Оборудование для производства труб стальных – оборудование, стан, линия для стальных труб из металла, станки для производства металлических труб
alexxlab | 16.09.2017 | 0 | Вопросы и ответы
Производство профильных труб: способы и этапы
Профилированные трубы не применяются для монтажа трубопроводов в связи с недостаточной устойчивостью к внутренним нагрузкам и меньшей пропускной способностью по сравнению с круглыми, зато используется в промышленности, строительстве зданий различного назначения и частной застройке.

Металлопрофиль отличается от обычных труб не только внешним видом, но и назначением, техническими характеристиками и технологией изготовления.
Что такое профильная труба
Профильными называют полые трубы, поперечное сечение которых выполнено в форме квадрата, прямоугольника или овала. Более редкие трубы с треугольным или многоугольным сечением обычно изготавливают по индивидуальному заказу.
Профилированные трубы используют для изготовления мебели, спортивного оборудования, ограждений, возведения каркасов для промышленных и коммерческих зданий, жилых домов и надворных построек. Из профильных собирают строительные леса, опоры для трубопроводов, рекламные конструкции.
Повсеместное применение профильных труб обусловлено массой достоинств этого вида металлопроката. По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
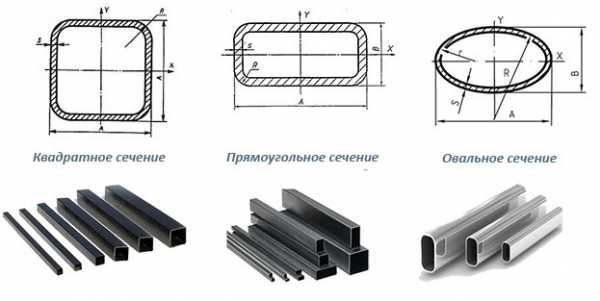
Стальные трубы с прямоугольным и квадратным сечением используют для возведения несущих конструкций. Металлопрофиль других форм сечения чаще применяют для изготовления мебели и элементов декора.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали. Из штрипса делают круглую заготовку, которую затем профилируют.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.

Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.

При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.

- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.

Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Термообработка
Для повышения прочности и увеличения срока эксплуатации профильных труб в производственный цикл включают термическую обработку. Готовый металлопрофиль нагревают и оставляют до полного остывания. Это позволяет снять напряжения, неизбежно возникающие в металле при принудительном деформировании труб в ходе профилирования.
Этот этап не считается обязательным и отдельные производители им пренебрегают, чтобы снизить себестоимость производства.
infotruby.ru
Оборудование для производства труб
Главная \ Оборудование для производства трубИзготовление труб разного размера или вида сечения производится при помощи профилегибочного оборудования. Данный аппарат легок в управлении и не требует дополнительных знаний в области техники и механики. Имея определенный режим работы, по его окончании можно выполнить переналадку производственного процесса. Осуществляется она с помощью специальных кассет, которые достаточно быстро сменяются.
В оборудование для производства труб входят дополнительные детали, среди которых можно отметить профилирующий инструмент – в виде роликовых приспособлений – и стальные полоски для съема стружки, имеющих толщину в 3 миллиметра. Инструмент профилирующий, чаще всего, применяется для изготовления штанг, использующихся, в дальнейшем, для укрепления сводов в горах и подземных построек.
Какими техническими данными обладает оборудование?
Для максимально эффективной работы с металлом требуется оборудование с достаточно прочностными характеристиками. Оборудование для труб, поставляемое компанией «Эксперт Инжиниринг», обладает следующими техническими характеристиками:
- Оно может обрабатывать любой металл, толщина которого не превышает 3 миллиметров, а ширина – 145 миллиметров.
- Может обработать рулонный металл в количестве, не превышающем 2 тонн.
- Работа осуществляется со скоростью в 25 минут за 1 погонный метр.
- Функционирует с мощностью, составляющей около 20 кВт.
- Размеры оборудования составляют: 14000х1200х1700 миллиметров.
Таким образом, обладание и применение подобного оборудования в рамках изготовления труб приводит к качественной и эффективной деятельности.
