Подготовка алюминия к сварке – Технология сварки алюминия своими руками
alexxlab | 26.03.2020 | 0 | Вопросы и ответы
Хранение и подготовка алюминия к сварке

Статья будет полезной для сварщиков, кладовщиков и технологов предприятий, занимающихся или имеющих отношение к сварке, ведь хранение и подготовка алюминия к сварке имеет важное значение и часто может иметь существенное влияние на финальный результат качества шва. Если мы пытаемся выпускать продукцию высокого качества при сварке, то должны жестко следовать основным правилам, предусматривающим чистоту, удаление загрязняющих веществ из зоны сварки, соблюдение технологий, подходящее хранение, обращение с присадочным и сопутствующими материалами. Следуя вышеуказанным требованиям, нужно также понимать, что они в некоторой мере отличаются для различных металлов, особенно в вопросах, касающихся подготовки.
Проблематика
При хранении и подготовке алюминия к сварке мы можем выделить две области потенциальных проблем. Во-первых, оксид алюминия, который образуется в последствии реакции в определенных условиях, а во-вторых, загрязнение от углеводородов. Мы рассмотрим методику по устранению указанных проблем.
Окисление
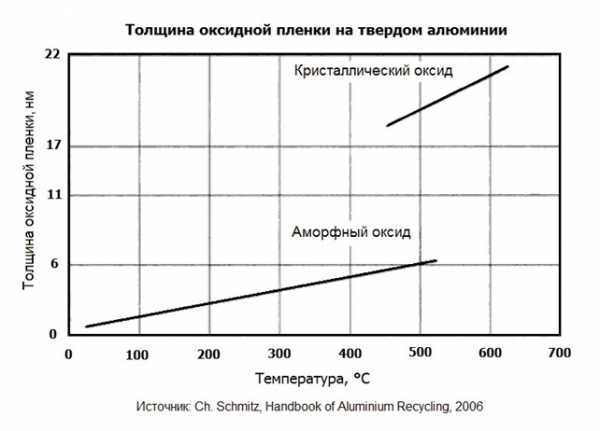
Образование оксидной пленки, вероятно, наиболее важный вопрос. Чтобы понять особенности хранения алюминия, его подготовки к сварочным работам, нужно понимать характер и характеристики поверхностной оксидной пленки. Итак, в чем суть проблемы? На алюминиевых сплавах быстро происходит самоограничение и развивается так званая поверхностная оксидная пленка при воздействии воздуха, а часто и влаги. Оксид алюминия на поверхности металла переходит в пассивное состояние, имеет температуру плавления свыше 2000 °С в то время, когда температура плавления самого металла составляет около 660,4°C (в зависимости от чистоты металла). Из-за этой большой разницы в температуре плавления, оксидная пленка алюминия (толщина от 1 -3 нм в нормальных условиях до 20 нм при нагреве) препятствует сплавлению между присадочным материалом и обрабатываемым предметом, а в шве возможно появление включений.
Иначе говоря, сварка кусков, запчастей из алюминиевого сплава будет иметь проблемы, связанные с тем, что во время нагревания сплавы металла интенсивно подвергаются окислению в то время, когда окислы на порядок более тугоплавки.
Подготовка алюминия к сварке — этап очистки
Очищенный алюминий, имеющий тонкий оксидный слой, может быть легко сварен посредством GMAW/GTAW сварки. Благодаря применения инертных газов в таком случае тонкий окисленный слой легко разрушается. Чаще всего потенциальные проблемы возникают при хранении или консервации работ, когда происходит воздействие влаги на металл. Оксид алюминия быстро становится пористым, начинает поглощать влагу. Кроме того, он может расти в толщину, что в общей совокупности может стать серьезной проблемой при попытке получения сварных швов высокого качества.
Технология сварки алюминиевых сплавов для избегания дефектов такого рода, как правило, требует механически удалить поверхностную оксидную пленку непосредственно перед сваркой (сделать зачистку) со сварных кромок, присадочной проволоки. Чаще всего для этих целей применяют кисть и проволочную щетку из нержавеющей стали, но также можно сделать соскабливание, шлифовку. В такой ситуации важно соблюдать осторожность – применять только чистые инструменты, на которых нет никаких побочных загрязнений, таких как масла и смазки. Для решения проблемы с присадочной проволокой возможно понижение процента расплавленной присадки в шве или увеличение ее поперечника. Это будет уменьшать ее удельную поверхность, подвергающеюся окислению.
