Плашки для нарезания резьбы таблица – Размеры плашек для нарезки резьбы
alexxlab | 25.10.2020 | 0 | Вопросы и ответы
Плашки для нарезания резьбы – виды, применение
Плашка для нарезания резьбы представляет собой металлическую основу (используется быстрорежущая или инструментальная легированная сталь) с рабочей частью в виде канавок с режущей кромкой. Посредством этого инструмента вы можете сделать резьбу на трубах, стержнях, болтах и прочем. Она может быть цилиндрической и конической. Важно: резьба должна нарезаться за один круг, только тогда она будет по-настоящему качественной.
Плашки с рабочей областью из калибрующих и режущих конических кромок подходит для нарезания конической резьбы. Калибрующий элемент отвечает за размер и профиль резьбы, а режущая — наносит ее.
Часто возникает вопрос – что такое лерка и в чем её отличие от плашки. Ранее существовало деление – плашками назывались наборные, регулируемые инструменты для подготовки резьб большого диаметра. Лерки – это цельные пластины с отверстием и канавками, как правило, малого диаметра. Сейчас обе разновидности инструмента чаще всего называют плашками.
Различают несколько типов подразделения плашек для нанесения резьбы.
1. Квадратная плашка.
2. Трубчатая плашка.
3. Круглая плашка.
4. Шестигранная плашка.
Так же классификация ведется по виду корпуса:
1. С цельным корпусом.
2. С раздвижным корпусом.
3. Разрезная плашка.
Способ нарезки резьбы тоже ведет к подразделению плашек на виды:
1. Плашки для нанесения круглой резьбы.
2. Плашки для нанесения цилиндрической резьбы.
3. Плашка для нанесения конической резьбы.
4. Плашка для нанесения дюймовой и метрической резьбы.
Кроме того, сама резьба может быть различной формы:
1. Круглой.
2. Упорной.
3. Треугольной.
4. Трапециевидной.
Наиболее популярными являются плашки для нанесения резьбы на круглые предметы. Благодаря ним можно сделать резьбу за одно прохождение. Они позволяют сделать крупную или мелкую резьбу, в миллиметрах или дюймах, на трубах или болтах и так далее. В общем, спектр применения довольно широк, ровно, как и круг возможностей. Однако они применяются, когда речь идет о втором классе точности.
Выбирая плашки для нарезания резьбы, обратите внимание на ее диаметр. Чем больше окружность, тем больше будет отверстий, которые сделаны для отвода стружки, образующейся в процессе нарезания. В свою очередь, чем больше количество этих отверстий, тем дольше прослужит вся плашка. Однако размер внешнего диаметра влияет на стоимость инструмента. Ведь чем он значительнее, тем больше при производстве использовалось стали и различных комплектующих, а это означает, что себестоимость увеличивается.
Маркировка на плашке поможет легко подобрать нужный Вам инструмент. Рассмотрим ее подробнее.
«М» — метрические плашки. Цифры рядом с буквой — М1 — обозначают диаметр изделия, на котором можно нарезать резьбу. Последующие цифры — М1*0,5 — говорят о шаге резьбы, то есть о расстоянии между витками.
«LH» — плашки для нанесения левосторонней резьбы. Нужны, чтобы нарезать левую резьбу. Используются довольно редко, например, в соединениях, которые вращаются.
«G» — плашки для нанесения резьбы на трубы. Цифры рядом с буквой — G1/2 — означают диаметр трубы. Он измеряется в дюймах, а не в миллиметрах, как в случае с метрическими плашками. В 1 дюйме 25,4 мм.
Небольшая таблица, переводим миллиметры в дюймы:
15мм труба – ½ дюйма
20мм – ¾
25мм – 1 дюйм
32мм – 1 ¼
Для примера: G 1/2, G 3/4 – такими плашками можно нарезать резьбу на полдюйма и на три четверти, это самые распространённые и часто используемые размеры, используются для систем водоснабжения жилых домов.
«K» — плашки для нанесения конической резьбы. Используются для получения резьбы под конус. Применяется в основном на производствах, для топливных трубопроводов, станков.
Далее рассмотрим, как правильно делать резьбу с помощью упомянутого инструмента.
Если речь идет о нанесении резьбы на трубу, то вам подойдет плашка с отверстием соответствующей величины, воротком и трубным зажимом. Клейма на плашках помогут вам с легкостью подобрать нужную. Резьба может быть левосторонней или правосторонней. Здесь не ошибиться с выбором так же поможет специальная маркировка на плашке. Буквы «LH», как уже упоминалось, означают, что инструмент предназначен для нарезания левосторонней резьбы. Так же нужно обращать внимание на марку стали изделия, на котором в скором времени появится резьба, и самой плашки.
Подготовка трубы, болта или прочего к процессу нанесения резьбы довольно проста. Посредством напильника немного обработайте место нанесения резьбы, а после намажьте его маслянистым веществом (можно использовать даже растительное масло).
Плашка вставляется в специальный вороток, а изделие — в зажим. Плашка надевается на изделие и теперь нужно сделать несколько оборотов. При этом нужно работать с нажимом, чтобы плашка врезалась в металл. Следите, чтобы инструмент и изделие были расположены строго перпендикулярно друг к другу. Не допускайте перекосов. Делая резьбу нужно совершать «подходы» по 2–3 оборота в нужном направлении и 0,5 оборота назад. Так будет продолжаться пока резьба не достигнет необходимой длины. Резьба будет более точной, если взять разрезную плашку. В ее конструкции имеются стопорные винты, позволяющие контролировать и изменять диаметр резьбы.
Что касается внутренней резьбы, то тут не обойтись без специального метчика. При этом их нужно использовать как минимум три — черновой, средний и чистовой. Они различаются по количеству рисок в хвостовой части. У чернового она одна, у среднего — две, а у чистового — три. С каждым метчиком нужно сделать по одному проходу.
rukoyat.ru
Плашка для нарезания резьбы: виды, предназначение, способы нарезки
Резьбовые соединения получили самое широкое распространение, что связано с их высокой надежностью и простотой использования. При необходимости на цилиндрической поверхности создать резьбовую поверхность можно самостоятельно, для чего используется плашка. Плашка для нарезания резьбы применяется в случае, когда нужно изменить форму наружной поверхности. Инструмент может применяться для работы с различными материалами. Современная лерка для нарезки резьбы обладает довольно большим количеством особенностей, к примеру, размеры плашек стандартизируются и подбираются в зависимости от диаметра наружной поверхности.
 Плашка для нарезания резьбы
Плашка для нарезания резьбыПредназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.

