Монтаж труб ппу технология – преимущества изоляции и пошаговая технология
alexxlab | 19.05.2019 | 0 | Вопросы и ответы
Монтаж трубопроводов
Работы по монтажу труб и соединительных элементов теплопроводов в ППУ изоляции по ГОСТ 30732-2006 имеют свои этапы и правила. Соблюдение технологии хранения, транспортировки, и монтажа предварительно изолированных труб, фасонных соединительных деталей, проведения сварных и вспомогательных работ, работ по монтажу системы ОДК, установке запорной арматуры (шаровых кранов) и компенсационных устройств (сильфонных компенсаторов) , а также изоляции мест сварки при монтаже термоусадочных муфт – все это непосредственно влияет на качество получаемой в итоге теплотрассы с применением труб в ППУ изоляции.
Изложим основные из них, основываясь на нормах СНиП, РД и ГОСТ.
Первый этап работ по монтажу предварительно изолированных пенополиуретаном (ППУ) трубопрвоодов тепловых сетей включает в себя комплекс работ по разработке траншей.
Ширину траншеи при прокладке трубы ППУ по дну при 2-трубной бесканальной прокладке следует принимать согласно СНиП 3.05.03-85 п.2.2 для труб условным диаметром:
до 250 мм – 2d1 + а + 0,6 м;
до 500 мм – 2d1, + а + 0,8 м;
до 1000 мм – 2d1, + а + 1,0 м,
- где d1 – наружный диаметр трубы – оболочки теплоизоляции труб;
- а – расстояние в свету между оболочками теплоизоляции труб, принимается в зависимости от диаметра трубы-оболочки,
- для d1 от 110 до 225 мм – 150 мм;
- от 250 до 800 мм -250 мм,
- более 900 м-350 мм.
При обратной засыпке труб ППУ обязательно устройство над верхом теплоизоляции защитного слоя из песка толщиной не менее 10 см с подбивкой пазух между трубопроводами и основанием и послойным уплотнением, как между трубами, так и между трубами и стенками траншеи.
Дальнейшую засыпку разрешается производить местным грунтом.
При прокладке предварительно изолированных труб ППУ в канале следует руководствоваться прил. В СНиП 41-02-2003. Размеры приямков под сверку и изоляцию стыков труб при бесканальной прокладке следует принимать:
- ширина – 2d1 + а + 1,2 м;
- длина – 1,2 м;
- глубина – 0,7 м.
На дне траншеи следует устраивать песчаную подушку толщиной не менее 10 см. Песок следует применять несвязный, среднекрупнозернистый с размером зерен до 4 мм, не содержащий крупных включений.
Прокладываемые по данной технологии преизолированные трубы ППУ требуют именно песчаной подсыпки для того, чтобы не были повреждены поверхности полиэтиленовой внешней изоляции конструкции теплоизоляции трубопровода по ГОСТ 30732-2006.
Требования безопасности при монтаже.
Организацию и выполнение работ по строительству новых или реконструкции существующих тепловых сетей следует выполнить в соответствии с требованиями СНиП 12-03
При хранении труб ППУ и фасонных изделий на строительных площадках следует соблюдать правила пожарной безопасности в соответствии с требованиями ГОСТ 12.1.004.
Материалы теплоизоляции относят к группе горючих Г4. Запрещается разводить огонь и производить огневые работы в непосредственной близости (не ближе 2 метров) от места складирования труб ППУ и фасонных изделий, хранить рядом с ними горючие и легковоспламеняющиеся жидкости.
Температура воспламенения пенополиуретана 550-600 градусов С. При горении из пенополиуретана выделяется высокотоксичные продукты. В случае возгорания пламя необходимо тушить в изолирующем противогазе.
Второй этап проведения работ – подготовка к монтажу.
Перед укладкой теплоизолированные трубы ППУ, соединительные детали и элементы системы контроля подвергают тщательному осмотру с целью обнаружения трещин, сколов, глубоких надрезов, проколов, вырывов и других механических повреждений полиэтиленовой оболочки теплоизоляции.
Трубы и фитинги в теплоизоляции раскладывают на бровке или дне траншеи с помощью крана или трубоукладчика, мягких «полотенец» или гибких строп.
Опускание в траншею изолированных труб следует производить плавно, без рынков и ударов о стенки и дно каналов и траншей. Перед укладкой труб в траншеи или каналы в обязательном порядке следует проверить целостность проводников-индикаторов системы ОДК и их изолированность от стальной трубы.
Охрана окружающей среды при монтаже.
Меры по охране окружающей среды должны соответствовать требованиям СНиП 3.05.03 СП41-105. Без получения в установленном порядке разрешения не допускается производить работы по строительству тепловой сети.
Третий этап – непосредственные работы по монтажу трубопровода.
Монтаж трубопроводов с теплогидроизоляцией из ППУ производится с соблюдением надзора со стороны представителей проектной организации и заказчика.
Сварку труб следует выполнять при температуре не ниже 0° С, а изоляцию стыков – не ниже 100 С. При атмосферных осадках и более низких температурах (не ниже – 10° С) допускается использовать палатки с местным обогревом.
Монтаж трубопроводов производится, как правило, на дне траншеи. Допускается производить сварку прямых участков труб в секции на бровке траншеи. Торцы теплоизоляции закрываются увлажненной тканью или жесткими экранами.
Сварку стыков труб и контроль сварных соединений трубопроводов следует производить в соответствии с требованиями нормативных документов. При производстве сварочных работ необходимо обеспечить защиту ППУ и гидроизоляционной ПЭ оболочки, а также концов проводов выходящих из ППУ изоляции, от попадания на нее искр.
Четвертый этап работ – испытание труб ППУ и фасонных изделий.
При монтаже труб ППУ (в соответствии с требованиями СНиП 3.05.03, ПБ10-573 и СП 41-105) проводят следующие испытания:
- предварительные испытания на прочность и плотность;
- испытания стыков изоляции труб;
- испытания сигнальной системы ОДК;
- окончательные испытания трубопроводов на прочность и плотность.
Предварительно изолированные трубопроводы, прокладываемые бесканально и в непроходных каналах, подлежат предварительным испытаниям на прочность и герметичность выполняют в процессе производства строительно-монтажных работ.
Предварительные испытания на прочность и герметичность выполняют, как правило, гидравлическим способом.
Предварительные испытания следует производить до установки сильфонных и стартовых компенсаторов, секционирующих задвижек, закрывания каналов и обратной засыпки при бесканальной прокладке.
stk-ppu-format.ru
Монтаж труб ППУ.Монтаж труб в ППУ изоляции с полиэтиленовой (ПЭ) оболочкой. -Монтаж -Справочник
Инструкция по монтажу муфтовых соединений на стыках труб с ППУ изоляцией в ПЭ оболочке (трубы ППУ-ПЭ)
Подготовительные работы к монтажу
Муфта соединительная устанавливается на трубу ППУ в ПЭ оболочке перед сваркой стыкового соединения стальных труб теплотрассы. Упаковочная пленка не должна сниматься вплоть до начала процесса изоляции стыка ! Обязательно проверить, чтобы маркировка используемой муфты соответствовала диаметру оболочки изолируемого трубопровода. Концы стальных труб свободные от пенополиуретановой изоляции в стыковом месте должны составлять в сумме:
- не более 300 мм для стальных труб ППУ-ПЭ с диаметром от 57 мм до 273 мм;
- не более 500 мм для стальных труб ППУ-ПЭ с диаметром свыше 273 мм.
Необходимые условия проведения работ
К изоляции стыков необходимо приступать только после технического освидетельствования сварных швов труб стальных. Работы должны производиться при температуре воздуха не ниже -10 С0, а также при наличии специальных технологических приямков не менее 1,4 м (0,7 м в каждую сторону от стыка) и глубиной 400 мм.
Во время выпадения осадков работы по монтажу производятся только под временным укрытием, которое полностью исключает попадание влаги на монтируемые элементы.
При монтаже теплотрассы из труб ППУ-ПЭ, которая оборудована системой оперативного дистанционного контроля состояния изоляции (СОДК), нужно непосредственно перед началом работ по изоляции стыка соединить сигнальные проводники, затем провести соответствующие измерения (сопротивления изоляции, целостности проводников). Работы по соединению сигнальных проводников на стыках выполняются с помощью комплекта «МРК-05».
Технология термоусадки соединительной муфты
Тщательно очистить зону стыка от пыли, грязи и влаги. Внешняя полиэтиленовая оболочка трубы чистится на расстояние, которого будет достаточно для перемещения монтируемой муфты по очищенной поверхности, но не менее длины самой муфты. Саму стальную трубу надо чистить кордщеткой до появления металлического блеска.
На торцах труб необходимо удалить слой пенополиуретановой теплоизоляции на глубину 15-20 мм. В случае намокании теплоизоляции ППУ на торцах стальных труб, удаляется вся увлажненная изоляция.
С обеих сторон стыка трубную П/Э оболочку на расстояние 150-200 мм, обязательно обезжирить растворителем, потом тщательно зачистить наждачной бумагой, затем повторно обработать растворителем.
Используя обычную рулетку, отцентровать положение муфты относительно оси стыка, затем нанести маркером риски (использовать мел для разметки запрещено), которые должны соответствовать предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек с обеих сторон должны на 20-50 мм выходить за габариты муфты.
Далее подготовленные поверхности ПЭ оболочек с обеих сторон от стыка прогреть мягким пламенем до температуры 120°С , с помощью пропановой горелки. После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.
Распаковать применяемую муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на полиэтиленовой оболочке трубы, но вне зоны ранее подготовленных и очищенных поверхностей оболочек, а перемещение самой муфты могло происходить по чистой внутренней поверхности упаковки.
