Плоскошлифовальный станок 3б722 паспорт – 3Б722, 3722 – станок плоскошлифовальный, Липецк. Паспорт, Руководство, Альбом чертежей, Акт приемки – Плоскошлифовальные станки
alexxlab | 03.07.2019 | 0 | Вопросы и ответы
Паспорт на плоскошлифовальный станок 3Б722 / Шлифовальные станки / Stanok-online.ru
Печать документации: Липетский станкостроительный завод
Год печати документации: –
Количество папок: 2
Количество страниц, листов: 108
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство по уходу и обслуживанию
Содержание:
1. Назначение станка
2. Указания по транспортировке
3. Указания по установке
4. Указания по подготовке станка к первоначальному пуску
5. Проверка условий для безопасной работы
6. Паспорт
Общие сведения и основные данные
Общая компановка станка
Спецификация узлов
Органы управления станка
7. Кинематическая схема станка
8. Конструкция станка
9. Смазка станка
10. Приложение:
Выбор характеристики шлифовального круга
Правила установки шлифовального круга
2. Альбом чертежей быстроизнашивающихся и запасных деталей
Схемы и чертежи станка:
– Внешний вид станка чертёж
– Схема транспортировки станка
– Фундамент станка чертёж
– Эскиз Т-образных пазов стола чертёж
– Компановка станка чертёж
– Кинематическая схема
– Станина и стол чертёж
– Колонка чертёж
– Механизм вертикальной подачи чертёж
– Механизм ускоренного перемещения чертёж
– Каретка чертёж
– Шлифовальная бабка чертёж
– Коробка конечных выключателей чертёж
– Гидравлическая схема станка
– Схема смазки станка
– Насосная установка чертёж
– Панель управления стола чертёж
– Гидрокоробка для подач шлифовальной бабки чертёж
– Цилиндр стола и цилиндр шлифовальной бабки чертёж
– Гидрокоробка смазки направляющих стола чертёж
– Золотник вертикальной подачи чертёж
– Цилиндр вертикальной подачи чертёж
– Панель управления стола чертёж
– Панель управления гидрокоробки подач чертёж
– Установка салазки чертёж
– Принципиальная электрическая схема
– Монтажная электрическая схема
– Установка шлифовального круга для балансировки чертёж
– Приспособление для правки шлифовального круга чертёж
Краткое описание станка:
Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем модели 3Б722 предназначен для шлифования плоскостей различных изделий периферией круга. Шлифуемые изделия в зависимости от материала, формы и размеров могут закрепляться на магнитной плите или непосредственно на рабочей поверхности стола. На базе станка выпускается полуавтомат, работающий на полуавтоматическом цикле, при котором вся обработка изделий, кроме загрузки и разгрузки, производится автоматически. Станок имеет общие основные конструктивные решения. По направляющим станины перемещается возвратно-поступательно стол. На центрально расположенной тумбе, привёрнутой к станине, крепиться колонка, по вертикальным направляющим которой перемещается каретка со шлифовальной бабкой.
Слева за станиной расположена насосная установка, на которой смонтирован узел смазки, справа – бак с охлаждающей жидкостью, на котором укреплён магнитный сепаратор. Станок снабжён прибором активного контроля, определяющий цикловые команды. По направляющим станины перемещается стол, несущий цилиндр. Направляющие станины закрыты двумя гибкими лентами. Ленты проходят в окна стола, образованные телом стола и привёрнутыми направляющими. Концы лент натянуты и неподвижно укреплены на торцах станины. При натяжении ленты отпускают гайки и вращением винта перемещают вниз колодку с укреплённой на ней лентой, после чего вновь затягивают гайки. Ролики, укреплённые в провёрнутых планках, служат для того, чтобы ленты при движении стола прилегали к направляющим станины.
