Полуавтоматическая плазменная резка – Плазменные сварочные аппараты для дома, дачи, производства, для сварки, резки, пайки
alexxlab | 26.04.2018 | 0 | Вопросы и ответы
Инверторный плазменный сварочный аппарат: резак, плазморез, какой лучше
Главная страница » Плазменная сварка » Оборудование » Аппараты плазменной сварки » Инверторные плазменные сварочные аппараты: что это, плюсы и минусы, какие бывают
 В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
Ранее это устройство активно использовалось только в промышленности, однако с каждым днем оно все более часто находит свое применение и в бытовой сфере.
Этот факт и обусловил актуальность данной статьи, в которой будут рассмотрены инверторные сварочные аппараты как тип, охарактеризованы их основные виды, а также проанализированы преимущества и недостатки этого многофункционального устройства.
Инверторный плазменный сварочный аппарат – что это такое
Сварочный аппарат плазменного типа – устройство, имеющее сравнительно небольшой размер и потребляющее минимальное количество электроэнергии. При помощи плазменного инвертора осуществляется
Принцип его работы заключается в том, что при помощи электрических разрядов специальная смесь (аргон, азот, воздух или водород) превращается в плазму, максимальная температура которой колеблется в промежутке от 6 до 7 тысяч градусов (оценки температуры у разных производителей расходятся, да и не особо это важно для конечного потребителя в большинстве случаев).

Это приспособление состоит из плазмотрона (резака) и источника питания (в данном контексте, мы говорим об инверторе). Плазмотрон инвертора, в зависимости от функционального назначения установки, может быть прямого и косвенного действия. Сварочный аппарат с плазмотроном прямого действия используется при необходимости генерации дуги, а механизм косвенного действия активно применяют в случаях, когда требуется генерация струи плазмы.
После окончания работы плазмотрон нуждается в охлаждении, поскольку образуемая им плазма достигает очень высоких температур. В зависимости от способа охлаждения плазмотрона сварочные аппараты подразделяются на охлаждаемые при помощи воздуха и воды. Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
К сведению! Инвертор плазменной резки можно противопоставить с плазменным выпрямителем, друг от друга эти устройства имеют ряд отличий:- Аппарат для сварки превращает переменный электрический ток в постоянный, а затем снова возвращает его в прежнее состояние, в то время как выпрямитель работает лишь с переменным током.
- Инвертор потребляет в два раза меньше электроэнергии.
- Выпрямитель имеет силовой трансформатор, которого в сварочном аппарате нет.
- Размер и вес инвертора гораздо ниже.
Инвертор плазменной резки: плюсы и минусы
Как и любой другой сварочный аппарат, плазменный инвертор имеет свои достоинства и недостатки, в сравнении с устройствами для газовой, электродуговой, электрошлаковой, лазерной и другими видами сварки.
Достоинства инвертора плазменной резки
1.  Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно.
Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно.
2. Может сваривать максимально толстые детали (это свойство, кроме плазменного, обеспечивает только аппарат для электрошлаковой сварки, в то время как все остальные устройства имеют ограничения в объеме деталей, с которыми работают).
3. Способен работать со всеми видами металлов и даже с неметаллическими веществами, чего не может гарантировать больше ни один сварочный аппарат.
4. Обладает небольшим размером, надежен и максимально прост в использовании.
Недостатки плазменного сварочного аппарата
1. Отличается высокой стоимостью, в отличие от устройства для газовой сварки, приобретение которого не ударит по кошельку среднестатистическому пользователю.
2. Характеризуется инфракрасным и ультрафиолетовым излучением, а также насыщением воздуха вредными ионами, в противовес абсолютно безопасной лазерной сварке.
3. В процессе работы выделяет вредные пары металлов, в противоположность агрегату для холодной сварки.

Где применяются
Плазменный сварочный аппарат многофункционален, в силу чего нашел свое применение во многих сферах деятельности. Его используют:
- В процессе термической обработки стали и других металлов.
- При соединении (сварке и пайке) или резке черных и цветных металлов.
- В процедуре воронения стали.
- Для резки плитки, стекла, бетона и прочих материалов.
Видео
Вот, к примеру резка керамической плитки Мультиплазом 3500:
К сожалению, из-за высокой стоимости этого устройства, его приобретение может себе позволить далеко не каждое предприятие.
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Принцип работы устройства фирмы Мультиплаз схож с предыдущим. Еще одним достоинством этого инвертора является компактный размер, ведь вес его «младших моделей» (подробности см. по ссылке) не превышает шести килограмм. Кроме того, такой сварочный аппарат, в отличие от своих аналогов, в процессе работы практически не выделяет вредных веществ.Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
plazmen.ru
Плазменная сварка
Главная страница » Плазменная сварка
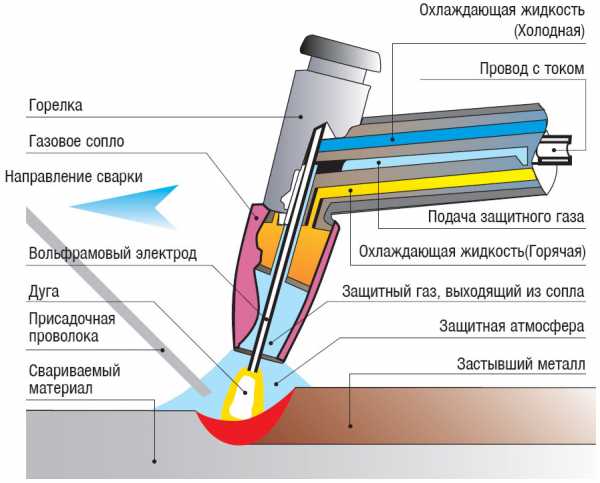
Работа со сварочным плазменным аппаратом подразумевает резку и сварку любых металлов — сталь, алюминий и их сплавы. Технология плазменной сварки безопасна и надёжна.

Что это
Плазменная сварка и резка металла – это процесс, при котором происходит локальное расплавление металла плазменным потоком. Этот поток плазмы генерируется высокоскоростной сжатой дугой, вытекающей из плазмотрона, температура дуги составляет 5000-30000. Газ, обдувающий дугу, нагревается, и происходит его ионизация. Дальше заряженные частицы газа преобразуются в плазменный поток и выдуваются соплом плазмотрона.