После остывания адгезива, необходимо надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками. Надо следить, чтобы внутренняя поверхность надеваемой муфты была сухой и чистой. При несоблюдении данного условия места усадки муфты с обоих торцов муфты по 150 мм необходимо обезжирить, затем зачистить наждачной бумагой и еще раз обезжирить. Нельзя допускать попадание на поверхность адгезивной ленты пыли, грязи и влаги.
Муфты, имеющие диаметр более 400 мм, нужно отцентровать при помощи клиньев добиваясь при этом равного расстояния между ПЭ оболочкой и муфтой по верхнему и нижнему срезу.
На расстоянии 150 мм от торцов муфты сверху надо просверлить два отверстия D = 25мм. Для муфт, имеющих диаметр менее 315 мм можно сверлить одно отверстие по центру.
Усадить края муфты. Для того чтобы не повредить используемую муфту, прогревать её следует круговыми непрерывными движениями равномерно по окружности муфты, при этом пламя пропановой горелки, должно быть мягким желтого цвета. Нагрев необходимо проводить до тех пор, пока поверхность края муфты не станет мягкой на ощупь (проверку твердости поверхности края муфты обязательно проводить в перчатках). После того как, нагреваемый край муфты размягчился, нужно приостановить прогрев и перейти непосредственно к усадке другого края муфты (нельзя допускать усадку пятнами и перегрев муфты и оболочки). Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки.
При термоусадке муфт, имеющих диаметры более 400 мм клинья удаляются после уменьшения зазора между муфтой и ПЭ оболочкой до 5-7 мм в нижней ее части. После удаления клиньев процесс прогрева муфты надо продолжать. После завершении усадки края муфты примут форму оболочки, и из-под них должен выступить адгезив. Если муфты имеют толщину стенки более 7 мм, то при их при усадке необходим дополнительный прогрев мест усадки в течение 15 минут (поддержание температуры 120°С). При этом должно контролироваться плотное прилегание поверхностей, без смятия и задиров краев муфты.
После остывания монтируемой муфты до 60 °С, нужно провести повторный прогрев. После завершения усадки муфта, будет иметь бочкообразную форму.
Для муфт, которые имеют диаметры 400мм и более, после усадки края муфты необходимо стягивать бандажными ремнями, имеющими ширину не менее 50 мм, при этом температура муфты должна быть не менее 110 °С. Ремни снимаются после остывания муфты иполиэтиленовой оболочки до +40 °С.
Контроль герметичности муфтового соединения производится опрессовкой, после остывания муфты до температуры 40°С. В просверленные отверстия вставляются специальное устройство для опрессовки, через него прямо в муфту накачивается воздух под давлением 0,3 бар. Муфта должна выдерживаться под испытательным давлением в течение 5 минут.
В случае падения давления, нужно с помощью опрыскивателя нанести мыльный раствор по периметрам стыков муфта-оболочка. Дефектные места определяются по образовавшимся пузырькам мыльного раствора. В случае их обнаружения дефектные места необходимо повторно прогреть мягким пламенем пропановой горелки и повторить испытания. При достижении удовлетворительного результата испытания, из отверстий можно извлечь устройство для опрессовки.
Работы по теплоизоляции стыка
В чистую емкость надо положить необходимое по объему заливаемого стыка количество компонентов А и В, в соответствии с пропорциями по технологическим инструкциям фирм-поставщиков. Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой.
После перемешивания, через отверстия залить в стык смесь готовых компонентов ППУ. После заливки плотно закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены может вытекать через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка.
После затвердения пены нужно удалить дренажные пробки, и очистить поверхность муфты, которая примыкает к заливочным отверстиям от излишков пены, после этого обработать отверстия конической фрезой или другим режущим инструментом.
Особое внимание!
Используемый компонент В относится ко II классу опасности, обладает вредным общетоксичным действием и вызывает раздражение верхних дыхательных путей. При работе с ним необходимо исключить попадание компонента на открытые участки тела. При заливке, надо обязательно находится вне зоны возможного выплеска пены. При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.
Заварить отверстия полиэтиленовыми (ПЭ) пробками. Для этого необходимо нагреть инструмент для заварки пробок (либо электрический аппарат либо специальное металлическое приспособление) до температуры не более 240 °С , при этом полиэтилен не должен дымиться. Вставить полиэтиленовую пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на пробку с усилием вдавливать инструмент в отверстие муфты. Когда ПЭ пробка углубится на 2 мм в конус, нужно вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. После этого нужно удерживать пробку под давлением в течение 20 секунд.
Соблюдение мер безопасности
- К проведению работ по теплогидроизоляции стыков труб с ППУ изоляцией допускаются лица, изучившие настоящую инструкцию и сдавшие по ней экзамен, прошедшие обучение, инструктаж и проверку знаний по выполнению работ безопасными методами, прошедшие инструктаж по противопожарной безопасности, имеющие допуск к обслуживанию газовых баллонов, при работе электроинструментом имеющие группу по электробезопасности не ниже 2.
- Все работы по монтажу труб ППУ должны осуществляться в полном соответствии с требованиями безопасности согласно СНиП 12-03-99 «Безопасность труда в строительстве», «Правилами пожарной безопасности», «Правилами безопасности в газовом хозяйстве».
- Рабочее место до проведения монтажных работ по соединению труб в пенополиуретановой изоляции в полиэтиленовой оболочке должно быть очищено от горючих материалов. Для защиты конструкций из горючих материалов должны применяться защитные экраны. Место выполнения работ, обязательно должно быть оборудовано средствами пожаротушения.
- Инструмент и приспособления, которые будут использоваться для выполнения монтажных работ должны быть исправны, осматриваться не реже 1 раза в 10 дней, и обязательно непосредственно перед применением.
- Категорически запрещено использовать неисправный инструмент, который не соответствует требованиям безопасности.
- Все работы по заливке пенополиуретана, должны производиться в спецодежде с применением индивидуальных средств защиты, которые включают в себя резиновые перчатки, противогаз марки БКФ или респиратор РУ-60.
- В случае отравлении парами изоционата или продуктами его горения, необходимо немедленно удалить пострадавшего из опасной зоны и отправить его в медицинский пункт для оказания первой квалифицированной медицинской помощи.
- Обязательно надо иметь вблизи рабочего места средства, необходимые для дегазации применяемых химических веществ (5-10%-ный раствор аммиака, 5%-ный раствор соляной кислоты), а также медицинскую аптечку с дополнительными лекарственными средствами : 1,3%-ный раствор поваренной соли, 5%-ный раствор борной кислоты, этиловый спирт, 2%-ный раствор питьевой соды.
- В случае разлива полиизоцианата, сразу же необходимо засыпать его сухим песком или опилками, нейтрализовать 5-10%-ным раствором аммиака (выдержать не менее 2 часов), затем собрать и закопать в землю. Сжигание опилок с полиизоцианатом полностью запрещается.
- При попадании полиизоцианата (компонент В) на кожу человека, пораженное место необходимо сразу протереть тампоном, смоченным в этиловом спирте, потом тщательно промыть чистой водой. В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
- При попадании полиола (компонент А) на кожу человека, пораженное место необходимо немедленно тщательно промыть теплой водой с мылом.
- При попадании брызг полиизоцианата (компонент В) в глаза человеку, необходимо немедленно промыть их 1,3%-ным раствором поваренной соли, затем чистой водой и потом обязательно обратиться в медпункт.
- При попадании полиола (компонент А) в глаза человеку, необходимо немедленно промыть их 1,3%-ным раствором поваренной соли, затем большим количеством чистой воды.
- При попадании полиизоцианата (компонент В) в рот человека, необходимо немедленно тщательно прополоскать рот водой и потом обратиться в медпункт.
- При загрязнении одежды полиизоцианатом (компонент В) нужно снять ее, вынести из помещения , затем подвергнуть загрязненные части одежды дегазации и стирке. Дегазация производится 5-10%-ным раствором аммиака (выдерживают в течение суток) с последующей стиркой в мыльной воде и полосканием в чистой воде.
- При загрязнении одежды полиолом (компонент А) нужно снять ее и выстирать чистящими средствами.
- Полученные отходы производства после проведения монтажных работ, в виде пенополиуретана следует уничтожать путем зарывания их в землю на свалке на глубину не менее 2 метров. При наличии крупных кусков, их желательно перед закапыванием предварительно измельчить.
www.s-k-s.ru
Заделка стыков труб в ППУ изоляции. Технология теплоизоляции стыков
Одной из главных задач, определяющих качество трубопровода из труб с ППУ-изоляцией, является правильный монтаж стыков. В продажу такие изделия поступают с неизолированными отрезками с двух сторон, что необходимо для простоты соединения. Если все работы проведены грамотно, то трубопровод будет надежно защищен от агрессивного влияния окружающей среды и будет демонстрировать максимальный срок эксплуатации.