Мы предлагаем оборудование для производства следующих труб:
PVC-U (НПВХ), PVC-O (ПВХ-О), PVC-C (ХПВХ) напорного водоснабжения и канализации
Область применения:
- Отвод сточных вод хозяйственно-бытовой канализации
- Отвод сточных вод общесплавной канализации
- Канализационные сети промышленных предприятий
- Строительство водопропускных сооружений, коллекторов
гибких армированных труб с теплоизоляцией внутриквартальных сетей отопления и ГВС
Область применения:
- Внутриквартальные сети отопления и горячего водоснабжения
- Вторичный контур сетей теплоснабжения
армированных термопластичных труб высокого давления (RTP труб) для нефтяных и водонапорных сетей, работающих под давлением до 250 бар
Область применения:
- Высоконапорные нефтепроводы
- Высоконапорные нефтепромысловые трубопроводы транспортирующие сырую и очищенную нефть, многофазные смеси и эмульсии (нефть, газ, вода, в т.ч. с высоким содержанием H2S и CO2), попутный нефтяной газ, под давлением до 25,0МПа (250 бар)
- Высоконапорные шлако- и пульпопроводы
- Высоконапорные внешние сети хозяйственно-питьевого водоснабжения
- Высоконапорные трубопроводы для транспортировки агрессивных сред: кислоты, щелочи, растворы солей, масла, растворители, нефтепродукты
гибких бензиновых трубопроводов
Область применения:
- Трубопроводы заправочных терминалов
- Системы всасывания на АЗС
- Напорные системы для слива, вентиляции и улавливания паров на АЗС
- Трубы для подачи бензина, дизельного топлива, этанола, метанола и др.
- Электропроводящие бензотрубопроводы
- Трубы со специальным внутренним антистатическим слоем
PE (ПНД), PP (ПП) напорных внешних сетей водоснабжения
Область применения:
- Водопроводы, транспортирующие воду питьевого назначения от 0 до 40°С
- Водопроводы, транспортирующие воду хозяйственного назначения от 0 до 40°С
- Водопроводы, транспортирующие другие жидкие и газообразные вещества, к которым полиэтилен химически стоек
PE (ПНД) напорных внешних сетей газоснабжения
Область применения:
- Подземные газопроводы, транспортирующие горючие газы, предназначенные в качестве сырья и топлива для промышленного и коммунально-бытового использования
- Для разводки газового топлива в группах от I до IV
PEX (ПЭС), PERT (ПЭРТ) для теплого пола
Область применения:
- Внутренние системы горячего водоснабжения
- Внутренние системы холодного водоснабжения
- Внутренние системы центрального радиаторного отопления
- Системы напольного отопления, обогрева/охлаждения поверхностей, снеготаяния
РР (ПП) и PE (ПЭ) гофрированные для безнапорной канализации
Область применения:
- Отвод дождевой воды
- Отвод сточных вод хозяйственно-бытовой канализации
- Отвод сточных вод общесплавной канализации
- Канализационные сети промышленных предприятий
- Строительство водопропускных сооружений, коллекторов
PE (ПЭ) гофрированные для дренажа
Область применения:
- Отвод грунтовых вод
- Отвод сточных вод
- Скрытая мелиорация
- Осушение земельных участков
- Дренаж в дорожном строительстве, строительстве путей сообщения, аэропортов
PE (ПЭ) гофрированные для прокладки низковольтных и слаботочных кабелей
Область применения:
- Прокладка электропроводки
- Прокладка низковольтных кабельных линий
Также мы предлагаем оборудование для производства:
Из чего состоит оборудование?
Чаще всего, оборудование для труб комплектуется в полном соответствии с областью его применения. Однако, стандартным вариантом от компании «Эксперт Инжиниринг» будет поставка следующих приспособлений для сборки оборудования:
- Разматыватель консольный. Осуществляет крепеж и удержание листа металла на поверхности станка.
- Правильное устройство. Занимается удержанием станка в едином положении.
- Станок для сгибания металла. Изготавливает трубы и является основным элементом во всем оборудовании.
- Станки для обрезки готового изделия. Крепится возле края станка и представляет собой нож большой формы.
- Приспособление, предназначенное для приема готовых труб, с наличием сбрасывателя. Монтируется в самом конце стана и представляет собой большую корзину и желоб, по которому прокатывается вниз изделие.
