Обозначение внутренней резьбы на чертеже – Изображение и обозначение резьбы – Черчение
alexxlab | 18.11.2016 | 0 | Вопросы и ответы
Обозначение метрической резьбы на чертежах:
– резьба метрическая, правая, однозаходная, наружный диаметр 12 мм, шаг крупный:
М12;
– резьба метрическая, правая, однозаходная, шаг мелким (1 мм), наружный диаметр 20 мм:
М20х1;
– резьба метрическая, двухзаходная, левая, наружный диаметр 24 мм, шаг 1,5 мм:
М24хЗ(Р1,5)LH
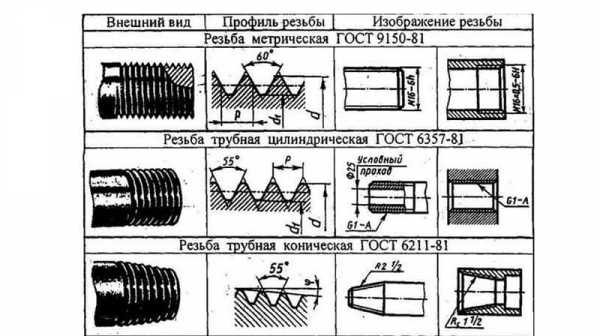
Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов.
Профиль трубной цилиндрической резьбы, её основные размеры и допуски назначают по ГОСТ 6357-81. Эту резьбу применяют в диапазоне от 1/16 до 6 дюймов при числе шагов (ниток) на 1 дюйм от 28 до 11.
Обозначение трубной цилиндрической резьбы с условным диаметром трубы 1 ½ дюйма:
G1 ½ .
Для придания большой плотности соединения без каких-либо уплотнений используют конические резьбы. Они могут быть с углом профиля 55° (трубная коническая по ГОСТ 6211-81, выполняется с закругленной вершиной профиля) и 60° (коническая дюймовая резьба (плоскорезная) по ГОСТ 6111-52*). Конусность 1:16.
Конические резьбы применяются при соединении топливных, масляных, водяных и воздушных трубопроводов машин и станков (для диаметров от 1/16 до 6 дюймов).
Обозначение трубной конической резьбы по ГОСТ 6211-81 с условным диаметром ½ дюйма,:
наружной – R½,
внутренней – Rc½.
Обозначение конической дюймовой резьбы с условным диаметром ½ дюйма:
К½” ГОСТ6111-52*.
Трапецеидальная резьба применяется для передачи движения, т.е. для преобразования вращательного движения гайки в поступательное движение винта (и наоборот) при значительных нагрузках. Благодаря тому, что профиль левой и правой части одинаков, направление движения безразлично, поэтому такие резьбы применяются в реверсивных механизмах. Основное достоинство таких резьб – высокий к.п.д. Угол профиля стандартной резьбы 30°. Резьба стандартизирована для диаметров от 8 до 640 мм. Для каждого диаметра предусмотрены 3 и более шагов.
Резьба бывает однозаходной и многозаходной. Основные размеры трапецеидальной резьбы назначают по ГОСТ 24739-81*.
Пример обозначения левой двухзаходной трапецеидальной резьбы:
Тr40х8(Р4)LH.
Упорная резьба является резьбой грузовой и применяется в тех случаях, когда действующая сила направлена в одну сторону, например, в винтовых домкратах. Рабочий профиль резьбы для увеличения к.п.д. принят равным 3°. Задний угол профиля равен 30°, благодаря чему грузовой винт имеет несущую способность выше, чем винт с трапецеидальным профилем. Резьба стандартизирована для диаметров от 10 до 640 мм с шагом от 2 до 24 мм. Основные размеры упорной резьбы выполняют по ГОСТ 10177-82.
Пример обозначения левой двухзаходной упорной резьбы:
S80×20(P10)LH
.Прямоугольная резьба не стандартизирована. Применяют для передачи движения в ходовых винтах и грузовых винтах так как имеет высокий КПД.
Прямоугольная резьба менее проста по сравнению с трапецеидальной и упорной, но трудна в изготовлении. На чертежах задается всеми конструктивными размерами: наружным и внутренним диаметром, шагом, шириной зуба (на стержне) или впадины (в отверстии). При обозначении сведения о числе заходов, а также левом направлении – наносят на линии полки-выноски с добавлением слова «Резьба».
В машиностроении наибольшее применение получили соединения частей машин и металлоконструкций с помощью специальных типовых (стандартизированных) крепёжных деталей: болтов, винтов, шпилек, гаек и др. Правила изображения и обозначения всех стандартных крепёжных и соединительных деталей на чертежах регламентируются соответствующими стандартами.
Широко применяемые в технике болтовые соединения осуществляются посредством болтов, гаек и шайб.
Примеры обозначения в конструкторских документах крепёжных деталей:
Болт М10 x 75 ГОСТ 7798 – 70
Гайка М10 ГОСТ 5918-73
Шайба 10 ГОСТ 11371-78
studfiles.net
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят :
1. буквенный знак резьбы;
2. номинальный размер в миллиметрах или дюймах;
3. размер шага;
4. для многозаходной резьбы – значение хода с указанием шага;
5. буквы LH для левой резьбы;
6. буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23,
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ 28108-89 состоит из букв Е (серия) и наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
dgng.pstu.ru
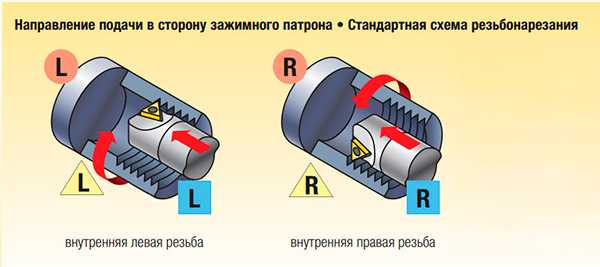
Внутренняя резьба – характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении, принимают участие детали на поверхность одной из них нанесена внешняя, в теле другой выполнена внутренняя резьба. Примеры такого типа соединений мы можем наблюдать ежедневно.