Проблемы при сварке чистого алюминия и его сплавов при неправильной подготовке
Итак, мы пришли к тому что окисление, неправильная хранение, плохая подготовка алюминия к сварке в сочетании с некоторыми нарушениями технологии сварочных работ могут способствовать таким деструктивным явлениям:
- Вероятность появления высокоплотного окисла алюминия с температурой плавления выше 2000°С.
- Проваливание еще не расплавленных частиц кромок металла в шовную зону под действием массы сварочной ванны в последствии существования окислов и чрезмерно высокой температуры сварки (способствует снижению прочности, возможны утечки расплава сквозь корень шва).
- Деформации формы. Листовой алюминий лучше укреплять при помощи механических прижимов или нагрузок на стендах, так как он имеет свойство расширятся под действием температур.
- Высокая пористость шва может появиться при отсутствии обезжиривания, химической / механической обработки присадки и околокраевых зон сварки.
- Шовная трещиноватость. Причина: влага, окислы, отсутствие предварительного и сопутствующего нагрева кромок металла до 120 – 250°С (в зависимости от толщины металла).

О углеводородах
Углеводороды – еще один вопрос, касающийся хранения и подготовки, проявляется в наличии углеводородов на основном материале, наполнителе или сплаве. Базовый материал часто проходит обработки разного рода перед операцией сварки, например, распил, обрезка. Если смазка используется во время любой из операций, обязательно требуется полное последующее удаление смазки перед сваркой, если хотите полноценные сварные швы. Используйте минимальное количество веществ такого рода чтобы минимизировать затраты по времени на последующее их удаление. Углеводороды, если они присутствуют, могут быть удалены с помощью ряда методов: протиранием растворителями (такими как ацетон или спирт), моющими средствами, специальным спреем, паровым обезжириванием или просто стереть тряпкой с мягким щелочным раствором. Для удаления масла и смазки чаще всего применяются растворитель, очистители. Большинство растворителей углеводородов обладают высокой летучестью и быстро испаряются, но очистители на водной основе нужно тщательно протереть. Необходимо соблюдать осторожность в выборе растворителя и правильном его использовании. Огнеопасные вещества, очевидно, опасны при наличии сварочных дуг.
Выводы
Казалось бы, простые явления, но на самом деле они могут вызвать существенные проблемы. В связи с этим хранение присадочной проволоки — для GMAW и GTAW сварки должно соответствовать некоторым правилам. Важно избегать быстрых перепадов температур (упредить конденсацию), обеспечить сухие условия хранения. Обработка, подготовка алюминия к сварке должны быть полноценными и соответствующими. В противоположном случае влага, поверхностная оксидная пленка и технологические прорехи гарантировано обеспечат ухудшение качества сварного шва, вызовут пористость, трещины.
blog.svarcom.net
Сварка алюминия аргоном для начинающих
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Настройки аргонодуговой сварки для сварки алюминия
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для подогрева металла перед сваркой и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.

Сварка алюминия своими руками
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий угольный электрод, который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Технология сварки алюминия аргоном
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
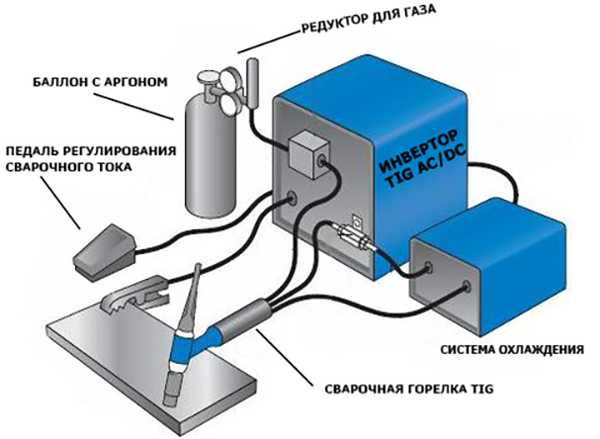
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый баллон с аргоном – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Подготовка алюминия к сварке
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.

Подготовка алюминия к сварке
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
«Важно!