- Система автоматического управления. Сюда, чаще всего, входят контроллеры и специальные устройства для управления.
Компания «Эксперт Инжиниринг» осуществляет своевременную поставку оборудования в полном объеме. Абсолютно на все детали выдается гарантия и сертификат качества.
expeng.ru
|
Металлические трубы используются практически во всех сферах жизни. От создания инженерных коммуникаций в жилых домах до использования в сложном производстве и при добыче полезных ископаемых. Наладить собственный выпуск этой востребованной продукции теперь можно с помощью готового оборудования. Линия производства металлических труб из Китая – это готовый бизнес и производство одного из наиболее востребованных на рынке видов металлических изделий. Компания China-Line доставляет необходимое оборудование из Китая в любую точку России в самые сжатые сроки. Благодаря наличию собственных складских помещений и автомобильного транспорта мы можем гарантировать максимально быструю доставку даже в самые отдаленные регионы. Использование оптимизированных железнодорожных маршрутов делает эту процедуру гораздо более быстрой, чем доставка морским сообщением. В то же время стоимость доставки железнодорожным транспортом в несколько раз ниже стоимости доставки авиалиниями.
Производство качественных металлических труб является очень прибыльным и рентабельным видом бизнеса. Сегодня производить трубы можно не только на крупных металлургических комбинатах. Линия для производства металлических труб позволяет наладить их выпуск с помощью единого комплекса оборудования, которое не требует создания специальной инфраструктуры и значительных производственных площадей. Произведенное в Китае оборудование линий труб из металла отличается высоким уровнем производительности и надежностью. Цена производимых в Китае готовых автоматизированных линий гораздо выгоднее, чем у многих других производителей. Линия металлических труб комплектуется помимо стандартного набора оборудования, любым дополнительным оснащением по требованию заказчика |
Линия по производству металлических трубСкачать коммерческое предложение |

prom-linii.china-line.ru
Оборудование для производства бесшовных стальных труб

Seamess Корпус трубы, НКТ трубы, Api обсадные трубы производитель / поставщиков в Китае, offering API Casing Pipe & Tubing Pipe (J55 / K55 / N80 / L80 / P110 / C95), API-5CT OCTG Casing Pipe&Tubing Pipe for Oilfield Service, OCTG труб НКТ (API-5CT Oilfield…
www.abtersteel.com
Оборудование для изоляции стальных труб ппу —Оборудование Седна
Раскатыватель
Раскатыватель состоит из 4-х модулей. Каждый модуль представляет собой металлическую конструкцию. Для предотвращения самопроизвольного перекатывания труб предусмотрены управляемые пневматические упоры.
Роликовая опора
Опора предназначена для перемещения стальной трубы по линии очистки. Двигаясь поступательно-вращательно труба проходит камеру очистки. Поверхность роликов обрезинена.
| Наименование | ед. изм. | Значение |
| Диаметр труб | мм | 57…1020 |
| Напряжение питания | 3 фазы 380 В | |
| Электрическая мощность | кВт | 1,5 |
| Номинальная частота вращения | об/мин | 6,6 |
Роликовая опора представляет собой конструкцию с коническим роликом. Для предотвращения ударов и повреждения наружного покрытия труб (при наличии)наружная поверхность ролика обрезинена. Опора предназначена для перемещения труб диаметром от 57 до 1020мм. Грузоподъемность на одну опору 1500кг.
Сбрасыватель
Сбрасыватель предназначен для перемещения стальной трубы диаметром до 1020 мм с раскатывателя на конвейер очистки.
Сборочный конвейер (трубный толкатель)
Толкатель представляет собой цепной конвейер с ложементами, на которых размещается труба.
| Наименование | ед. изм. | Значение |
| Диаметр труб | мм | 57…1020 |
| Напряжение питания | В | 380 |
| Потребляемая мощность | кВт | 5,5 |
Толкатель предназначен для работы в составе механизированной линии нанесения теплоизоляции на стальные трубы. Толкатель осуществляет подачу стальной трубы в процессе сборки конструкции типа «труба в трубе».
