Паспорт гильотинных ножниц – НА3121 и Н3121 – конструкция и особенности гильотинных ножниц + Видео
alexxlab | 17.04.2016 | 1 | Вопросы и ответы
НА3121 и Н3121 – конструкция и особенности гильотинных ножниц + Видео
Механические гильотинные ножницы НА3121 и гильотина Н3121 были созданы сотрудниками конструкторского бюро Шимановского комбината, специализирующегося на изготовлении кузнечно-прессовых агрегатов.
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.

Рекомендуем ознакомиться
Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.

У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
2 Ножницы гильотинные Н3121 – паспорт и характеристики
Паспорт станка содержит следующие его технические данные:
- максимальная длина заготовок для резки – 200 см;
- масса – 7000 кг;
- ширина (по заднему упору) отрезаемой заготовки – 50 см;
- тормоз – ленточного типа;
- количество кромок для резки – 4 штуки;
- мощность двигателя – 18,5 кВт;
- наибольшее усилие реза – 50000 кгс;
- количество ходов режущего инструмента – от 40 и более в минуту;
- усилие прижима – 2900 кг;
- дистанция между стойками – 228,5 см;
- наклон ножа (угол) – 2°10′.
Ножи твердостью от 54 до 58 НRC для описываемой гильотины производят по Государственному стандарту 5950–73 из горячекатаных листов стали 6ХВ2С, 5ХВ2С, 6ХС. Их вес равняется 4,08 килограммам.

Ножницы состоят из таких основных конструктивных элементов:
- привод;
- станина;
- система смазки и электрического оборудования;
- прижимная и ножевая балка;
- муфта выключения;
- защитная решетка и ограждения;
- задний упор;
- стол;
- приводные валы.
Станина выполняется в сварной форме из листового металла. Три стяжки и рабочий стол соединяют в одно целое боковые стойки станка. Нижнее режущее приспособление (нож) крепится к столу. Оно позволяет задавать конкретную величину зазора и регулировать его значение.
Привод гильотины обеспечивается через редуктор цилиндрического вида с двумя ступенями и клиноременную передачу двигателем. Ножевая балка устройства через шатуны принимает движение (возвратно-поступательное) от коленвала. Для ее уравновешивания имеется специальный механизм пружинного принципа действия (его так и называют – уравновешивателем).
Муфта агрегата выполнена в жесткой форме, располагает электромагнитом и двумя шпонами (поворотными). Ее конструкция существенно уменьшает расходы на эксплуатацию гильотинных ножниц, так как они функционируют без подачи воздуха.

К рабочему столу лист, который разрезают, прижимается штоками. Принцип соединения шатунов с ножевой балкой позволяет повышать на 2 сантиметра высоту ножей. Такая функция очень важна, так как дает возможность осуществлять резку листа в продольном направлении.
3 Гильотина НА3121 – характеристики и описание ножниц
Производится установка с параметрами, которые отвечают требованиям Технических условий 1983 года 2–041–1068. Используется данный станок, выполненный с верхним вариантом привода, чаще всего на заготовительных участках предприятий, занимающихся машиностроением.
Ножевая балка получает вращение от двигателя мощностью 17 кВт. Передается оно на эксцентриковый вал через тормозную муфту, передачу (клиноременную), редуктор (имеет цилиндрическую форму). После этого вращение поступает на кривошипно-шатунное устройство и только затем на балку.
Стол агрегата с нижними ножами, присоединяемыми к нему посредством винтов, опирается на стойки. Последние между собой скреплены гнутыми швеллерами, образуя станину. Зазор между нижними и верхними ножами регулируется передвижением стола по горизонтали.

Ножевая балка с ножами (верхними) представляет собой усиленную ребрами жесткости Г-образную сварную конструкцию. Боковые и передний упоры присоединены к столу. Задний упор монтируется на задней части ножевой балки, устанавливают его винтовым механизмом.
Пневматическая тормозная муфта фрикционного вида является жесткоблокированной, находится она на приводном валу (на левом его окончании). Уменьшение динамических нагрузок и компенсацию веса балки (ножевой) обеспечивают уравновешиватели (пневматические).
На подмоторной плите станка расположен электрический двигатель, который соединяется со станиной шарнирно. Тормоз насажен на коленвал (на правый его конец). Он обеспечивает периодичность приостановки станка за счет того, что шкив установлен к оси коленчатого вала эксцентрически. Торможение возможно в тот момент, когда балка (ножевая) достигает верхнего своего положения (силы инерции нивелируют явление ее забегания).

- электромагнитное управление: магнит начинает функционировать по команде оператора станка (нажатие на педаль либо кнопку на пульте управления), возможна и автоматическая его работа.
- муфта включения: расположена в ступице колеса (зубчатого) на коленвале, состоит из запорных и рабочих шпонок, двух неподвижных втулок и пружин;
- задний упор: необходим для выполнения резки листов в поперечном направлении, в его конструкции предусмотрены цилиндрические по форме рейки, передвижение коих позволяет устанавливать линию упора на требуемую дистанцию от кромки режущего инструмента;
- ограждение: необходимо для защиты вращающих частей гильотины, представляет собой четыре кожуха из стали толщиной 1,6 мм, они закрывают тормозной механизм агрегата, маховик передачи, шкив двигателя и приводные валы.
tutmet.ru
Н3118 ножницы гильотинные кривошипные: паспорт, характеристики
Для разрезания листового металла применяется специальной оборудование, которое называют гильотиной. Конструктивные особенности определяют возможность быстрой обработки стали и других сплавов путем резания. Ножницы гильотинные Н3118 – распространенный представитель рассматриваемой группы оборудования, о котором поговорим подробнее.
