Пайка медью в домашних условиях – Как и чем паять медь в домашних условиях?
alexxlab | 03.07.2019 | 0 | Вопросы и ответы
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка

Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка

Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
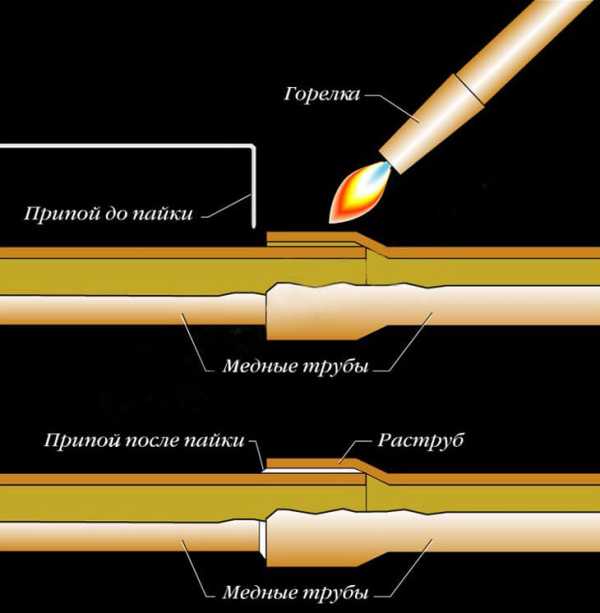
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.

Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
ecology-of.ru
Как паять медь: припои, флюсы, методы, технология
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.

Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.

Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.

Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
oxmetall.ru
Пайка меди и труб твердым припоем (с видео)
Несмотря на свою привычность и обыденность, пайка — это очень сложный физико-химический процесс, в результате которого получается прочное неразъемное соединение.
Пайка применяется не только для металлических изделий.
В быту существует множество ситуаций, в которых бывает необходима пайка меди твердым припоем.
В домашних условиях, с медью вы сталкиваетесь довольно часто.
Она присутствует во всех электроприборах, в некоторых предметах интерьера, системе тепло- и водоснабжения и даже в одежде.
Если говорить о выполнении каких-либо мелких работ, то процесс пайки не будет сопряжен с какими-либо дополнительными действиями.
Будет достаточно обычного паяльника. В этом плане, медь — достаточно простой и удобный металл.
Она начинает плавиться при относительно небольших температурах. Поверхность меди очень легко отчищается от загрязнений посредством использования не самых агрессивных веществ.
Существует множество материалов, которые имеют хорошую адгезию с медью.
Еще одним фактором, значительно облегающим работу с медью, является то, что она при нагревании не вступает в бурную реакцию с молекулами кислорода, имеющимися в воздухе.
Как следствие — отпадает необходимость в использовании дорогостоящих флюсов.
Все это говорит в пользу того, что пайка меди твердым припоем может быть легко осуществима при помощи различных припоев, что позволяет придать спайному шву любые необходимые свойства.
Неудивительно, что за счет своих уникальных свойств, медь — получила столь широкое распространение. На данный момент, в мире, более 90% всех работ данного типа приходится на медь и медные сплавы.
За счет высокой популярности материала, появилось множество разнообразных способов пайки, каждый из которых отлично подходит для применения в той или иной ситуации.
Большинство из них создано с целью упрощения процесса, при этом не теряя в качестве и надежности соединения.
Для ремонта электроприборов или иных мелких спаечных работ, в качестве припоя подойдет обычная пайка, путем соединения двух деталей расплавленным металлом.
Но в случае с трубами — существуют более надежные способы.
Технология пайки твердым припоем
Не смотря на значительную схожесть процессов сварки и пайки, они довольно сильно разнятся в мелких деталях.
Основная разница заключается в том, что при сварке — соединение достигается за счет расплавления краев двух металлов и их последующего соединения в процессе остывания. С пайкой меди твердым припоем — немного по-другому.
Для лучшего понимания материала статьи ознакомьтесь с видео:
Соединение осуществляется за счет промежуточного материала, который выполняет функции клея. Он имеет значительно меньшую температуру плавления, чем спаиваемые материалы и как следствие расплавляется раньше и быстрее остывает.
Выбор припоя для пайки меди возможен из широкого спектра, но в бытовых условиях — проще всего использовать олово или никель.
Данные металлы легкодоступны и прочности создаваемого соединения будет вполне достаточно для большинства случаев.
Процесс сварки твердым припоем достаточно прост — припой расплавляется при помощи паяльного инструмента и помещается между двумя деталями, которые необходимо соединить.
После остывания получается довольно прочное соединение.
В общем виде, технология сильно напоминает склеивание, только клей достаточно быстро теряет свои свойства, так что в процессе иногда возникает необходимость подправлять материал.
Пайка труб из меди
Засчет отличной прочности, слабой окисляемости и простоты в работе, трубопроводы из меди стали очень популярны.
Одним из самых распространенных способов, которым осуществляется пайка медных труб твердым припоем, является, так называемая, капиллярная пайка.
Эта технология бы придумана на основе любопытного эффекта, который возникает в месте соприкосновения основного металла и припоя.
Видео инструкция:
За счет образования миниатюрных сосудов (капилляров), сила натяжения в месте пайки значительно возрастает, относительно силы натяжения самого припоя.
Как следствие — материал намертво прилипает и соединение получается значительно прочнее, нежели при обычном способе пайки.
Для того, чтобы пайка медных труб твердым припоем осуществилась капиллярным способом, необходимо соблюсти ряд важных условий, которые усилят получаемый при пайке эффект.
Для получения данного эффекта, используют телескопические соединения. При помещении медной трубы в фитинг, между внешним диаметром трубы и внутренним диаметром фитинга остается зазор не более 0,4 мм.
Данный зазор позволяет припою равномерно распределиться по всей поверхности трубы и обеспечить небольшую капиллярную систему, которой будет достаточно для создания сверхпрочного соединения.
stoydiz.ru
Пайка латунью в домашних условиях: особенности выполнения
Сплав цинка с медью называется латунью. Пайка латунью в домашних условиях — это довольно сложное занятие. Но с его помощью можно выполнить ремонт радиаторов отопления, труб или других изделий из цветного металла.

Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Особенности пайки
Чтобы качественно выполнить пайку различных изделий из цветного или хромированного металла, нужно знать особенности этого процесса. Во время этого процесса с поверхности деталей должна удаляться оксидная пленка. Обычная канифоль и канифольно-спиртовой состав, имеющиеся практически в каждом доме, не способны справиться с этой задачей. Поэтому нужно применять активные компоненты, основным ингредиентом которых должен быть хлористый цинк. Это поможет создать качественный флюс, способный повысить эффективность соединения деталей.
Материалы и инструменты для пайки латуни.
Для выполнения пайки в домашних условиях особое внимание следует уделить подбору припоя. Для этого лучше всего применять следующие составы:
- медно-фосфорный;
- серебряный.
Подобные составы довольно хорошо сочетаются с латунью, в составе которой находится большое количество меди. Главное условие применения такого припоя будет заключаться в том, что он должен обладать более низкой температурой плавления, нежели обрабатываемая деталь.
Для ремонта радиаторов отопления пайка в домашних условиях производится твердыми припоями на основе сплава фосфора с медью. Твердый припой в сравнении с мягким обладает большей прочностью. Это позволяет повысить качество подготавливаемого соединения.
Вернуться к оглавлению
Процесс пайки деталей
Зная особенности выполнения пайки в домашних условиях, можно переходить непосредственно к ее выполнению. Для этого понадобятся основание из асбеста, тигель из графита, газовая горелка и борная кислота.
Кроме того, понадобятся припой, флюс и бура. Бура — это раствор натриевых солей на основе кислоты. Она является неотъемлемым атрибутом подготовки качественного флюса. Без применения буры шов все равно получится, но его прочностные характеристики будут на довольно низком уровне. Особенно слабыми будут места изгибов, спайка на которых может быстро разойтись.
Первоначально надо приготовить припой. Для этого на одну долю меди или бронзы должны приходиться 2 доли серебра. Эти металлы кладутся в тигель, в котором будет осуществляться их нагрев. В качестве нагревателя будет использоваться газовая горелка. Для получения качественного сплава его нужно постоянно перемешивать. Это поможет получить однородную жидкую массу.
Таблица припоев для пайки.
Когда будет получена однородная смесь, ее нужно поместить в ванну с холодной водой. После ее остывания полученный сплав надо наломать в мелкие куски или напилить в стружку.
Для изготовления флюса понадобится по 20 г борной кислоты и буры. Их перемешивают со стаканом воды (250 мл). Подготовив все необходимые компоненты, можно переходить к процессу пайки в домашних условиях.
Для этого поверхность деталей обрабатывается флюсом и посыпается припойной стружкой. Затем нужно выполнить нагрев детали до 700-750°. Сделать это можно на газовой горелке. Во время этого процесса стоит опасаться перегрева, поскольку детали могут деформироваться.
Когда произойдет нагрев до требуемой температуры, выполняется соединение частей. После этого надо их оставить в неподвижном положении на 30-40 секунд.
Если спаиваемые элементы имеют массивную конструкцию, то их прогрев надо выполнять постепенно.
В этом случае удобнее воспользоваться обычным паяльником.
Конечно, выполнение данной операции требует больших усилий и опыта. Но чем чаще будет выполняться спайка различных элементов подобным образом, тем проще выполнять каждую последующую операцию.
moiinstrumenty.ru
Как паять медные листы
Медь, как материал, известен человек давно. Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Данный металл обладает уникальными характеристиками, что делает его незаменимым для производственных целей. Современный металлопрокат производит множество разных продуктов из такого вещества, одним из которых является медный лист купить который сейчас легко и использовать в разных целях.