Сборочный конвейер эксплуатируется внутри помещений с температурой не менее +10 0 С и относительной влажности не более 70%.
Климатическое исполнение У, категория размещения 4.1 по ГОСТ 15150-69. Не допускается эксплуатация в агрессивных, взрывоопасных и запыленных средах с содержанием пыли более 10 мг/м3. Эксплуатация в условиях наличия проводящей пыли не допускается.
Столы сборки и стол прогрева
Столы сборки и прогрева предназначены для сборки труб и их термостатирования перед заливкой. Столы представляют собой металлическую конструкцию с размещенными устройствами подъема и опускания. Для предотвращения самопроизвольного перекатывания трубы предусмотрены пневматические упоры.
| Наименование | ед. изм. | Значение |
| Диаметр труб | мм | 57…1020 |
| Максимальное отклонение стола сборки от горизонтали | 6º3’ | |
| Рабочее давление пневмоцилиндров | bar | 1,5…5,5 |
| Потребляемая электрическая мощность | кВт | 100 |
| Напряжение питания | 3 фазы 380 В |
Стол установки и снятия заглушек
Стол предназначен для установки на трубосборку заливочной оснастки. Стол представляет собой металлическую конструкцию с перемещаемыми столешницами (регулировка под длину трубы). Для предотвращения самопроизвольного перекатывания трубы предусмотрены пневматические упоры.
| Наименование | ед. изм. | Значение |
| Диаметр труб | мм | 57…1020 |
| Рабочее давление пневмоцилиндров | bar | 1,5…5,5 |
Стол заливки
Стол предназначен для наклона трубосборки в момент заливки. Наклон необходим для создания оптимальных условий заполнения конструкции компонентами ППУ. Стол представляет собой металлическую конструкцию с перемещаемыми столешницами (регулировка под длину трубы). Подъем и опускание стола осуществляется двумя гидроцилиндрами.
| Наименование | ед. изм. | Значение |
| Диаметр труб | мм | 57…1020 |
| Максимальный угол подъема | 7º 16’ | |
| Максимальный вес трубы | кг | 5000 |
| Номинальное давление гидроцилиндров | МПа | 16 |
| Электрическая мощность | кВт | 10 |
Камера термостабильности
Камера термостабильности – обязательный элемент для производства изделий из ППУ в холодный период. Так как реакция между компонентами для смеси и последующего создания ППУ изделий не начинается, если температура ниже определенного показателя, для обеспечения надежной работы производственной линии систему помещают в специальную камеру термостабильности.
Внутрь конструкции подается теплый воздух с разных сторон таким образом, чтобы пространство внутри труб прогревалось равномерно и в самые короткие сроки. Для того чтобы камера прогревалась еще быстрее, применяют мощный вентилятор и расположенный внутри камеры калорифер.
Камеру применяют для прогрева системы до необходимой температуры до того, как в нее начнут подавать компоненты для смеси ППУ.
В камере верхняя и нижняя часть – фанерные, а шторки по бокам изготовлены из спецткани ПВХ (ТЕНТ). Для быстрого повышения температуры внутри располагаются электрические U-образные тэны, они минируются на гребенках.
Контроль температуры и регулировка производятся автоматически при помощи термодатчиков. Для постоянной рециркуляции воздуха применяется калорифер и электровентилятор мощностью 2000 м. куб./мин.
Для работы системы требуется напряжение трехфазное 380 В (50 Гц). Допускается колебание и неравномерность температур внутри рабочего объема в пределах +/- 3 C. Температура внутри камеры регулируется автоматически, но также имеется возможность визуального контроля температурного режима. На эти датчики нужно обращать особое внимание в процессе настройки нужных значений температуры, так как тэны выполнены из металла, рядом с ними находятся металлические элементы, которые также нагреваются. И они после выключения системы еще некоторое время могут прогревать камеру, что важно для точной регулировки температуры воздуха внутри.
Камера термостабильности может иметь любые габариты, которые нужны на производстве заказчика.
Машина ППУ высокого давления
Основным фактором при выборе машины ППУ является максимальный объем заливки. Он зависит от максимального времени заливки и производительности машины.
