Настройка станка четырехстороннего – –
alexxlab | 21.09.2019 | 1 | Вопросы и ответы
конструкция, принципиальная схема, настройка, наладка, видео работы
Четырехсторонние продольно-фрезерные станки
Четырехсторонние продольно-фрезерные станки предназначены для плоской и профильной обработки за один проход всех четырех поверхностей заготовки или доски. Иногда на этих же станках устанавливают пилы для разделения заготовок по ширине или толщине.
Конструкция
Рабочие органы четырехстороннего продольно-фрезерного станка (рис. 1) состоят из двух горизонтальных шпинделей — верхнего и нижнего — и двух вертикальных шпинделей — правого и левого. В станках некоторых моделей дополнительно установлен пятый нижний горизонтальный шпиндель. Подача материала вальцово-гусеничная или вальцовая. Станки оборудованы направляющими линейками и прижимами. Все элементы закреплены на литой станине.
В процессе работы в подающий механизм непрерывно вручную или с помощью питающего устройства подают заготовки (доски). Захваченная подающими устройствами заготовка поступает на ножи нижней горизонтальной ножевой головки. Нижняя ножевая головка обрабатывает нижнюю пласть, создавая первую базовую поверхность, затем заготовка поступает к ножевой головке правого вертикального шпинделя, которая, обрабатывая кромку, образует вторую базовую поверхность. Базируясь на эти две поверхности, заготовка надвигается на ножевую головку левого вертикального шпинделя, строгающую вторую кромку, и, наконец, верхняя горизонтальная головка обрабатывает верхнюю пласть.
Шпиндели обычно укрепляют на суппортах, позволяющих изменять их положение при настройке в вертикальной и горизонтальной плоскостях. Это очень важно, так как четырехсторонние продольно-фрезерные станки рассчитаны на обработку заготовок (досок) различных размеров как по ширине, так и по толщине. Вертикальные шпиндели станков можно также наклонять в плоскости, перпендикулярной направлению подачи.
Шпиндели вращаются с частотой 5000—6000 об/мин от индивидуальных электродвигателей. Часто на станках бывают установлены электродвигатели с удлиненными валами (рис. 141), которые являются одновременно шпинделями.
Шпиндели, выполненные отдельно от электродвигателей, соединены с ними муфтами или ременными передачами; в этом случае электродвигатели работают от тока промышленной частоты, во всех остальных — от электрического тока повышенной частоты (100 Гц).
Некоторые модели четырехсторонних продольно-фрезерных станков оборудованы гладильными ножами (рис. 3), установленными непосредственно за первым горизонтальным нижним шпинделем. Из трех установленных гладильных ножей два работают, а третий эксцентриком утопляется ниже направляющих и находится в резерве. Гладильные ножи снимают с обработанных нижних пластей заготовок мелкие неровности. Каждый нож установлен в выдвижной коробке под некоторым углом к направлению движения заготовок. Ножи можно передвигать по высоте (каждый в отдельности) эксцентриковыми валиками. Это необходимо для изменения толщины снимаемой стружки.
Гладильные ножи снимают длинную стружку, которую не могут удалять эксгаустерные устройства, поэтому станки дополнительно оборудуют устройством для дробления стружки, работающим от отдельного электродвигателя.
Если стружка забивается под гладильные ножи, то налицевой поверхности заготовки могут образоваться выпуклости, неровности, борозды и углубления. При обнаружении этого дефекта проверяют правильность установки ножа. Поворотом эксцентрика нож утопляют, коробку с ножом удаляют из станка для осмотра и вводят в работу резервный нож.
Стружка забивается под нож, когда между ним и стружколомателем имеется зазор (местный или по всей длине) или если нож выступает из стружколомателя меньше чем на 1—2 мм, а также когда задняя грань ножа находится ниже уровня стружколомателя. Устранив недостатки, коробку с ножом ставят на место.
При вальцово-гусеничной подаче цепь и вальцы работают от од-ного привода (часто с вариатором для бесступенчатого изменения скорости). Скорость подачи находится в пределах 4—42 м/мин. Верхние вальцы можно настраивать по высоте.
Вальцовый механизм подачи размещен в головной части станка, однако вальцы могут быть рассредоточены и вдоль станка. Поверхность у них рифленая или гладкая. Если вальцы устанавливают позади верхнего ножевого вала, их иногда покрывают резиной, что дает лучшее сцепление с поверхностью заготовки и в то же время сохраняет класс шероховатости ее обработки.
Четырехсторонние продольно-фрезерные станки оборудованы централизованной системой управления, которая предусматривает блокировку, предотвращающую поломку отдельных элементов станка в случае, если станочник допустит ошибку в управлении станком.
Четырехсторонние продольно-фрезерные станки С10-2, С16-5, С16-4А, С25-5А имеют много общего по конструкции и отличаются в основном размерами и в отдельных случаях — порядком размещения рабочих органов, мощностью электродвигателей приводов.
Станок С10-2 предназначен для обработки одновременно четырех сторон заготовок и досок шириной до 100 мм (что указывается в индексе модели) и толщиной до 50 мм. Все станки моделей С16 предназначены для обработки заготовок и досок шириной до 160 мм и толщиной до 80 мм; станки С25-01 —для заготовок шириной до 260 мм и толщиной до 125 мм.
Станок С16-4А — основной в группе четырехсторонних продольно-фрезерных станков. Он предназначен для плоскостного фрезерования досок, брусков и планок одновременно с четырех сторон.
Станина станка чугунная, коробчатой формы. На суппортах станины закреплены электродвигатели, на их валах устанавливают ножевые головки. На станине закреплены также направляющие линейки и подпружинные ролики для прижима заготовок к столу станка и направляющей линейке.