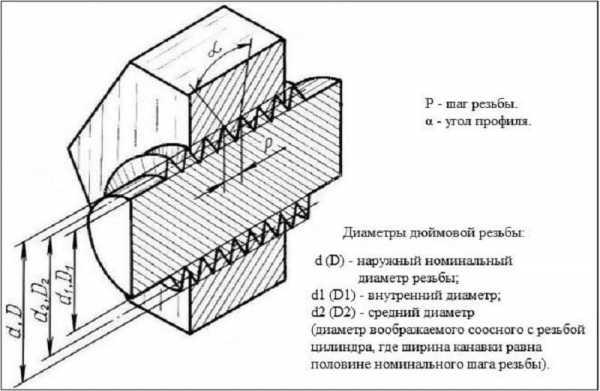
Геометрические параметры
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая – имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
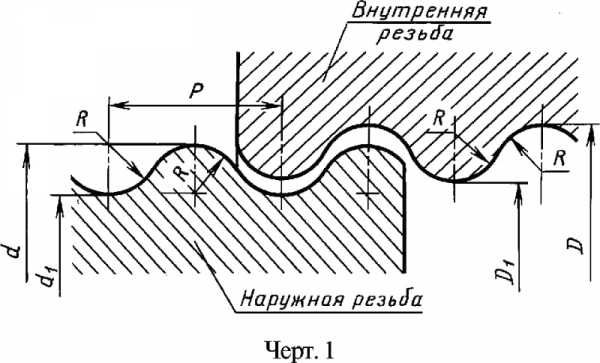
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной – применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
При обозначении резьбы с нормальным шагом, размер последнего не указывают. Для обозначения многозаходной – обозначение будет записано следующим образом:
ØМ12х2(p1,25) 6H. Цифра перед скобками показывает количество заходов. Для указания левой резьбы в конце добавляют LH.
Отечественные стандарты определили и длину применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая S.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют за обозначением допуска и отделяют от него горизонтальной чертой.
Таблица значения диамеров метрической резьбы

Использование
Её нарезают в деталях, в которых будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя – широко используется в сантехнике при прокладке трубопроводов подачи воды и тепла. Ее нарезают во внутренних полостях соединительных деталей типа муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки – применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.

Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 – 0 голосов
prompriem.ru
ГОСТ, таблицы, обозначение на чертежах
Соединение отрезков водяных и газовых труб с помощью резьбовых соединений — это надежный и удобный способ. Для этого на внешней поверхности трубы и на внешней или внутренней поверхности соединительного патрубка запорной арматуры или фитинга создается углубление в виде спирали с постоянной глубиной и постоянным расстоянием между соседними канавками. Чтобы соединение было долговечным и не протекало, резьбовые профили на соединяемых деталях должна совпадать по своим параметрам. В быту, при строительстве частных домов и ремонте квартир, международным стандартом стала цилиндрическая дюймовая трубная резьба в ¼, ½ и в 1 дюйм.
 Трубная резьба
Трубная резьбаЧто собой представляет трубная резьба
Резьба для труб соответствует мировым стандартам, в сантехнических изделиях применяется цилиндрическая дюймовая резьба, соответствующая стандарту Уитворта, английского инженера, запатентовавшего ее в 1841 году. Обозначение трубной резьбы по ГОСТ — символы «Тр»
Кроме дюймовой, в России распространена и метрическая резьба. Она получила большее распространение в промышленности.
Существует также и коническая трубная резьба. Она служит для особо плотного соединения труб, работающих под большими механическими нагрузками, и применяется в основном в газонефтедобыче, в бурильных установках.
Разновидности трубной резьбы и обозначение на чертежах
При строительстве дома и ремонте в квартире потребители сталкиваются с дюймовой цилиндрической трубной резьбой.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра

Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.

Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Размеры трубной резьбы
Дюймовые резьбовые соединения бывают следующих размеров:
- D внутр.: от 1/16 “ до 6 “.
- P (шаг), в витках / дюйм 28, 19, 14, 11 (если перевести в мм, то: 0,907, 1,337, 1,814, 2,309).
- D по гребню профиля, в миллиметрах: 7,7-163,8.
- Описывается ГОСТ 6357-81 либо ISO R228.
Скачать таблицу трубных резьб
Скачать ГОСТ 6357-81
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.
Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.

- Фрезерный станок

- Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.

Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.

Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Определение шага трубной резьбы
Для определения шага трубной резьбы применяют специализированный измерительный инструмент — резьбомер.
В его отсутствие придется пользоваться линейкой (для больших диаметров) или штангенциркулем.
При измерении метрического шага измеряют расстояние между, например, пятью нитками, а потом делят его на 5.

Размеры дюймовой резьбы
В случае дюймовой — считают, сколько витков поместится на расстоянии в 25,4 миллиметра.
Диаметр весьма грубо также можно измерить линейкой, для точного определения лучше воспользоваться штангенциркулем
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.

Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
Ручная нарезка осуществляется легко при диаметрах труб до 1 дюйма, на больших диаметрах приходится прикладывать значительные физические усилия.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обозначение метрических резьб на чертежах
Все резьбы общего назначения соединяются по боковым поверхностям. В зависимости от характера сопряжения по боковым сторонам профиля (по среднему диаметру) резьбовые посадки бывают с зазором, натягом и переходные. ГОСТ 1609-76 устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (болт – d, e, f, g, h) и четыре для внутренней резьбы (гайка – E,F,G,H). Стандартом установлены следующие степени точности резьб. Для наружной резьбы – для наружного диаметра d: 4, 6, 8 и для среднего d2: 3…9. Для внутренней резьбы – для внутреннего диаметра D1: 4…8; для среднего D2: 4…8.
Стандартом установлены три длины свинчивания: короткая S; нормальная – N; длинная –L.
Пример обозначения наружной метрической резьбы с крупным шагом (не указывается) на чертеже: М12-6g,
где 12- наружный диаметр резьбы (он же является номинальным), 6g – класс точности и поле допуска для среднего и наружного диаметра (при условии их совпадения).
М12×1-7g6g.Резьба метрическая с мелким шагом Р=1мм, наружным диаметром 12 мм, 7g- степень точности и поле допускадля среднего, а 6g- соответственно для наружного диаметра резьбы.
Пример обозначения внутренней метрической резьбы:
М12×1-LH-5H6H – резьба метрическая с мелким шагом Р=1мм, наружным диаметром 12 мм, LH –левая, 5H – степень точности и поле допускадля среднего, а 6H – соответственно для внутреннего диаметра резьбы.
М12-6H-30- резьба метрическая с крупным шагом, наружным диаметром 12 мм, 6H – степень точности и поле допускадля среднего и внутреннего диаметра резьбы, 30-длина свинчивания (мм). Длина свинчивания указывается, если она относится к группе L или относится к группе S , но меньше, чем вся длина резьбы.
Пример обозначения резьбовой посадки:М12-6H/6g.Посадка-это характер соединения двух деталей. В рассматриваемом случае: гайка-болт.
Рисунок – Обозначение метрической резьбы на чертежах
Контроль резьбы
2 метода контроля
1. Комплексный
2. Поэлементный (дифференцированный).
Комплексныйосуществляется резьбовыми калибрами. Внутренняя резьба контролируется резьбовыми пробками, а наружная – кольцами.
Для каждой резьбы изготавливают 2 калибра ПР и НЕ. Проходной должен свинчиваться с проверяемой резьбой на всей её длине. Непроходной – не свинчивается.
(Допускается свинчивание до 1/1,5 витков вначале резьбы).
Точные резьбы (метчиков, резьбонакатных головок, резьбовых калибров и др.) проверяют поэлементно, т.е. контролируется шаг, половина угла профиля, средний диаметр. Для этого используются приборы: микроскоп инструментальный, микрометры и специальные проволочки.
Похожие статьи:
poznayka.org
Условные изображения и обозначения резьб на чертежах
Условные изображения и обозначения резьб на чертежах
Категория:
Технические чертежи
Условные изображения и обозначения резьб на чертежах
Согласно ТОСТ 2.311—68, резьба, выполненная на стержне, изображается сплошными основными линиями по наружному диаметру и сплошными тонкими линиями — по внутреннему диаметру.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега, а на видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте.
Резьба, выполненная в отверстии, изображается сплошными основными линиями по внутреннему диаметру и сплошными тонкими линиями — по наружному диаметру.
На разрезах, параллельных оси отверстия, сплошную тонкую линию по наружному диаметру резьбы проводят на всю длину резьбы без сбега, а на изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную % окружности, разомкнутую в любом месте.
Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.
Невидимую резьбу изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам.
Линию, определяющую границу резьбы, наносят на стержне и в отверстии в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной или штриховой линией, если резьба изображена как невидимая.
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошной основной линии.
Размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега.
Рис. 1. Изображение резьбы на стержне: а — цилиндрической; б — конической.
Рис. 2. Изображение резьбы в отверстии: а — цилиндрической; б — конической.
Рис. 3. Изображение невидимой резьбы.
Рис. 4. Изображение границы резьбы: а — на стержне; б — в отверстии; в — невидимой резьбы.
Рис. 5. Обозначение длины резьбы на стержне.
Рис. 6. Обозначение длины резьбы в отверстии.