Разработанная технология плазменной сварки очень похожа на аргонную сварку. Обозначается сварка плазменной дугой, как PAW – Plasma Arc Welding. Плазма – это нейтральный газ, ионизированный полностью или частично, и состоящий из заряженных электронов и ионов, а также нейтральных молекул и атомов. Обычная сварочная дуга (при аргонной сварке) не может быть отнесена к плазменной, так как рабочая температура такой дуги намного ниже – 5000-70000.
Почему так популярна
Из всех видов обработки металлов плазменно-дуговая сварка наиболее распространена из-за того, что в современной тяжёлой промышленности стали широко применяться нержавеющие стали, специальные сплавы, цветные металлы и сплавы цветных металлов, а для таких материалов газовая и другие виды обработки малоэффективны.
Современный аппарат плазменной резки и сварки может обеспечить более эффективную работу по сравнению с обычными сварочными аппаратами при обработке цветных и чёрных металлов.
Как работает плазменный сварочный аппарат?
Для работы такого оборудования необходимы только электричество и струя сжатого воздуха, а при использовании компрессора — только электричество. Это оборудование требует при работе только замены электродов и сопла плазмотрона, тогда как аппараты для газокислородной обработки металла должны периодически перезаправляться, использовать присадки и переаттестованные газовые баллоны. Все эти работы связаны и с повышенной взрывопожароопасностью.
Плазменная дуга помещается в специальное устройство – плазмотрон. Рабочая поверхность плазмотрона постоянно и интенсивно охлаждается потоком воды. После сжатия уменьшается сечение дуги и увеличивается количество энергии, расходуемое на единицу площади, то есть – мощность плазменного потока.
Плазменные сварочные аппараты
Качественные приборы плазменной сварки достаточно универсальные устройства, которые способны не только сваривать металл, но и резать, нагревать и закаливать его. Современный аппарат прост в освоении и не требует длительного обучения.
В настоящее время, российскими и зарубежными компаниями производится около десятка различных генераторов плазмы, которые отличаются друг от друга и по стоимости, и по функциональности, и по мощности.

Области применения
Не следует думать, что такие устройства нужны лишь на производстве или могут использоваться только профессиональными сварщиками, которые работают с частными заказами. Сферы применения генераторов плазмы очень широки. В частности, они могут применяться в сфере ЖКХ, при резке и пайки драгоценных и редкоземельных сплавов. Кроме того, аппараты сварки не будут лишними и пригодятся архитекторам для работы с гранитом, мрамором или базальтом.
В последние годы компактные плазменные резаки используются даже ювелирами для того, чтобы быстро разогревать тигли с драгоценными металлами и поддерживать температуру небольшого горна.
Информация по аппаратам содержится на странице, им посвященной.
Здесь лишь скажем вкратце, что популярными считаются следующие бренды и модели (по ссылкам можно перейти в соответствующие обзоры):
- 1. Скорость резки металла при толщине от 50 до 200 мм в 2-3 раза выше, чем при газовой резке.
- 2. Плазменный сварочный аппарат можно использовать в работе практически со всеми металлами – сталь, чугун, плазменная сварка алюминия и сплавов алюминия, медь и медные сплавы.
- 3. Точность шва при резке и его качество практически исключают дальнейшую обработку кромок.
- 4. Нет надобности в применении ацетилена, кислорода, аргона или пропан-бутана, что значительно уменьшает стоимость работ плазменным аппаратом.
- 5. При резке металл не деформируется, даже при вырезании сложных конфигураций и форм. Возможна резка по неподготовленной поверхности (окрашенная, ржавая поверхность). При резке крашеных конструкций краска в зоне работы дуги не возгорается.
- 6. Безопасное проведение работ, так как при работе плазменным резаком не используются баллоны с газом. Этот же фактор обеспечивает экологичность таких работ.
При работе с плазменными сварочными аппаратами также могут применяться и сварочные трансформаторы, сделанные своими руками. Такое несколько необычное сочетание оправдано тем, что при работе с плазменной сваркой используется низкое напряжение, которое можно получить с помощью того же сварочного трансформатора, цена которого на вторичном рынке значительно меньше, чем в специализированных магазинах. Этот метод немного удешевляет работы и является более безопасным.
Плазменная сварка нержавейки и прочих сталей
Плазменная сварка нержавеющей и других видов высокопрочных сталей имеет массу нюансов, учитывая которые можно провести работы качественно и получить устойчивое, монолитное соединение.
Нюансы и особенности работы с нержавеющей сталью
Безусловно, хороший аппарат способен справится с металлом любой толщины, но чтобы операция получилась по-настоящему качественной нужно учесть следующее:
- Наличие хрома
Если в составе сплава имеется хром, то сварное соединение необходимо остудить сразу после сварки. Дело в том, что образующийся карбид пагубно влияет на прочность шва, и чтобы предотвратить его образование необходим резкий перепад температур.
- Высокий коэффициент расширения металла.
Если достаточно долго разогревать металл, то величина свариваемого зазора может быть чересчур большой. Поэтому, полагается контролировать размер получаемого шва.
Подобный вид работ является одним из самых прогрессивных методов, позволяющих получить монолитную сварку высокого качества и с минимальным процентом брака.
Про данную тему смотрите материал на этой странице.
plazmen.ru
Плазменная резка металла – что это такое, технология
Плазменная резка металла хорошо подходит для разделывания высоколегированных сталей. Такой метод превосходит газовые резаки минимальной зоной прогрева, позволяющей быстро произвести рез, но избежать деформации поверхности от перегрева. В отличие от механических способов реза («болгаркой» или станком), плазмотроны способны выполнять разделывание поверхности по любому рисунку, получая уникальные цельные формы с минимальными отходами материала. Как устроенны и работают подобные аппараты? Какова технология процесса резки?

Что такое плазменная резка?
Плазменная резка металла и ее принципы работы основаны на усилении электрической дуги, путем разгона газом под давлением. Это увеличивает температуру режущего элемента в несколько раз, в отличие от пропан-кислородного пламени, что позволяет быстро осуществить рез, не дав высокому коэффициенту теплопроводности материала передать температуру на остальную часть изделия и деформировать конструкцию.