Суппорт с электродвигателем нижней ножевой горизонтальной головки (первой по ходу подачи) может передвигаться по вертикали и фиксируется эксцентриковым зажимом. Суппорт с электродвигателем правой вертикальной головки (второй по ходу подачи) может перемещаться в поперечном направлении и фиксируется клеммным зажимом. Суппорт левой вертикальной головки (третьей по ходу подачи) перемещается по вертикали маховичком и фиксируется прихватом; в осевом направлении положение суппорта изменяют и фиксируют винтами.
Для установки подающих вальцов, ножевых головок и прижимных элементов на размер строгаемого материала на станке предусмотрены соответствующие шкалы. На станке установлен счетчик погонажа, пульт управления размещен на фронтонной части станины, электроаппаратура станка помещена в электрошкафу. Заготовки подаются в станок вручную ийи с помощью магазина, подхватываются подающими (двумя нижними и двумя верхними) вальцами от привода, включающего электродвигатель, вариатор, редуктор и шестеренчатую передачу. Скорость подачи изменяется бесступенчато.
Положение движущейся в процессе обработки заготовки определяется опорными столами и боковыми направляющими линейками.
Все шпиндели имеют оградительные устройства, которые одновременно служат приемниками для стружки. Перед механизмом подачи установлены ограничитель толщины досок и когтевая защита.
Система управления станком обеспечивает невозможность включения и работы механизма подачи при отключении хотя бы одного из электродвигателей рабочих органов, невозможность включения электродвигателей при неустановленных ограждениях.
xn—-7sbe0ajr0aip.xn--p1ai
5.Настройка и регулировка станка
Для того, чтобы увеличить тяговую способность механизма подачи за счет снижения трения заготовок по базовым поверхностям станка на входе заготовки в станок или на выходе готового изделия, иногда устанавливают дополнительные нижние приводные вальцы. Для этой же цели в столах некоторых станков выполняются отверстия, через которые под давлением 0,2-0,3 МПа подается сжатый воздух, который создает эффект «воздушной подушки».
Для четырехсторонних станков, оснащенных большим числом шпинделей, прижимных и подающих устройств, важно обеспечение быстрой переналадки и регулирования станка. В современных станках все органы настройки и управления вынесены на фронтальную сторону (сторону обслуживания), все верхние ножевые головки и прижимные элементы выполнены в одном блоке. В зависимости от толщины изделия настройка блока по высоте производится одновременно с помощью серводвигателя через червячные передачи и винтовые пары. Для контроля положения блока применяются отсчетные устройства с точностью до 0,1 мм. Для обработки деталей, имеющих в сечении несимметричную форму, блок может быть наклонен на угол до
Четырехсторонние станки могут комплектоваться программируемой процессорной системой, позволяющей хранить в памяти большое количество размеров обрабатываемых деталей. При вводе соответствующего номера изделия левые и верхние шпиндели станка перемещаются в соответствующие положения и станок готов к работе. Как правило, станок, оснащенный такой системой, не требует пробных заготовок для настройки.
6.Сведение по технике безопасности
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие (верхние) валики регулируют так, чтобы при их опускании брусок мог пройти под ними.Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах, выхваты на концах – при обработке изогнутых заготовок и плохой регулировке прижимов, искаженный профиль – при неправильной установке ножей, фрез на вертикальных головках. Работать на станке без ограждений запрещается. Чистить, налаживать и регулировать станок на ходу не допускается.Для обработки древесины на строгальных станках применяют ножи и фрезы. До установки ножи должны быть хорошо наточены и отбалансированы. Крепят их на валу, головке, равномерно затягивая болты поочередно от середины к краям
Практически все выпускаемые ныне четырехсторонние станки оснащены звукопоглощающими кожухами с окнами для обзора рабочих органов станка в процессе эксплуатации. Смазка большинства узлов трения станков, как правило, осуществляется через пластиковые трубки от пресс- масленок, выведенных на центральный смазочный узел.
studfiles.net
7. Требования безопасности.
Для обеспечения безопасности работы станок ЦДК 4-3 имеет:
− болты для подключения к цеховому контуру заземления;
− закрытую со всех сторон рабочую зону пилы, кроме проема на выходе обрабатываемого материала;
− два ряда когтевой завесы, обеспечивают постоянство цепи заклинивания с углом 55−650 при обработке материала толщиной 6−120 мм;
− расклинивающий нож;
− тормозное устройство, обеспечивающее остановку пильного вала в течение не более 6 секунд с момента выключения;
− блокировки, исключающие пуск станка при открытых дверях суппорта, поднятой когтевой завесе, снятом ограждении подающей цепи;
− блокировку включения подачи на неподвижную пилу;
− светильник местного освещения.
2.2 Четырехсторонние продольно-фрезерные станки
1. Назначение и область применения станка
На четырехсторонних продольно-фрезерных станках осуществляют плоскую и профильную обработку прямолинейных заготовок с четырех сторон в размер за один проход. Станки этой группы в зависимости от ширины фрезерования подразделяют на легкие (калевочные) для обработки профильных мебельных и столярных деталей шириной до 160 мм, средние для обработки столярных плоских и профильных деталей шириной до 250 мм и тяжелые для обработки погонажных изделий и пиломатериалов массового выпуска шириной до 650 мм.