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
svarkaipayka.ru
Подготовка алюминия перед сваркой
Наличие оксидной пленки на поверхности алюминия обеспечивает его антикоррозионные свойства. Однако она имеет больший удельный вес, чем сам алюминий, и отличается высокой температурой плавления. Наличие этой пленки усложняет процесс зажигания при сварке, она препятствует нормальному сплавлению присадочного металла с основным, затрудняя поддержание нормального состояния дуги. Чтобы уменьшить негативное влияние данного оксидного слоя, нужно тщательно очистить от него поверхности свариваемых кромок металлических конструкций. Компания Цветпрокат Украина предлагает широкий выбор вариантов алюминиевого проката, из которого можно сваривать прочные и надежные конструкции
Удаление оксидной пленки
Перед сваркой наиболее тщательно нужно зачищать от окислов алюминиевые сплавы, содержащие магний или цинк. Для очистки поверхности от окисла алюминия применяют механическую или химическую обработку.
- Метод механической зачистки алюминия
Для сварки единичных деталей и конструкций в индивидуальном производстве можно использовать металлические щетки или наждачную бумагу. Стальные щетки нужно брать с проволокой, толщиной не выше 0.15 мм, в противном случае на алюминиевых деталях будут заметны грубые риски. Применение более толстой проволоки также ухудшает качество очистки, формируя неравномерную обработку плоскости изделия. Это снижает качество формируемого сварного шва и прочностные характеристики соединения.
Перед зачисткой щеткой или наждачной бумагой проводят обезжиривание детали с помощью растворителя (к примеру РДВ).
- Химическая зачистка алюминия
Для промышленного сваривания деталей применяют методы химического удаления пленок окислов с поверхности алюминия. Для этого используют методы травления в ортофосфорной кислоте, с подогревом раствора до 45°С и последующей промывкой в холодной воде. Данный метод применяют для сплавов B95, АМг5, АМц или Ал13.
Для очистки сплавов АМг или технического алюминия от окисла применяют обезжиривание в растворе тринатрийфосфата с углекислой содой и жидким стеклом, с нагреванием до 70°С. После этого деталь протравливается раствором, содержащим едкий натр (при 60°С), и после промывки в воде, осветляется 30% азотной кислотой.
Применение таких методов зачистки позволяет качественно и эффективно удалять оксидную пленку с алюминиевых деталей, обеспечивая условия для их надежного и прочного сваривания.
www.metalstanki.com.ua
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АДД, АД | Хорошая | Электродная проволока Св-А1, Св-А000, Св-85Т. Защитные газы Ar, He и их смеси | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Электродная проволока Св-АМЦ | |
АМг1 ,АМг2, АМг3 | Электродная проволока Св-АМг3 | ||
АМг4, АМг5 | Электродная проволока Св-АМг5 | ||
АМгб | Электродная проволока Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Электродная проволока Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Термообработка после сварки при t=200-250°C. Электродная проволока Св-1557, Св-АМг5, Св-АМг6 | |
1915, 1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ 1, АЛ2, АЛ9, АЛ 25, АЛ 26 | Хорошая | Электродная проволока той же марки, что и основной металл Защитные газы Ar, He и их смеси | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ 10В | Удовлетворительная | ||
Трудности при сварке
- высокая температура плавления окисной пленки по сравнению с температурой плавления алюминия;
- высокая теплопроводность:
- образование значительных остаточных напряжений и деформаций;
- нерастворимость окисной пленки в жидком металле сварочной ванны;
- при нагреве нет явных признаков перехода алюминия и его сплавов в жидкое состояние;
- образование кристаллизационных трещин.
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами
Стыковое соединение металла разной толщины
Конструктивные элементы подготовки кромок (размеры приведены в мм)
Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва
При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает. Для снятия фасок можно использовать напильник
Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Выбор параметров режима
Сварку ведут на постоянном токе обрат ной полярности. Защитным газом служит apгон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают .
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток – быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проходили двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
Ориентировочные режимы
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода , мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
2,5-3 | 0+0,5 | ИДС | Ar | 40-80 | 15-18 | 35-45 | 1,2 | 10-13 | 7-9 | |
4 | 0+0,5 | ИДС ИДС СТР | Ar | 80-130 | 18-20 | 30-40 | 1,4-1,6 | 13-18 | 8-10 | |
6 | 0+1 | ИДС ИДС СТР | Ar | 180-250 | 23-26 | 20-35 | 1,6-3 | 15-30 | 12-14 | |
8-10 | 0+1 | ИДС СТР СТР | Ar | 250-320 | 25-30 | 20-35 | 1,6-3 | 15-40 | 12-20 | |
12-16 | 0+4 | СТР | Ar | 320-420 | 26-28 | 20-30 | 2 | 18-25 | 20-25 | |
20-30 | 0+1,5 | СТР | Ar | 310-550 | 26-35 | 18-20 | 2-4 | 20-40 | 18-25 | |
2,5-3 | 0+0,5 | ИДС | Ar | 60-100 | 16-18 | 35-40 | 1-1,4 | 10-15 | 6-8 | |
4-5 | 0+0,5 | ИДС | Аг | 120-220 | 18-22 | 25-35 | 1,2-1,6 | 12-18 | 10-12 | |
| 8 и более | 0+1 | СТР | Аг Не | 280-330 280-320 | 27-29 | 20-25 | 1,6 | 18-30 | 20-25 | |
Техника сварки
При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода
При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие – с небольшими (до 5 мм) перемещениями электрода

При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки – 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
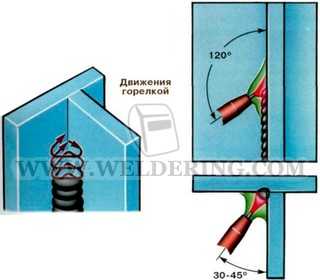
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
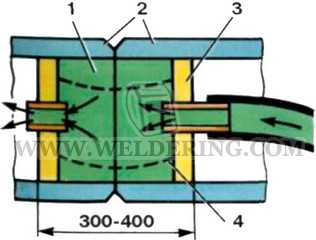
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 – соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа

При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.
Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки
При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.

Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
weldering.com
Подготовка загрязненного алюминия к сварке. – Технологии сварки
жестоко если головка, да и поддон может крутануть.Полностью согласен. При нагреве 350 градусов из многих головок сами повыпадают сёдла и направляющие втулки (разница коэффициентов расширения).Не говоря о потраченном времени.
Уважаемый, в научных терминах нет названия стадии между твёрдо и жидко, а есть фазовые превращения в сплавах с переменной растворимостью, при фазовых превращениях изменяется структура материала, его плотность, линейные размеры, механические свойства. На этом основаны все виды термообработки. Любая механическая обработка создаёт наклёп, который тоже создаёт внутренние напряжения. Кроме всего прочего, алюминиевые детали и головки при производстве не охлаждают вместе с печью, многие даже подкаливают (повышается прочность и улучшается обрабатываемость резанием).Интересно это Вы говорите… Куда крутанет? Если при нагреве детали целиком происходит релаксация напряжений + более равномерное формирование структуры… если в печке не деформировать и не греть до пределных температур (учитывая тот факт что у алюминия при плавлении нет промежуточной стадии между “твердо” и “жидко”) ничего ни с головкой ни с поддоном не случится, после подогрева и сварки может понадобится провести термообработку по первоначальному циклу что бы свойства сохранить… только и всего…
Не надо путать это с фазовыми превращениями, при самом медленном нагреве есть разность температур на детали, соответственно есть разница в количестве изменившего фазовое состояние металла.При равномерном нагреве материал не претерпевает мгновенных изменений
Ну да, возьмите любую точно обработанную деталь (хоть из стали), прогоните её через термичку в любой последовательности (приведя к исходному состоянию) и промерьте размеры, деталь будет испорчена. Все подобные вещи делаются только перед чистовой обработкой.также при нагреве происходят процессы преобразования энергии, рекристализация, старение (в алюминии особенно), движение дислокаций, изменения структуры кристалической решетки (частично)… туда как раз мех энергия и девается…
Выпадут сёдла, втулки, появится несоосность постели распредвала, плоскость фрезернуть проще всего. Греть головы надо не более 150-200 градусов (хотя и при таких температурах у некоторых голов сёдла выпадают).то есть головку не поведет?
www.chipmaker.ru
Сварка алюминия аргоном для новичков: основы, техники
Содержание статьи
Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Сложности сварки алюминия
Газовая сварка алюминия – процесс довольно сложный и связано это с качествами данного металла. Сварка алюминия аргоном для начинающих требует знаний о характеристике данного металла и навыков при работе с ним. Основные факторы, которые выступают в роли помехи для нормального соединительного процесса, и все эти нюансы должен знать каждый мастер:
- некачественная зачистка металла перед газовой сваркой алюминия – это одна из самых основных ошибок, которую совершают начинающие сварщики. Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
- аргоновая сварка алюминия требует высоких затрат энергии. Это связанно с высоким уровнем теплопроводности и с малой температурой плавления;
- неправильно выставленный режим на инверторе может привести к пропалу, так как алюминий плавится при низкой температуре;
- за счет того, что расплавленная Al масса быстро кристаллизуется, необходимо заваривать кратер, который образуется при сплавлении в конце дорожки. В агрегате для газовой сварки алюминия есть специальная функция, позволяющая подать проводник усиленный ток в начала процесса чтобы пробить Al пленку, и в конце, чтобы заварить кратер.