Плазменная резка металла на видео дает общее представление о происходящем процессе. Суть метода следующая:
- Источник тока (питающийся от 220 V для небольших моделей, и 380 V для промышленных установок, рассчитанных на большую толщину металла) выдает требуемое напряжение.
- По кабелям ток передается на плазмотрон (горелку в руках сварщика-резчика). В устройстве находится катод и анод — электроды, между которыми загорается электрическая дуга.
- Компрессор нагнетает поток воздуха, передающегося по шлангам в аппарат. В плазмотроне имеются специальные завихрители, способствующие направлению и закручиванию воздуха. Поток пронизывает электрическую дугу, ионизируя ее и разгоняя температуру во много раз. Получается плазма. Данная дуга называется дежурной, поскольку горит для поддержания работы.
- Во многих случаях используется кабель массы, который подсоединяется к разрезаемому материалу. Поднеся плазмотрон к изделию, дуга замыкается между электродом и поверхностью. Такая дуга называется рабочей. Большая температура и давление воздуха пронизывают требуемое место в изделии, оставляя тонкий рез и небольшие наплывы, легко удаляемые постукиванием. Если контакт с поверхностью теряется, то дуга автоматически продолжает гореть в дежурном режиме. Повторное поднесение к изделию позволяет сразу продолжать резку.
- После окончания работы, кнопка на плазмотроне отпускается, что выключает все виды электрической дуги. Некоторое время выполняется продувка воздухом системы для удаления мусора и охлаждения электродов.
Режущий элемент — ионизированная дуга плазмотрона, позволяет не только разделывать материал на части, но и сваривать его обратно. Для этого используют присадочную проволоку, соответствующую по составу для конкретного вида металла, а вместо обычного воздуха подается инертный газ.
Разновидности плазменной резки и принципов работы
Разделывание металлов ионизированной высокотемпературной дугой имеет несколько модификаций по используемому подходу и предназначению. В одних случаях электрическая цепь, для выполнения реза, должна замкнуться между плазмотроном и изделием. Это подходит для всех видов токопроводящих металлов. От аппарата исходит два провода, один из которых проходит в горелку, а второй крепится к обрабатываемой поверхности.
Второй метод заключается в горении дуги между катодом и анодом, заключенными в сопле плазмотрона, и способности осуществить рез этой же дугой. Данный способ хорошо подходит к материалам неспособным проводить ток. В этом случае от аппарата исходит один кабель ведущий к горелке. Дуга постоянно горит в рабочем состоянии. Все это относится к воздушно-плазменной резке металла.
Но бывают модели плазморезов, где в качестве ионизирующего вещества используется пар от заливаемой жидкости. Такие модели работают без компрессора. В них имеется небольшой резервуар для заливки дистиллированной воды, подающейся на электроды. Испаряясь, создается давление, усиливающее электрическую дугу.
Преимущества плазморезов
Принципы работы плазменной резки, использующей высокотемпературную дугу, позволяют получать ряд преимуществ перед другими видами разделывания металла, а именно:
- Возможность обрабатывать любые виды стали, включая металлы с высоким коэффициентом теплового расширения.
- Разрезание материалов не проводящих электрический ток.
- Высокая скорость проводимых работ.
- Легкая обучаемость рабочему процессу.
- Разнообразные линии реза, включая фигурные формы.
- Высокая точность резки.
- Малая последующая обработка поверхности.
- Меньшее загрязнение окружающей среды.
- Безопасность для сварщика ввиду отсутствия газовых баллонов.
- Мобильность при транспортировке оборудования имеющего малые размеры и вес.
Технология плазменной резки металла
Как работает плазменная резка показано на видео. Посмотрев несколько таких уроков можно приступать к самостоятельным пробам. Процесс осуществляется в следующей последовательности:
- Разрезаемое изделие выставляется так, чтобы под ним был просвет в несколько сантиметров. Для этого используются подкладки под края, или конструкция устанавливается на край стола, чтобы обрабатываемая часть была над полом.
- Разметку линии реза лучше выполнять черным маркером, если работа ведется на нержавеющей стали или алюминии. Когда предстоит разделать «черный» металл, то линию лучше провести тоненьким мелком, который четче виден на темной поверхности.
- Важно убедиться, что шланг от горелки не лежит рядом с местом реза. Сильный перегрев может его испортить. Начинающие сварщики могут из-за волнения это не увидеть и повредить оборудование.
- Надеваются защитные очки. Если работать предстоит долго, то лучше воспользоваться маской, которая закроет не только глаза, но и все лицо от ультрафиолета.
- Если резка будет вестись на подложках выставленных на полу, то следует подложить лист металла, чтобы брызги не испортили покрытие пола.
- Перед началом работы необходимо убедиться, что компрессор набрал достаточное давление, а водяные модели разогрели жидкость до нужной температуры.
- Запуском кнопки зажигается дуга.
- Держать плазмотрон необходимо перпендикулярно разрезаемой поверхности. Допускается небольшой угол отклонения относительно этого положения.
- Начало реза лучше производить с края изделия. Если необходимо начать с середины, то желательно просверлить тоненькое отверстие. Это поможет избежать перегрева и впадины в этом месте.
- При ведении дуги необходимо соблюдать дистанцию к поверхности в 4 мм.
- Для этого важен упор под руки, который осуществляется локтями об стол или об колени.
- При ведении реза важно зрительно удостоверяться в появлении просвета на пройденном участке, иначе придется проводить резку повторно.
- Когда линия разреза заканчивается, необходимо соблюсти предосторожность, чтобы деталь не упала на ноги.
- Отпускание кнопки прекращает горение дуги.
- Молотком отбивается тонкий слой шлака по краям реза. Если есть необходимость, то проводится дополнительная зачистка изделия на наждачном круге.