Время начала вспенивания компонентов напрямую влияет на максимальное время заливки. Так как время старта системы обычно5-7 секунд, то после него подаваемая струя из заливочной головки повреждает образующуюся пену. Большое время заливки приводит к позднему заполнению пространства и наличию разрывов в слое ППУ. Плохая адгезия ППУ к стальной трубе и оболочке, смещение центраторов, обрыв сигнальных проводов,так же являются результатом позднего заполнения.
Производительность машины ППУ определяется максимальной производительностью насосов. Важно знать, что часто указывается максимальная производительность при соотношении компонентов 1:1, т.е. оба насоса работают с максимальной производительностью. Если соотношение отличается от 1, то один из насосов не работает на максимальной производительности и происходит снижение общей производительности. В таблице показано падение производительности при разных соотношениях. Соотношение 1,4 и 1,6 наиболее характерны для трубных систем..
Масса ППУ необходимая для заполнения трубы.
| Размер трубы | Масса смеси пенополиуретана необходимая для заполнения трубы длиной 11.5 м, кг |
| 57/125 | 9 |
| 76/140 | 10 |
| 89/160 | 12 |
| 108/180 | 14 |
| 133/225 | 23 |
| 159/250 | 26 |
| 219/315 | 36 |
| 273/400 | 59 |
| 325/450 | 67 |
| 426/560 | 92 |
| 530/710 | 155 |
| 630/800 | 169 |
| 720/900 | 203 |
| 820/1000 | 228 |
| 920/1100 | 253 |
| 1020/1200 | 278 |
Производительность машин ППУ при разных соотношениях компонентов, а также максимальная масса заливки за время 40с (40 секунд – это время начала активного вспенивания большинства систем для заливки труб).
| Показатель | Значение | Максимальная масса заливки за 40с при плотности смеси 1.15, кг | |
| Номинальная производительность машины при 1:1, л/мин 100 | 100 | ||
| Максимальная производительность насоса А, л/мин 50 | 50 | ||
| Максимальная производительность насоса Б, л/мин 50 | 50 | ||
| Производительность при соотношении Б/А, л/мин | 1 | 100 | 77 |
| 1,4 | 86 | 66 | |
| 1,6 | 81 | 62 | |
| 1,8 | 78 | 60 | |
| 2 | 75 | 58 | |
| Номинальная производительность машины при 1:1, л/мин 100 | 150 | ||
| Максимальная производительность насоса А, л/мин 50 | 75 | ||
| Максимальная производительность насоса Б, л/мин 50 | 75 | ||
| Производительность при соотношении Б/А, л/мин | 1 | 150 | 115 |
| 1,4 | 129 | 99 | |
| 1,6 | 122 | 93 | |
| 1,8 | 117 | 89 | |
| 2 | 113 | 86 | |
| Номинальная производительность машины при 1:1, л/мин 100 | 200 | ||
| Максимальная производительность насоса А, л/мин 50 | 100 | ||
| Максимальная производительность насоса Б, л/мин 50 | 100 | ||
| Производительность при соотношении Б/А, л/мин | 1 | 200 | 153 |
| 1,4 | 171 | 131 | |
| 1,6 | 163 | 125 | |
| 1,8 | 156 | 119 | |
| 2 | 150 | 115 | |
| Номинальная производительность машины при 1:1, л/мин 100 | 300 | ||
| Максимальная производительность насоса А, л/мин 50 | 150 | ||
| Максимальная производительность насоса Б, л/мин 50 | 150 | ||
| Производительность при соотношении Б/А, л/мин | 1 | 300 | 230 |
| 1,4 | 257 | 197 | |
| 1,6 | 244 | 187 | |
| 1,8 | 233 | 179 | |
| 2 | 225 | 173 | |
| Номинальная производительность машины при 1:1, л/мин 100 | 450 | ||
| Максимальная производительность насоса А, л/мин 50 | 225 | ||
| Максимальная производительность насоса Б, л/мин 50 | 225 | ||
| Производительность при соотношении Б/А, л/мин | 1 | 450 | 345 |
| 1,4 | 386 | 296 | |
| 1,6 | 366 | 280 | |
| 1,8 | 350 | 268 | |
| 2 | 338 | 259 | |
Тележка для вывоза продукции
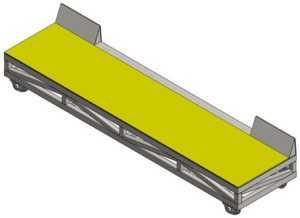
Тележка грузовая предназначена для перевозки труб и других грузов внутри помещений по рельсовому пути с шиной колеи 1175мм.