 Гильотинные ножницы Н3118
Гильотинные ножницы Н3118Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Технические характеристики
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Технические характеристики
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Скачать паспорт гильотинных ножниц Н3118
Скачать чертежи быстроизнашиваемых деталей Н-3118
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.

Гильотина в цеху
Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
НА3121 Ножницы гильотинные с наклонным ножом для листового металлаСхемы, описание, характеристики
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Машина на33121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель
Ножницы гильотинные механические с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
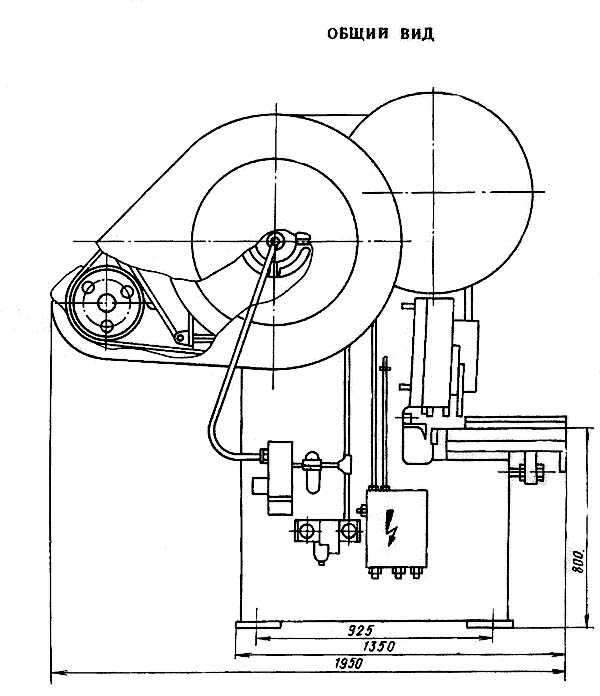
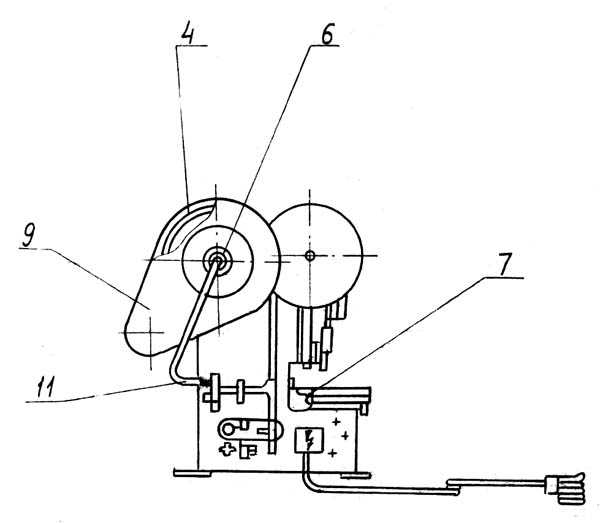
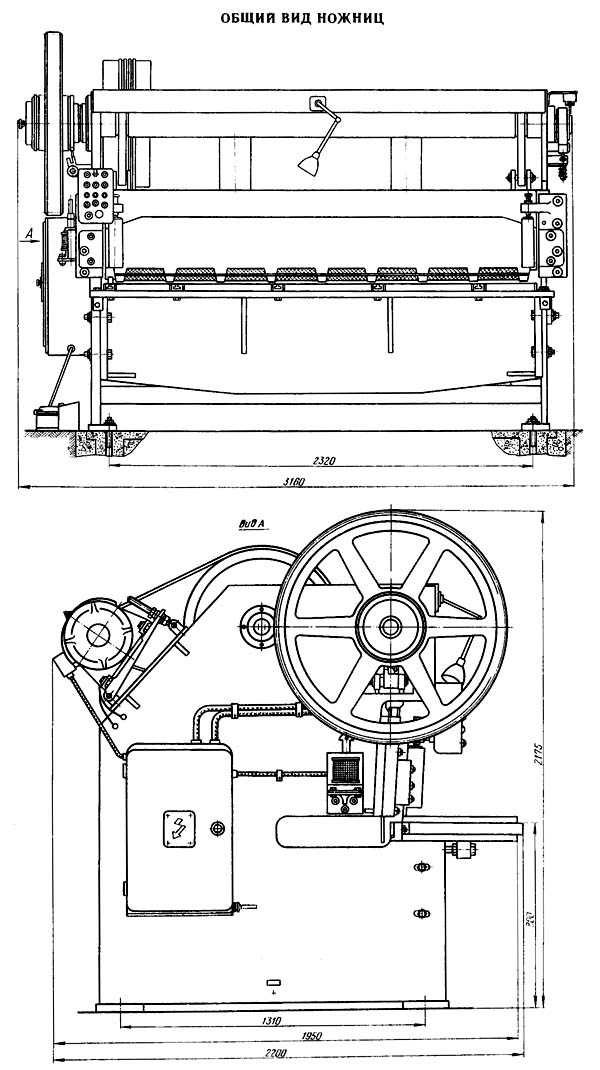
Общий вид гильотинных ножниц НА3121
Посадочные и присоединительные базы ножниц НА3121
Общий вид гильотинных ножниц НА3121

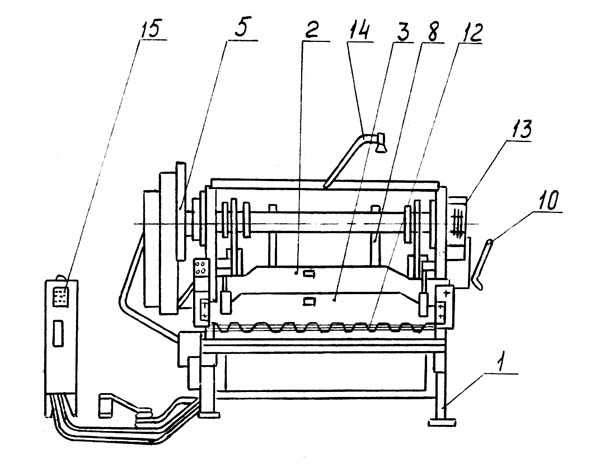
Составные части гильотинных ножниц НА3121
Спецификация составных частей гильотинных ножниц НА3121
- Станина – НА3121-11-001
- Ножевая балка – НА3121-31-001
