Обозначение сварочных швов на чертежах гост – ГОСТ 2.312-72 Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений (с Изменением N 1), ГОСТ от 10 мая 1972 года №2.312-72
alexxlab | 18.07.2020 | 1 | Вопросы и ответы
ГОСТы обозначения сварных швов на чертежах
В современном строительстве и производстве невозможно обойтись без сварочных работ, отличающихся большим разнообразием. Для их качественного выполнения необходимо подробное описание сварочного соединения. Для этого используются универсальные условные обозначения сварных швов на чертежах по ГОСТам, входящим в состав Единой системы конструкторской документации (ЕСКД), содержат все сведения, которые могут потребоваться для корректного оформления чертежей.
Сварной шов
Сварка соединяет металлические детали за счет нагревания до деформирования и расплавления металла. При этом после затвердевания металла создается монолитное соединение на межмолекулярном уровне. Место сплавления элементов называют сварным швом (стыком).
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.

Типы сварных соединений
Необходимость применения условных обозначений

Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
Правила нанесения и расшифровки обозначений
На чертежах видимый сварной стык обозначается сплошной линией, невидимый – штрихами. Для описания шва применяют стрелку с полкой, указывающую на черту стыка. Условные обозначения для видимого соединения располагаются над полкой, при описании невидимого – под полкой. Надпись с обоих боков стрелки обозначает двустороннюю обработку.Обозначение сварки на чертеже делится на 9 блоков:
Структура обозначения сварного шва
- Блок 1 – Вспомогательный знак (при выполнении замкнутого или монтажного шва).
- Блок 2 – Стандарт на метод сварочных работ.
- Блок 3 – Маркировка вида шва.
- Блок 4 – Дефис (разделение на подкатегории).
- Блок 5 – Буквенное обозначение типа сварки (автоматическая – А, электрошлаковая – Ш, расплавляющимся электродом в газовом облаке – ИП и т.д.). Может не указываться.
- Блок 6 – Значок длина катета шва в мм.
- Блок 7 – Дополнительные параметры (шахматное или цепное расположение, интервал шага и т.п.).
- Блок 8 – Вспомогательные условные значки для обозначения обработки.
- Блок 9 – Значение чистоты поверхности стыка (при необходимости механической обработки).
Пример расшифровки
Двусторонний монтажный шов, дуговая ручная сварка, стыковой, зачищен с двух сторон с указанной шероховатостью (20 и 80 мкм).
Пример расшифровки обозначения сварных швов
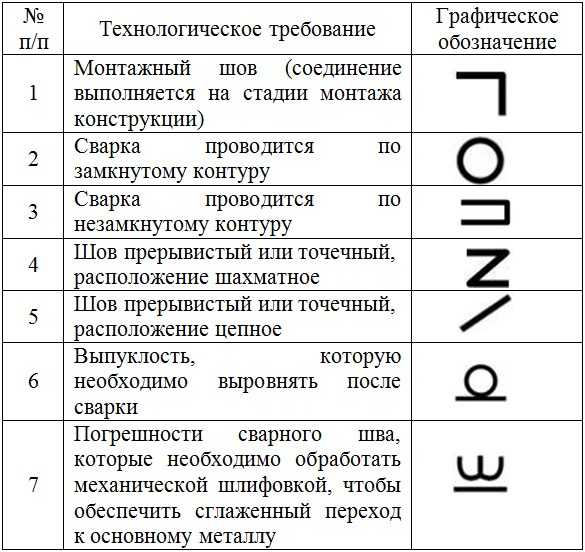
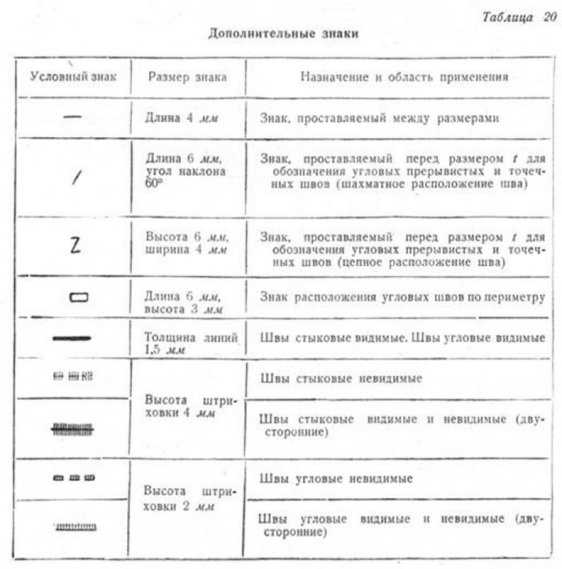
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Вспомагательные знаки для обозначения сварных швов