От качества заделки стыков труб в ППУ зависит работа всей магистрали
Какой бывает изоляция стыков труб?
Заключительный этап строительства трубопровода, а именно изоляция стыков труб происходит, когда во всю открытую площадь помещается изоляционный материал – пенополиуретан. ППУ используется и для изоляции остальной длины конструкции, наносится изоляция в фабричных условиях.
Существует две технологии заполнения стыка:
- Заливка стыков жидким пенополиуретаном.
- Монтаж пенополиуретановых скорлуп или муфт.
И первый, и второй метод можно назвать практичным и эффективным. Среди преимуществ скорлуп можно выделить следующие качества:
- многие производители выпускают скорлупы с различными толщинами, что позволяет подобрать оптимальную теплоизоляцию для определенного климатического пояса. Усиленная изоляция окажется результативной даже при температурах, опускающихся за пределы -100 градусов;
- именно пенополиуретановый тип изоляции используется чаще всего, так как этот полимер отличается повышенной устойчивостью к влаге, давлению и механическим повреждениям;
- при использовании пенополиуретановой скорлупы, произведенной в фабричных условиях, пропадает риск неравномерности заливки жидкого полимера. А уязвимости изоляции приводят к преждевременному появлению коррозии стальной трубы под полимерным слоем.

Изолировать стыки можно методом заливки жидким полиуретаном
Вместе с этим, технология заливки жидким ППУ остается конкурентоспособной и обеспечивает высокую адгезию с существующими слоями изоляции.
Материалы для заделки стыков труб в ППУ изоляции
Выполнив соединение ППУ труб, изоляции следует подвергнуть все стыки. Немаловажным вопросом является и герметизация крепления муфты к стальной трубе. Наилучшим методом защиты креплений является использование клеевых адгезивных аппликаторов, обеспечивающих конструкции однородность и высокие показатели теплоизоляции.
Важно! Комплект для изоляции стыков труб ППУ также меняется в зависимости от типа оболочки изделия. Для ППУ труб с оцинкованной оболочкой применяется кожух из соответствующего материала, защищающий место стыка.
Для заделки стыков понадобится перечень следующих инструментов и материалов:
- термоусаживающаяся муфта;
- металлическая щетка;
- растворитель;
- пропановая горелка;
- перманентный маркер;
- сверло с диаметром 25 мм;
- адгезивная лента;
- аппарат для опрессовки муфты;
- дренажные и вварные пробки;
- жидкий ППУ.
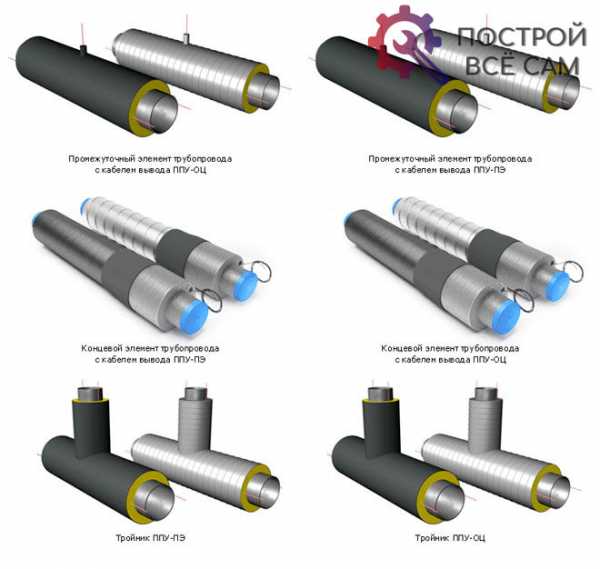
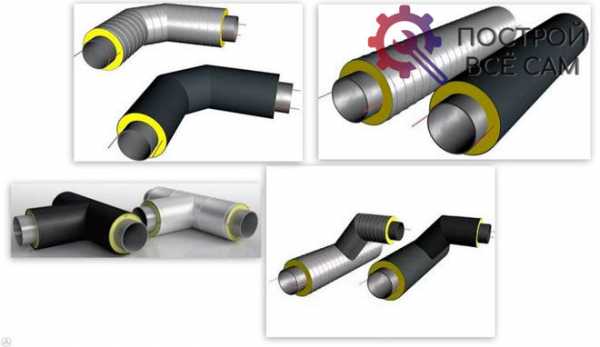
Материалы для заполнения неизолированных стыков имеют не только прямую конфигурацию. Для создания поворотов и углов предусмотрены фасонные изделия: тройниковые ответвления, переходники, Z-образные элементы, отводы, опоры и т.д.