- Прижимная балка – НА3121-32-001
- Привод – НА3121-21-001
- Редуктор цилиндрический – НА3121-22-001
- Вал приводной – НА3121-23-001
- Задний упор – НА3121-33-001
- Уравновешиватель – НА3121-45-001
- Ограждение – НА3121-71-001
- Система смазки – НА3121-81-001
- Воздухопровод – НА3121-43-001
- Ограждение зоны peзa – НА3121-72-001
- Установка БВК – НА3121-44-001
- Освещение линии реза – НА3121-76-001
- Ящик управления – Я9102
Расположение органов управления ножниц НА3121
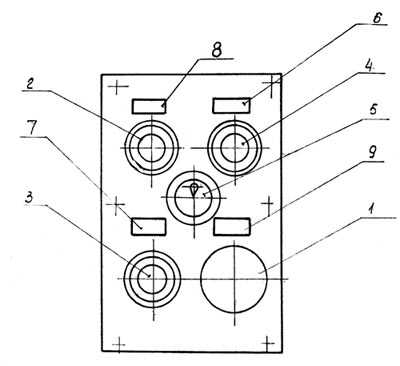
Перечень органов управления на пульте ножниц НА3121
- Кнопка «Общий стоп”
- Кнопка “Стоп непрерывных ходов”
- Кнопка “Включение муфты”
- Кнопка “Пуск двигателя”
- Переключатель освещения
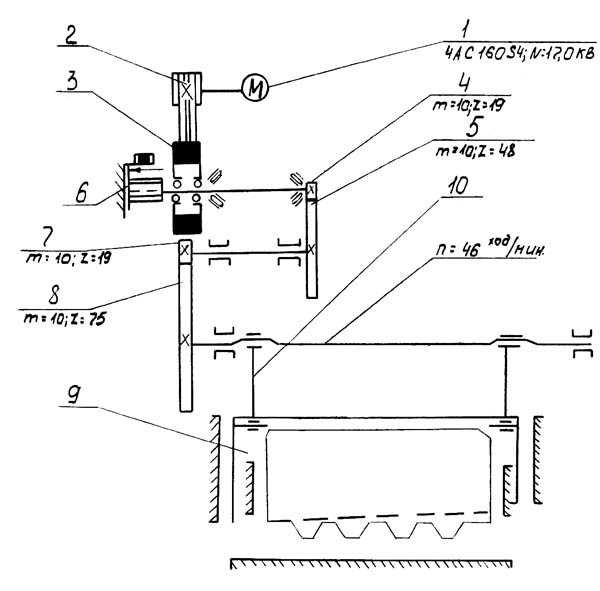
Кинематическая схема ножниц НА3121
Конструкция гильотинных ножниц НА3121
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина гильотинных ножниц НА3121
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи.
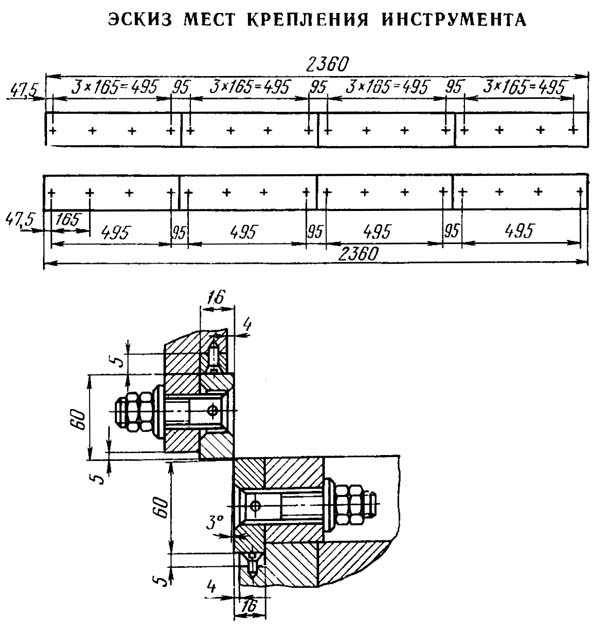
Для регулировки зазора между ножами стола и ножевой балки стол перемещается болтами, ввернутыми в торцы станины при расслабленных болтах крепления стола. Установка ножа по высоте, при переточках, производится подшлифовкой прокладок, расположенных под ножами.