Используемое оборудование
Чтобы осуществлять плазменную резку используются различные аппараты и приспособления. Источник тока может быть небольших размеров, и содержать в себе трансформатор, несколько реле и осциллятор. Маленькие модели очень компактны для переноса и работы на высоте. Они способны разрезать металлы до 12 мм толщиной, чего достаточно для большинства видов работ на производстве и дома. Крупные аппараты имеют похожую схему устройства, но обладают более мощными параметрами за счет использования материалов большего сечения, и повышенными входящими значениями напряжения. Такие модели перевозятся на тележках, а работа с изделиями ведется плазмотроном, крепящимся к кронштейну. Им можно резать материалы толщиной до 100 мм.
Плазмотроны как больших, так и малых аппаратов устроены одинаково, но отличаются по размерам. У всех есть рукоятка и кнопка пуска. В каждом имеется электрод стержневой (катод) и внутреннее сопло (анод), между которыми горит дуга. Завихритель потоков направляет воздух и разгоняет температуру. Изолятор защищает внешние части от перегрева и преждевременного контакта электродов. Наружные сопла устанавливаются в зависимости от разрезаемой толщины. Наконечники закрывают сопло от брызг расплавленного металла. На конец плазмотрона могут одеваться различные насадки, помогающие сохранять дистанцию во время работы и убирающие нагар с фасок. Компрессор подает воздух через шланг, а его выход регулируется клапаном.
Изобретение плазменной резки позволило ускорить работу со многими легированными сталями, а точность линии реза и возможность производить изогнутые фигуры, помогают получать разнообразные изделия для производственных процессов. Понимание функционирования аппарата и сути выполняемой им работы поможет быстро освоить это полезное изобретение.
Поделись с друзьями
1
0
0
0
svarkalegko.com
Плазморез своими руками
Плазменная резка – достаточно востребованная операция, особенно, когда дело касается резки толстых металлических деталей или заготовок. Процесс происходит быстро, кромки металла остаются ровными. Но такой аппарат стоит недешево. Поэтому многие умельцы изготавливают для себя плазморез своими руками из разных видов оборудования, соединив их в одну конструкцию. Схема соединения их проста, главное – правильно подобрать приборы по необходимым техническим характеристикам.

Основы плазменной резки
В основе плазменной резки лежит ионизированный газ, который вылетает из сопла горелки с большой скоростью. Этот газ и есть та самая плазма. Что она делает.
- По сути, это ионизированная среда является отличным проводником электрического тока, который от электрода поступает к металлической заготовке.
- Плазма нагревает металл до необходимой температуры.
- Она же сдувает расплавленный металл, освобождает пространство реза.
Значит, чтобы создать плазму, необходим газ и источник электроэнергии. И эти две составляющие должны соединиться в одном месте. Поэтому оборудование плазменной резки состоит из баллона с газом, источника электроэнергии повышенной силы и резака, в котором установлен электрод.
Конструкция резака изготовлена таким образом, чтобы вокруг электрода проходил газ и в нагретом от электрода виде вырывался наружу через небольшое отверстие. Небольшой диаметр отверстия и давление газа создают необходимую скорость плазме. При изготовлении самодельной плазменной резки нужно просто приобрести готовый резак и не думать над его созданием. Потому что в нем уже все продумано, плюс заводской вариант – это гарантия безопасности.
Что касается газа, то от всех вариантов давно уже отказались, оставив сжатый воздух. Получить его можно сегодня очень просто – приобрести и установить компрессор.
Есть определенные условия, которые гарантируют качество резки плазмой.
- Сила тока на электроде не должна быть меньше 250 А.
- Сжатый воздух должен подаваться на резак со скоростью в пределах 800 м/сек.
Как сделать плазморез своими руками
Основы плазменной резки понятны, конструкция плазмореза тоже ясна, можно приступать к его сборке. Кстати, для этого не нужны специальные чертежи.
Итак, что будет необходимо.
- Нужно найти источник электроэнергии. Самый простой вариант – это сварочный трансформатор или инвертор. По многим причинам инвертор лучше. К примеру, у него стабильное значение тока, без перепадов. Он экономичнее в плане потребления электроэнергии. Обратить внимание придется на ток, который выдает сварочный аппарат. Его значение не должно быть меньше 250 ампер.
- Источник сжатого воздуха. Здесь без изменений – компрессор. Но какой? Основной параметр – давление воздуха. На него и надо будет обратить внимание. 2,0-2,5 атм. – будет нормально.
- Резак можно приобрести в магазине. И это будет идеальным решением. Если есть в наличии резак для аргонной сварки, то и его можно переделать под плазменную резку. Для этого из меди придется сделать насадку в виде сопла, которая вставляется в резак аргонной сварки.
- Комплект шлангов и кабелей, для соединения всех частей самодельного плазмореза. Опять-таки комплект можно приобрести в магазине, как единый соединяющий элемент.
Вот четыре элемента, с помощью которых собирается самодельный плазморез.
Вспомогательные элементы и материалы
На что еще необходимо обратить внимание, собирая аппарат плазменной резки своими руками. Как уже было сказано выше, основная характеристика плазменного резака – это диаметр его отверстия. Каких размеров он должен быть, чтобы качество реза было максимальным. Специалисты считают, что диаметр в 30 мм – оптимальный размер. Поэтому, покупая резак в магазине, нужно обратить внимание, есть ли в его комплекте сопло с таким отверстием.
К тому же надо подбирать сопло со значительной длиной. Именно этот размер дает возможность струе сжатого воздуха набрать необходимую скорость. От чего рез металла получается аккуратным, а сам процесс резки быстрым и легким. Но не стоит приобретать сопло уж очень большой длины. Такое приспособление быстро разрушается под действием высоких температур.
Что касается выбора электрода для плазмореза, то тут необходимо обратить внимание на сплав, из которого он изготовлен. К примеру, если в сплав входит бериллий, то это радиоактивное вещество. Работать с такими электродами долго не рекомендуется. Если в сплав входит торий, то при высоких температурах он выделяет токсичные вещества. Идеальный электрод для плазменной резки, в сплав которого входит гафний.
Проверка плазмореза
Итак, шланги соединяют резак и компрессор, кабель резак и инвертор. Теперь необходимо проверить, а работает ли собранная конструкция. Включаются все агрегаты, на резаке нажимается кнопка подачи электроэнергии на электрод. При этом образуется дуга с температурой 6000-8000С. Она проскакивает между металлом электрода и сопла.
