Пресс ножницы – Виды пресс-ножницы для металла и их отличия
alexxlab | 21.05.2017 | 0 | Вопросы и ответы
Пресс-ножницы: комбинированные, гидравлические, резка металла
Пресс-ножницы (ПН) – это специальный инструмент, который применяют в процессе обработки металла. Иногда можно услышать и такое название — «комбинированные пресс-ножницы» (КПН) — оно применимо к универсальной модели оборудования, имеющей дыропробивной пресс. Давайте подробнее разберемся с тем, для чего нужны пресс-ножницы, какие разновидности прибора существуют и как им правильно пользоваться.

Пресс-ножницы
Назначение оборудования и сферы его применения
Отличные технические характеристики, многофункциональность, простота конструкции сделали пресс-ножницы весьма востребованным оборудованием в сфере промышленности. Давайте узнаем, из каких элементов состоит устройство пресс-ножниц.
Пресс-ножницы комбинированные (фото) имеют в своем составе специальные узлы:
- для работы с металлом сортовым;
- для прорезки пазов;
- для резки листов металла;
- для вырезки отверстий в различных изделиях из металла.
Благодаря тому, что в оборудовании имеются все перечисленные механизмы, с помощью КПН можно производить обработку всех существующих видом металлопроката, в том числе металлопроката фасонного и металлического лома.
Краткое описание процесса работы с ПН
Перед началом работы с оборудованием резчик металла на ножницах и прессах устанавливает устройство на станину. Если нужно в обработке металла воспользоваться дыропробивным прессом, то управление оборудованием осуществляется при помощи рычажного или же педального механизма (фото).
При работе с ползуном задействуется исключительно рычажный механизм. Привод и у педального и рычажного механизмов будет общим. Изучить устройство данных механизмов можно в ГОСТе 7355–77, в котором приведены подробные технические характеристики ПН И КПН.
Различные модели оборудования рассчитаны на работу с металлом разной толщины (толщина листа стали может составлять от десяти до тридцати миллиметров и иметь сторону от тридцати двух до шестидесяти пяти миллиметров). Ножи оборудования при этом двигаются с рекордной скорость, совершая до шестидесяти шести рабочих ходов!
В процессе резки резчик на ножницах и прессах должен внимательно следить за тем, чтобы ножи прибора не входили в металлическую основу слишком глубокого, потому что иначе срез может получиться двойным. Особенно это важно, если ведется обработка стальных листов, предварительно нагревавшихся, или же режется металлическое изделие из материала тонкого и достаточно пластичного.

Металлические заготовки перед процессом резки могут подогреваться специально: нагрев позволяет предотвратить появления трещин на торцах в ходе обработки.
Внимание! Не требуется дополнительно прогревать изделия из углеродистых разновидностей стали, с процентом содержания углерода в составе материала в 0,5 процента.
Огромное значение при работе с ПН и КПН имеет показатель скорости ножей, с которым осуществляется процесс резки. Для обработки стали легированной обычно устройство включается на самой низкой скорости, сталь углеродистую режут на высоких оборотах. У современных КПН имеются специальные двигатели на двух скоростях. Эти двигатели позволяют выбрать нужную скорость для работы с разными видами стали.
Градация оборудования
В современной промышленности активно используются КПН следующих разновидностей:
- Ручные. Ручные КПН могут быть дисковыми или же рычажными;
- КПН гидравлического типа;
- Комбинированные пресс-ножницы контейнерные.
Также оборудование может быть мобильным или же стационарным. Давайте рассмотрим технические характеристики разных видов оборудования более подробно.

Пресс-ножницы ручные
ПН ручного типа чаще всего применяют при выполнении незначительного объема работ по обработке металла. Их используют для резки металлического лома, листовой стали, профилей, арматуры и уголков.
Рычажные ПН оснащены двумя ножами, средняя длина которых не превышает десяти сантиметров. Один из ножей закрепляется на станок и в ходе резки не двигается. Сами ножи изготавливаются из прочной инструментальной стали сплава Р18, У9 или же У8. С помощью ручных рычажных ПН можно разрезать листы с показателем толщины до пяти миллиметров. Применим инструмент и в работе с тонкими изделиями из цветмета.
Большей функциональностью обладают ручные дисковые ПН. Применяя приспособление данного типа, резчик может без особенных усилий вырезать заготовки из металла, производить обрезку кромки, делать пазы. Лезвия ножей на дисковых ПН обладают повышенными показателями прочности, а потому данный вид оборудования считается надежным и долговечным.