На столе имеются удлинители с Т-образными пазами.
На правом крае стола имеется зафиксированный штифтами удлинитель, в Т-образном пазу которого крепится упор поперечной резки. Для осуществления продольной резки этот упор снимается.
Привод приводные валы гильотинных ножниц НА3121
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и муфту включения на коленчатый вал.
Электродвигатель крепится к подмоторной плите, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками ушкового болта.
Муфта включения ножниц НА3121
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2, 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2.
Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который при работе ножниц отключает шпонки, соединенные между собой рычагами 5. При включении шпонок угол поворота их ограничивается пазом ведущей втулки 8.
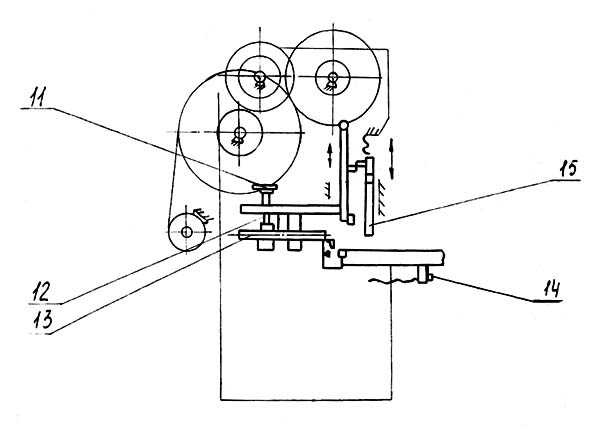
Балка ножевая ножниц НА3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами, в верхнем положении балка удерживается пружинами-уравновешивателями, шарнирно-соединенными с балкой, а при ремонте фиксируется в верхнем положении двумя штырями Ø25, вставленными в отв. направляюших ножевой балки.
Прижим и решетка защитная ножниц НА3121
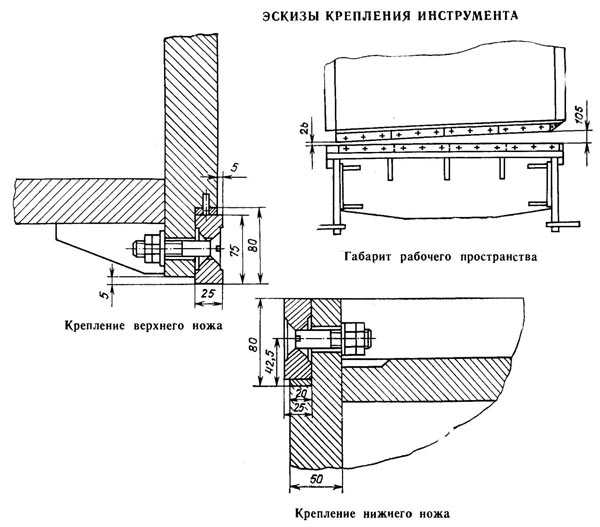
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез. Это достигается за счет установки балки на высоту 24 мм, а ножевой — 26 мм от поверхности стола.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим прижимной балки прикреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При работе ножниц решетка опущена при этом: винт М8Х40 слева нажимает на шток микропереключателя, а винт справа ограничивает поворот решетки к прижиму.
В случае необходимости решетка может быть поднята вверх, при этом включение ножниц невозможно — разомкнуты контакты переключения. В опущенном и поднятом положении решетка удерживается пружиной 2X16.
Упор задний ножниц НА3121
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
Уравновешиватель ножниц НА3121
Уравновешиватель служит для удержания ножевой балки в верхнем положении после каждого одиночного хода — при ремонте ножниц или смене ножей. Состоит из двух наборов пружин, установленных в стаканах, приваренных к верхнему швеллеру станины. Штоки шарнирно соединены осями с ножевой балкой. При опускании балки, во время реза, штоки сжимают пружины. При обратном ходе пружины, разжимаясь, способствуют поднятию, ножевой балки. Оба набора пружин рассчитаны на усилие 1,0 тонны при верхнем положении балки.
Тормоз ножниц НА3121
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентрического расположения шкива по отношению к оси коленвала.
Торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
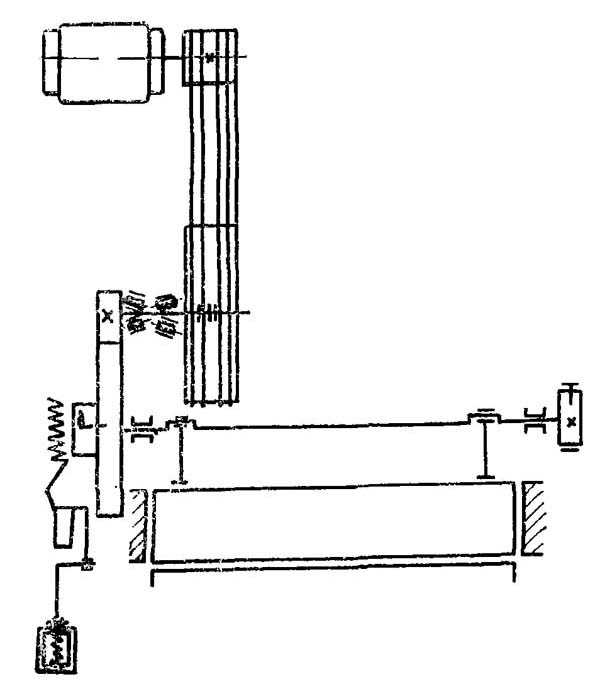
Электромагнитное управление ножниц НА3121
При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем, освобождая зацепляющийся с ним хвостовик, связанный с рабочей шпонкой, После этого под действием пружин шпонки поворачивается и включается коленвал. Происходит рез. Если оператор не отпустит кнопку или педаль в режиме «Одиночный ход», срабатывает электрическая блокировка (см. раздел электрооборудование).