2. Основные технические данные
Наибольшие размеры обработки, мм: ширина толщина | 100…550 50… 125 |
Число ножевых головок, шт. | 4…10 |
Диаметр ножевых головок, мм | 125…460 |
Частота вращения ножевых головок, мин-1 | 5 000…12000 |
Суммарная мощность электродвигателей, кВт | 18…175 |
Размеры обрабатываемых заготовок, мм максимальная ширина максимальная толщина минимальная длина | 310 120иболее 1 800 |
Общая установленная мощность, кВт | до 735 |
Вес, т | до 59 |
Габаритные размеры максимальные (длина, ширина, высота), м | 8,3×3,75×2,4 |
3. Органы управления станка
Рисунок 4. Общий вид Четырехстороннего продольно-фрезерного станка
1 − станина;
2 − нижний шпиндель;
3 − левый шпиндель;
4 − калевочный суппорт;
5 − верхний шпиндель;
6 − стол;
7 − прижимные ролики;
8 − суппорт прижима;
9 − маховичок;
10, 14 − вальцы;11 когтевая защита;
12 − боковой прижим;
13 − направляющая линейка.
4.Краткое описание конструкции станка
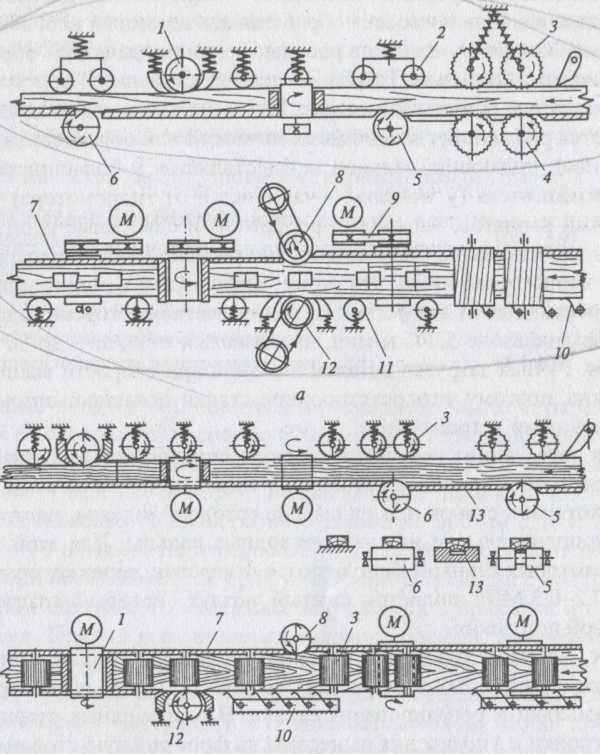
Рисунок 5.Принципиальные схемы четырехсторонних продольнофрезерных станков: а – с сосредоточенной подачей; б – с распределенной подачей
В четырехсторонних станках, работающих по наиболее распространенной фуговально-рейсмусовой схеме (рисунок 5 а), горизонтальный шпиндель 5 создает базовую поверхность на нижней пласти заготовки, поэтому заготовка должна проходить над этим шпинделем, не деформируясь. В некоторых станках и автоматических линиях для предотвращения деформации заготовки применяют различные приспособления, например, для создания промежуточной базы, замены подвижного базирования по пласти жестким базированием по кромкам и др.
При использовании промежуточной базы (рисунок 5 б) станок оборудован дополнительной ножевой головкой 5, обрабатывающей заготовку не по всей пласти, а фрезерующей два неглубоких (2…3 мм) паза на кромках. Значительное уменьшение сил резания, а следовательно, и сил сопротивления подаче, позволяет снизить тяговое усилие. Поэтому при обработке таких пазов можно значительно снизить давление подающих органов на древесину. По выработанной таким образом промежуточной базе заготовки осуществляется базирование по специальной установочной поверхности станка 13 при обработке всей пласти нижней фрезерующей головкой 6. Далее базирование происходит, как обычно, по всей нижней поверхности. (
В зависимости от сложности профиля, шероховатости поверхности и точности обработки станки могут иметь до 10 шпинделей. Правый вертикальный шпиндель 8 создает базовую поверхность на боковой стороне детали. Левый вертикальный 12 и верхний горизонтальный 1 шпиндели четырехсторонних станков обрабатывают деталь в размер, как рейсмусовые валы. Если требуется, можно выполнить также профильную обработку. Вертикальные шпиндели могут располагаться друг против друга (рисунок 5, а) или последовательно (рисунок 5 б). В средних и тяжелых станках имеются дополнительные горизонтальные и вертикальные шпиндели для выработки профиля с любой стороны детали или разделения ее с помощью круглых пил на несколько деталей по ширине.
Шпиндельный узел четырехстороннего станка представляет собой стальную гильзу, в расточку которой на высокоточных подшипниках качения с предварительным натягом установлен динамически сбалансированный шпиндель. Консольная часть шпинделя имеет посадочную шейку под режущий инструмент длиной 180-250 мм для горизонтальных и 120-140 мм для вертикальных шпиндельных узлов. Частота вращения шпинделей- 5 000…12 000 мин-1. Привод во вращение от электродвигателя – через плоскую или плоскозубчатую ременную передачу. Радиальное биение посадочной шейки шпинделя не превышает 1-2 микрометров. Традиционной является установка на посадочную шейку насадной фрезы или ножевой головки. В первую очередь для средних и тяжелых станков , имеются устройства для динамической прифуговки резцов. Такая прифуговка осуществляется мягким абразивом как для прямых, гак и для профильных ножей на рабочих частотах вращения, что позволяет вывести на один диаметр лезвия всех ножей.
Шпиндельный узел выполняется необслуживаемым, поскольку пластичная долговечная смазка закладывается в подшипники на весь срок их эксплуатации. В некоторых станках режущий инструмент установлен непосредственно на валу электродвигателя, питаемого током повышенной частоты. Шпиндели имеют вертикальное и горизонтальное настроечные перемещения с помощью винтовых пар.