Рис. 7. Изображение недореза резьбы.
При необходимости указания длины резьбы со сбегом размеры наносят, как показано на рис. 5 б и 6, б.
При необходимости указания величины сбега на стержне размеры наносят, как показано на рис. 5, в.
Сбег резьбы изображают сплошной тонкой прямой линией.
Недорез резьбы, выполненный до упора, изображают, как показано на рис. 7, а и б.
Допускается изображать недорез резьбы, как показано на рис. 7, в я г.
Основную плоскость конической резьбы на стержне обозначают тонкой сплошной линией.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать, как показано на рис. 8, даже при наличии разности между глубиной отверстия под резьбу и длиной резьбы.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображаются (рис. 9).
Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
Резьба с нестандартным профилем показывается одним из способов, изображенных на рис. 10, со всеми необходимыми размерами и предельными отклонениями. Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о числе заходов, о левом направлении резьбы и т. п. с добавлением слова «Резьба».
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывается только та часть резьбы, которая не закрыта резьбой стержня (рис. 11, 12).
Резьбы обозначаются по соответствующим стандартам на размеры и предельные отклонения и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру (рис. 13). Конические и трубную цилиндрическую резьбы обозначают, как показано на рис. 128.
Рис. 8. Изображение конца глухого резьбового отверстия.
Рис. 9. Изображение фаски: а — на стержне; б — в отверстии; в — в коническом отверстии.
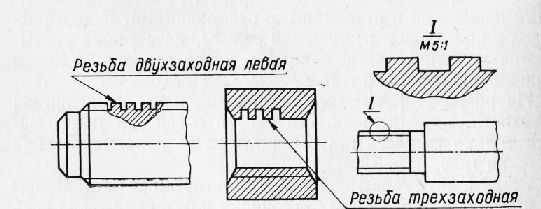
Рис. 10. Изображение резьбы с нестандартным профилем.