Для повторения рабочего хода кнопку или педаль следует отпустить, затем снова нажать. При автоматической работе якорь электромагнита устанавливается на ход 40 мм, а при работе на одиночных ходах — на 20 мм.
Ограждение ножниц НА3121
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм и служит для ограждения вращающихся деталей ножниц. Ограждение состоит из четырех кожухов, которые закрывают шкив мотора и маховик клиноременной передачи, шестерки приводных валов и тормоз ножниц.
Болтами М10 все кожуха прикреплены к станине.
Централизованная смазка ножниц НА3121
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели. Через все установленные на ножницах индивидуальные масленки смазка производится при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен.
В процессе работы ножницы нужно смазывать так чтобы смазка поступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
Схема электрическая принципиальная гильотинных ножниц НА3121

Чертеж ножа гильотинных ножниц 16 х 60 х 540
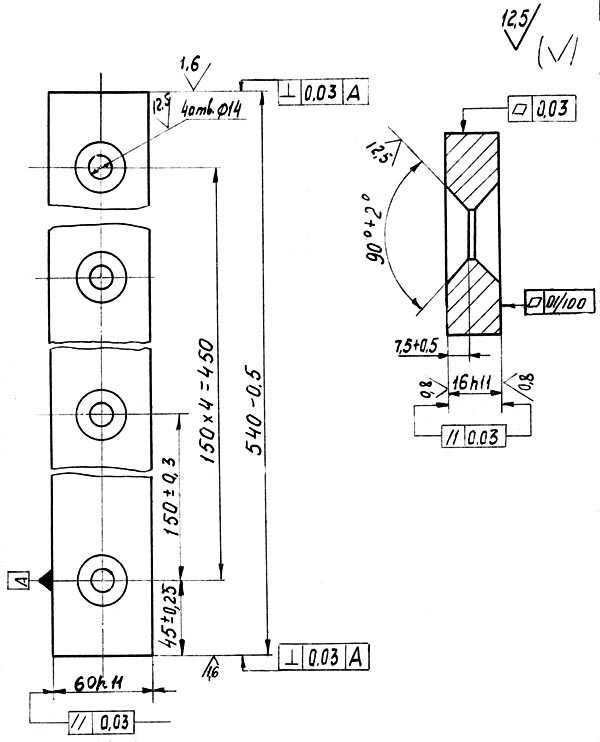
Нож для гильотинных ножниц НА3121-11-418
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- Масса 4,08 кг
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей 2.16 x 60 x 540.1.750 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом. Видеоролик.
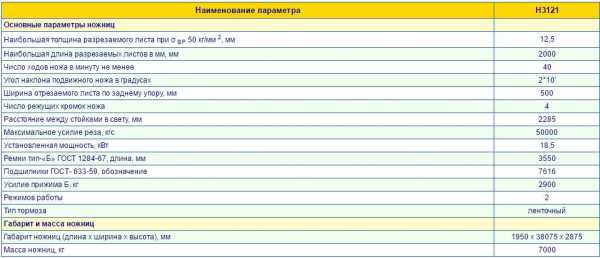
Технические характеристики гильотинных ножниц НА3121
| Наименование параметра | Н3121 | НА3121 |
|---|---|---|
| Основные параметры ножниц | ||
| Класс точности | 2 | 2 |
| Наибольшая толщина разрезаемого листа при σ BP, не более – 500 МПа (50 кг/мм2), мм | 12,5 | 12,0 |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 40 | 46 |
| Угол наклона подвижного ножа в градусах | 2°10′ | 2°10′ |
| Ширина отрезаемого листа по заднему упору, мм | 500 | 1000 |
| Число режущих кромок ножа | 4 | 4 |
| Расстояние между стойками в свету, мм | 2285 | 2235 |
| Максимальное усилие реза, кН (кгс) | 500 (5000) | 500 (5000) |
| Ремни тип-«Б» ГОСТ 1284-67, длина, мм | 3550 | |
| Подшипники ГОСТ-633-59, обозначение | 7616 | |
| Усилие прижима, кН (т) | 29 (2,9) | 29 (2,9) |
| Режимов работы | 2 | 2 |
| Тип тормоза | ленточный | ленточный |
| Тип муфты | с поворотной шпонкой | с поворотной шпонкой |
| Электрооборудование | ||
| Электродвигатель, кВт (об/мин) | 18,5 () | 17 () |
| Габарит и масса ножниц | ||
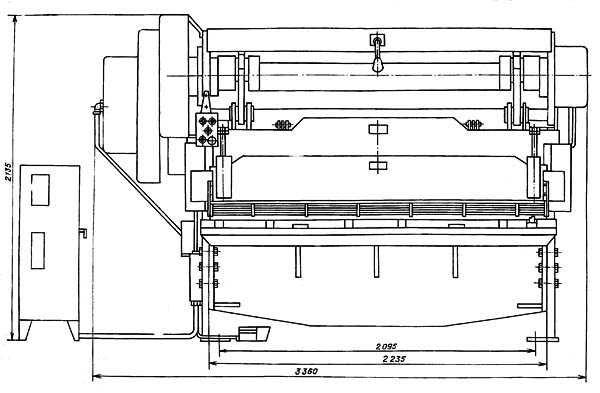
| Габарит ножниц (длина х ширина х высота), мм | 1950 х 38075 х 2875 | 1950 х 3360 х 2135 |
| Масса ножниц, кг | 7000 | 7000 |
Полезные ссылки по теме
Каталог справочник гильотинных ножниц
Паспорта гильотинных ножниц
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Ножницы Н-3121 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
forkettle.ru
Н3121 Ножницы гильотинные кривошипные листовые
Шимановский завод кузнечно-прессового оборудования совместно с Львовским заводом алмазного инструмента наладили выпуск гильотины серии Н, которые стали повсеместно использоваться при необходимости обработки листового материала. Гильотины серии Н – кривошипные ножницы, проводящие резание по различному металлу, предназначенные для продольного и прямолинейного изменения размеров листа. Листовые заготовки могут быть обработаны по предварительно нанесенной разметке или по установленным упорам: заднему и боковому. Характеристики Н3121 определяют возможность использования оборудования в условиях среднего и крупносерийного производства.