В легких станках горизонтальные и вертикальные ножевые головки имеют консольное закрепление на унифицированном суппорте. В средних и тяжелых станках для придания большей жесткости ножевые головки располагаются между опорами, одна из которых делается съемной для быстрой замены инструмента.
Механизмы подачи четырехсторонних продольно-фрезерных станков разделяются на две основные группы: сосредоточенные и распределенные. По сосредоточенной схеме (рисунок5 а) подающий механизм располагается перед ножевыми головками и заготовки проходят через станок, проталкивая друг друга. Привод подающих верхних 3 и нижних 4 вальцов осуществляется от электродвигателя через клиноременный вариатор, червячный редуктор, цепную и зубчатую передачи. Боковой прижим заготовки к направляющим линейкам 7 вначале осуществляют плоские пружины 10, затем роликовые прижимы 11, верхний прижим – подпружиненные ролики 2.
Поскольку по сосредоточенной схеме подачи тяговое усилие развивается только двумя парами вальцов, требуется большая величина их прижима, что приводит к смятию и пробуксовке детали. Поэтому при сосредоточенной схеме более надежны вальцово-конвейерная и двухконвейерная подачи. Так как заготовки по этой схеме проходят через станок, проталкивая друг друга, необходима достаточная точность предварительной торцовки их концов.
По распределенной схеме (см. рисунок5 б) подающих вальцов 3 значительно больше (8… 14), и они распределены по всему станку. В этих условиях усилие подачи, развиваемое каждым вальцом, достаточно, чтобы преодолеть силы сопротивления подаче только одной ножевой головки. Конструкция вальцов позволяет обрабатывать заготовки небольшой длины (от 200 мм). Особенно надежна распределенная подача при обработке деталей с косыми торцами. Рабочая поверхность вальцов выполняется рифленой, гладкой металлической или обрезиненной.
Привод подающих вальцов осуществляется у большинства станков от электродвигателя (у тяжелых – чаще всего от гидромотора) через клиноременный вариатор, червячные редукторы и сдвоенные цепные передачи или карданные валы. Скорость подачи регулируется, как правило, плавно, либо вариатором, либо, что более перспективно, электронным способом. Скорость подачи для легких и средних четырехсторонних станков колеблется в диапазоне 5…45 м/мин, для тяжелых станков – до 80 и даже до 200 м/мин. Ручная загрузка деталей в станок при скорости выше 30 м/мин невозможна, поэтому четырехсторонние станки оснащают автоматическими загрузочными устройствами.
studfiles.net
Четырехсторонние строгальные станки. Описание. Принцип работы.
Многошпиндельные станки являются очень эффективными для экономии времени при обработке древесины в большом объеме.
Деревянные заготовки, после распила имеют дефекты, такие как неравномерность поверхности, трещины и т.д., которые необходимо устранить прежде, чем приступать к их дальнейшей обработке.
Для устранения этих дефектов используются фрезерные станки, посредством которых каждая из четырех поверхностей заготовки обрабатываются отдельно.
Когда объем обрабатываемой древесины достаточно велик проще, удобнее и экономичнее применять многошпиндельные деревообрабатывающие станки.
Такие машины также называют четырехсторонними строгальными станками. Как следует из названия, все четыре плоскости заготовки подвергаются обработке, или строжке, одновременно.
Четырехсторонний строгальный станок может иметь от 4 до 10 шпинделей, в зависимости от требований, предъявляемых к конечному виду Вашей продукции. Проще говоря, количество шпинделей зависит от сложности профиля изделия, которое Вы хотите получить на выходе станка.
– Рабочий и подающий столы;– Подающие и выталкивающие вальцы;
– Нижний и верхний шпиндели;
– Правый и левый шпиндели;
– Дополнительные шпинделя для создания сложных форм профиля;
– Универсальный шпиндель.
Подающий стол четырехстороннего строгального станка имеет прижимные элементы и возможность регулировки станины по вертикали, что позволяет пропускать через станок заготовки различной толщины.
Так например, для того чтобы придать гладкость сильно деформированной поверхности необходимо удалить большое количество древесины, с другой стороны, прямая древесная заготовка требует снятия очень небольшого слоя материала (достаточно удалить только следы ленточной пилы).
В ситуации, когда нужно выпрямлять древесную заготовку, поступающую в станок, используется прижимной ролик, находящийся перед первым верхним шпинделем. Дополнительный прижимной блок, располагающийся перед первым нижним шпинделем, используется для тонкого материала, который не нуждается в правке. Эта опция может быть отключена посредством панели управления станка.
На первоначальном этапе прохождения материала через четырехсторонний строгальный станок очень важно добиться гладкости нижней и правой стороны заготовки, которые являются базовыми для дальнейших операций по приданию нужной формы Вашему изделию.
Другой метод выпрямления древесины – использование рифленого стола, является наиболее подходящим для обработки твердых сортов древесины. В этом случае первый нижний режущий блок формирует канавки на нижней стороне заготовки, по форме повторяющие рисунок рифленого стола, что позволяет уменьшить трение между заготовкой и столешницей и равномерно подавать материал для дальнейшей обработки.
Но этот метод выпрямления древесины требует наличия у четырехстороннего станка еще одного нижнего шпинделя, режущий блок которого будет удалять промежуточные канавки и выравнивать нижнюю поверхность изделия. Рабочий стол может быть оснащен ручной или автоматической системой подачи ваксилита – смазки, растворяющей смолу, для облегчения подачи заготовки. В случае обработки смолистых пород древесины наличие дополнительного нижнего шпинделя также необходимо и для удаления ваксилита с нижней стороны заготовки.
Подающие ролики четырехстороннего строгального станка
Подающие ролики могут быть оснащены пружинными или пневматическими цилиндрами. Ролики должны быть правильно спроектированы, чтобы обеспечивать максимальную тягу и минимальный износ.