Лерка
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.

Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
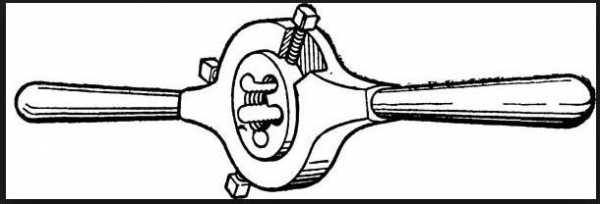
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
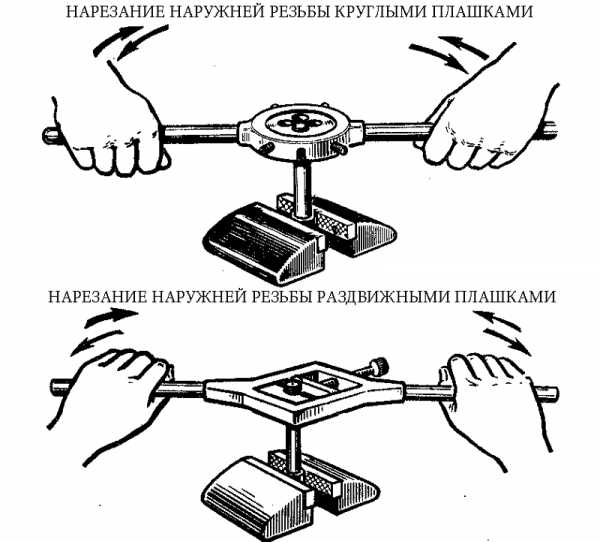
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
- Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам. Некоторые специалисты могут определить параметры изделия «на глаз».
- Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
- Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
- Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
- В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.

- Нанесение резьбы плашкой

- Нарезка резьбы при помощи плашки
Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
в чем заключаются особенности лерки
Для нарезания наружной резьбы может применяться плашка, которая называется леркой. Как правило, плашки для нарезки резьбы предназначены для обработки цилиндрических поверхностей. Существует просто огромное количество различных видов этого инструмента, все они обладают своими определенными особенностями.
Классификация плашек
В последнее время при изготовлении плашек применяется инструментальная сталь, которая обладает высокой устойчивостью к истиранию. Плашка для нарезания наружной резьбы может классифицироваться по следующим признакам:
- Форма.
- Способ нарезания.
- Конструкция корпуса.
 По форме различают следующие плашки:
По форме различают следующие плашки:
- В виде квадрата. Наружная часть корпуса может иметь форму квадрата, за счет чего упрощается передача усилия.
- Трубчатые получили весьма широкое распространение.
- В виде шестигранника.
- Инструмент с круглой формой корпуса также получил широкое распространение. Они позволяют получить резьбу мелкого или крупного шага, метрического или дюймового типа.
Лерка для нарезки резьбы по конструктивным признакам бывает следующего типа:
- Цельные — довольно простой инструмент, который имеет цельный корпус. Характеризуется низкой стоимостью и простотой в применении.
- Разрезные обладают сложной формой внутреннего пространства.
 Раздвижные имеют сложную конструкцию, которая может применяться для нарезания резьбы на цилиндрических поверхностях различного диаметра. Это обеспечивается за счет создания корпуса с подвижными элементами.
Раздвижные имеют сложную конструкцию, которая может применяться для нарезания резьбы на цилиндрических поверхностях различного диаметра. Это обеспечивается за счет создания корпуса с подвижными элементами.
По способу нарезания резьбы инструмент делится на следующие группы:
- Для круглой резьбы.
- Для цилиндрической.
- Для конической резьбы.
Наибольшее распространение получил инструмент круглой формы, так как он может использоваться для нарезания резьбы за один проход.
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.
Следует также учитывать нижеприведенную информацию:
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».