 Кривошипные гильотинные ножницы Н3121
Кривошипные гильотинные ножницы Н3121Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м2, так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Скачать паспорт гильотинных ножниц Н3121
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.
Конструктивные особенности
Конструктивные особенности Н3121 определяют основные характеристики. При рассмотрении конструкции можно выделить нижеприведенные моменты:
- При изготовлении станины используется листовая сталь. Гильотина Н имеет сварное основание.
- Рассматриваемые кривошипные гильотинные ножницы имеют две боковые стойки, которые соединены со столом и тремя специальными стяжками.
- Габаритные размеры. Вид спереди.
- Габаритные размеры. Вид сбоку.
- Для установки необходимого зазора стол Н3121 имеет специальный механизм регулировки.
- Привод, который установлен на кривошипные ножницы, представлен электродвигателем.
- Переда усилия проводится через клиноременную передачу. Ее использование при создании кривошипных ножниц оправдано при причине того, что при превышении показателя допустимой нагрузки происходит проскальзывание ремня. Этот момент позволяет защитить электродвигатель Н3121 от искривления вала или другого повреждения по причине превышения нагрузки.
- В передаче усилия также участвует цилиндрический редуктор, который имеет две ступени. Конструкция редуктора кривошипных ножниц представлена закрытым типом, что позволяет значительно снизить уровень шума во время работы.
- Ножевая балка, которая становится исполнительным элементом конструкции Н3121, получает движение возвратно-поступательного типа от коленчатого вала и шатуны.
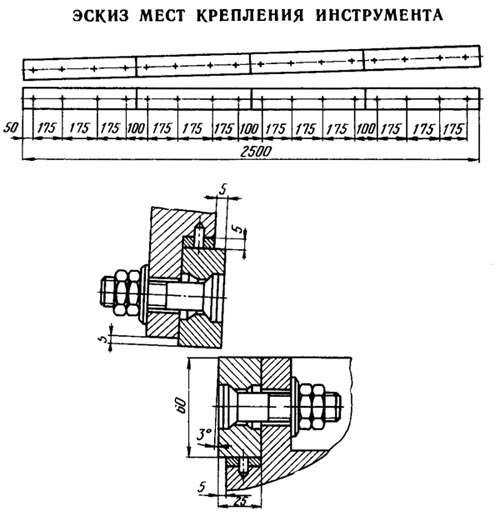
Места крепления инструмента
- Уравновешивается положение балки при помощи пружин. Пружина позволяет значительно повысить точность передаваемого усилия.
- Два шатуна отвечают за передачу усилия, специальный шкив, эксцентрично расположенный, обеспечивает торможение ножа в верхней точке. Это позволит исключить вероятность забегания ножа под действием силы инерции. Именно поэтому кривошипные гильотинные ножницы могут работать с высокой скоростью.
- Муфта включения имеет две поворотные шпонки и электромагнит. Особенности конструкции муфты Н3121 обеспечивают надежную работу ножа без системы подкачки сжатого воздуха, что значительно упрощает конструкцию и снижает эксплуатационные расходы.
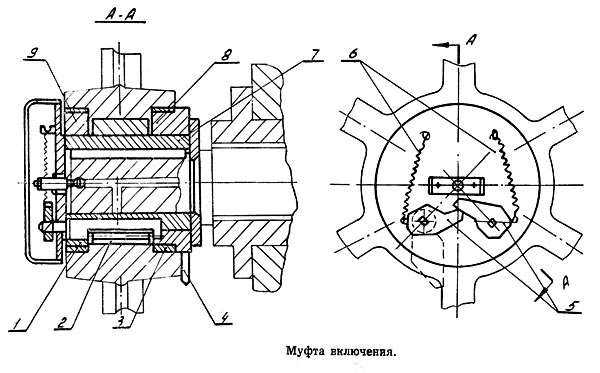
Чертеж муфты включения
- Для повышения точности работы кривошипных ножниц используется специальная прижимная балка. При этом ее движение происходит в зависимости от положения ножевой балки.
- Модель Н3121 имеет задний упор, который также позволяет значительно повысить точность обработки.