Вертикальные шпиндели четырехстороннего строгального станка:
Для вертикальных шпинделей необходима качественная и гибкая система настройки, в противном случае, для изменения вида профиля и, соответственно, диаметра инструмента потребуется достаточно много времени.
Быстрая настройка в части вертикальных шпинделей позволяет добиться оптимального контакта между заготовкой и рабочим столом.
Если вертикальные шпиндели четырехстороннего строгального станка находятся в четко закрепленном положении, диаметр и рабочая высота режущего инструмента, а также скорость подачи и давление подающих роликов регулируются одновременно посредством цифровой панели системы управления. Качественная настройка левого вертикального шпинделя гарантируют высокое качество строжки, и особенно актуальна при работе с твердыми породами древесины.
Топ шпиндель четырехстороннего строгального станка
Топ шпинделем называется первый правый вертикальный шпиндель станка. Режущий инструмент, расположенный на позиции топ может быть использован как для строгания поверхности, так и для профилирования заготовки. Хороший четырехсторонний станок должен давать на верхнем горизонтальном/вертикальном шпинделе до 40 мм профилирования.
Универсальный шпиндель четырехстороннего строгального станка
Строгальный станок может быть оснащен дополнительным универсальным шпинделем с целью достижения большей гибкости профилирования.
Опции четырехстороннего строгального станка
Четырехсторонний строгальный станок может быть оснащен дополнительными опциональными устройствами, такими как: дополнительное устройство подачи после верхнего горизонтального шпинделя, рифленый рабочий стол для обработки древесины твердых пород, удлиненный подающий и рабочий столы, увеличенная мощность двигателей шпинделей и другие.
dornspb.ru
продольно-фрезерные, рейсмусовый и самодельный аппарат
Одни из важных показателей современных деревообрабатывающих станков — производительность и качество работы, которая на нем выполняется. Оборудование, отвечающее обоим требованиям — четырехсторонний станок. Особенность конструкции таких механизмов в том, что они могут выполнять одновременно несколько операций, при этом древесина обрабатывается сразу с четырех сторон.
Составляющие и функциональность
Основные функции, которые может выполнять четырехсторонний строгальный станок — фугование, фрезеровка и строгание. Благодаря особой конструкции станка чистовая и черновая обработка могут выполняться одновременно.
Основными составляющими модели являются:
- блок подачи обрабатываемой детали;
- шпиндельная секция;
- блок управления.
При этом обрабатывающих головок может быть несколько. Благодаря такому подходу к компоновке, оптимизируется время работы и уменьшается себестоимость готовой продукции.
Перед тем как начать работу на четырехстороннем станке, необходимо понять, как на устройство влияют те или иные настройки. Обязательно обратить внимание на то, как изменяется производительность после настройки обрабатывающих блоков.
Разновидности механизмов
Все устройства деревообрабатывающих станков подразделяют на два типа — четырехсторонние продольно-фрезерные станки и рейсмусовые строгальные. С помощью первого варианта можно распиливать дерево на части определенной длины. Также такое оборудование может профилировать. В зависимости от толщины обрабатываемой заготовки нижний вал ножа перемещается вверх и вниз вместе со столешницей устройства.
Рейсмусовый четырехсторонний станок используется для обработки древесины на определенную толщину сразу с двух сторон. Поскольку изначально это оборудование является строгальным, оно может также профилировать.
 Если проводить обработку древесины сразу с четырех сторон, то можно значительно сократить затрату времени, которого обычно требуется гораздо больше, чем на обработку на каком-либо другом устройстве. А поскольку уменьшается время работы, производительность, наоборот, увеличивается. Именно поэтому четырехсторонний деревообрабатывающий станок часто используется в строительстве и в производстве мебели.
Если проводить обработку древесины сразу с четырех сторон, то можно значительно сократить затрату времени, которого обычно требуется гораздо больше, чем на обработку на каком-либо другом устройстве. А поскольку уменьшается время работы, производительность, наоборот, увеличивается. Именно поэтому четырехсторонний деревообрабатывающий станок часто используется в строительстве и в производстве мебели.
Преимущества и недостатки
Одно из неоспоримых преимуществ четырехстороннего станка — высокая производительность. Чтобы достичь оптимального результата, конструкцию снабжают блоком программного управления. Обычный станок может обрабатывать бруски с четырехугольным и с круглым сечением. Фрезеровать или фуговать листовые материалы можно с одной или с двух сторон.
К главным преимуществам четырехсторонних станков относят следующее:
- При работе своевременно устраняются все отходы.
- Каждый блок фугования или фрезерования можно регулировать. Обе функции выполняются не независимо друг от друга, а согласованно.
- Обработка может быть выполнена с максимальной точностью, так как скорость движения древесины по станине можно предварительно рассчитать.
К сожалению, нельзя сказать, что у них нет недостатков. Они есть и главным из них является высокая цена. Придется заплатить немало, чтобы приобрести такое оборудование. Кроме того, такой станок сложно налаживать.
Впрочем, высокая производительность компенсирует все эти недостатки.
Для того чтобы сделать работу автоматизированной, устройство необходимо укомплектовать линией автоматической подачи древесины на обработку. Благодаря этому блоку может также изменяться позиция заготовки относительно инструментов, которые ее обрабатывают.
Особенности работы
При использовании четырехстороннего станка по дереву нужно соблюдать правила, указанные в инструкции. Нельзя обрабатывать детали, если их длина или толщина превышает показатели, предусмотренные правилами. Своевременно нужно выполнять профилактические работы, чтобы поддерживать нормальное состояние станка.