При строительстве теплотрасс используются не только прямые отрезки труб, но и различные фасонные части; места их соединений также требуют тщательной изоляции
Проведение монтажа стыков ППУ трубы
Нанесение термоусаживающейся муфты – главный этап при проведении качественной термозоляции. Изоляция стыков на уже установленных ППУ трубах производится в следующем порядке:
- Торцы теплоизоляции зачищаются, а поверхность оцинкованной или полиэтиленовой оболочки очищаются щеткой от грязи, при необходимости – промываются, а затем просушиваются газовой горелкой. Этот этап необходим для того, чтобы перемещать термоусадочную муфту по совершенно чистой поверхности. Очищать поверхность стоит на расстояние, не меньшее, чем длина подготовленной муфты. Если на внутренней стальной трубе есть любые образования, в том числе ржавчина, их следует счищать металлической щеткой.
- Слой изоляции под защитной оболочкой необходимо зачистить на глубину до 15-20 мм. Провода дистанционного контроля соединяются, проводятся контрольные измерения по соответствующей инструкции.
- Поверхность полиэтиленовой оболочки обезжиривается с обеих сторон стыка. Обрабатывать растворителем следует поверхность на расстоянии 150-200 мм от края. После первичной обработки растворителем полиэтилен зачищается наждачной бумагой, затем обрабатывается повторно.
- Далее производится разметка положения муфты по оси стыка. Перманентным маркером белого цвета на поверхность наносятся отметки, соответствующие краям муфты. Подготовленные, очищенные и обезжиренные поверхности должны на 20-50 мм выходить за предполагаемые края муфты. Мел использовать для нанесения разметки запрещается.
- Термоусадочная муфта распаковывается так, чтобы наружная часть упаковочной пленки располагалась на поверхности оболочки ППУ трубы. На внутреннюю часть муфты не должны попадать никакие вещества. В случае попадания жидкости или грязи на муфту, ее внутренняя часть обезжиривается, зачищается и снова обезжиривается.
- На расстоянии 150 мм от любого края муфты просверливается отверстие с диаметром 25 мм.
- Поверхности оболочек у стыка, подготовленные для изоляции, прогреваются пропановой горелкой до температуры +30-50 градусов. Пока поверхность остается теплой, на нее наклеивается гибкая мастичная лента с отступом 10-15 мм от краев. Убедившись, что адгезивная лента закреплена плотно, с нее можно снять защитную пленку. Попадание частиц грязи и пыли на незащищенную ленту не допускается.
- Муфта надевается на участок трубопровода в соответствии с поставленными отметками. Края усаживаются при подогреве горелкой: подогревать следует круговыми плавными движениями. Допускать перегрев муфты нельзя, о нем свидетельствует появление блеска на поверхности. При правильной усадке муфта будет повторять контур оболочки, поверхности будут прилегать плотно, без поднятий краев. Форма готовой муфты – бочкообразная.
- После остывания муфты проводится опрессовка, обеспечивающая дополнительную герметичность.

Работа с термоусадочной муфтой требует разогрева полиэтилена до достаточной температуры, эта операция производится газовой горелкой
Важно! Если температура воздуха на момент проведения работ ниже, чем 0 градусов, на расстоянии 30 см от поверхности оболочки проходятся газовой горелкой, чтобы прогреть полиэтилен до температуры +30-50 градусов.
После проведения испытаний требуется просверлить второе отверстие на расстоянии 150 мм от другого торца муфты. В эти отверстия будет заливаться ППУ в жидком виде, предварительно разведенный из двух компонентов в чистой емкости. По завершению теплоизоляции пеной отверстия закупориваются дренажными пробками до момента затвердевания раствора.
Конечной фазой работ над изоляцией будет удаление дренажных пробок и очистка поверхности муфты от излишков ППУ. Отверстия обрабатываются конической фрезой. Отверстия завариваются полиэтиленовыми пробками при температуре +240 градусов.
Метод монтажа скорлуп применяется в том случае, если заливка по каким-либо причинам невозможна. Их фиксация достигается при помощи продольных или поперечных замков. После проведения любого типа изоляции стыков эксплуатация системы возможна только при успешно завершенной проверке целостности проводов.
trubamaster.ru
Производство труб в изоляции ППУ: оборудование и технология
Вопрос изоляции трубопроводов от воздействий окружающей среды оставался открытым до тех пор, пока в производство не была внедрена технология защиты пенополиуретановой скорлупой. Трубы в изоляции из ППУ отличаются более высоким эксплуатационным сроком и в большей степени защищены от коррозии и блуждающих токов. Показатели теплопотерь у сетей, защищенных ППУ-изоляцией, сведен к нормам, предписываемым СНиП 2.04.14 и СП по проектированию.