Контейнерные ПН
У этого вида оборудования есть и еще одно название – горизонтальные пресс-ножницы. Сфера их применения – резка металлического лома.
Оборудование оснащено специальной камерой, в которой и происходит процесс разрезания металла. Благодаря наличию камеры труд резчика становится более безопасным, потому что камера не позволяет стружке от металла разлетаться в ходе резки в разные стороны.

Гидравлический вид оборудования
Гидравлические приспособления НГ 5222 и НГ 5223 считаются наиболее востребованными видами оборудованиями в отечественном металлопроме. Применение данных видов КПН позволяет осуществлять резку металла на высочайшем уровне качества.
Гидравлические пресс-ножницы употребляются практически во всех промышленных отраслях: машиностроении, судостроении, производстве металлоконструкций, утилизации металлического лома. Приспособления считаются универсальными, так как с их помощью можно производить разные виды работы с металлом:
- нарезать металл,
- производить нарезку отдельных элементов металлических профилей и конструкций;
- пробивать технологические отверстия и пазы.
Пресс-ножницы НГ 5222 позволяют также проводить работы по зарубке. В конструкции оборудования имеется несколько ножей – ножи подвижные и ножи неподвижные. Лезвие зарубочного ножа имеет форму прямоугольника, другой подвижный нож похож на гильотину – с его помощью режутся листы стали.
Посмотреть, как работает механизм пресс-ножниц, а также узнать какие правила при работе с оборудованием нужно соблюдать можно на подробной видео инструкции, дополняющей статью.
metall.trubygid.ru
Пресс-ножницы
Пресс-ножницы – оборудование, применяемое в областях промышленного производства. Используется в металлообрабатывающих сферах производства и предназначается для следующих операций: резки, вырубки и пробивки. Свое название, “комбинированные”, получили именно за счет многофункциональности.
Комбинированные модели предназначаются для работы с различными видами металлопроката: сортового, полосовогои фасонного, а также для работы с двутаврами, уголками и швеллерами. В качестве дополнительных функций такие станки могут применяться для:
- пробивки отверстий в металлических изделиях и прокате;
- выпрессовки;
- запрессовки;
- вырубки пазов различных форм;
- прочих операций.
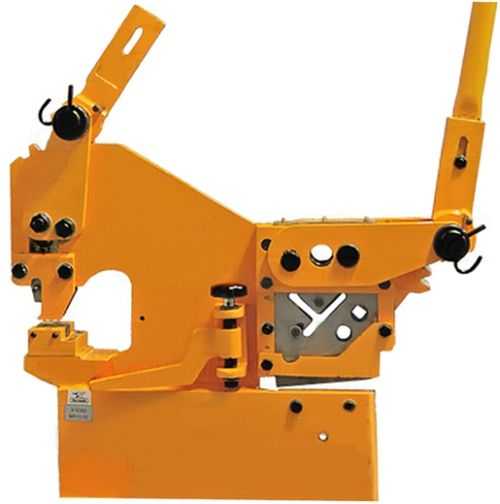
Конструкция этого инструмента представляет собой сварной каркас, состоящей из двух листов: переднего и заднего, толщина которых составляет от 25 до 50 миллиметров. Свариваются листы при помощи проставок и ребер. Говоря более простым языком, пресс-ножницы – это та же самая гильотина, но оснащенная прессом, усиливающим ее мощность. Также конструкция оснащается лезвием для рубки металла и дыропробивным инструментом. Монтируются они на одну станину и питаются от гидравлического привода. Состоит оборудование из трех частей:
- механизм для резки металлопроката;
- механизм для работы с сортовым металлов;
- механизм для пробивки.
Одним из главных преимуществ современных моделей пресс-ножниц комбинированных является ЧПУ – система численно-программного управления, предназначенная для автоматического управления системой, осуществляемого, в том числе, и с пульта. Станки оснащаются специальными системами предохранителей для защиты от перегрузок во время работы.
Основными преимуществами пресс-ножниц являются гидравлика, обеспечивающая наиболее высокие показатели скорости работы, экономный расход, большую точность и более высокий уровень качества производимых изделий. Так как все операции могут выполняться на одной станке, то работа с ним также сэкономит значительное количество рабочего пространства. Многофункционально в сочетание с эргономичностью – главное качество этого инструмента.