Тележка предназначена для промышленной эксплуатации внутри помещений с температурой не менее +10 0 С и относительной влажности не более 70%.
Климатическое исполнение У, категория размещения 4.1 по ГОСТ 15150-69. Не допускается эксплуатация в агрессивных, взрывоопасных и запыленных средах с содержанием пыли более 10 мг/м3. Эксплуатация в условиях наличия проводящей пыли не допускается.
Технические характеристики
Наименование показателя | Значение |
| Грузоподъемность, кг | 6000 |
| Размер грузовой платформы, мм | 1500х6000 |
| Высота грузовой платформы, мм | 790 |
| Ширина колеи, мм | 1175 |
| Скорость передвижения, м/мин | 1,0 |
| Регулировка скорости | бесступенчатая |
| Установленная электрическая мощность, кВт | 5.0 |
| Вес, кг | 1700 |
Комплектация
Поз. | Наименование | Обозначение | Кол-во | Масса, кг |
| 1 | Тележка грузовая самоходная в сборе | ТХ 026.0000.000 | 1 | 1700 |
| 2 | Выносной пульт управления с кабелем и разъемом. | А1 | 1 | 2,5 |
| 3 | Паспорт | ТХ 026.0000.000ПС | 1 | – |
| 4 | Руководство по эксплуатации | ТХ 026.0000.000РЭ | 1 | – |
| 5 | Схема электрическая принципиальная | ТХ 026.0000.000Э3 | 1 | – |
Принцип действия устройства
Тележка состоит из рамы и четырех колес, два из которых соединены с мотор-редуктором, а два независимые. Верхняя часть рамы имеет сплошной настил из фанеры с износостойким резиновым покрытием. Движение тележки осуществляется за счет мотор- редуктора, соединенного напрямую с одним колесом и через карданный вал с другим. Регулирование скорости производится за счет изменения частоты электрического тока, подаваемого на электродвигатель.
Фланцы торцевые для труб ППУ
 Применяются при необходимости заполнить пространство межу трубой и дополнительной защитной оболочкой компонентами ППУ. Заглушки устанавливают на краях участка трубы или на фасонных изделиях. Такие фланцы должны с одной стороны, обеспечить максимальную герметизацию, чтобы свести к минимуму потери пенной смеси, образующейся в процессе реакции ППУ, при этом одновременно важно, чтобы воздух из заполняемого участка мог выходить быстро.Материал изготовления заглушки – углеродистая сталь.
Применяются при необходимости заполнить пространство межу трубой и дополнительной защитной оболочкой компонентами ППУ. Заглушки устанавливают на краях участка трубы или на фасонных изделиях. Такие фланцы должны с одной стороны, обеспечить максимальную герметизацию, чтобы свести к минимуму потери пенной смеси, образующейся в процессе реакции ППУ, при этом одновременно важно, чтобы воздух из заполняемого участка мог выходить быстро.Материал изготовления заглушки – углеродистая сталь.
Заглушки торцевого типа с силиконовой пластиной для труб ППУ
Такие виды заглушек рекомендуют ставить на трубы, диаметр которых составляет 219 мм и более. Изделия отличаются такими преимуществами:
- Быстрая и простая установка. Не требуются удары, так как зазоры между поверхностью трубы оболочкой повышены.
- Выше герметизация труб и элементов фасонных, как следствие, повышается экономия ППУ.
- Благодаря снижению отходов из полиуретановой пены снижаются расходы на утилизацию.
Струбцины прижимные для труб ППУ
Изделия необходимы для удержания фланцев торцевых в четко зафиксированном рабочем положении во время заливки ППУ смеси.
sednatech.ru
Оборудование + Технология изготовления 2019
Отвод представляет собой соединительную деталь трубопровода, предназначенную для изменения его направления. Штампосварные отводы, которые рассчитаны на рабочее давление до 10 МПа, в основном используются в магистральных нефтепроводах и газопроводах, а так же и в технологических трубопроводах.