Производство труб в ППУ изоляции позволяет эффективно решить проблемы теплоизоляции теплотрасс и прочих магистралей
Процесс изготовления труб в ППУ изоляции
Производство подразумевает под собой получение готового изделия по принципу «труба в трубе». Стальное изделие необходимого диаметра помещается на центрирующие опоры и входит во внешнюю трубу-оболочку. Для труб, предназначенных для внутренней прокладки, в качестве второй трубы-оболочки используется полипропиленовая гидроизолирующая труба. Для изделий, используемых при прокладке на открытом воздухе, применяется оцинкованная сталь. Равномерное пространство между двумя трубами заливается полимерными компонентами, которые со временем отвердевают и образуют единую монолитную изоляцию.
Технологический процесс, по которому осуществляется производство труб в изоляции, включает в себя 8 последовательных этапов. Порядок исполнения контролируется ГОСТом под номером 30732-2006 (более ранняя версия – 30732-2001).
- Первым этапом производственных работ будет контроль качества подготавливаемых материалов. Контроль необходим для своевременного обнаружения дефектов на поверхности внутренней стальной трубы и полиэтиленовой (оцинкованной) трубы-оболочки). Сырье с обнаруженными изъянами подлежит отбраковке. На этом этапе подготавливаются и проверяются сертификаты, паспорта и другая документация.
- Производится подготовка наружной поверхности внутренней стальной трубы. При недостаточной обработке поверхности стали не будет обеспечена достаточная адгезия с ППУ слоем. На адгезию негативно влияет наличие масляных или жирных пятен, участков ржавчины, окалины, пылевых и грязевых загрязнений. Для оптимальной обработки применяется дробеметная, дробеструйная или щеточная очистка. Иногда используется обработка пламенем или химическими реагентами.
- Осуществляется подготовка центрирующих элементов и систем ОДК. На выдержанном равномерном расстоянии друг от друга распределяются центраторы, которые удерживают стальную внутреннюю трубу в точном геометрическом центре защитной полиэтиленовой или оцинкованной оболочки. Через отверстия («ушки») центраторов протягивается медный провод, обеспечивающий систему оперативного дистанционного контроля (сокращенно – ОДК).
- Стальную трубу с протянутым кабелем системы ОДК помещают в защитную оболочку. Для этого используется траковое протягивающее оборудование. Применение данного устройства обеспечивает равное расстояние между поверхностью внутренней трубы и защитной оболочкой. Это условие особенно важно для одинакового по всей длине изделия слоя ППУ.
- Производится температурная стабилизация заготовки. Труба нагревается до температуры +230 градусов. Эта процедура позволяет добиться максимальной адгезии ППУ оболочки с остальными поверхностями.
- На торцах конструкции устанавливаются заливочные фланцы, предназначенные для дальнейшей заливки пенополиуретана. Один из фланцев оснащен отверстиями, необходимыми для стравливания воздуха, находящегося в межтрубном пространстве. Для заливки изоляционного материала применяется заливочная машина, работающая под высоким давлением. Трубу располагают под наклоном, составляющим 1-15 градусов к абсолютной горизонтали.
- Для улучшения адгезии и достижения высоких эксплуатационных качеств изделие с залитым слоем пенополиуретана отправляется на склад для выдержки. С трубы снимаются заливочные фланцы, излишки пены счищаются.
- Готовое изделие, прошедшее период выдержки, подвергается тщательному техническому контролю качества. Определяется степень соответствия определенным нормам СНиП.

Труба в ППУ — это трехслойная конструкция, в которой присутствует стальная заготовка и два слоя изоляции
Иногда процесс заливки пенополиуретана заменяется технологией напыления материала на непрерывно вращающуюся стальную заготовку. ГОСТ предполагает выпуск изделий с усиленным и обычным вариантом изоляции. Также учитывается факт обязательного наличия отрезков и двух концов трубы, лишенных изоляций. Данная мера необходима для упрощения монтажных работ.
Использование готовых скорлуп ППУ для труб
Помимо заливки и напыления материала, существует способ, подразумевающий производство отдельных скорлуп для теплоизоляции. Он может применяться для изоляции готового трубопровода или покрытия труб с нестандартным рельефом. Трубопровод готов к эксплуатации тогда, когда скорлупа ППУ закреплена на предварительно подготовленной поверхности с помощью клея, специально предназначенного для теплоизоляции.
Перед склеиванием стальной и пенополиуретановой поверхностей необходимо не только очищение трубы от загрязнений, но и обработка мастикой. Для более прочного соединения используются удерживающие хомуты.
Важно! Применение клеев и мастик не противоречит нормам СНиП, относящихся к укладке тепловых сетей с изоляцией.
Изоляционные ППУ скорлупы производятся посредством смешивания под повышенным давлением двух химических компонентов. Материал заливаются в формы различной толщины и диаметра. Благодаря разнообразию форм изготовители предлагают заказчику широкий выбор толщин скорлуп, предназначенных для различных условий эксплуатации.
Сегменты скорлуп имеют поперечные и продольные замковые соединения, благодаря чему снижается риск образования щелей. При склеивании сегментов непосредственно на стальной трубе шов изоляции практически полностью герметизируется, приближаясь по своим свойствам к монолиту. Скорлупы могут быть покрыты не только металлическим или полимерным кожухом, но и стеклопластиком или армофолом.

Для подземной прокладки используют трубы с внешней оболочкой из полимера, так как не не подвержен воздействию влаги и коррозии
Требования к производству ППУ труб по СНиП
Положения СНиП 41-03-2003 определяют требования, относящиеся к проектированию конструкций в тепловой изоляции. Требования, относящиеся к изготовлению труб ППУ, будут следующими:
- СНиП 41-03-2003 гласит, что при температуре содержащихся веществ и теплоносителей в диапазоне от +20 до +300 градусов и при любых методах прокладки (не считается бесканальная прокладка), применяются теплоизоляционные материалы с плотностью, не превышающей 200 г/м3. Максимальное значение коэффициента теплопроводности по СНиП в сухом состоянии и при средней рабочей температуре +25 градусов составляет 0,06 Вт/(м*К).
- Если температура теплоносителя будет превышать +300 градусов, СНиП допускает использование теплоизоляционных материалов с плотностью до 350 г/м3.
- При выборе материала для теплоизоляции и его покровных слоев учитывается стойкость других элементов конструкции к химически активным веществам, находящихся в окружающей среде.
- Нормативный документ определяет толщину тепловой изоляции.
СНиП накладывает на производителей труб в изоляционных материалах обязательства о наличии сертификатов (гигиеническое заключение, пожарные сертификаты, сертификаты соответствия продукции).
Также в соответствии с нормами СНиП производятся испытания прочности и плотности готовых изделий в изоляции и фасонных частей. Основные испытания проводятся гидравлическим способом.
Положения СП по проектированию ППУ труб
Представленный Свод правил (СП 41-105-2002) содержит нормативы и указания, относящиеся к проектированию и постройке тепловых сетей из стальных («черных») труб и фасонных изделий, покрытых индустриальной изоляцией из ППУ.

Производство ППУ труб проходит по строгим контролем, в соответствии со стандартами ГОСТ
Важно! Выполнение действий, описанных в СП, коррелируется с обязательными требованиями, оглашенными в СНиП 41-03-2003 и другими СНиП, оговаривающими изоляционные материалы. СП относится к трубам ППУ, производство которых осуществлялось в соответствии с ГОСТом под номером 30732.
Положения по СП определяют:
1. Наличие линейных проводников для ОДК, осуществляющих контроль состояния влажности.
2. Марки стали для эксплуатации в районах с наружной температурой воздуха ниже 0 градусов:
- до -30 градусов – применяются марки стали 10, 20 и Вст3сп5;
- до – 40 градусов – марки 17ГС, 17Г1С или 17Г1СУ;
- до – 50 градусов – марка 09Г2С.
3. СП допускают запас толщины стенки внутренних труб, отведенный на коррозию, по требованию заказчика к конкретной организации.
4. Если при внутренней прокладке появляется вероятность овализации трубы под тяжестью грунта, СП рекомендует использование усиленных стенок.
5. Концы труб, не изолированные в заводских условиях для простоты монтажа, должны покрываться антикоррозийными мастиками на все время монтажа.
6. Согласно СП, производство теплоизолированных труб с диаметром 530-720 мм рассчитано на бесканальную прокладку тепловых сетей на всей территории РФ и стран ближайшего зарубежья.
7. СП также обязывает производителей поставлять в комплектации с ППУ трубами элементы, такие как:
- щитовые железобетонные опоры;
- осевые компенсаторы;
- компенсаторы стартовые;
- элементы для изоляции соединений встык;
- пенополиуретановые компоненты для заливки стыков;
- уплотняющие гильзы из резины или полимеров;
- приборы систем для дистанционного контроля.