После этого начинает подаваться в резак сжатый воздух. Проходя через сопло и нагреваясь от электрической дуги, он резко расширяется в десять раз и при этом приобретает токопроводящие свойства. То есть, получается ионизированный газ.
Он проходит через суженное сопло, при этом приобретая скорость в пределах 2-3 м/сек. А вот температура плазмы повышается до 25000-30000С. Самое важное, что дуга, с помощью которой был разогрет сжатый воздух и превращен в плазму, гаснет, как только плазма начинает воздействовать на металлическую заготовку, подготовленную к резке. Но тут же включается вторая, так называемая рабочая дуга, которая на металл действует локально. Именно в зону реза. Поэтому металл режется только в этой зоне.
Если при проверке работы плазменного резака у вас получилось разрезать металл толщиною не меньше 20 мм, то все элементы новой конструкции, собранной своими руками, были подобраны правильно. Необходимо обратить внимание, что заготовки толщиною более 20 мм плазморез из инвертора не режет. У него просто не хватает мощности. Чтобы резать металл большей толщины, придется использовать трансформатор.
Внимание! Любые работы, связанные с использование плазменной резки, должны проводиться в защитной одежде и перчатках.
Полезные советы
Существует много моментов, которые обязательно сказываются на работе агрегата.
- Приобретать, например, большой компрессор нет необходимости. Но 2-2,5 атмосфер при большом объеме работ может не хватить. Выход из положения – установить на компрессоре ресивер. Он работает, как аккумулятор, накопляющий давление в сжатом воздухе. Для этого дела можно приспособить, к примеру, болоны от тормозной системы большегрузных машин. Вариант на самом деле простой. Объем у баллона большой, и его должно хватить на длительный промежуток времени.
- Чтобы давление воздуха было стабильным и одинаковым, на выходе ресивера нужно установить редуктор.
- Конечно, оптимальное решение – приобрести компрессор в комплекте с ресивером. Стоит он дороже обычного, но если этот агрегат использовать и для других дел, к примеру, для покраски, то можно увеличить его функциональность и тем самым покрыть затраты.
- Чтобы сделать мобильную версию станка, можно изготовить тележку небольших размеров. Ведь все элементы плазмореза – небольшие по габаритам приспособления. Конечно, о мобильности придется забыть, если станок изготовлен на основе сварочного трансформатора. Слишком он большой и тяжелый.
- Если нет возможности купить готовый комплект шланг-кабель, то можно его сделать самостоятельно. Нужно сварочный кабель и шланг высокого давления объединить в один рукав и поместить их в единую оболочку. К примеру, в обычный шланг большего диаметра. Сделанный таким образом комплект просто не будет мешаться под ногами, что очень важно при проведении резки металлов.
Сделать свой собственный плазморез совсем несложно. Конечно, надо будет получить необходимую информацию, изучить ее, обязательно рекомендуется посмотреть обучающее видео. И после этого правильно подобрать все элементы точно под необходимые параметры. Кстати, собранный плазморез на основе серийного инвертора дает возможность не только проводить плазменную резку металлов, но и плазменную сварку, что увеличивает функциональность агрегата.
Поделись с друзьями
2
0
0
1
svarkalegko.com
инструкция по использованию и изготовлению
Уже давно плазменный сварочный аппарат активно вытесняет подобные устройства со строительного рынка и становится все более доступным для обычных домашних умельцев.
Данный способ сварки кардинально отличается от традиционных уже давно существующих способов сварки и считается инновационным методом соединения различных металлов между собой.
Современные плазменные сварочные аппараты представляют собой достаточно компактные в размерах устройства, а сам процесс считается абсолютно безопасным для оператора, выполняющего работы.
Данное оборудование потребляет минимальное количество электроэнергии, что дает возможность значительно сократить финансовые затраты.
Отличительной чертой плазменной сварки является высокая производительность, притом, что работать своими руками на аппарате достаточно просто.
Стоит отметить и то, что качество и точность сварки или резки на таком универсальном оборудовании возрастает в несколько раз по сравнению с традиционными устройствами.
В настоящее время в специализированных магазинах предлагается большой выбор аппаратов для сварки плазмой, цена которых достаточно высокая.
Между тем, можно сделать своими руками плазменный аппарат для сварки и резки самых разных видов металлов.
При этом если будут соблюдены порядок и правила сборки аппарата, качество выполняемых работ по сварке и резке металлов останется на высоком уровне.
Характерные особенности
Основное предназначение плазменной сварки — это высококачественное соединение между собой таких материалов, как нержавейка, сталь и так далее.
При данном процессе происходит локальное плавление металлической поверхности под воздействием образованного в аппарате потока плазмы.
Вообще за плазму принимают некоторый ионизированный газ, в состав которого входят некоторые заряженные частицы, которые способны при определенных условиях проводить ток.
Таким образом, ионизация газа происходит в результате сильного нагрева дуги, которая под большой скоростью вытекает из резака или плазмотрона.
При проведении сварочного процесса температура дуги в некоторых случаях может достигать значения в несколько десятков тысяч градусов по Цельсию.
Плазменная сварка чем-то отдаленно по некоторым параметрам и технологии процесса напоминает аргонную сварку, однако в этом случае есть несколько характерных тонкостей и нюансов.
Видео:
В настоящее время для проведения сварочных работ и резки металлов можно приобрести компактный аппарат, а можно такое устройство сделать своими руками.
При плазменной сварке происходит определенное воздействие на обрабатываемую металлическую поверхность, причем эффективность такого воздействия находится на высоком уровне.
Следует отметить, что аппараты для сварки и резки плазмой сегодня активно используются как в тяжелой промышленности, так и в условиях дома, чтобы что-то можно было сделать своими руками.
Данным сварочным методом можно успешно работать с цветными металлами, их многочисленными сплавами, нержавеющей сталью и так далее.
Есть некоторые группы металлов, для которых сварка плазмой считается малоэффективной и в этом случае используют традиционные способы сварки и резки.
Одним из достоинств сварки плазмой является то, что при помощи нее можно сваривать между собой материалы с большой толщиной без какого-либо раздела кромок, а это значит, что шов можно сделать максимально прочным и качественным.