stanok-online.ru
Паспорт 3Б722 Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем (Липецк)
Наименование издания:
Часть 1: Руководство по уходу и обслуживанию – 78 страниц
Часть 2: Альбом чертежей быстроизнашивающихся и запасных деталей – 30 страниц
Выпуск издания: Липетский станкостроительный завод
Год выпуска издания: –
Кол-во книг (папок): 2
Кол-во страниц: 108
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по уходу и обслуживанию
1. Назначение станка
– Внешний вид станка
2. Указания по транспортировке
– Схема транспортировки станка
3. Указания по установке
– Фундамент станка
4. Указания по подготовке станка к первоначальному пуску
5. Проверка условий для безопасной работы
6. Паспорт
Общие сведения и основные данные
– Эскиз Т-образных пазов стола
Общая компановка станка
– Компановка станка
Спецификация узлов
Органы управления станка
7. Кинематическая схема станка
– Кинематическая схема
8. Конструкция станка
– Станина и стол
– Колонка
– Механизм вертикальной подачи
– Механизм ускоренного перемещения
– Каретка
– Шлифовальная бабка
– Коробка конечных выключателей
– Гидравлическая схема станка
9. Смазка станка
– Схема смазки станка
– Насосная установка
– Панель управления стола
– Гидрокоробка для подач шлифовальной бабки
– Гидрокоробка реверса шлифовальной бабки
– Цилиндр стола и цилиндр шлифовальной бабки
– Гидрокоробка смазки направляющих стола
– Золотник вертикальной подачи
– Цилиндр вертикальной подачи
– Панель управления стола
– Панель управления гидрокоробки подач
– Установка салазки
9. Электрооборудование станка
– Принципиальная электрическая схема
– Монтажная электрическая схема
10. Приложение:
Выбор характеристики шлифовального круга
Правила установки шлифовального круга
– Установка шлифовального круга для балансировки
– Приспособление для правки шлифовального круга
Часть 2: Альбом чертежей быстроизнашивающихся и запасных деталей******
prompasport.ru
3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Д722
Производитель плоскошлифовального станка 3Д722 – Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Д722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом
Способы и особенности плоского шлифования
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок модели 3Д722 – станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга как в индивидуальном, так и в крупносерийном производстве.. Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Шлифуемые детали в зависимости от материала, формы и размеров могут закрепляться на электромагнитной плите или непосредственно на рабочей поверхности стола.
Особенности конструкции станка
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
В станке для снижения тепловых деформаций применено объемно-дроссельное регулирование скорости стола, гидроагрегат оснащен системой стабилизации температуры, увеличена емкость гидробака и бака охлаждения.
С целью повышения точности и чистоты обработки увеличена жесткость основных узлов станка: станины, колонки, каретки, шлифовальной бабки, стола. Повышение долговечности и сохранение точности в конструкции обеспечивается: применением в шпиндельной бабке гидродинамических подшипников, а в цепи вертикальной подачи шлифовальной бабки — пары винт — гайка качения; термообработкой направляющих колонны, станины и каретки; централизованной смазкой направляющих бабки — каретки широкой лентой для защиты направляющих станины и штоков цилиндра стола.
Предусмотренные в конструкции станка включение и управление поперечной подачей, визуальный контроль, демагнитизация электромагнитной плиты и наличие подвесного пульта обеспечивают удобство обслуживания станка, а возможность присоединения пылеуловителя улучшает санитарно-гигиенические условия работы.
Станок обеспечивает вертикальную подачу шлифовального круга за одинарный или двойной реверс шлифовальной бабки, что расширяет технологические возможности станка; конструкция базовых деталей обеспечивает технологичность механической обработки.