Завод, производящий ППУ трубы, также выпускает разнообразные фасонные части, опоры и прочие комплектующие для этого типа изделий
Помимо этого, СП оговаривает условия статической прочности и рекомендует производителям производить необходимые расчеты с помощью программ для настольного ПК.
Оборудование для создания ППУ изоляции для труб
Линии по производству предлагаются как в виде укомплектованного изделия, так и отдельными рабочими узлами. Практикуется вариант, когда заказчик приобретает у компании набор чертежей для самостоятельного производства отдельных производственных участков. Комплектации производственных линий зависят от требований к мощности и площади цеха. Стандартное оборудование – это:
- рольганг стальных труб;
- цепной конвейер;
- рольганг полимерных изделий;
- рольганг готовых стальных труб;
- заливочные машины;
- заливочные столы;
- камеры для разогрева заготовк;
- кантователь готовых трубных конструкций;
- кантователь полиэтиленовых труб-оболочек;
- стол для сборки;
- гидростанция;
- накопитель.
Одним из важнейших элементов производственной линии является машина для заливки пенополиуретана, работающая в условиях повышенного давления. Заливочные машины позволяют создавать трубы всех диаметров, указанных в соответствующем ГОСТе. Некоторые машины комплектуются программируемыми контроллерами. Такое оборудование имеет до 60 различных режимов заливки.

Завод по производству ППУ труб должен иметь оборудование для работы с разными типами внешних оболочек
Это интересно! При оптимизированных условиях работы минимальное время, потраченное на заливку одного сегмента, может составлять 0,5 мм.
Также специальное оборудование потребуется для оцинковки внешней оболочки. Для изготовления пластиковых труб-оболочек понадобится нарезное и сварочное оборудования для работ с полимерными материалами.
Оборудование, работающее по технологии изоляции труб ППУ, имеет стандартную комплектацию:
- две емкости для смешивания компонентов;
- насос для закачки;
- гидростанция с мощностью в 3 кВт;
- электрический шкаф с автоматизированной системой управления;
- аппарат инжекции пенополиуретана.
Машины для заливки пенополиуретана имеют различия по производительности. От этого показателя, соответственно, будет зависеть стоимость станка. Для того, чтобы сделать правильный выбор, при покупке следует ориентироваться на планируемый диаметр выпускаемых изделий. Необходимо рассчитать количество впрыскиваемого ежеминутно пенополиуретана, и исхояд из этого показателя определять производительность станка. Например, диаметр трубопровода при диаметре внутренней трубы в 426 мм составит 560 мм. Для заполнения такого количества пространства потребуется 87 кг изоляционного материала. Значит, производительность машины для заливки требуется с показателем 96 кг в минуту.
При покупке сетей оборудования для труб в изоляции следует учитывать то, что в обязательном порядке потребуется монтаж, пуско-накладочные мероприятия и затраты средств на обучение рабочего персонала.
Все, что необходимо для организации изготовления ППУ труб, — это подробное изучение тонкостей производственного процесса и положений, освещенных в ГОСТ, СНиП и СП по трубам в изолированных материалах. Оборудование для заливки или напыления ППУ слоя (или скорлуп) выбирается в соответствии с индивидуальными требованиями к производительности.
trubamaster.ru
Инструкция по изоляции стыков труб ППУ
1. Подготовка к работе.
1.1. Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме:
- не более 300мм для труб диаметром 57-219мм по стальной трубе.
- не более 450мм для труб диаметром 273мм и более по стальной трубе.
2. Условия производства работ.
2.1. К изоляции стыков труб ППУ приступают после 100%-го контроля сварных швов соединений неразрушающим методом или после гидравлического испытания трубопровода.
2.2..Работы по изоляции соединений производятся при температуре воздуха не ниже -15 С°, а также при наличии технологических приямков не менее 1,4м (0,7м в каждую сторону от стыка) и глубиной не менее 400мм, согласно ВСН 11-94, ВСН 29-95 и СП 41-105-2002
2.3.Во время выпадения осадков (дождь, снег) работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
2.4. При монтаже теплотрассы оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
2.5. На трубопроводах с диаметром стальной трубы 273 мм и выше работы по термоусадке муфт проводятся с использованием двух газовых горелок одновременно.
3. Производство работ.
3.1. Очистить торцы теплоизоляции, поверхность полиэтиленовой оболочки и металлической трубы от грязи, чтобы муфту можно было перемещать по чистой поверхности. При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.

3.2.На торцах труб удалить слой теплоизоляции на глубину 15-20мм , соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».

3.3. П /Э оболочку, с обеих сторон стыка, на расстоянии 150-200мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. При температуре окружающего воздуха ниже 0°С оболочку необходимо прогреть на расстоянии 30 см по обе стороны от стыка, чтобы она стала горячей на ощупь (30°С-50°С).

3.4. Используя рулетку, отцентрировать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.

3.5. Распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на П/Э оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки. Внутренняя поверхность муфты должна быть сухой и чистой. В случае загрязнения внутренней поверхности муфты произвести очистку ее от грязи, а внутренние поверхности муфты на глубину ~150мм от торцов необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.

3.6. Сверху муфты просверлить отверстие Д=25мм. на расстоянии 150мм от одного из краёв муфты.

3.7. Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 30°С-50°С. На теплую поверхность оболочек по периметру наклеить адгезивную или мастичную ленту, отступив от рисок 10-15мм. Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.

3.8. Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками и отверстием вверх.

3.9. Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты. Не допускать усадку пятнами и перегрев ( блеск П/Э) муфты и оболочки. По завершении усадки края муфты плотно обожмут оболочку. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты. После усадки муфта имеет бочкообразную форму.

3.10. Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40°С.
В отверстия, просверленные по п.3.6 вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
После остывания произвести повторную опрессовку муфты. Дальнейшие работы по теплоизоляции стыка возможны только после получения полной герметичности.

3.11. На расстоянии 150мм от второго торца муфты сверху просверлить второе отверстие Д=25мм.
3.12. Теплоизоляция стыка.
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты. Через отверстия залить смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. Повторно обмылить муфты по всему периметру и проверить на протечки.

Компонент В относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке следует находиться вне зоны возможного выплеска пены.
3.13.После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.