Правильно собранный самодельный аппарат даст возможность проводить сварку плазмой даже в труднодоступных местах, где традиционные способы будут не эффективны.
Ввиду того, что цена на данное профессиональное оборудование достаточно высокая, выходом из положения в этом случае может стать самодельный аппарат, изготовленный дома, цена сборки его своими руками будет достаточно приемлема.
Принцип работы
В настоящий момент в магазинах доступны самые разные типы устройств, предназначенных для сварки и резки металлических поверхностей при помощи плазмы.
Такое оборудование в несколько раз по своим техническим характеристикам и параметрам превосходит более привычные устройства, такие как сварочный трансформатор или полуавтомат.
Сегодня данный метод с использованием плазмы стараются использовать практически повсеместно, так как в этом случае увеличивается не только качество выполняемых работ, но и их скорость.
Кроме этого, уменьшается количество отходов и снижается потребление электричества, что делает работу с плазмой более экономически обоснованной.
При работе сварочного плазменного аппарата воздушно-электрический поток под большим давлением и с высокой температурой локализовано нагревает металлическую поверхность, которая практически мгновенно расплавляется.
Следует отметить, что при проведении плазменной сварки при помощи воздушно-кислородной системы, периодически необходимо перезаправлять воздушно-кислородные баллоны.
Видео:
В том случае, если в схему плазменного аппарата включен компрессор, то использование воздушно-кислородной смеси не требуется, а значит, нет необходимости проводить перезаправку воздушно-кислородной системы.
Образующаяся при работе плазменного аппарата дуга, формируется в устройстве, которое носит название плазмотрон.
При работе поверхность плазмотрона подвергается постоянному воздействию воздушно-кислородного потока воздуха для максимального охлаждения.
Сама плазменная струя имеет свои определенные рабочие параметры, а кроме этого, бывает косвенного или прямого воздействия.
Следует понимать, что при проведении работ с аппаратом для плазменной сварки и резки металлических поверхностей, необходимо соблюдать правила по технике безопасности.
Даже несмотря на то, что данный тип сварки считается одним из самых безопасных, все работы по обработке металла следует проводить либо на открытом пространстве, либо в гараже, который оснащен качественной вентиляционной системой.
Сам аппарат, даже несмотря на свои относительно компактные размеры, имеет достаточно высокий вес.
Кроме этого, устройства для воздушно-плазменной сварки или резки заводского производства стоят достаточно дорого, и позволить их себе может далеко не каждый.
В этом случае выходом из положения может стать плазменный сварочный аппарат, сделанный своими руками.
Порядок сборки
Обязательными элементами любого типа оборудования для плазменной сварки являются электричество, а также сжатый воздух.
В том случае, если вместо воздушно-кислородной системы используется обыкновенный компрессор, то можно обойтись лишь электрическим источником, сделанным своими руками.
Собирается плазменный сварочный аппарат по соответствующим чертежам и с использованием только качественных составляющих, своими руками.
В первую очередь, следует заняться разработкой и сборкой источника основного питания.
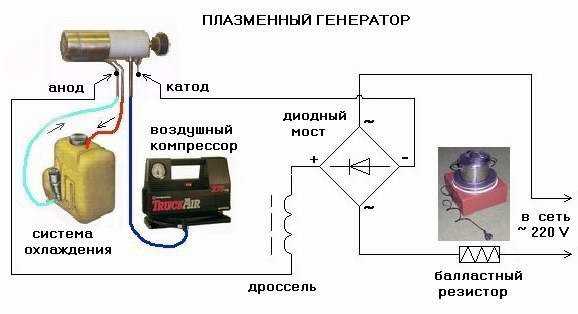
Для этого необходимо будет найти обыкновенный сварочный дроссель, который поможет впоследствии стабилизировать поступающее напряжение, а также трехфазный выпрямитель тиристорного типа.
Кроме этого, потребуется старый стартер от автомобиля, при помощи которого будет производиться поджог рабочей дуги в автоматическом режиме.
Далее следует подумать о материале и форме корпуса аппарата для плазменной сварки и резки.
Кроме этого, уделить внимание необходимо и выбору плазменной горелки, в которой будут располагаться необходимые в работе анод и катод.
В самодельном плазменном аппарате ток между анодом и катодом должен иметь постоянное значение в сто вольт.
Этого можно добиться, если использовать трансформатор с соответствующими рабочими параметрами.
Следует уделить внимание и включению в общую схему воздушно-кислородной установки, которая будет обеспечивать необходимое давление потока, а также охлаждать плазмотрон.
Таким образом, если все работы будут проведены последовательно и в соответствии с технологией, самодельный аппарат для плазменной сварки металлических поверхностей позволит выполнять большой объем соответствующей работы.
rezhemmetall.ru
Плазменная резка металла | Библиотека технолога
Воздушно-плазменная резка металла — это наиболее эффективный и экономичный способ заготовительного раскроя металла до 50 мм. Эта технология позволяет отказаться от дорогостоящих и взрывоопасных газовых баллонов (только воздух и электричество) и, при этом, качественно и быстро резать любой токопроводящий металл, в том числе алюминий, медь, нержавеющую сталь, титан и т.д.
Воздушно-плазменная резка является эффективным способом резки низколегированных и легированных сталей, цветных металлов и сплавов. Плазменная резка по скорости превосходит газокислородную резку при работе с металлами толщиной до 30 мм. Аппараты для плазменной резки являются высокоскоростными машинами с программным управлением. Широкое применение нашла также разделительная полуавтоматическая (ручная) плазменная резка. В настоящее время существуют установки для плазменной резки, рассчитанные на токи от 50 до 400 А, обеспечивающие высококачественную резку в диапазоне толщин разрезаемого металла от 2 до 160 мм.
Преимущества воздушно-плазменной резки. Качественная резка металла — это воздушно-плазменная резка.
В настоящее время применение такой технологии как воздушно — плазменная резка металла в производстве металлоконструкций (особенно строительных и машиностроении) представляется наиболее перспективным. Воздушно — плазменная резка — высокоэффективный процесс, используемый в различных отраслях промышленности для резки черных и легированных металлов. Такого типа резка металлов обладает высокой производительностью, точностью и качеством реза.