Подготовка алюминия к сварке
Из вышеописанного, можно сделать вывод, что главным этапом при аргонодуговой сварке алюминия является максимально качественная подготовка самого изделия. Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
- химический способ позволяет разрушить оксидную пленку на металле за счет воздействия такого раствора: в литре воды необходимо растворить 50 грамм технического натрия и 45 грамм фтористого натрия. Размешать до получения однородного раствора. После минутного травления, деталь необходимо промыть под проточной водой;
- механический способ подразумевает воздействие дополнительный инструментов на деталь. Чаще всего поменяют железную щетку для зачистки заготовок. Важно ,чтобы она была предназначена именно для алюминия. Кроме этого можно использовать наждачную бумагу. Вне зависимости от типа дополнительного инструментария, необходимо, чтобы оно было или новое или использованное только после алюминия. Если в царапины, которые появятся от абразивности, попадут частички другого металла, это значительно ухудшит качество и конечный результат газовой сварки алюминия.
Кроме заготовок, необходимо провести подготовку проволоки для сварки алюминия аргоном. Ее надо так же обезжирить и вымочить в техническом натрии по такой же схеме. Это позволит снять все лишние молекулы с материала и позволит создать идеальный шов сплавом Al.
Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе. Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами.

Технология сварки алюминия аргоном
Чтобы в результате аргонной сварки получилось качественное соединение, необходимо соблюдать все правила при работе. Во-первых, важно приготовить материал и проволоку, во-вторых, настроить аппарат, в-третьих правильно возбудить дуг и удерживать ее до конца процесса.
Как правильно настроить оборудование для газовой сварки алюминия
Рассмотрим на примере стандартного листа Al, толщиной в 2 мм. Всегда при соединении аргоном сначала подается и настраивается поток инертного газа, а затем включается источник тока. В идеале, во время аргонодугового соединения алюминия должно расходоваться около восьми литров защитного газа в помещении и в полтора раза больше, если на улице. Но при этом, важно помнить про турбулентность. Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Поджог дуги
После этого можно приступать к образованию дуги. Чем лучше заточен электрод, тем быстрее образуется дуга. Ее можно возбудить ударным способом, ударив проводником по металлу или же автоматическим, если на аппарате предусмотрена такая функция. В самом начале положение его должно быть строго перпендикулярно (90градусов) к положению деталей. Поворачивать или склонять можно электрод, когда уже будет дуга. Далее, очень важно до образования ванны не притрагиваться электродом ни к заготовкам, ни к придаточной проволоке.
Сварочная ванна
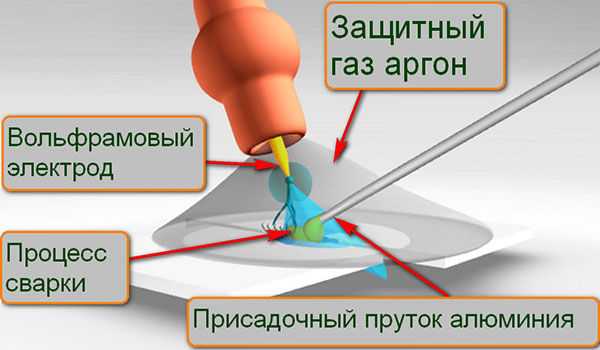
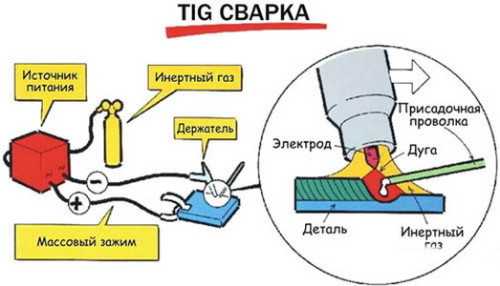
Затем происходит процесс формирования сварочной ванны или сварочного ядра (в случае точечного способа). Она появляется за несколько секунд, важно не передержать, чтобы не пропалить изделие. После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут. При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра. Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.