Рис. 11. Изображение трубного соединения.
Рис. 12. Изображение резьбы при вворачивании стержня в отверстие.
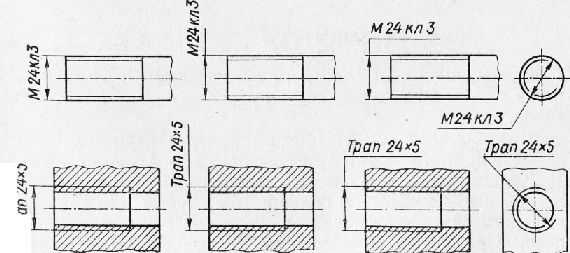
Рис. 13. Обозначение резьб на чертежах.
Рис. 14. Обозначение конической и трубной цилиндрической резьб на чертежах.
Специальную резьбу со стандартным профилем обозначают сокращенно Сп, затем идет условное обозначение профиля (М — для метрических резьб, Трап — для трапецеидальных, Уп — для упорных) и указываются размеры наружного диаметра резьбы и шага, например: СпМбО х2,5; СпТрап 50X5.
Для многозаходных резьб указывают число ходов, например: Трап 90 X (3×12) — резьба трапецеидальная с наружным диаметром 90 мм, трехзаходная с шагом 12 мм и ходом ЗХ12 =36 мм.
Реклама:
Читать далее:
Классификация резьб на чертежах
Статьи по теме:
pereosnastka.ru
Изображение и обозначение резьбы на чертежах
На чертежах резьба, как правило, изображается условно, так как изображение ее действительной формы очень трудоемко.
По ГОСТ 2.311-68* резьба на стержне изображается сплошными основными линиями по наружному диаметру и сплошными тонкими линиями по внутреннему (рис. 2.5). На изображениях, полученных проецированием на плоскость, параллельную оси стержня, резьбу показывают прямыми линиями. Сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю
длину резьбы полного профиля. При выполнении вида стержня на плоскость, перпендикулярную к его оси, по наружному диаметру резьбы основной линией проводят окружность, а по внутреннему диаметру резьбы сплошной тонкой линией проводят дугу, примерно равную 3/4 окружности и разомкнутую в любом месте, но начинающуюся и заканчивающуюся не на центровых линиях.
Резьба в отверстии изображается сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по
наружному (рис. 2.6).
На продольных разрезах
резьбового отверстия резьбу изображают прямыми линиями, а штриховку наносят до сплошных основных прямых, соответствующих внутреннему диаметру резьбы. На виде на плоскость, перпендикулярную к оси отверстия, по внутренРис. 2.6
нему диаметру резьбы основной линией проводят полную окружность, а по
наружному диаметру резьбы сплошной тонкой линией проводят дугу, примерно равную 3/4 окружности и разомкнутую в любом месте, но не на центровых линиях.
Сплошную тонкую линию при изображении резьб наносят на расстоянии не менее 0,8 мм и не более величины шага резьбы от основной линии.
Линию, определяющую границу полного профиля резьбы, показывают на
стержне и в отверстии с резьбой отрезком прямой. Этот отрезок проводят до линии наружного диаметра резьбы и изображают сплошной основной линией (рис. 2.5 и 2.6).
Размер
l длины резьбы с полным профилем на стержне и в отверстии
указывают, как показано на рис. 2.7.
Глухое отверстие с резьбой называют гнездом (рис. 2.7, б). Конечная часть гнезда имеет форму конуса с углом при вершине, близким к 120О (на чертеже его размеры не указывают), который образует режущая часть сверла. Размер глубины сверления рассчитывают и наносят только для цилиндрической части гнезда. На чертежах, по которым резьбу не выполняют (чертеж общего вида, сборочный чертеж), конец гнезда допускается изображать, как показано на рис.
2.8, даже при наличии разности между глубиной сверления и длиной резьбы.
|
à) á)
l
Рис. 2.7
Рис. 2.8
В условное обозначение метрической резьбы входят буква M её буквенное обозначение, после которой указывают наружный диаметр резьбы в
мм,
затем
через знак “x” шаг резьбы в
мм. При этом крупный шаг резьбы в
обозначение не включают. На рис. 2.7, а
обозначена (M24)
метрическая правая
резьба с наружным диаметром 24 мм и крупным шагом, а на рис. 2.7, б аналогичная резьба с мелким шагом, равным 1 мм (M24x1). Для левой резьбы в конце её обозначения наносят буквы LH.
В резьбовых соединениях резьба показывается условно так, как она изображается на стержне. Поэтому на разрезах резьбовых соединений резьба
на стержне показывается полностью, а в отверстии только
в той её
части,
 которая не закрыта резьбой стержня (рис. 2.8). При изображении резьбового соединения в разрезе стержень, не имеющий полостей, не штрихуют (рис. 2.8).
которая не закрыта резьбой стержня (рис. 2.8). При изображении резьбового соединения в разрезе стержень, не имеющий полостей, не штрихуют (рис. 2.8).
Рис. 2.8
Материал взят из книги Основы проекционного и машиностроительного черчения (О.А. Оганесов)
studik.net