Использование САПР
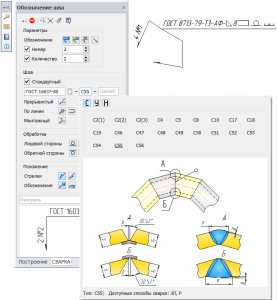
САПР для обозначения сварных швов
Автоматизируя рутинные процессы, САПР позволяют конструктору значительно сократить время разработки проектов. Они дают возможность моделировать различные ситуации, моментально проводить сложные расчеты, подбирать во встроенных библиотеках готовые инженерные решения.
Большим преимуществом САПР является автоматизация разработки документации согласно условиям ЕСКД. Например, в Компасе поиск и размещение обозначения сварных швов на чертежах занимает считанные секунды.
Умение использовать условную маркировку необходимо квалифицированному специалисту в области строительства или на производстве. Корректно составленная конструкторская документация – необходимое условие для успешного выполнения всей технологической цепочки изготовления изделий с применением сварочных работ.
Видео по теме: Обозначение швов на чертеже
specnavigator.ru
Типы сварных швов. Обозначение сварных швов
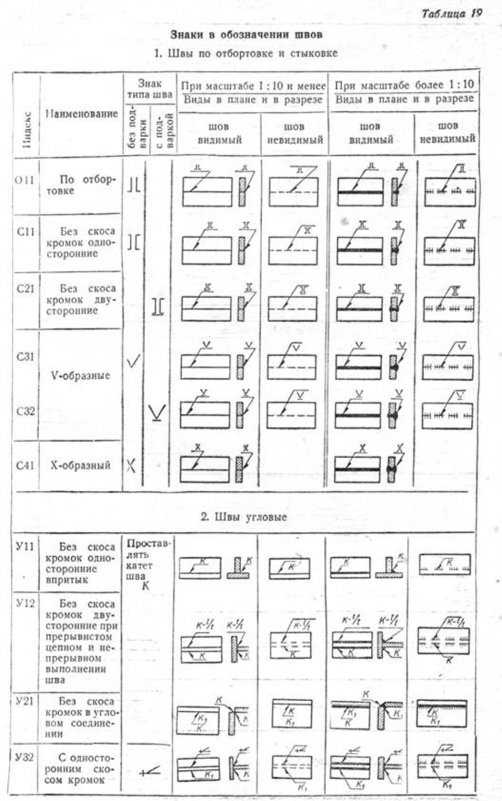
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах
(табл. 18, 19, 20 и 21).1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
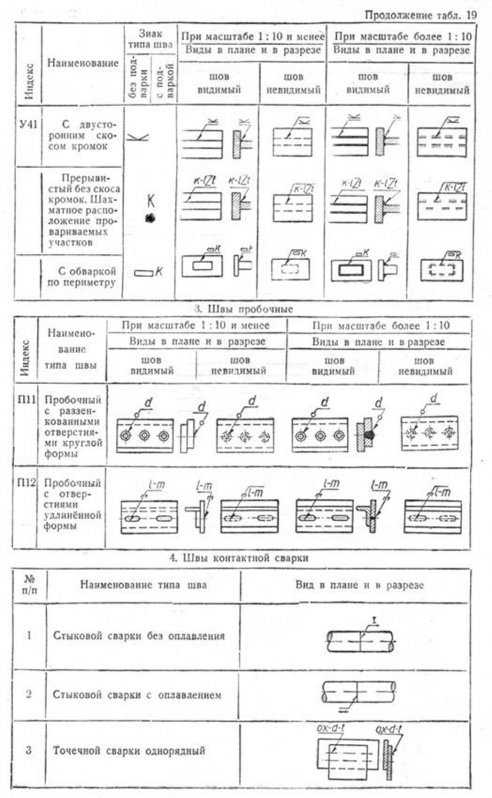
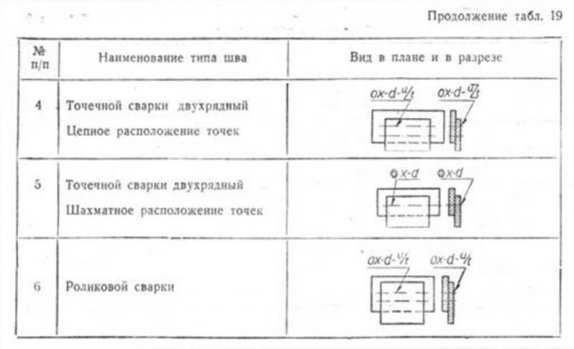
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:

На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.


Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
www.nacherchy.ru
Обозначение сварки на чертежах по ГОСТ
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
|

Сварка — это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации — это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва — характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой «С» с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение — «У»;
- тавровое. Буква «Т»;
- нахлёсточное -«Н».
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 «Дуговая сварка в защитном газе».
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся — стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы «М».
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой «У». ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 «Соединения сварные точечные».
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 «Соединения сварные стальных трубопроводов»
Принятые стандартом обозначения:
- ЗП — дуговая сварка в защитном газе плавящимся электродом
- ЗН — дуговая сварка в защитном газе неплавящимся электродом
- Р — ручная дуговая сварка
- Ф — дуговая сварка под флюсом
- Г — газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
themechanic.ru