Работа будет иметь максимальную эффективность лишь в том случае, если соблюдать следующие правила эксплуатации:
- Заранее рассчитывать скорость, с которой должна перемещаться обрабатываемая деталь. Если не выполнять это условие, то максимальной точности достичь не получится.
- Отдельно заниматься регулированием каждого блока: отдельно следить как за процессом фрезерования, так и за строганием. При этом следует помнить о том, что работа этих двух блоков должна быть согласованной, иначе деталь не приобретет желаемую форму.
- Все отходы, которые появляются на месте работы, особенно образующиеся в области обработки, должны вовремя удаляться.
Настройка станка
Налаживая устройство на необходимую толщину, суппорты верхней ножной головки и верхних вальцов следует устанавливать по высоте посредством маховиков. Установить прижимные ролики помогают винты. Для регулировки ширины применяются боковые прижимы и вертикальный шпиндель. Наладить станок на нужный профиль можно, установив профильные ножи на головках.
Наладка четырехстороннего станка проходит в шесть этапов:
 Установка кромки стола и нижних вальцов на толщину, которая соответствует удаляемому слою древесины.
Установка кромки стола и нижних вальцов на толщину, которая соответствует удаляемому слою древесины.- Установка верхних вальцов по толщине обрабатываемой детали. При этом должен быть запас на прижим: обычно его делают равным 0,5 см.
- Установка ножей передних головок на уровне стола.
- Регулировка прижимных и верхних роликов по параметрам обрабатываемой детали. В прижимных должен быть запас на прижим — от 1,5 до 2 см, а в роликах — 0,5 см.
- Установка направляющей упорной линейки на расстоянии нескольких миллиметров от вертикальной головки. При этом должен сохраняться прямой угол с нижними вальцами.
- Проверка ножевых головок.
Самостоятельное изготовление
Поскольку цена деревообрабатывающего станка довольно высока, и приобрести его сможет не каждый желающий, многие предпочитают экономить на покупке. Чтобы изготовить такое оборудование в домашних условиях, необязательно быть профессионалом.
Пошаговая процедура изготовления четырехстороннего станка своими руками заключена в следующем:
- Создание рамы. Для этого потребуется труба диаметром 25 мм.
- Установка направляющих по оси X, которые изготавливаются из алюминия и присоединение двигателя.
- Создание основы. Для этого нужно пластик или металл прикрепить к раме. Затем следует закрепить подшипники на куске алюминия.
- Создание платформы Y. Она изготавливается практически так же, как и платформа X, с тем лишь отличием, что повернута по отношению к последней на 90°.
- Сборка оси Z. Здесь повторяется процедура сборки двух предыдущих осей.
- Присоединение двигателя к оси Z и установка платформы в раму.
Четырехсторонний деревообрабатывающий станок поможет качественно выполнить обработку деревянного бруска или цилиндра без больших временных затрат. Единственный серьезный недостаток такого оборудования — высокая цена. Но даже его можно устранить, если изготовить станок своими руками.
obrabotkametalla.info
Обзор по четырехсторонним станкам
Канадская компания BEAVER была создана в 1992 году. Позднее на Тайване совместно с ведущими немецкими машиностроителями был освоен выпуск оборудования для деревообработки. На российском рынке компания представлена с 2001 года. Основной продукцией являются четырехсторонние станки различной комплектации и исполнения: от 4 до 10 шпинделей с максимальным сечением обрабатываемой заготовки от 150 ? 120 до 250 ? 250 мм. Эксклюзивным поставщиком продукции фирмы BEAVER на территорию СНГ является фирма «КАМИ-Станкоагрегат». В линейке оборудования представлены: четырех- (Beaver415 и 423), пяти- (Beaver520 и 523) и шестишпиндельные (Beaver620 и 623) четырехсторонние станки, а также три модели станков с универсальным шпинделем — Beaver 423U, 523U, 623U.
На станке Beaver 620 используются высокоточные, динамически сбалансированные шпиндели, прошедшие прецизионную обработку, контроль и обкатку. Они позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Шпиндели собраны с применением необслуживаемых подшипников 7-го класса точности известной шведской фирмы SKF. Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовке сразу две базовых поверхности, что значительно повышает точность и качество обработки. Станок оснащен системой цифровой индикации перемещения шпинделей и прижимов. Скорость подачи плавно регулируется вариатором или электронной системой управления электродвигателя (инвертором). Подающие верхние и нижние ролики оснащены пневматической системой прижима с раздельной регулировкой силы прижима. Цельнолитая чугунная станина, прошедшая специальную термообработку, обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок. Рифленые приводные верхние и нижние приводные ролики на входе станка позволяют обрабатывать массивные заготовки и заготовки естественной влажности. Опционально на последнем шпинделе может быть установлен блок дисковых пил. Централизованная система смазки входит в стандартную комплектацию станка.
К особенностям четырехстороннего станка Beaver 723U можно отнести:
- наличие универсального шпинделя с поворотом на 360° с возможностью установки на нем пильных дисков;
- повышенную мощность двигателей в базовом варианте, которая позволяет выполнять сложную профильную обработку;
- отдельную систему для подачи смазки на рабочий стол при обработке массивных изделий и смолянистых заготовок;
- сдвоенную роликовую подачу между верхними горизонтальными шпинделями, которая позволяет без труда обрабатывать массивные профили, например строительный брус.
<Pм>В деревянном домостроении находят применение и новые модели станков BEAVER: трехшпиндельные, с пильным валом для получения ламелей из клееной древесины и восьмишпиндельные, с универсальными шпинделями повышенной точности. Выполняя пожелания российских заказчиков, начаты поставки станков с повышенной скоростью подачи 60 м/мин и более, а также специальных станков для обработки строительного материала, применяемого в домостроении. При профилировании клееного бруса сечением до 230 ? 230 мм достигается производительность 250 погонных метров в час. Инженеры компании постоянно совершенствуют станки и расширяют спектр предлагаемого оборудования и набор опций.