В процессе проволока для сварки алюминия аргоном постоянно отводится вдоль соединения. То есть, металл плавиться. Добавляем прут, потом убираем его и отодвигаем. При тонком металле не нужно делать никаких движений соплом. Если деталь шире 3 миллиметров, тогда рекомендуется формировать шов «зигзагом» или «петельками». Чтобы к сварке аргоном присоединить еще и наличие фигурного шва, нужно долго тренироваться. Не все мастера так умеют.
Под конец дорожки, нужно уменьшить подачу проволоки для сварки алюминия аргоном и увеличить ток, чтобы заварить кратер – это и будет финальный этап аргонодугового соединения изделий.
После сварки алюминия аргоном постоянным током нужно внимательно осмотреть все соединения, чтобы оценить качество работы своими руками. Если обнаруживаются дефекты – их всегда можно исправить или переделать.
В завершение хотеться отметить, что к аргонной сварке требуется относиться более чем ответственно и долго тренироваться, только тога получится полноценный шов на изделии.
Более подробно, как производится аргонно дуговая сварка алюминия, можно посмотреть в следующем видео:
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Как очистить и подготовить алюминиевую присадку
С грязным материалом ваша сварка алюминия обречена на провал еще до того, как вы зажжёте дугу. Чтобы обеспечить качественную сварку алюминия, предпримите следующие шаги по его очистке и подготовке.
 Недавно мы спросили специалиста сварочного производства из местного центра поставки сварочных материалов, каков самый важный фактор успешной сварки алюминия, на что он ответил: «Чистота, чистота, чистота, чистота… и чистота».
Недавно мы спросили специалиста сварочного производства из местного центра поставки сварочных материалов, каков самый важный фактор успешной сварки алюминия, на что он ответил: «Чистота, чистота, чистота, чистота… и чистота».
Сварка алюминия ставит перед вами ряд уникальных задач: попытка сварки с грязным основным или присадочным металлом связана с излишними трудностями и может вылиться в плохое качество сварного шва. Также вам придётся иметь дело с естественным окислением, характерным для алюминия.
Соответствующая подготовка перед сваркой особенно важна, если изделия должны соответствовать требованиям отраслевых стандартов – таких как AWS D1.2, который устанавливает структурные правила по сварке алюминия.
Следуйте основным шагам по обработке и подготовке присадочного и основного металлов, чтобы обезопасить себя от проблем, связанных с грязью, жиром и взвешенной пылью в цеху, а также с процессом естественного окисления, возникающим при контакте алюминия с воздухом. Мы рассмотрим эти шаги и представим вам лучшие методы, которые позволят вам удостовериться, что вы не испортите сварку алюминия ещё до её начала.
Проблемы, обусловленные свойствами алюминия
Алюминий, в отличие от стали, обладает своими непосредственными проблемами сварки. Для алюминия более характерны такие недостатки и дефекты, как повышенная тугоплавкость, обусловленная прочным оксидным слоем, непровар в связи с высокой теплопроводностью и пористость, обусловленная высокой растворимостью водорода в расплавленном алюминии.
Поэтому свариваемые поверхности должны быть полностью очищены от влаги и углеводородов, а также следует контролировать толщину оксидной пленки и предотвращать её смачивание вследствие избыточной влажности.
Правила хранения алюминиевой присадки и основного металла
Оксиды на алюминиевой присадке, предназначенной для аргонно-дуговой сварки с помощью неплавящегося электрода (TIG-сварка), могут попасть непосредственно в сварочную ванну и привести к пористости шва. Оксиды на присадочном металле, использующемся в аргонно-дуговой сварке с помощью плавящегося электрода (MIG-сварка), могут послужить причиной ряда проблем, включая неустойчивую дугу, дополнительное сопротивление, сажеобразование и плохой прогрев металла дугой. Более толстый оксидный слой на основном металле необходимо механически удалить – в противном случае вы рискуете загрязнить сварной шов.
Чтобы предотвратить эти проблемы, вам следует принять следующие меры при хранении алюминия:
- Храните весь присадочный и основной металл в сухом месте с минимальными перепадами температур, чтобы свести к минимуму образование конденсата. Присадочный металл для сварки должен храниться в сухом обогреваемом помещении или шкафу.
- Храните алюминиевые заготовки в вертикальном положении, чтобы свести к минимуму образование конденсата и абсорбцию загрязняющей воды между слоями.