Говоря об областях применения, следует отметить, что пресс-ножницы могут применяться не только в масштабном промышленном производстве, но и в ремонтных мастерских и прочих небольших подразделениях. Также могут использоваться в составе автоматических линий и на производстве в целом, наряду, например, с вертикально-сверлильными станками. Свое основное применение нашли в сферах судо- и машиностроения, утилизации, производства металлических конструкций, штамповочном производстве и прочем.
technologys.info
Комбинированные пресс-ножницы НВ5222: технические характеристики, паспорт
Пресс-ножницы комбинированные НВ5222 выпускаются при соответствии своих основных эксплуатационных параметров требованиям действующего ГОСТ 7355. Основным производителем данного типоразмера прессового оборудования в нашей стране является Кувандыкский завод КПО (ООО «Долина»).
 НВ5222
НВ5222Основное техническое назначение и эксплуатационные параметры
В паспорте на станок отмечается, что подобная техника позволяет выполнять универсальные разделительные операции пластического деформирования с заготовками различного сортамента – полосы, профильного металлопроката (уголок, как равнобокий, так и неравнобокий, круг, квадрат). Возможна пробивка отверстий и выполнение фасонных пазов в листовом и фасонном прокате. При установке дополнительных приспособлений и штампового инструмента (спецификация и номенклатура которого приводятся в паспорте) на рассматриваемых комбинированных ножницах возможно выполнять также секционную штамповку контуров поэлементно, контурную резку и вырубку полосы, и даже правку. Паспорт станка включает в себя перечень быстросменных деталей и инструмента, используя который, можно легко переналаживать агрегат для работы с различными исходными изделиями.
Скачать руководство НВ5222
Такое разнообразие выполняемых переходов холодной штамповки допускает эффективное применение комбинированных пресс-ножниц в условиях мелкосерийного и единичного производства продукции из различных профилей стального проката.
Ножницы модели НВ 5222 легко встраиваются в специализированные поточные линии по выполнению раскройно-заготовительных переходов холодной штамповки проката.

Комбинированные пресс-ножницы НВ5222 после капитального ремонта
Основными техническими характеристиками ножниц, которые соответствуют нормативам ТУ 2-041-284-83, являются:
- Максимальная толщина материала, подлежащего разделению, мм – 16 (из расчёта, что прочность металла или сплава составляет 450 МПа; при иных значениях механических показателей предельная величина данного параметра устанавливается экспериментальным путём).
- Максимальные размеры полосы, которая подлежит разрезке (ширина×толщина), мм — 190×18.
- Наибольший диаметр круглого металлопроката, мм (при тех же условиях, что и п.1) – 50.
- Размеры равнобокого уголка, полки которого расположены перпендикулярно друг другу, мм — 125×125×14.
- Для узла дыропробивного пресса – наибольший диаметр пробиваемого отверстия, мм – 32.
- Число ходов ползуна главного привода (регулируемое), мин -1 – 17…53.
- Мощность электродвигателя,. кВт – 4,8.
- Габаритные размеры оборудования (длина×ширина×высота), мм — 1780×1030×1865.
- Масса оборудования, кг – не более 2500.
Примечания. 1. На комбинированных ножницах НВ5222 можно разрезать также и неравнобокий уголок, при условии, что одна из его полок не превышает 125 мм. 2. Разница в допустимых значениях толщины различных видов металлопроката объясняется различным углом начала деформирования заготовки соответствующим видом рабочего инструмента, что полностью определяется кинематикой станка.
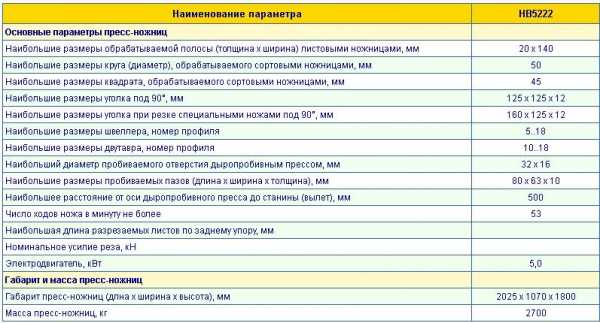
Технические характеристики НВ5222
Устройство и назначение основных узлов
Приводимая в паспорте на оборудование блок-схема ножниц НВ5222 включает в себя три основных узла:
- для разделения полосового материала;
- для резки сортового профиля;
- прессовой головки для пробивки отверстий.
Кинематически все эти узлы собраны на общей станине и снабжены совместным приводом от одного электродвигателя (электрическая схема станка предусматривает наличие двигателя с короткозамкнутым ротором).