WINNER Machinery Co., LTD
Компания Winner Machinery Co, ltd. (Тайвань) была основана в 1963 году и на протяжении более 40 лет осуществляет крупносерийное производство прецизионных высокоскоростных четырехсторонних станков промышленного класса. На Российском рынке четырехсторонние станки завода Winner представлены с 1996 года и прекрасно зарекомендовали себя на протяжении многих лет работы. Модельный ряд четырехсторонних станков Winner Machinery насчитывает 6 основных групп (Laser, Feeler, Blaser, Pioner,
B series, Sprinter), которые различаются по скорости подачи (от 6–20 до 6–120 м/мин) и по сечению обрабатываемых поверхностей (от 120 х 100 до 300 х 600 мм). В каждой группе предлагаются станки с различным количеством шпинделей (от 1 до 11 штук) и широким диапазоном дополнительных опций.
Модельный ряд четырехсторонних станков WINNER Laser предназначен для производства погонажных изделий с максимальной скоростью до 120 м/мин и выпускается в следующих модификациях: LA 6-23, LA 7-23, LA 8-23D, LA 9-23, LA 10-23 с шестью, семью, восемью, девятью и десятью шпинделями соответственно. Восьмишпиндельный WINNER Laser LA 8-23D станок оснащен гидравлической подачей с регулиремым давлением, что обеспечивает ровную и стабильную подачу заготовок. Цельнолитая чугунная станина станка проходит специальную термообработку. Контрольная панель производства немецкой компанией Moeller electric надежна и эргономична, благодаря чему легко контролируется скорость подачи и определяется объем производимой продукции. Для повышения надежности станка верхние горизонтальные шпиндели оснащены контропорами, которые предотвращают разбалансировку шпиндельного вала при работе с гидрозажимным инструментом. Станок Laser LA 8-23D предусматривает использование многоножевых гидрозажимных фрез большого диаметра. Шевинговальная фреза для формирования вертикальной базы при фрезеровании первым шпинделем позволяет с абсолютной точностью задавать перпендикулярный угол. Система пневмоцилиндров предусматривает эксплуатацию в условиях низких температур (до –300 °С). Опционально возможно оснащение первого, пятого и восьмого шпинделей заточными приспособлениями закрытого типа, а шестого и седьмого профильных шпинделей — заточным приспособлением типа джойнтер.
IIDA
Японская техника уже давно стала для всего мира эталоном высокой технологичности и надежности. Лидером производства четырехсторонних станков в Японии является фирма IIDA KOGYO CO., LTD. В конструкцию станков IIDA заложены уникальные технические решения. В частности, речь идет о гидрошпинделе, работа которого осуществляется следующим образом: масло под давлением закачивается в сам шпиндель, который в свою очередь изнутри обжимает и центрует режущий инструмент. Это техническое нововведение позволяет существенно экономить на использовании дорогостоящего инструмента, так как с помощью гидрошпинделя в качестве гидроголовок можно использовать обычные головки. Фирма IIDA предлагает широкий ассортимент оборудования — от станков со стандартной комплектацией с 4 шпинделями и скоростью обработки до 30 м/мин до высокотехнологичных станков с 9 шпинделями и скоростью до 120 м/мин. В базовой комплектации станки комплектуются двигателями привода шпинделей мощностью до 15 кВт, имеют литую станину весом от 5 до 10 тонн. Сочетание этих факторов позволяет профилировать заготовки большого сечения и эксплуатировать станок в тяжелом трехсменном режиме. Фирма IIDA выпускает 4 серии четырехсторонних станков (ML, MC&MD, MH и M), различающихся своими характеристиками. Основными преимуществами строгального 4-стороннего станка с 5 шпинделями модели MD-221-F являются: установка заготовки на основную раму станка при помощи поддерживающих устройств, простота использования цифровых счетчиков, блокировка шпинделей, наличие верхних и нижних подающих роликов на входе в станок. Четырехсторонний продольно-фрезерный станок MС-251/6N оборудован прижимной балкой перед верхним шпинделем, а также направляющей с механическим считывающим устройством после верхнего шпинделя. Удобна электронная регулировка высоты на подаче заготовки и ручная централизованная система подачи смазки. На всех шпинделях установлены механические считывающие устройства для стружколомателя и прижимного башмачка. Базовая комплектация станка включает шумозащитный кожух. Легко открываемая защитная крышка, имеющая специальные окошки для осмотра рабочей зоны (шпинделей и системы подачи заготовок). Станок оборудован защитой от механических повреждений. При поднятой крышке работа шпинделей и системы подачи заготовок автоматически прекращается.
Станки фирмы IIDA KOGYO CO., LTD сочетают в себе надежность и высокие технические характеристики и идеально подходят для изготовления строительного и конструкционного бруса.
ROJEK
Чешское акционерное общество ROJEK WOODWORKING MACHINERY имеет более чем восьмидесятипятилетнюю традицию производства деревообрабатывающих станков и в настоящее время является одним из ведущих мировых производителей строгально-калевочных станков. В течение 12 лет продажу оборудования ROJEK на территории Украины осуществляет совместное предприятие «Ройек-Львов». Из всех выпускаемых фирмой четырехсторонних станков наибольший интерес для деревянного домостроения представляет CPF 23/4 серии INDUSTRY. Он предназначен для использования в серийном и мелкосерийном производстве. CPF 23/4 имеет массивную станину, которая обеспечивает стабильность станка и точность обработки. Привод шпинделей осуществляется отдельными электродвигателями. Подающие ролики приводятся в движение цепной передачей от одного двухскоростного электродвигателя. Положение шпинделей относительно заготовки отображается на цифровых указателях. Предусмотрена ручная смазка стола.
