мм 6 соток превратились в 9. Итого одна призма оказалась завалена относительно другой на 9 соток. Но ответные призмы на средней плите 450мм в длину, а это уже 0.12. При наклоне в 45 град надо снять почти 9 соток.
Вобщем, отшабрил нижние призмы средней плиты(по 4.5 сотки на каждой призме, чтобы на перекосить стол), а потом к ним пришабрил призмы основания. Шабрил по метровому мостику 1-го класса.
Кое-какие фотки результатов шабрения(две плоскости из четырёх):
После пришабривания к ним призм основания снова проехался уровнем.
Вот так мерил:
Это в ближнем положении:
Это в дальнем :
Вышло 2 сотки на метр, что в пересчёте на длину направляющих в 300мм- 1 сотка перекоса, а при ходе стола в 150 мм- 5 микрон.
www.chipmaker.ru