Основы пайки паяльником – подготовка к работе, технология пайки
alexxlab | 28.07.2020 | 0 | Вопросы и ответы
Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Содержание материала
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Также рекомендуем прочитать:
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
pochini.guru
Как правильно паять паяльником и что нужно для работы
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Условия эффективной пайки
Чтобы лучше справиться с этой операцией, нужно учитывать следующие моменты:
- чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;
- температура плавления. Припой должен становиться податливым при меньшем количестве градусов по Цельсию, чем соединяемые элементы. Если не учесть этот аспект, можно оказаться в ситуации, когда все придется переделывать, ведь в месте сочленения не сформировалась нормальная кристаллическая решетка.
Подбор расходников
 Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
- активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разновидности паяльников
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
- Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.
- Паяльные станции. Для поддержания температуры используется термоконтроль. Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь, в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить. Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
- Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.
Оцените статью: Поделитесь с друзьями!Основы техники КАЧЕСТВЕННОЙ ПАЙКИ без ошибок.
Основы пайки.
Чтобы научиться правильно паять нужно подготовить: паяльник (как выбрать правильный паяльник), подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы. Перед пайкой паяльник нужно подготовить. Для этого, с помощью напильника нужно заточить жало паяльника под 45 градусов (особенно это касается нового паяльника, т.к. антинагарное покрытие жала нового паяльника, препятствует лужению жала паяльника, соответственно и забору припоя). После того как зачистили жало паяльника, включите его в сеть и когда он прогреется до температуры плавления припоя, есче раз слегка обработайте жало паяльника, напильником, до появления блеска на рабочей части жала, и сразу после этого коснитесь наконечником жала флюса, и припоя. На наконечнике жала должна остаться часть припоя, далее нужно только потереть наконечник жала паяльника рабочей поверхностью о подготовленный деревянный брусок. После этого паяльник можно считать подготовленным к дальнейшей работе. В процессе работы для поддержания жала паяльника в чистоте, время от времени протирайте жало паяльника ХБ тканью, сложенной в несколько слоев.
Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
Приступаем к пайке!
Чтобы правильно паять элемент расположите жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки.
Критерии качественной пайки!
- Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
- Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.
- Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о «холодной пайке». Разогрейте его до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной — флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучше конечно удалить остатки флюса).
Различные способы пайки
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводов
С самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким образом можно предотвратить их последующее разлохмачивание.
3. Залудить концы проводов очень важно для правильной пайки. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой. Если используются очень старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно окислены. Выводы таких деталей перед лужением необходимо очистить от окислов, например, поскрести их ножом.
5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом — 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения.
Немного теории
Пайка — это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца (ПОС — 40, ПОС — 60), как вы сами догадались цифры в обозначении типа припоя, указывают на процентное содержание олова в составе припоя. Этот сплав плавится уже при 180 градусов по цельсию. Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (канифолью), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т.д., если выполнены следующие условия:
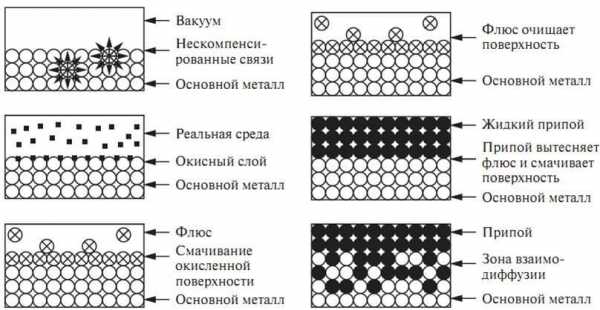
- Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов.
- Деталь в месте спайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
- Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (канифоль), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла.
Типичные ошибки начинающих и методы их исправления
- Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к нужному месту. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться.
- Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и канифоль успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя.
Материал с сайта lessonradio.narod.ru переработанный и дополненный.
www.radioingener.ru
Как правильно паять паяльником провода » основы электрической пайки.
Тема: основы электрической пайки, как правильно паять паяльником провода.
Паяльное дело, работа не примудрая, хотя и имеющая свои хитрости. Ведь с первого взгляда, что стоит взять паяльник, включить в розетку, подождать пока он нагреется, а потом провести им по месту спая. Но, как показывает практика, для некоторых начинающих и это дело сложное. К примеру, у одного из моих друзей возникла необходимость припаять провода друг к другу. В результате между проводами оказался застывший канифоль, вместо свинцово-оловянного припоя. Он ещё и удивлялся, почему его устройство так и не заработало. Ну ничего, в данной статье мы с вами постараемся разобраться со всеми основными нюансами.
Итак, вот, как правильно паять паяльником провода. В этом деле нам понадобятся следующие вещи: сам электрический паяльник, канифоль (спиртовой флюс, кислота), свинцово-оловянный припой, нож для зачистки или наждачная бумага, творческое настроение. Самым главным элементом является паяльник, который имеет свои разновидности. Первым делом важна мощность электрического паяльника. Для обычных проводов, применяемых в электронике (многожильные монтажные провода сечением около 0.5 мм) вполне подойдёт паяльник мощностью 20 Вт. Им можно паять различные электронные схемы, особо не переживая, что он чрезмерно перегреет ту или иную электронную деталь. Если речь идёт о более толстых проводах (сечением от 1кв.мм и более), то 20 ваттного паяльника уже будет недостаточно. В этом случае лучше иметь под рукой 40 Вт паяльник.
Для того, что бы качественно и правильно паять следует предварительно подготовить этот самый паяльник, а именно его жало. Оно должно быть зачищенным и ровным. После полного разогрева зачищенную часть жала следует погрузить в канифоль, после чего им дотронутся до припоя. Это действие облудит саму рабочую часть жала. Обычно для полного нагрева паяльника нужно около 7-10 минут. Проверить можно просто дотронувшись до припоя, если он легко и быстро начинает плавится, значит уже можно приступать к работе. Учтите, что от плохо разогретого паяльника получается холодная пайка — это неравномерно застывающий припой, который сильно ухудшает место спая. В подобном месте контакт при динамической нагрузке легко может разорваться.
Теперь, что касается канифоля и припоя. Для справки, канифоль представляет собой коричневатую твёрдую смолу (получаемую из хвойных деревьев), которая выполняет роль химического вещества, удаляющих оксидную плёнку с поверхности спаиваемого изделия. Если просто взять нагретый паяльник и попытаться им нанести слой припоя, как на своё жало, так и на зачищенное изделие, то в результате ничего не получится. На поверхности металлических изделий имеется оксидная плёнка, препятствующая прилипанию припоя. Именно канифоль, флюс, кислота растворяют данную плёнку и способствуют нормальному процессу пайки. Для этого сначала следует прикоснутся разогретым паяльником к канифолю, а потом уже жалом дотронуться припоя и паяльного места (провода, предмета и т.д.).
Припой является специальным легкоплавким сплавом металлов, который и соединяет припаиваемые части и места. У различных таких припоев имеется своя температура плавление. Наиболее распространённой и используемой маркой является ПОС-61 (температура плавления 183 градуса). Для того, что бы пайка получилась максимально качественной необходимо на жало паяльника взять достаточное количество расплавленного припоя (не так, что бы припоя вот вот ляпнет, или его почти нет на жале). Место спая тоже должно быть обработано канифолем или флюсом. При прикосновении горячего паяльника к такому месту происходит моментальное обволакивание, что свидетельствует о полном и хорошем контакте припоя и местом спая.
P.S. Вот мы и разобрали тему, как правильно паять паяльником провода. Следует просто побывать, а через время вы уже будете рукой чувствовать все тонкости паяльной работы. Вы потом без особых трудностей сможете припаивать мелкие детали друг к другу, при этом ваша пайка будет качественно и аккуратной.
electrohobby.ru
чем паять, технология пайки с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.

Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
odinelectric.ru
Как правильно паять паяльником – правила, последовательность
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.

Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.

Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.
Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.
Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.

Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.
oxmetall.ru
Основы пайки – как правильно паять паяльником
Базовые принципы пайки намного легче, чем вы думаете. В этой статье вы узнаете, как правильно паять и что нужно, чтобы припаять провод к плате. Этот навык пригодится при пайке электросхем.

Шаг 1: Припой
Что нужно для паяния проводов? В простейшей робототехнике используется в основном трубчатый припой 0,8 мм 60/40. Можно использовать припой и другого диаметра, чуть больше или чуть меньше. Однако соотношение олова и свинца должно быть 60/40.
Так как в припое содержится свинец, примите меры предосторожности:
- Всегда мойте руки с мылом после использования припоя, чтобы смыть все остатки свинца.
- Не прикасайтесь к глазам и слизистым покровам во избежание попадания на них свинца.
Шаг 2: Включаем паяльник

Прежде чем приступить к пайке, включите паяльник и дайте ему нагреться до нужной температуры. Если у вашего прибора есть регулятор температуры, выставьте его на 300-350°С, в этом диапазоне происходит пайка большинства сплавов.
Если ваш паяльник не обладает возможностью регулировать температуру, просто дайте ему нагреться в течение пяти минут, а затем можете попробовать паять.
Шаг 3: Учимся держать ручку


Всегда держитесь за изолированную рукоятку! Металлическое жало чрезвычайно горячее, и прикосновение к нему вызовет тяжелые ожоги.
Очень часто рекомендуют держать ручку паяльника как ложку, однако мне удобнее держать ее как пишущую ручку. Попробуйте сами и решите, как вам удобнее.
Шаг 4: Всегда ставьте паяльник на подставку

Всегда ставьте прибор на подставку, если вы закончили работать с ним на данный момент.
Просто отложенный в сторону паяльник может стать причиной катастрофы, поэтому возьмите себе за правило всегда возвращать его на подставку.
Поскольку вы собрались творить, а не разрушать, приучите себя всегда быть на чеку во время работы с паяльником, вплоть до его полного остывания. И никогда не отвлекайтесь, если держите паяльник в руке.
Шаг 5: Лужение наконечника


Если вы используете новый прибор, вам нужно будет покрыть тонким слоем олова – залудить его. Этот слой облегчит работу с припоем при пайке.
Шаг 6: Оголяем провода
Чтобы спаять провода вместе нужно сначала снять с них изоляцию.
Шаг 7: Скручиваем провода
Оголенные концы двух проводов скрутите вместе.
Шаг 8: Припой


Прикоснитесь жалом к скрутке, чтобы провода нагрелись. Прижимайте припой к скрутке до тех пор, пока он не расплавится, и они не спаяются вместе. Как только припой и провода сплавятся вместе, уберите припой и паяльник.
Шаг 9: Отрезаем лишнее

Отрежьте лишнюю длину спаянной скрутки. Вам нужно лишь основание паяного соединения, где два провода становятся единым целым.
Шаг 10: Чистим паяльник
Теперь вы знаете как правильно пользоваться паяльником, и помните, что после любой пайки жало нужно почистить. Для этого просто проведите жалом по специальной чистящей подушке. Если у вас ее нет, воспользуйтесь слегка влажной губкой.
masterclub.online