Воздушно — плазменная резка состоит в локальном расплавлении металла в зоне реза и выдувании его потоком обжатой воздухом электрической дуги, температура которой достигает 15 000-20000С. Воздушно — плазменная резка обеспечивает высокую концентрацию в зоне реза, что гарантирует малую ширину реза (при ширине заготовки 20 мм ширина реза — не более 2,5 мм). Кроме того, воздушно-плазменная резка позволяет достигать хорошего качества кромок (без наплывов и грата) и отсутствие деформации (даже на листовых заготовках малой толщины). Благодаря этому становится возможным применять схемы экономичного раскроя, выполнять сварку конструкций без механической обработки.
Сегодня плазменная резка стала одним из самых конкурентоспособных методов обработки листового материала благодаря производительности, точности, легкости перестраивания под конкретную конфигурацию детали, возможности использования в тех областях, в которых традиционные подходы приводят к значительным трудностям.
Плазменная резка металла имеет преимущества перед другими способами резки (кислородная, лазерная резка и резка водой с абразивом):
- Преимущества перед кислородной резкой: более высокая скорость, минимальные деформации материала в результате термического воздействия.
- Преимущества перед лазерной резкой: более низкая стоимость, равная или более высокая скорость резки, достаточно высокие качественные показатели.
- Преимущества перед способом резки водноструйной с абразивом: более высокая скорость, более низкая стоимость, низкий уровень загрязнения окружающей среды.
Газовая резка металла
Для фигурной газовой резки используется качественное оборудование европейского производства. Такой современный станок позволяет получить вертикальный рез больших толщин листового металлопроката с очень качественной и чистой кромкой реза.
Новейший станок газоплазменной резки металла с ЧПУ с автоматическим поджигом и устройством контроля высоты, обеспечивает раскрой металла толщиной до 300 мм.
Современная технология газовой резки позволяет осуществлять фигурный раскрой листа стали, толщина которого достигает 300 мм. Преимущества использования газокислородной резки очевидны в тех случаях, когда необходима резка листового металла, толщина которого превышает 160 мм. Однако и при меньшей толщине листа газовая резка металла может быть выгодна по нескольким причинам:
- кромка реза остается вертикальной;
- не происходит закаливания кромок изделия;
- ширина реза не превышает 2-2,5 мм;
- Резка толстого металла (плита толщиной до 300 мм)
На данный момент одним из самых распространенных видов резки металла при строительно-монтажных работах является газокислородная резка. Кислородная резка использует свойство горячего металла интенсивно гореть при подаче струи чистого кислорода. Окислы и жидкий металл, получившиеся в процессе газокислородной резки, удаляются из реза кислородом, подающимся из сопла резака под большим давлением. Газокислородной резке подлежат металлы, отвечающие следующим условиям:
- температура плавления металла выше, чем температура горения металла в кислороде;
- невысокая теплопроводность металла;
- содержание углерода и легирующих примесей в металле должно быть минимально.
НЕ ПОДДАЮТСЯ ГАЗОКИСЛОРОДНОЙ РЕЗКЕ следующие металлы: алюминий и алюминиевые сплавы, чугун, медь и высоколегированные стали. Эти стали режут методом плазменной резки.
Смотрите также
zpromma.ru
Плазменная резка
СВАРКА, РЕЗКА МЕТАЛЛОВ
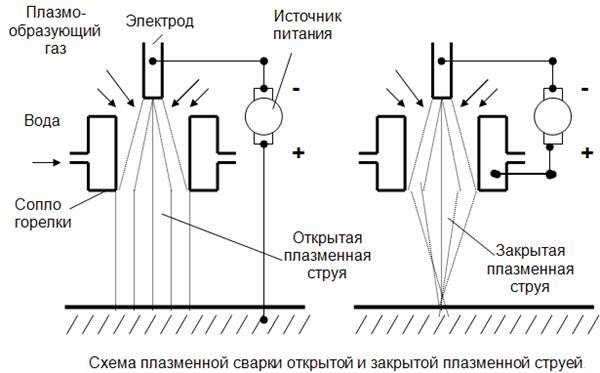
Плазменная резка использует сжатую электрическую дугу, которую обдувает газ. Обдувая дугу, газ нагревается и распадается на положительно и отрицательно заряженные частицы (ионизируется). Заряженные частицы преобразуются в плотный поток плазмы с температурой до 15000°С. Сразу оговоримся, что на практике широко используется плазменная разделительная резка. Поверхностная плазменная резка используется довольно редко.
Сама резка может осуществляться плазменной дугой и плазменной струей. На рис. 43 показано, в чем заключается различие этих двух видов плазменной резки. В первом случае (плазменная дуга прямого действия) разрезаемое изделие (деталь) включено в электрическую цепь и дуга образуется между металлом и вольфрамовым электродом резака. Во втором случае дуга возникает в резаке между двумя электродами, а деталь (разрезаемый металл) в электрическую цепь не подключена. Плазменная резка более производительна, чем кислородная. Но когда речь идет о резке металлов большой толщины или о резке титана, плазменная резка уступает
|
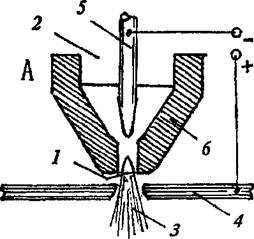
Рис. 43. Плазменная резка. А – резка плазменной дугой: 1 – дуга, 2 – газ, 3 – струя плазмы 4 – металл, 5— электрод из вольфрама; Б — резка плазменной струей: 1 – дуга, 2- сопло, 3- катод, 4- электрод из вольфрама, 5— плазмотрон, 6 — плазменная струя |
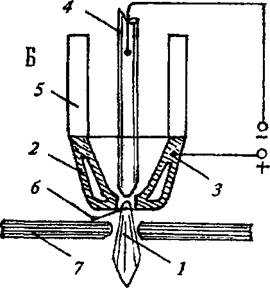
свои позиции кислородной резке. Когда же надо резать цветные металлы (особенно алюминий), то без плазменной резки не обойтись. Какие же газы применяются для плазменной резки? Их можно разделить на активные и неактивные газы. Активные — это кислород и воздух, а неактивные — азот, аргон, водород. В общем и целом применение активных газов требуется при резке черных металлов, а неактивные газы (и их смеси) используются при резке цветных металлов и сплавов. В приводимой ниже таблице даны области применения рабочих газов.