Современные нержавеющие отводы используются при монтаже трубопроводов, и главным образом, когда необходимо изменить их направление. Именно поэтому изготовление отводов так актуально сегодня. А это значит, что, они должны полностью соответствовать всем стандартам качества, то есть выдерживать давление веществ, проходящих по трубам.
Сейчас производство отводов является очень важным для многих областей промышленности, так как без них довольно сложно монтировать различные крупные многоуровневые трубопроводные системы.
Во время проведения водопровода (нефтепровода или газопровода) любой протяжённости очень часто требуется изменить его направление. Направление изменяют, как правило, для преодоления какого-нибудь препятствия, или согласно техническим проектам трубопровода. Изменить направление помогут детали, которые называют изогнутыми отводами. Изогнутые отводы – это соединительные элементы в виде изогнутых участков трубы. Отводы обязательно должны иметь такой же внешний и внутренний диаметр, как и соединяемые трубы.
Технология производства отводов и оборудование для него
На сегодняшний день при изготовлении отводов используется в основном пластик или сталь. Стальные нержавеющие отводы применяются для монтажа трубопроводов, где проводимый поток имеет высокое давление и агрессивную среду. Обычно для эксплуатации таких отводов подходят любые климатические и географические условия. Отводы из нержавеющей стали используются для сборки трубопроводов нефтегазовой и химической промышленности. А водопроводы для коммунальных сетей собираются из тонкостенных отводов.
Благодаря современным технологиям при производстве отводов удаётся получить изделия, запросто выдерживают давление до 32МПа, а так же температуру от – 70 до + 450 градусов.
Видео как делают их из стальных и нержавеющих труб:
Для изготовления отводов труб применяется современное трубогибочное оборудование с использованием метода изготовления отводов гибких труб холодным методом, или путём нагревания при помощи высокочастотных токов. Используемое на предприятиях оборудование для производства отводов даёт возможность сгибать трубы самой разной толщины, диаметра и радиуса изгиба.
Какие бывают типы отводов труб?
В настоящее время можно приобрести крутоизогнутые отводы. Они изготавливаются из углеродистой, низколегированной, легированной и высоколегированной стали, и могут иметь различные углы сгиба, от 30 до 180 градусами. Данный вид нержавеющих отводов имеют незначительный радиус кривизны, поэтому обладают небольшим весом и небольшими габаритами, следовательно, их можно использовать для монтажа трубопроводов самого разного предназначения, включая и подконтрольные органы надзора, при рабочем давлении до 160 атмосфер и при температуре внешней среды от −70 до +450 градусов.
Обычно, производство отводов в этом случае позволяет получить детали, у которых может быть одинаковая толщина стенок по сечению, не зависимо от того, какой радиус изгиба самого отвода. В свою очередь предоставляется уникальная возможность наладить производство отводов с небольшим радиусом изгиба и небольшой толщиной стенки, а также достичь высокой производительности и качества получаемой продукции.
Штампосварные крутоизогнутые отводы имеют диаметр от 219 до 1420 миллиметров. Их используют в основном в промысловых трубопроводах с рабочим давлением до 100 атмосфер.
Сварные секционные отводы обладают наиболее широким спектром сфер использования. Их используют не только нефтехимическая и газовая промышленность при монтаже трубопроводов, но и металлургическая, пищевая, легкая и другие отрасли промышленности.
В тех ситуациях, когда нужно сделать ответвление от центрального трубопровода, используются тройники, которые или объединяют поток, или разделяют его на несколько потоков.
Производство отводов предполагает несколько этапов. Сначала разрезаются патрубки. Процесс резки осуществляется при помощи труборезных станков для заготовок. Потом, используя пресса горячей протяжки, заготовки протягивают по рогообразному сердечнику, который задаёт форму будущему отводу. По технологии для изготовления отводов применяются гидравлические пресса, предназначенные для горячего объемного корректирования геометрических размеров. Затем выравнивают концы, и удаляют язычки, применяя при этом метод газопламенной либо плазменной обрезки. В завершении осуществляют механическую обработку торцов, после чего полученные изделия маркируют.
moybiznes.org