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Класс точности станка П
Класс чистоты обработки V 8
Современные аналоги плоскошлифовального станка 3Д722
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Д722

Габарит рабочего пространства шлифовального станка 3д722
Присоединительные и посадочные базы плоскошлифовального станка 3Д722

Присоединительные и посадочные базы станка 3д722
Общий вид плоскошлифовального станка 3Д722

Фото плоскошлифовального станка 3д722

Фото плоскошлифовального станка 3д722
Расположение составных частей шлифовального станка 3Д722
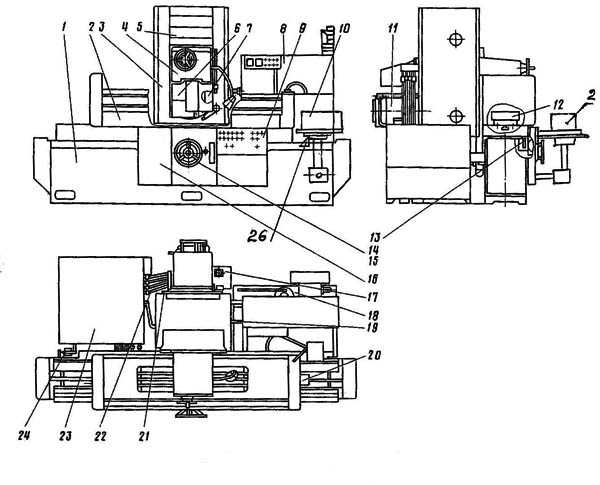
Расположение составных частей плоскошлифовального станка 3д722
Спецификация составных частей шлифовального станка 3д722
- Станина
- (320×1250) – 3Д722.014.000
- (320×1000) – 3Д722.017.000
- (320×1600) – 3Д722.019.000
- (320×1250) – 3Д722.025.000
- (320×1000) – 3Д722.026.000
- (320×1600) – 3Д722.027.000
- (320×1250) – 3Д722.941.000
- (320×1000) – 3Д722.942.000
- (320×1600) – 3Д722.943.000
- (320×1250) – 3Д722.771.000
- (320×1000) – 3Д722.772.000
- (320×1600) – 3Д722.773.000
Перечень органов управления плоскошлифовальным станком 3Д722
- Рукоятка установки величины вертикальной автоматической подачи
- Рукоятка установки жесткого упора
- Рукоятка фиксация лимба
- Лимб вертикальной подачи
- Маховик ручной вертикальной подачи
- Рукоятка толчковой вертикальной подачи
- Кнопка “Стол вправо”
- Кнопка “Стол стоп”
- Кнопка “Намагничивание плиты”
- Кран регулирования подачи охлаждающей жидкости
- Маховик ручной поперечной подачи шлифовальной бабки
- Лимб ручной поперечной подачи шлифовальной бабки
- Панель пульта сигнального
- Указатель нагрузки
- Указатель скорости стола
- Лампа сигнальная “Стол вправо”
- Лампа сигнальная “Стол влево”
- Лампа сигнальная “Сеть”
- Лампа сигнальная “Гидропривод”
- Лампа сигнальная “Бабка назад”
- Лампа сигнальная “Смазка шпинделя”
- Лампа сигнальная “Размагничивание плиты”
- Лампа сигнальная “Бабка вперед”
- Панель пульта управления
- Кнопка “Размагничивание плиты”
- Переключатель платы “Работа без плиты”, “Работа с плитой”
- Кнопка “Бабка вперед”
- Кнопка “Бабка назад”
- Кнопка “Бабка ускоренно вверх”
- Кнопка “Бабка стоп”
- Кнопка “Шлифовальный круг пуск”
- Кнопка “Гидропривод пуск”
- Кнопка “Бабка ускоренно вниз”
- Кнопка “Шлифовальный круг стоп”
- Переключатель вертикальной подачи “Подача на двойной ход”, “Подача отключена”, “Подача на каждый ход”
- Переключатель регулятора величины прерывистой подачи “Подача меньше”, “Подача больше”
- Переключатель освещения “Отключено”, “Включено”
- Регулятор хода бабки “Бабка вперед”
- Переключатель регулятора скорости непрерывной поперечной подачи бабки “Скорость бабки меньше”, “Скорость бабки больше”
- Регулятор хода бабки “Бабка назад”
- Кнопка “Охлаждение стоп”
- Регулятор хода стола “Стол вправо”
- Кнопка “Охлаждение пуск”
- Регулятор хода стола “Стол влево”
- Переключатель дросселя скорости стола “Скорость стола меньше”, “Скорость стола больше”
- Кнопка “Все стоп”
- Кнопка “Стол влево”
- Работа с УЦИ
- Включение черновой обработки
Кинематическая схема плоскошлифовального станка 3Д722