При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг.
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов. При изготовлении могут использоваться следующие металлы:
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
 Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
 Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
- Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
- С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
- Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
- Плашка закрепляется в специальном плашкодержателе. Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
- Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
- Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении. За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
tokar.guru
инженер поможет – Плашка для нарезания резьбы
Плашка или лерка – это инструмент для нарезания наружной резьбы на детали. Разновидностей плашек существует очень много, расскажу про те которые чаще всего используют дома и на производстве.

Все плашки используются вместе с плашкодержателем – это приспособление для ее зажима.
Плашкодержатель подходит одновременно под несколько диаметров плашек для нарезания резьбы. Лерка ставится во внутрь плашкодержателя и зажимается винтом, под который есть специальная выемка.
 Плашки с метрической резьбой
Плашки с метрической резьбой
Для нарезания метрической резьбы есть специальные метрические плашки. Метрическая резьба измеряется в миллиметрах, а в маркировке есть буква «М».
Например М6 или М8 – значит, что можно нарезать резьбу плашкой на 6 мм и 8 мм.
Размеры стандартных плашок для нарезания резьбы начинаются от 1мм до 60мм.
Шаг резьбы – это расстояние между витками. У каждой плашки есть основной шаг резьбы, а также несколько дополнительных, но дополнительные меньше основного шага резьбы.
Например возьмем плашку М 10. Её основной шаг – 1,75, но может быть и М10*1,5, М10*1, М10*0,75 и М10*0,5. С уменьшением шага витки резьбы располагаются ближе друг к другу.

Плашки с левой резьбой
Левые плашки используется очень редко. Такая лерка обозначается буквами “LH” и используется для нарезания левой резьбы, в соединениях, которые вращаются. Левая резьбы в них нужна для предотвращения раскручивания вращающихся деталей.
Плашки с дюймовой резьбой
Трубные плашки маркируются буквой «G», а измеряется она в дюймах. Напомню, что 1 дюйм равен 25.4мм
Если перевести на миллиметр в дюйм, то имеем
15 мм труба – ½ дюйма
20 мм – ¾
25 мм – 1 дюйм
32 мм – 1 ¼
Например G 1/2, G 3/4 – это плашки используемые я для систем водоснабжения жилых домов, а трубные конические применяются в резьбах под конус на производстве, для топливных трубопроводов ил для соединения узлов станка. У таких плашек в названии есть буква «K».

Плашки для нарезания резьбы делаются из быстрорежущей стали.
Среди современных производителей хорошо зарекомендовали себя львовский инструментальный завод и завод «туламаш» .
Примерные цены в 2016 году в рублях
М8 – 80
М14 – 90
М27 – 240
М48 – 570
G1/2 – 130
G3/4 – 170
G1 – 230
G2 – 840

engcrafts.com
Лерка для нарезки резьбы. Раскрываем особенности работы
 Формообразование резьбы в производственных и домашних условиях – часто вcтречающаяся проблема. Без подобных операций нельзя проложить сантехнические коммуникации, произвести ремонт и прокладку трубопроводов, изготовить крепёжную деталь. Лерки (плашки), как инструмент для получения резьбы на трубах и сплошных металлических стержнях – непременный атрибут домашнего мастера.
Формообразование резьбы в производственных и домашних условиях – часто вcтречающаяся проблема. Без подобных операций нельзя проложить сантехнические коммуникации, произвести ремонт и прокладку трубопроводов, изготовить крепёжную деталь. Лерки (плашки), как инструмент для получения резьбы на трубах и сплошных металлических стержнях – непременный атрибут домашнего мастера.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.

Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.

Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…70, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
proinstrumentinfo.ru
Виды плашек для нарезания резьбы
Плашки или лерки – это инструмент для нарезания различного типа резьбы, представляющие собой небольшие прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Основной тип плашек, используемый при производстве большинства резьбовых деталей, в первую очередь болтов, шпилек и др. крепежа. Используются для нарезания метрических резьб с треугольным профилем диаметром от 1 до 76 мм. Угол резьбы – под 60°. Маркируется буквой М и цифрой, означающей диаметр резьбы в мм. Выпускаются с различным шагом резьбы, означающим расстояние между витками. Для каждого диаметра есть лерка с основным шагом резьбы и несколькими дополнительными – мелкими и крупными.
Используются для нарезания левой резьбы, применяемой в конструкции многих машин и механизмов. Отличается направлением захода – левосторонним вместо обычного правого, т. е. выступ при обращении против часовой стрелки отходит вдоль оси от точки наблюдения. Такая резьба необходима во многих конструктивных решениях, в частности во избежание самопроизвольного раскручивания крепежа при вращении. Данные лерки для нарезания резьбы маркируются «LH», могут быть метрическими, трубными или дюймовыми в зависимости от типа нарезаемой резьбы, выпускаются в широком диапазоне диаметров.
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры – 1/2, 3/4 и 1 дюйм. Более редко используемыми являются 5/8, 7/8, 5/6 и 3/8 дюйма. Последние используются, как правило, в гидравлике. Выпускаются одно- и двухкомплектными, соответствуют требованиям ГОСТ 9740-71.
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов). Максимальная нагрузка на данный тип плашек прилагается при окончании нарезки. Поэтому, при машинной нарезке, желательно использовать патроны с защитой от чрезмерных нагрузок.
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне. Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали – Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Инструмент для нарезания резьб в дюймовой системе, принятой в Великобритании, Канаде, США и др. странах. Используется, как правило, для ремонта импортного оборудования, изготовления деталей по зарубежным чертежам и в др. целях. Плашки дюймовые используются для работы со сталью, чугуном и цветными металлами, изготавливаются, как правило, в 2-х и 3-комплектных вариантах с тремя классами точности. Различаются по типу дюймовой резьбы – BSW (основная крупная резьба с углом при вершине 55°), UNC и UNF – американские унифицированные резьбы с углом при вершине 60°, UNS, 8UN, UNEF и т. д.
mekkain.ru
инженер поможет – Плашка для нарезания резьбы
Плашка или лерка – это инструмент для нарезания наружной резьбы на детали. Разновидностей плашек существует очень много, расскажу про те которые чаще всего используют дома и на производстве.
Все плашки используются вместе с плашкодержателем – это приспособление для ее зажима.
Плашкодержатель подходит одновременно под несколько диаметров плашек для нарезания резьбы. Лерка ставится во внутрь плашкодержателя и зажимается винтом, под который есть специальная выемка.
Плашки с метрической резьбой
Для нарезания метрической резьбы есть специальные метрические плашки. Метрическая резьба измеряется в миллиметрах, а в маркировке есть буква «М».
Например М6 или М8 – значит, что можно нарезать резьбу плашкой на 6 мм и 8 мм.
Размеры стандартных плашок для нарезания резьбы начинаются от 1мм до 60мм.
Шаг резьбы – это расстояние между витками. У каждой плашки есть основной шаг резьбы, а также несколько дополнительных, но дополнительные меньше основного шага резьбы.
Например возьмем плашку М 10. Её основной шаг – 1,75, но может быть и М10*1,5, М10*1, М10*0,75 и М10*0,5. С уменьшением шага витки резьбы располагаются ближе друг к другу.
Плашки с левой резьбой
Левые плашки используется очень редко. Такая лерка обозначается буквами “LH” и используется для нарезания левой резьбы, в соединениях, которые вращаются. Левая резьбы в них нужна для предотвращения раскручивания вращающихся деталей.
Плашки с дюймовой резьбой
Трубные плашки маркируются буквой «G», а измеряется она в дюймах. Напомню, что 1 дюйм равен 25.4мм
Если перевести на миллиметр в дюйм, то имеем
15 мм труба – ½ дюйма
20 мм – ¾
25 мм – 1 дюйм
32 мм – 1 ¼
Например G 1/2, G 3/4 – это плашки используемые я для систем водоснабжения жилых домов, а трубные конические применяются в резьбах под конус на производстве, для топливных трубопроводов ил для соединения узлов станка. У таких плашек в названии есть буква «K».
Плашки для нарезания резьбы делаются из быстрорежущей стали.
Среди современных производителей хорошо зарекомендовали себя львовский инструментальный завод и завод «туламаш» .
Примерные цены в 2016 году в рублях
М8 – 80
М14 – 90
М27 – 240
М48 – 570
G1/2 – 130
G3/4 – 170
G1 – 230
G2 – 840
engcrafts.com