Но стоит отметить, что цена на медь довольно высока, что определяется ее уникальными характеристиками.
Основные методы пайки
Существует несколько способов спаять медь, которые кардинально отличаются друг от друга. Качество такого процесса зависит от определенных условий и технических показателей самого материала.
Перед выполнением таких работ следует определиться с одним из методов ее выполнения:
- При спайке мелких деталей их нагревают до температуры плавления оловянно-свинцового припоя, с помощью которого и осуществляют их соединение. Флюсы, применяемые в данном процессе, должны быть канифольного основания.
- Перед тем как приступать процедуре паяния, следует предварительно нанести флюс и припой (тонким слоем) на поверхность самих деталей, не забыв при этом их ровно распределить. Потом нужно обе части соединить между собой и начать их греть до тех пор, пока нанесенное вещество не будет плавиться. После чего следует убрать паяльник и дать остыть изделию. При пайке посуды нужно применять чистое олово.

Соединяем массивные детали
Не всегда размер листа такой, что позволяет его прогреть с помощью паяльника. В таком случае используют специальную горелку, а пайку производят уже медным припоем, который является более прочным, нежели другие варианты.
Процесс соединения листов таким способом производиться с помощью специальных инструментов, таких как газовая горелка, сам припой с флюсом и кислотой и др. Затем обе части зажимают в тисках, а между ними оставляют небольшое расстояние.
После чего на поверхность наносят флюс и производят нагрев. Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Иногда для пайки используют молотковые паяльники, которые предварительно нагреваются или на открытом огне или горелкой, припоем в таком случае выступает олово.
Пайка меди в видео:
Твитнутьpostroyka.org
Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром
Медь, латунь и алюминий – знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.
Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
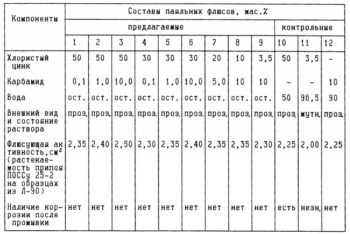
Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- Флюс используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
Пайка меди.
Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.

Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
tutsvarka.ru
Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.

Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.

Как правильно паять медь газовой горелкой
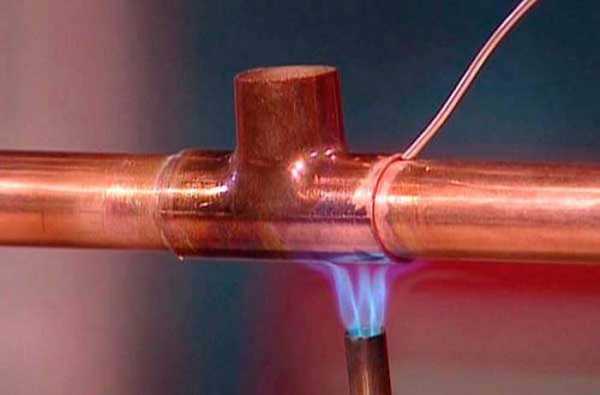
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
oxmetall.ru