Кинематическая схема плоскошлифовального станка 3д722
Схема кинематическая плоскошлифовального станка 3Д722. Смотреть в увеличенном масштабе
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Кинематика станка обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Электрическая схема плоскошлифовального станка 3Д722
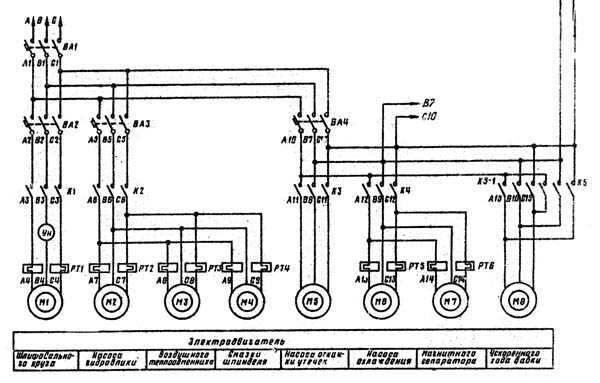
Электрическая схема плоскошлифовального станка 3д722
Схема электрическая плоскошлифовального станка 3Д722. Смотреть в увеличенном масштабе
3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Д722
| Наименование параметра | 3Б722 | 3Д722 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190..630 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 |
| Шлифовальная бабка | ||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | |
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 |
| Наибольшее поперечное перемещение шлифовальной бабки (ручное и от гидравлики), мм | 400 | 410 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05..3,0 | 0,5..3,0 |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 1..30 | 2..48 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 6 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 10 | 15 |
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки, кВт | 1,1 | 0,75 |
| Электродвигатель насоса гидросистемы, кВт | 5,5 | 7,5 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,12 | 0,25 |
| Электродвигатель насоса системы охлаждения, кВт | 0,12 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 |
| Электродвигатель воздушного теплообменника, кВт | нет | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 |
| Масса станка, кг | 6950 | 8400 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| SPC-20B JOTES-SAB – плоскошлифовальный станок с гори… | |
| Плоскошлифовальный станок с горизонтальной осью шпинделя, модель SP… | |
|
|
| Обновлен: 16 Nov 2012 | |
| ВШ-032, станок плоскошлифовальный настольный, Витебс… | |
| ПО “Витебский Станкостроительный Завод им. С.М.Кирова”, 1992 | |
|
|
| Обновлен: 16 Nov 2012 | |
| Favretto TD160/S, станок плоскошлифовальный, Италия…. (djvu) | |
| Favretto Topino type TB, TC, TD Favretto плоскошлифовальные станки… | |
|
|
| Обновлен: 29 Aug 2012 | |
| TOS BRH 20NA горизонтальный плоскошлифовальный стано… (pdf) | |
| Паспорт на горизонтальный плоскошлифовальный станок фирмы TOS, моде… | |
|
|
| Обновлен: 16 Nov 2012 | |
| TOS BRh30A плоскошлифовальный станок, ЧССР. Электрос… | |
| Электросхемы TOS BRH 20A (rar/tiff). Плоскошлифовальный станок. ЧССР. | |
|
|
| Обновлен: 04 Jun 2012 | |
| Jones Shipman 540AP – инструментальный прецизионный… (djvu) | |
| A.A. Jones & Shipman, Ltd Precision Toolroom Surface Grinder Mo… | |
|
|
| Обновлен: 16 Nov 2012 | |
| 3Д722 – станок плоскошлифовальный. Паспорт | |
| Почти полный паспорт на плоскошлифовальный станок мод.3Д722 Нет эле… | |
|
|
| Обновлен: 19 May 2012 | |
| Jakobsen SJ12 – станок плоскошлифовальный. Паспорт | |
| Инструкция по эксплуатации плоскошлифовального станка Jakobsen SJ12 | |
|
|
| Обновлен: 27 Apr 2012 | |
| 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л… (djvu) | |