OPTIMAL HFB & RMM
В последнее время наметился повышенный интерес к станкам, производимым при техническом контроле крупных европейских производителей в странах Юго-Восточной Азии, например, в Тайване, Китае и Корее. Наибольшего внимания заслуживают строгально-калевочные станки китайской компании Optimal. Продажей станков производства компании Optimal в Украине занимается ООО «МВМ-Киев». Станки торговой марки OPTIMAL — это два модельных ряда масивных, тяжелых машин промышленного класса — RMM и HFB.
В серию HFB входят четырехсторонние продольно-фрезерные станки моделей Optimal 416, 516S, 516, 523A, 523, 623,723. Они оснащены различным количеством шпинделей, от четырех до семи, и могут с легкостью использоваться для профилирования бруса максимальным сечением 230 х 230 мм. При производстве данных станков используются комплектующие от лучших производителей Японии, Южной Кореи, Тайваня и Франции. Шум и вибрация при работе станка сведены к минимуму благодаря цельнолитым станине и верхней прижимной балке с гидравлическим приводом. Подающий стол длиной 2,5 м покрыт хромом толщиной 0,5 мм для повышения износостойкости и уменьшения трения между ним и заготовкой. Скорость подачи плавно регулируется произведенным в Японии бесступенчатым вариатором MIKI PULLEY или инверторным приводом подачи Siemens. Каждый шпиндель оснащен цифровыми индикаторами настройки, которые позволяют устанавливать суппорт с точностью до 0,1 мм. Привод подающих вальцов осуществляется карданными передачами, что исключает возможность обратного удара и мертвого хода. В стандартную комплектацию входит централизованная система смазки узлов и подающего стола.
Четырехсторонние продольно-фрезерные станки OPTIMAL серии RMM (416, 420, 423, 516, 520, 523, 523U (с последним универсальным шпинделем), 616, 620, 623, 623U, 723, 723U, 826A, а также 433, 533, 633 (с увеличенным сечение обработки 330 х 250 мм)), отличаются тяжелой жесткой станиной, прошедшей специальную обработку, и удлиненной базой, которая обеспечивает стабильную, устойчивую и надежную подачу заготовки. Все станки комплектуются шумозащитным кожухом. Опционально станок может быть укомплектован высокоточным инструментом с гидрозажимом на валу.
GRIGGIO
Фирма GRIGGIO S.p.A. была основана в 1946 году. За прошедшие годы она из кустарной мастерской превратилась в лидера по производству деревообрабатывающих станков. В настоящее время 50 000 станков GRIGGIO успешно работают во всем мире. В ассортименте выпускаемой фирмой продукции заметное место занимают строгально-калевочные станки серий G18, G23, G180, G230 и G240. Четырехсторонние станки серии G240 могут поставляться с 4; 5 или 6 шпинделями: G 240P/4, G 240P/5F, G 240P/6F, G 240P/5U, G 40P/6U, G 240P/7U.
Повышенная мощность двигателей в базовой комплектации позволяет выполнять сложную профильную обработку. Станки укомплектованы верхними и нижними подающими роликами, боковыми прижимами, центральной системой смазки, цифровой индикацией. Привод подающих роликов осуществляется карданными передачами через безлюфтовый редуктор, что исключает возможность обратного удара. На станках установлена система подачи коротких заготовок (от 250 мм). Все шпиндели оснащены независимыми моторами.
Для регулировки скорости подачи используется либо вариатор скорости (механическое переключение) для G 240P/4, либо инвертор (электронное переключение) для G 240P/5-?6.
Подъем траверсы моторизирован. В базовую комплектацию станков GRIGGIO входят два независимых смазочных насоса — для смазки стола и централизованной смазки рабочих узлов. В качестве опций возможна установка моторизированного подъема 3-го и 4-го шпинделей с электронным визуализатором и системой автоматической смазки рабочего стола.
www.informdom.com
Настройка четырехстороннего станка видео
На любом предприятии (заводы, фабрики), большое значение имеет грамотная подача воздуха, а так же охлаждение воды, необходимое в любом технологическом процессе. Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это настройка четырехстороннего станка видео для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего транспортные расходы в смете на оборудование определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют станок агрегат: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
Важно: настройка четырехстороннего станка видео
Также токарный станок ferm md 350, завод пищевого оборудования санкт-петербург, dms 63 станок рейсмусовый цена, листогобочный станок, brc газовое оборудование горит 3 лампочки, как не порезаться станком, электрический станка, какое оборудование нужно для уборки квартиры, ооо завод взрывозащищённого и общепромышленного оборудования горэкс-светотехника, оборудование для глазурования плитки.
На предприятиях, занимающихся выпуском продовольственной продукции, применяют различные машины, которые обеспечивают автоматизированный процесс работы. Установленную автоматику можно классифицировать в накладная приема передачи оборудования по определенным признакам. Это различные группы машин, различающиеся выполняемыми функциями. Все технологические операции можно классифицировать по принципу выполняемой работы, по устройству и методам выполнения.
Предприятия, на которых производятся полуфабрикаты для реализации в продовольственных супермаркетах, оснащены специальными холодильными установками. Морозильные камеры представляют собой видеоролик про оборудование, с помощью которого готовая продукция хранится определенное время на складах. В морозильные камеры, готовые полуфабрикаты поступают по специальному конвейеру, которые оснащены спиралевидной лентой.
obo.tw1.ru