- Для повышения безопасности работы конструкция имеет защиту в виде решетки. Именно поэтому кривошипные гильотинные ножницы модели Н3121 используются при организации автоматической подачи.
- Управление кривошипными ножницами проводится при помощи специального кнопочного пульта. Есть возможность установки автоматического процесса резания, когда оборудование будет проводить резку по установленным параметрам до момента остановки. Также есть возможность установить единичный ход.
- Есть специальный механизм поддерживания отрезаемого листа, что повышает точность обработки. Также прижим материала проводится штоками, которые имеют пружины.
- Задний упор установлен с тыльной стороны и используется при поперечной резке. Его конструкция состоит из цилиндрических резок, которые могут быть перемещены при необходимости оператором вручную. В паспорте указаны максимальные значения, которые можно выставить при помощи упора.
- Уровновешиватель представляет собой специальный механизм, который удерживает нож в верхнем положении после выполнения одиночного хода. Механизм простой, состоит из двух пружин, которые крепятся к швеллеру станины при помощи специальных стаканов.
- Немаловажным элементов конструкции можно назвать тормоз. Он расположен на правом конце коленчатого вала, который передает усилие на нож. Торможение происходит за счет эксцентрично расположенного шкива относительно оси коленчатого вала.
- Электрическая схема
- Кинематическая схема
- переключатель, позволяющий перевести режим с одиночного хода на автоматический;
- переключатель, позволяющий перевести управление с кнопочного пульта на педали;
- кнопка полной остановки;
- выключатель цепи питания;
- пуск установленного привода;
- кнопка управления «одиночный ход».
- наибольшая толщина разрезаемого металла 12,5 миллиметров;
- наибольшая длина листа 2 000 миллиметров;
- минимальное число ходов ножа в автоматическом режиме за одну минуту 40 раз;
- ширина листа по заданному упору составляет 500 миллиметров;
- максимальное усилие 50 000 кгс;
- мощность установленного электродвигателя составляет 18,5 квт;
- усилие прижима – максимальное значение 2 900 кг;
- тип установленного тормоза – ленточный;
- масса оборудования 7 000 килограмм.
Электромагнитное управление позволяет обеспечить один рез при установке одиночного хода даже в случае, если педаль или кнопка небыли вовремя отпущены. В данной ситуации срабатывает специальный блокиратор.
Вышеприведенные моменты определяют основные характеристики рассматриваемого оборудования. При изготовлении модели учитываются нормы, установленные по ГОСТ 6282-64.
Орган управления
Управление Н3121 проводится при помощи специального пульта, который имеет следующий функционал:
Управлять ножницами может один оператор.
Основные эксплуатационные характеристики
При приобретении ножниц следует обратить внимание на паспорт, в котором указывается основная информация. Как правило, паспорт содержит следующую информацию:
Технические характеристики
Вышеприведенная информация указана в паспорте. Также в паспорте может быть указана кинематическая схема, которая используется при проведении ремонтных работ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Н3118 Ножницы гильотинные для листового металлаСхемы, описание, характеристики
Сведения о производителе гильотинных ножниц Н3118
Изготовителем ножниц Н3118 является Львовский завод алмазного инструмента.
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза. Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы в любой отрасли промышленности.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла – 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более – 500 МПа (50 кг/мм2)
- Максимальное усилие реза – 200 кН (20 тс)
- Частота ходов ножа, не менее – 55 мин-1
- Ход ножа – 80 мм
- Угол наклона подвижного ножа – 1°30′
- Мощность привода – 7,5 кВт
- Вес машины полный – 5,1 т
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
ВНИМАНИЕ! При резке полос шириной менее 12 мм возможно заклинивание полосы между линейкой заднего упора и ножами в связи с не деформацией.
Общий вид гильотинных ножниц Н3118
Общий вид гильотинных ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Фото гильотинных ножниц с наклонным ножом Н3118

Фото ножниц Н3118

Фото ножниц Н3118

Фото ножниц Н3118
Кинематическая схема ножниц Н3118
Кинематическая схема ножниц Н3118
Расположение органов управления гильотинными ножницами Н3118

Пульт управления ножницами Н3118
Перечень органов управления на пульте управления ножницами Н3118
- Переключатель режима (ПP) “Одиночный ход” – “Автоматический ход”
- Переключатель режима (ПУ) “Управления педалью” – “Управление кнопками”
- Кнопка «Одиночный ход»
- Пуск двигателя
- Выключатель цепи управления
- Кнопка «Общий стоп”
- Кнопка «Стоп” автоматических ходов
Конструкция гильотинных ножниц Н3118
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина (рис. 10)
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек 1 и 3, связанных между собой уголками 2.
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 13, предварительно отпустив болты И и 12, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На столе имеются удлинители 7, с Т-образными пазами для крепления упоров.
На левом крае стола имеется зафиксированный штифтами удлинитель 8, в Т-образном пазу которого крепится упор 9 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 10, по которым перемещается ножевая балка.