- По возможности доставьте присадочный и основной металл в сварочную зону за 24 часа до начала сварки, чтобы металл достиг комнатной температуры (это минимизирует образование конденсата).
- До сварки всегда держите присадочный металл в закрытой упаковке, включая герметичный чехол для неплавящихся электродов и упаковку для мотка сварочной проволоки.
Правильная подготовка алюминия под сварку
 Подготовка сварного соединения состоит из двух основных шагов:
Подготовка сварного соединения состоит из двух основных шагов:
- механическое удаление оксидного слоя для обеспечения контроля над сварным швом (оксидный слой обладает большей температурой плавления, чем основной металл) и
- удаление масла, жира или влаги, которые могут загрязнить сварной шов.
- Не используйте методы резки, которые оставляют после себя отшлифованную или деформированную поверхность. Например, высокоскоростная циркулярная пила подходит для резки алюминия, в то время как использование ленточной пилы может привести к пластической деформации поверхности. Шлифовальных машин следует по возможности избегать, но если это единственный выход – используйте угловую шлифовальную машину (болгарку) вместо шлифовального станка.
Ваша цель – использовать наиболее скоростной и острый метод резки, который быстро срежет материал, не деформируя его. Шлифовальный станок, к примеру, может вдавить в алюминий кусочки абразива, которые могут загрязнить или стать включениями в составе сварного шва. Деформированная поверхность может оказаться тугоплавкой и должна быть опилена перед сваркой для удаления деформированного металла.
- Не используйте газокислородную резку, дуговую резку или строжку угольным электродом, либо кислородотопливную горелку для подогрева. Эти методы повреждают зону термического влияния и способствуют росту и гидратации оксидной пленки, присутствующей на поверхности.
- Используйте плазменно-дуговую резку и строжку, а также лазерную резку, поскольку эти методы с меньшей вероятностью допускают попадание водорода и влаги в оксидный слой.
- Механически удалите кромки, образовавшиеся после плазменной или лазерной резки сплавов серий 2ххх, 6ххх и 7ххх. Расплавленные кромки этих сплавов содержат вредные кристаллизационные трещины и находятся в зоне термического влияния. Удалите как минимум 1/8 дюйма металла от обрезной кромки. Используйте механические методы, такие как фрезерование или грубое шлифование, чтобы срезать и удалить металлическую стружку.
 По возможности не используйте смазочные материалы при резке алюминия. Все смазки на нефтяной основе содержат углеводороды, которые распадаются в процессе сварки, приводя к попаданию водорода в сварное соединение и, как следствие – к пористости и растрескиванию шва.
По возможности не используйте смазочные материалы при резке алюминия. Все смазки на нефтяной основе содержат углеводороды, которые распадаются в процессе сварки, приводя к попаданию водорода в сварное соединение и, как следствие – к пористости и растрескиванию шва.
- Большая часть алюминия поступит с завода с маслом и жиром на поверхности. Чтобы очистить сварное соединение перед сборкой, сначала обезжирьте поверхность с помощью растворителя, а затем, чтобы очистить и высушить сварное соединение, используйте марлю или бумажное полотенце (они предпочтительны, поскольку являются пористыми и впитывают больше масла/влаги). Также начисто вытрите обратную сторону соединения, чтобы примеси не проникли сквозь алюминий в сварочную ванну.
Ищите растворитель, который не оставляет осадка, и не используйте хлорированные растворители в сварочной зоне, поскольку эти вещества могут образовывать токсичные газы в присутствии сварочной дуги.
- Не используйте ветошь для очистки сварных соединений, так как они могут легко запачкать сварную поверхность маслом и грязью.
- Не используйте сжатый воздух для обдувки сварного соединения, так как он содержит влагу и загрязняющие масла.

- Очищайте сварное соединение проволочной щеткой из нержавеющей стали только после очистки растворителем. Обработка проволочной щеткой до очистки растворителем внедряет углеводороды и другие загрязняющие вещества в поверхность металла, а также загрязняет ими щетку – после чего щетка становится непригодной для чистки.
- Используйте проволочную щетку для очистки всего металла, который подлежал травлению. Осадки побочных продуктов травления должны быть удалены перед сваркой.
- Регулярно очищайте проволочные щетки и режущие инструменты, чтобы предотвратить перенос загрязняющих веществ на сварное соединение. По возможности заведите специальные щетки исключительно для сварки алюминия, чтобы снизить вероятность загрязнения.
blog.svarcom.net