Использование газов при плазменной резке
Рабочие газы | Медь и ее сплавы | Алюминий и его сплавы | Сталь | Титан |
Сжатый воздух | при тотщине до 60 мм | при толщи не до 70 мм | при толщи не до 60 мм | не рекомендуется |
Азот с аргоном | не реко мендуетея | не рекомендуется | только высоколегированную толщиной до50 мм | не рекомендуется |
Азот с кислородом | не рекомендуется | не рекомендуется | при резке любой толщины | не рекомендуется |
Чистый азот | медь — до 20 мм латунь — до 90 мм | при толщине до 20 мм | высоколеги ро ванные — до 75 мм, низколегированные и низкоуглеродистые — до 30 мм | пригоден для любой толщины |
Азот с водородом | для резки средних толщин — до 100 мм | для резки средних толщин — до 100 мм | не рекомендуется | не рекомендуется |
Аргон с водородом | пригоден для толщин 100 мм и выше | пригоден для толщин 100 мм и выше | только для высоколегированной до 100 мм толщины | не рекомендуется |
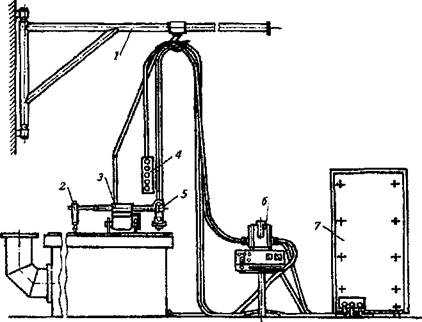
Для механизации плазменной резки сконструированы полуавтоматы и переносные машины различных модификаций. На рис. 44 схематично представлен типовой полуавтомат ПРП-2. Этот полуавтомат использует как активные, так и неактивные газы. Может работать на водородно-азотной и водородно-аргонной смеси. Водородные смеси позволяют довести толщину резки до 120 мм по алюминию и до 100 мм по высоколегированным сталям (обычная толщина для полуавтоматов — 40—60 мм). Нарис. 45 представлена переносная машина «Микрон 2-02», которая использует для резки сжатый воздух.
В таблице представлены технические данные полуавтоматов и переносных машин для плазменной резки.
Полуавтоматы и переносные машины для плазменной резки
|
Рис. 44. ПРП-2 — полуавтомат для плазменной резки. I— пульт; 2— источник электроэнергии; 3— тележка; 4— плазмотрон машинный; 5— пульт; 6— плазмотрон ручной |

|
І’ис. 45. Машина «Микрон-2-02».
^ / — полвескл шлангов и кабелей; 2— циркуль; 3— портативная машина; 4— пульт; 5— плазмотрон; 6— Стационарный пульт
^ управления; 7— энергообеспечение
Разрешается питать полуавтомат ПРП-2 от водородной рампы пли отдельного баллона с соответствующим редуктором. Использование вместо указанных средств защиты обратного клапана типа ПЗС. прпгодного для других газов-заменителей ацетилена, — запрещается.
При резке на полуавтомате ПРП-2 с использованием неактивных газов (азот, аргон) подача их к машине должна проводиться от баллонов с соответствующими редукторами или по газопроводу. В этом случае источником питания может служить перепускная (разрядная) рампа или воздухоразделительная установка, продукты разделения которой централизованно поступают к цехам.
Газопитание других переносных полуавтоматов и машин (ПВ-
1. ПВ-В и «Микрон»), использующих воздух как рабочий газ, производится от заводской воздушной магистрали с давлением газа до 6 кгс/см2 и с установкой на газопроводе в месте потребления запорного вентиля и масловлагоотделителя (для машин ПВП-В и «Микрон-2-02», не имеющих встроенного очистительного устройства).
Все полуавтоматы и переносные машины для плазменной резки. кроме машины ПВП-В, оснащены плазмотронами с водяным охлаждением и поэтому могут эксплуатироваться только при положительной (комнатной) температуре. Полуавтомат ПВП-В предназначен для плазменной резки низкоуглеродистой стали толщиной до 20 мм при отрицательной (до—10°С) и положительной (+40°С) температуре, поскольку плазмотрон имеет воздушное охлаждение.
Для ручной плазменной резки выпускаются два комплекта: КДП-1 и КДП-2 с плазмотронами РДП-1 и РДП-2.
КДП-1 обеспечивает резку алюминия толщиной до 80 мм, коррозионностойкой и высоколегированной стали толщиной до 60 мм и меди толщиной до 30 мм. Наибольший рабочий ток 400 А. Напряжение холостого хода источника питания 180 В. Наибольшая мощность дуги 50 кВт. Плазмотрон РДП-1 работаете использованием в качестве плазмообразующих газов азота, аргона или их смеси с водородом. Поскольку плазмотрон водоохлаждаемый комплект аппаратуры, он должен работать при температуре окружающей среды выше 0°С.
КДП-2 уступает КДП-1 по мощности дуги (мощность всего 30 кВт), но может работать на открытом воздухе в любое время года.
Плазмотрон РДП-2 работает в среде аргона, азота или их смесей с водородом. Масса комплектов аппаратуры КДП-1 и КДП-2 7,5 кг. Эти аппараты — беспультовые. Они проще в эксплуатации и обслуживании, содержат режущие плазмотроны в комплекте с кабель-шланговым пакетом, коллектором и зажигалкой для возбуждения режущей дуги.
Беспультовые комплекты аппаратуры рациональнее, чем пультовые при выполнении ограниченного объема работ с загрузкой режущего устройства (плазмотрона) не более чем на 40—50 %. Комплекты КДП-1 и КДП-2 следует укомплектовывать на время выполнения работ по резке приемлемыми сварочными выпрямителями и преобразователями.
При этом необходимо иметь в виду, что действующими правилами техники безопасности для ручной плазменной резки разрешена максимальная величина напряжения холостого хода источника питания 180 В.
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро – страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
msd.com.ua