Привод, приводной и коленчатый валы гильотинных ножниц Н3118 (рис. 11 и 12)
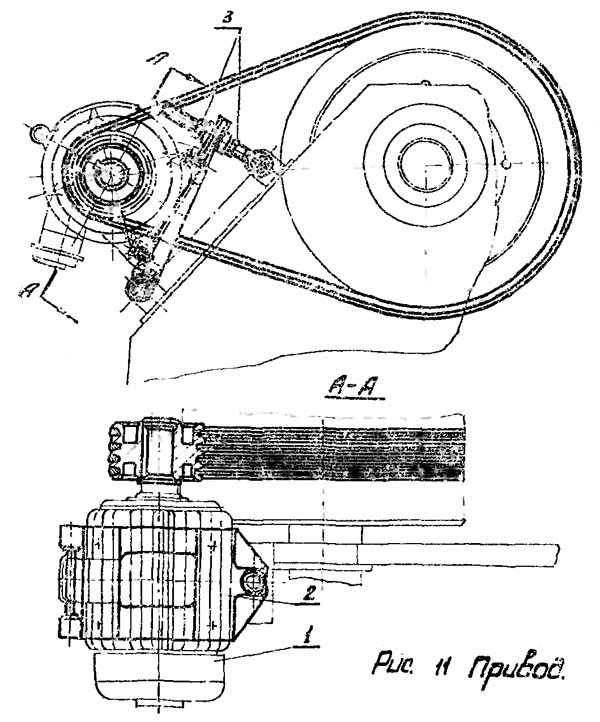
Привод гильотинных ножниц Н3118
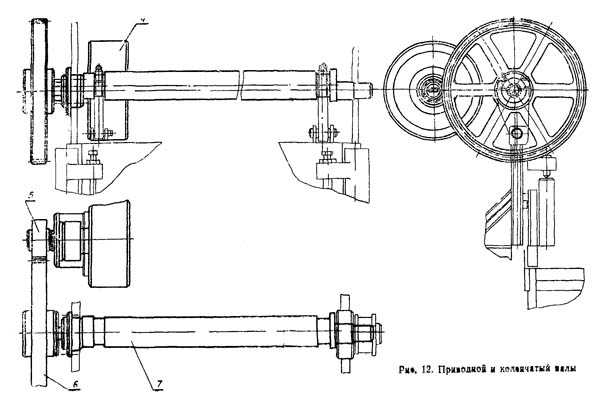
Приводной и коленчатый валы гильотинных ножниц Н3118
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118 (рис.13)
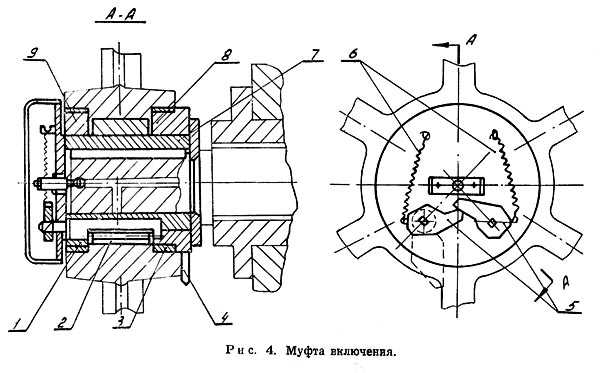
Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.15)
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.
Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Для получения одиночных резов переключатель ПР ставится в положение «одиночный ход», переключатель ПУ ставится в положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем 2, освобождая зацепляющийся с ним хвостовик 4 (рис. 13), связанный с рабочей поворотной шпонкой. После того под действием пружин 6 (см. рис. 13) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Регулировка зазора между ножами
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии разреза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола (см. рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 500 МПа (50 кг/мм2), максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1,5÷3; 3÷6,3. Зазор между ножами, мм. — 0,15; 0,35.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
Электрооборудование гильотинных ножниц Н3118
- Силовая цепь ~380 В 50 Гц
- Цепи сигнализации ~4 В
- Цепи управления ~36 В
- Цепь постоянного тока =24 В
- Главный привод – 7,5 кВт, 1500 об/мин, А02-51-4
Чертеж ножа гильотинных ножниц Н3118-11-402

Чертеж ножа гильотинных ножниц Н3118-11-402
Нож для гильотинных ножниц Н3118 16 х 60 х 590. Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Видеоролик.
Технические характеристики гильотинных ножниц Н3118
| Наименование параметра | Н3118 | |
|---|---|---|
| Основные параметры ножниц | ||
| Класс точности | 2 | |
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 6,3 | |
| Номинальное усилие реза, кН (тс) | 200 (20) | |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | |
| Число ходов ножа в минуту не менее | 55 | |
| Ход ножа, мм | 80 | |
| Угол наклона подвижного ножа в градусах | 1°30′ | |
| Ширина отрезаемого листа по заднему упору, мм | 900 | |
| Число режущих кромок ножа | 4 | |
| Расстояние между стойками в свету, мм | 2410 | |
| Максимальное усилие реза, кН (тс) | 500 (50) | |
| Усилие прижима, кг | ||
| Режимов работы | 2 | |
| Тип тормоза | ленточный | |
| Тип муфты | с поворотной шпонкой | |
| Электрооборудование | ||
| Электродвигатель, кВт (об/мин) | 7,5 (1500) | |
| Габарит и масса ножниц | ||
| Габарит ножниц (длина х ширина х высота), мм | 1930 х 3160 х 2175 | |
| Масса ножниц, кг | 5100 |
Полезные ссылки по теме
Каталог справочник однокривошипных прессов
Каталог справочник механических прессов
Паспорта и схемы к однокривошипным прессам и кузнечно-прессовому оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ПАСПОРТа на Ножницы гильотинные. Листовые. Комбинированные Пользовательский поиск |
Паспорт – это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. |
www.dokstan.ru