3.14. Заварить отверстия П/Э пробками. Для этого нагреть инструмент для заварки пробок до температуры 240С°. Вставить П/Э пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на П/Э пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20сек

3.15.После заливки стыка следует проверить целостность проводов и сопротивление изоляции системы ОДК заизолированного участка.
3.16.Нанести на смонтированную муфту личное клеймо и дату монтажа.
www.vadiscentr.ru
озоляция труб, технология производства и монтажа
Для подачи воды без потерь температурных показателей используется изоляция из пенополиуретана (ППУ изоляция). Специалисты отмечают, что ППУ изоляция позволяет сократить потери теплопроводности различных труб до 40%.
ППУ трубы получают свой термозащитный слой еще на производстве, чем экономит время для монтажа, а надежность конструкции позволяет облегчить дальнейшее обслуживание.
Что такое ППУ трубы
Трубы с ППУ изоляцией – это результат нанесения слоя пенополиуретана на поверхность готовых арматур, с целью улучшения технических характеристик изделия.
В основном трубы, прошедшие заводскую заливку термозащитой, соответствуют требованиям ГОСТа и используются в промышленности (теплопроводы, нефте и газо проводы). Однако изделия с меньшим диаметром могут использоваться для теплопунктов в жилых многоквартирных домах.
Труба ППУ в отличие от своих аналогов, которые не выполняют сохранность тепловой энергии даже при температуре окружающей среды выше 0, являются морозоустойчивым изделием. Это качество позволяет использовать ППУ конструкции вне помещений на открытых местностях, чем облегчает инженерное строение проводов для перемещения нефте и газопродуктов.

Сфера использования ППУ труб очень широка, начиная от конструкций в жилых домах, заканчивая габаритными системами нефтепроизводства.
Особенности производства и строения
Строение готового изделия с термозащитой из пенополиуретана достаточное простое:
- Внутренний слой – непосредственно медная арматура, другие варианты внутреннего слоя возможны, но редки в использовании.
- Слой изоляции – вспененный полиуретан отличается отличными техническими качествами. Внутри термозащиты в зависимости от технологии производства устанавливают датчики целостности изделия.
- Внешний слой – бывает нескольких видов, в зависимости от места эксплуатации.

При производстве ППУ изоляции используется несколько методов, которые в результате будут оказывать влияние на конечные технико-эксплуатационные показатели:
- применение полуфабриката из пенополиуретана – особенность данного метода заключается в использовании уже готовой скорлупы из ППУ изоляции, которая приклеивается к внешнему слою арматуры;
- заливка ППУ изоляции – происходит непосредственно в процессе создания изделия. Такое изделие отличается лучшими техническими характеристиками и чаще используется специалистами.
Финишным слоем для готовой трубы ППУ может быть:
- покрытие из оцинковки;
- полиэтиленовый каркас.

При выборе внешнего слоя стоит помнить, что оцинковка используется в проходных местах. Если требуется установка в труднодоступных местах лучше воспользоваться изделием с полиэтиленовым внешним слоем.
Помимо перечисленных слоев при производстве ППУ трубу снабжают сигнальным кабелем (СОДК), который используется для быстроты проверки целостности трубопровода.
Чем изолируют ППУ трубы
При технологии производства пенополиуретановых изделий используются исключительно экологичные материалы. Можно выделить следующие наиболее часто используемые составляющие:
- изолон 345;
- воратекс CD 100.
Нанесенный защитный слой бывает разных диаметров, в зависимости от нормативов и целей использования будущей ППУ трубы.
Изолировать конструкции лучше сразу при производстве предизолированных труб, так как это позволит избежать мелких ошибок и соответственно улучшить эксплуатационные показатели.
Преимущества пенополиуретановой изоляции
ППУ изоляция по праву занимает первое место среди всех нынешних аналогов. Это результат отличной технологии воплощенной в жизнь из высококачественных материалов.
- основные преимущества;
- отличные технические показатели;
- хороший вариант для постройки нефтепроводов и газопроводов;
- достаточное разнообразие изделий с защитой из пенополиуретана;
- труба в ппу прослужит как минимум на 30 лет дольше;
- хорошая выносливость от физических воздействий извне;
- возможность выбора изделия в зависимости от климатического расположения будущей конструкции;
- существенная экономия финансов, так как пенополиуретановые изделия не требуют в процессе своей эксплуатации постоянного контроля.
Технические характеристики
Теплоизоляция для труб ППУ обладает хорошими техническими и эксплуатационными показателями:
- коррозийная устойчивость;
- механическая прочность до 200 кг/м3;
- максимальная температура эксплуатации 150°С;
- верхний показатель внутреннего давления 1,6 Мпа;
- срок использования – 30 лет.
Технический процесс в результате создает изделие с показателем теплопроводимости 0,032Вт/м*К и максимальной передачей тепла в 4%. Эти показатели позволяют называть стальные ППУ трубы безопасными для окружающих, так как защитный слой конструкции не будет передавать тепло проводимых жидкостей или газов, что позволяет избежать ожогов и перегреваний.
Если выбраны арматуры, при создании которых изоляция собиралась из частей, характеристики конструкции будут ниже, так как скорлупа ППУ конструкции будет не сплошным слоем.
Размеры и диаметры
Размеры и диаметр трубы с изоляцией из пенополиуретана будет напрямую зависеть от внешнего слоя.
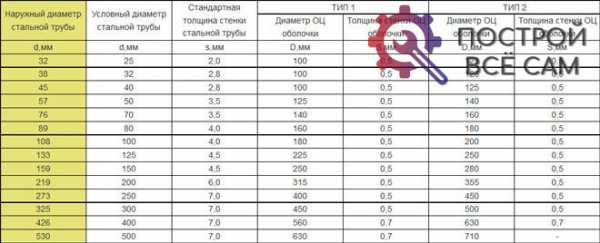
Так трубы в ппу с внешним слоем из полиэтилена имеют минимальный диаметр от 100 до 1200 мм, при диаметре наружной стальной арматуры от 32 до 1020 мм.
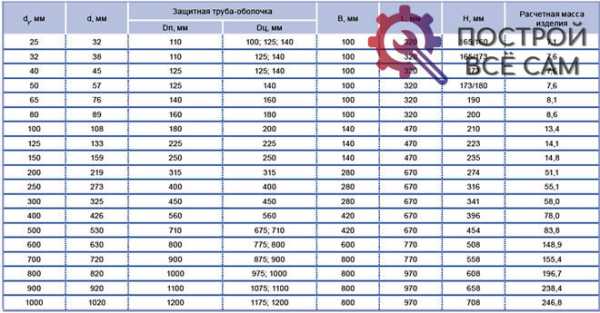
Размеры конструкций с оцинковкой меньшие, но это не делает этот вид арматур более легкими. Диаметр внутренней стальной или медной арматуры варьируется от 32 до 530 мм, а толщина стенки оцинкованной оболочки от 0,5 до 0,7 мм.
Вес трубы в ппу изоляции
Трубы с ппу изоляцией не отличаются особой легкостью, так как внутренняя составляющая это металлическая арматура, которая первоначально до заливки или сборки уже имеет значительный вес. С тепловой защитой из пенополиуретана конструкция получает дополнительные килограммы.
Тем не менее, масса полиуретановой арматуры с утеплителем напрямую зависит от выбранного диаметра изделия:

Применение этого вида термозащиты обусловлено выгодностью эксплуатации конструкций в промышленных масштабах, по этой причине вес изделий не будет иметь значения.
Особенности монтажа труб с ППУ изоляцией
Монтаж труб с ППУ отличается оперативностью и легкостью проведения. Однако стоит внимательно отнестись к правильности проведения сварки и установки конструкций, чтобы улучшить эффективность и срок службы пенополиуретановой защиты:
- Необходимо проверить целостность отдельного изделия, так как наличие сколов, надрезов и трещин ухудшат эксплуатационные показатели.
- Следующим этапом будет укладка арматуры на дно траншеи или на песчаное основание. При этом стоит внимательно отнестись к поверхности, ведь наличие кирпичей и камней могут повредить поверхность теплоизоляции полипропиленовых конструкций.
- С помощью сварочного аппарата происходит непосредственно сварка деталей будущей конструкции. Стоит обратить внимание, что сварку не проводят при температуре ниже нуля градусов.
- Далее специалист герметизирует открытые участки. Обязательное условие для проведения температура окружающей среды, которая не будет ниже 10 градус. Герметизируют сваренные участки кусками скорлупы из пенополиуретана, которую сначала приклеивают к открытым участкам, а затем накладывают манжет из хомутов и термоскотча для большей прочности получившейся конструкции.
Финишным этапом является проверка работы всей конструкции, если никаких отклонений не выявлено, то все монтажные работы проведены качественно.
Эксплуатация изделий с пенополиуретаном не требует постоянных проверок и дополнительных вложений, поэтому в момента установки конструкции с таким способом термозащиты продемонстрируют отличную теплоизоляцию на протяжении долгого периода времени.
postroivsesam.ru
Особенности монтажа труб в ППУ изоляции
При монтаже труб с пенополиуретановой изоляцией (ППУ) нужно учитывать некоторые особенности и соблюдать определенные правила, речь о которых пойдет ниже.
Подготовка к монтажу
Все детали соединений и контрольные системы труб с ППУ-изоляцией перед укладкой подвергаются внимательному осмотру для выявления разнообразных механических повреждений, таких как трещины, глубокие надрезы, проколы и др. Глубокие надрезы и трещины заделываются екструзионной сваркой, либо на поврежденные места накладываются термоусаживающие манжеты.
Краном, трубоукладчиком, с помощью гибких строп необходимые трубы с фасонными деталями раскладываются на дне вырытой траншеи или рядом, на бровке.
Опускание трубы в подготовленную траншею должно производиться мягко, не допуская рывков и ударов о дно и стенки канала. Проводники-индикаторы труб в ППУ изоляции с системой ОДК проверяются на целостность и изолированность от металлической трубы перед укладкой их в траншею.
Дно траншеи, куда будет укладываться трубопровод, должно быть выровненным, камни, кирпичи, другие предметы с острыми краями должны быть удалены, а углубления, оставшиеся от предметов, засыпаны песком.
Третья часть всех повреждений на теплотрассах возникает при неправильном монтаже, нарушая технологию укладки, а значительные повреждения теплотрассе наносятся при строительных работах в районе укладки.
Монтаж трубопровода
Монтируются теплогидроизоляцонные трубопроводы при контроле представителями проектных организаций, с одной стороны, и заказчиком, с другой.
Сварка и герметизация стыковочных мест должна осуществляться при благоприятной погоде. Сварка труб выполняется при температуре материала не меньше 0 градусов, а стыковочная изоляция – при температуре, равной или выше 100 градусов Цельсия. Если работы ведутся при неблагоприятных погодных условиях и низкой температуре до –10 градусов, для обогрева можно использовать палатки.
Трубопроводы, в основном, монтируются на дне подготовленного канала. Прямые секционные участки трубопроводов можно соединять на бровке с помощью сварки. Резка стальных труб, при необходимости, производится с газорезкой, а пенополиуретановая изоляция при этом снимается с помощью механизированного ручного инструмента на расстоянии 300 мм от места сварки. Обрезанные теплоизоляционные торцы при этом должны закрываться влажной тряпкой либо жестким экраном.
Сварочные работы стыков и их контроль производятся на основании требований устанавливающей документации. При работе сваркой должна обеспечиться защита пенополиуретановой изоляции и гидрооболочки. На провода, которые выступают из изоляции, не должны попадать искры от сварки.
Бесканальные участки трубопровода должны соединяться с каналом с помощью специальных устройств торцевой стенки с сальниковым уплотнением вокруг изолированных трубопроводов и песчаной обсыпки.
Чтобы провести трубопровод сквозь фундамент и стенки здания, используют специальные резиновые гильзы (манжеты стенового ввода) и смазочную тесьму, после чего производится бетонирование. В строительных конструкциях для бетонирования применяют бетон, класс которого с 2025. Если толщина стены, через который ведется трубопровод, не превышает 250 мм, используют одну манжету, если стены толще, применяют две манжеты со смазочной тесьмой. При прокладке теплосетей бесканальным способом в неподвижных опорах конструкции железобетонных опор должны разрабатываться по отдельным чертежам, отдельно рассчитывать нагрузку, учитывая местные грунты и их свойства.
Испытание фасонных изделий и труб ППУ
При осуществлении монтажа, трубы с ППУ изоляцией, учитывая требования СНиП 3.05.03, ПБ10-573 и СП 41-105, проходят испытания:
• предварительная проверка прочности и плотности;
• надежность стыковочных соединений изоляции;
• испытания сигнальных систем ОДК;
• окончательная проверка прочности и плотности трубопровода.
Предварительно изолированные трубопроводы, которые прокладываются бесканальным способом или в труднодоступных каналах, изначально проходят испытания прочности и герметичности перед монтажными работами.
Такие испытания должны производиться перед тем, как устанавливаются сильфонные и стартовые компенсаторы, секционирующие задвижки, проводится закрывание каналов и обратная засыпка.
При предварительных испытаниях проверку герметичности и прочности производят с помощью гидравлики.
Использование труб в ППУ изоляции дает следующие преимущества:
1. Увеличение срока службы трубопровода до 30 лет.
2. Снижение тепловых потерь в 10-20 раз. С 20%-40% до 2%.
3. Снижение годовых затрат на эксплуатацию тепловых сетей в 9-10 раз.
4. Система ОДК позволяет быстро обнаруживать и устранять возникающие дефекты и предотвращать аварийные ситуации.
5. Снижение стоимости монтажа трубопровода.
ЗВОНИТЕ ПРЯМО СЕЙЧАС!
Тел.: +7 (8442) 98-75-67
Факс: +7 (8442) 59-24-59
E-Mail: [email protected]
Делая заказ у нас, Вы получите:
100% заводскую гарантию, полный комплект документов и сертификатов. В течение всего гарантийного срока мы гарантируем Вам замену в случае заводских дефектов.
Благодаря собственной логистической службе мы гарантируем Вам доставку в любой регион РФ точно в срок.
Комплектация любого объекта «под ключ». Мы производим все необходимое для монтажа ППУ трубопровода, тем самым экономя Ваше время, деньги и нервы.
ppu-pro.ru