| Липецкий станкостроительный завод (ЛСПО) Станок плоскошлифовальный… | |
|
|
| Обновлен: 16 Nov 2012 | |
| ELB-Schliff 4/5-20 станок плоскошлифовальный, Герман… | |
| ELB Schliff 4/5-20 – станок плоскошлифовальный, Паспорт (на немецко… | |
|
|
| Обновлен: 16 Apr 2012 | |
| ОШ-400 (ОШ400) – станок плоскошлифовальный, “Кр… | |
| РУПП “Станкозавод “Красный борец” ОШ-400 (ОШ400) – ста… | |
|
|
| Обновлен: 25 Mar 2012 | |
| 3Д756 – станок плоскошлифовальный. 3П756Л – полуавто… (djvu) | |
| 3Д756 – станок плоскошлифовальный 3П756Л – полуавтомат плоскошлифов… | |
|
|
| Обновлен: 16 Nov 2012 | |
| 3Е711В-1, 3Е710А, станок плоскошлифовальный, Орша. Э… | |
| Паспорт к электрочасти 3е711в-1, 3е710а | |
|
|
| Обновлен: 16 Nov 2012 | |
| 3Е711В-1, 3Е710А, станок плоскошлифовальный, Орша, РЭ | |
| Паспорт 3е711в-1, 3е710а | |
|
|
| Обновлен: 21 Oct 2011 | |
| Техническое обслуживание станка модели 3Е711ВФ1 | |
|
|
|
|
| Обновлен: 29 Jul 2011 | |
| 371М1 – плоскошлифовальный станок, завод им. Кирова,… | |
| 371М1 – плоскошлифовальный станок, завод им. Кирова, г. Витебск Пас… | |
|
|
| Обновлен: 21 Jul 2011 | |
| Karl Jung (Карл Юнг) – плоскошлифовальный станок, Ге… | |
| Министерство тяжелого машиностроения СССР Всесоюзный институт “… | |
|
|
| Обновлен: 12 Jun 2011 | |
| 3Е711В,3Е721В, 3Е721В-1 – cтанок плоскошлифовальный… | |
| Станок плоскошлифовальный с крестовым столом и горизонтальным шпинд… | |
|
|
| Обновлен: 23 Jun 2011 | |
| 3Г71, ОШ-48 – плоскошлифовальный станок. Альбом мат… | |
| Совет народного хозяйства Белорусского экономического административ… | |
|
|
| Добавлен 27 Mar 2011 | |
| 3Е711 Плата поперечных подач У37-803 | |
| 3Е711 Плата поперечных подач У37-803 | |
| 3Е711 Плата управления реверсом стола У37-832 | |
| 3Е711 Плата управления реверсом стола У37-832 | |
|
|
| Добавлен 27 Mar 2011 | |
| 3Е711 Коммутатор У37-806 | |
| 3Е711 Коммутатор У37-806 | |
|
|
| Добавлен 27 Mar 2011 | |
| 3Е711 Плата привода правки У37-830 | |
| 3Е711 Плата привода правки У37-830 | |
|
|
| Обновлен: 23 Mar 2011 | |
| BPH-300, Станок горизонтальный плоскошлифовальный фи… | |
| BPH 300, Станок горизонтальный плоскошлифовальный фирмы TOS (ТОС),… | |
|
|
| Обновлен: 10 Jun 2011 | |
| 3Г71 (ОШ-48) – станок плоскошлифовальный. Альбом ма… | |
| Дербентский государственный завод шлифовальных станков Альбом матер… | |
|
|
| Обновлен: 10 May 2011 | |
| 3Б722, 3722 – станок плоскошлифовальный, Липецк (djvu) | |
| Плоскошлифовальный станок модель 3Б722 Липецкий станкостроительный… | |
|
|
| Обновлен: 19 Feb 2011 | |
| 372Б, станок плоскошлифовальный, Москва | |
| 372Б – Плоскошлифовальный станок с прямоугольным столом и горизонта… | |
|
|
| Добавлен 08 Dec 2010 | |
| 372Б – Плоскошлифовальный станок (альбом чертежей) | |
| Альбом чертежей быстроизнашиваемых и запасных деталей станка плоско… | |
|
|
| Обновлен: 13 Nov 2012 | |
| 3Б724, станок плоскошлифовальный. Описание, основные… | |
| Станок плоскошлифовальный с прямоугольным столом и горизонтальным ш… | |
|
|
| Обновлен: 07 Nov 2010 | |
| Shema3L722. Релейная часть станка. Схемы электрические | |
| Shema3L722 Релейная часть станка. Схемы электрические принципиальны… | |
|
|
| Обновлен: 10 Jun 2011 | |
| 3Г71, станок плоскошлифовальный, Дербент | |
| Паспорт 3Г71, г Дербент, 1966 г. Аналог – станок ОШ-48 | |
|
|
| Обновлен: 24 Jun 2011 | |
| 3Г71, ОШ-48 – станок плоскошлифовальный высокой точн… | |
| Оршанский станкостроительный завод “Красный борец” Универса… | |
|
|
| Обновлен: 04 Aug 2012 | |
| ПШ 30540, станок плоскошлифовальный, Горький | |
| ПШ30540, станок плоскошлифовальный, Горький Паспорт и описание Изго… | |
|
|
| Добавлен 06 Jun 2010 | |
| С-827, станок плоскошлифовальный, Горький | |
| Паспорт на плоскошлифовальный станок С-827 производства СГПТУ №6 г…. | |
|
|
| Добавлен 02 May 2010 | |
| 3Б70В, станок плоскошлифовальный, Орша | |
| Паспорт 3Б70В | |
|
|
| Добавлен 05 Apr 2010 | |
| 3Г71, станок плоскошлифовальный, Орша | |
| 3Г71, станок плоскошлифовальный с крестовым столом и горизонтальным… | |
|
|
| Обновлен: 06 May 2011 | |
| 3Г71М, станок универсальный плоскошлифовальный высок… | |
| 3Г71М, станок плоскошлифовальный универсальный высокой точности с… | |
|
|
| Добавлен 30 Mar 2010 | |
| 3Б722 (Ч.2), станок плоскошлифовальный, Липецк | |
| Быстроизнашивающихся и запасных деталей | |
|
|
| Добавлен 30 Mar 2010 | |
| 3Б722 (Ч.1), станок плоскошлифовальный, Липецк | |
| Руководство по эксплуатации ( без электрооборудования) и ведомость… | |
|
|
| Добавлен 12 Mar 2010 | |
| 3Е711В (Ч.3), станок плоскошлифовальный, Орша | |
| 3Е711В-Руководство по эксплуатации эл.части станка | |
| 3Е711В (3Е721В-1) (Ч.2), станок плоскошлифовальный,… | |
| 3Е711В,3Е721В-1 руководство по эксплуатации часть 2 | |
|
|
| Добавлен 12 Mar 2010 | |
| 3Е711В (3Е721В-1) (Ч.1), станок плоскошлифовальный,… | |
| 3Е711В,3Е721В-1 руководство по эксплуатации часть 1 | |
|
|
| Добавлен 06 Feb 2010 | |
| 3Д711ВФ11, станок плоскошлифовальный, станция гидроп… | |
| Руководство по эксплуатации 3Д711ВФ11 Станция гидропривода РГС-3Е711В | |
|
|
| Обновлен: 27 Apr 2012 | |
| 3Л722В, станок плоскошлифовальный, Ленинград. Руково… | |
| Станки плоскошлифовальные с прямоугольным столом и горизонтальным ш… | |
|
|
| Обновлен: 09 May 2011 | |
| 3Б722 (3722) Плоскошлифовальный станок. Альбом черте… | |
| Альбом чертежей быстроизнашивающихся и запасных деталей. | |
|
|
| Обновлен: 27 Apr 2012 | |
| Плоскошлифовальные станки 3Л722А и 3Л722B | |
| Руководство по эксплуатации. Скачать еще один паспорт: http://www.c… | |
|
|
| Обновлен: 13 Nov 2012 | |
| BPH-20, BPH-20N – Станок горизонтально-шлифовальный… | |
| Станок горизонтальный плоскошлифовальный модели BPH-20 и BPH-20N… | |
|
|
| Добавлен 19 Nov 2008 | |
| 3Д711ВФ11, станок плоскошлифовальный, ЗИП | |
| Материалы по запасным частям | |
|
|
| Добавлен 18 Nov 2008 | |
| 3Д711ВФ11, станок плоскошлифовальный, платы подач | |
| Плата поперечных подач Блок вертикальных подач | |
|
|
| Добавлен 17 Nov 2008 | |
| 3Д711ВФ11, станок плоскошлифовальный, Орша | |
| Станки плоскошлифовальные с крестовым столом и горизонтальным шпинд… | |
|
|
| Добавлен 13 Nov 2008 | |
| 3Д711ВФ11, станок плоскошлифовальный, электрооборудо… | |
| Станок плоскошлифовальный с крестовым столом и горизонтальным шпинд… | |
|
|
treatise.narod.ru