Система управления комбинированными ножницами – смешанная, с применением как педального включения (используется с целью включения/выключения дыропробивного пресса), так и рычажного, для приведения в движение исполнительного механизма резки.
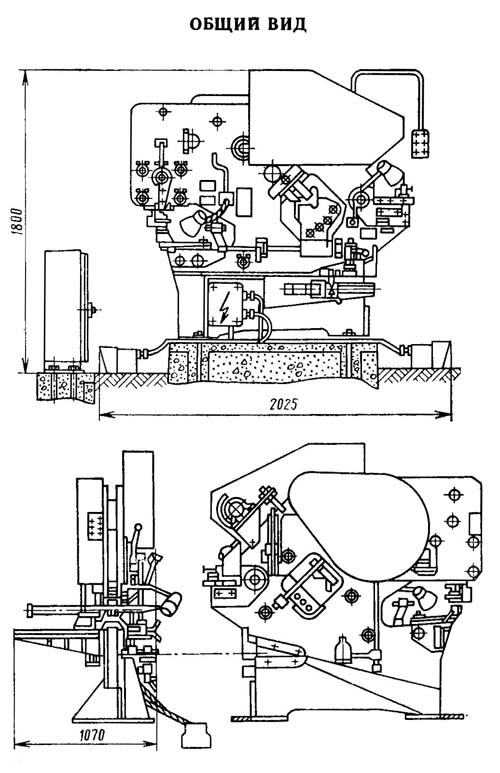
Общий вид и габаритные размеры
Описание последовательности действия комбинированных ножниц, согласно паспорту, следующее:
- При включении электродвигателя вращение через маховик передаётся на приёмный вал, на противоположном конце которого установлена прямозубая понижающая передача.
- Через зубчатое колесо вращение сообщается эксцентриковому валу, на кривошипе которого установлены качающиеся балансир и ползун.
- Переключение узлов производится при помощи рычажного механизма включения.
- Предварительно в один из неподвижных ножей вставляется разрезаемая заготовка. Всего ножей в основной комплектации станка три – для круга, квадрата и сортового проката, хотя по дополнительному заказу могут быть изготовлены и ножи с иным набором рабочих профилей.
- Прокат фиксируется по упору, после чего ползун включается на рабочий ход, производя разрезание металла.
- Переводя рычаг в противоположное положение, останавливают ползун в его крайней верхней точке, после чего извлекают изделие из зоны реза.
- Для включения привода дыропробивного пресса, используют педаль включения. При её нажатии включается в работу балансир, с закреплённым на его нижнем торце подпружиненным штоком.
- Предварительно в матрицу по упорам устанавливается полуфабрикат, в котором требуется выполнить отверстие.
- Перемещаясь в направляющих станины ножниц, шток воздействует на ползун, к которому прикреплён дыропробивной пуансон. Дыропробивная матрица установлена на столе, который конструктивно находится сзади оборудования и снабжена жёстким съёмником. Происходит пробивка.
- После пробивки вал возвращает балансир в исходное положение. При наличии заусенца, во избежание застревания пуансона в заготовке, пружинный механизм снимает её с ползуна.
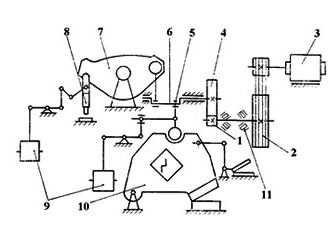
Кинематическая схема
На комбинированных ножницах могут одновременно работать два оператора – один отвечает за разделение полосового или объёмного стального проката, а второй – за производство операции пробивки отверстия.
Электросхема пресс-ножниц комбинированных модели НВ5222 допускает их эксплуатацию как в автоматическом режиме, так и в режиме одиночных ходов.
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте. Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С. Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Пробивание отверстий на комбинированных пресс-ножницах
Комбинированные пресс-ножницы обычно имеют несколько самостоятельных механизмов, благодаря которым они могут работать как дыропробивной пресс, как листовые ножницы, сортовые ножницы. У некоторых пресс-ножниц имеется также зарубочное устройство, позволяющее выполнять прямоугольные и треугольные вырубки в металле.
Рис. 73. Устройство комбинированных передвижных пресс-ножниц На рис. 73 показаны передвижные комбинированные пресс-ножницы, имеющие листовые ножницы 1, предназначенные для разрезания листового металла, сортовые ножницы 2, на которых разрезают профильный прокат, зарубочное устройство 6 для прямоугольной и треугольной вырубки в уголках, а также дыропробивной пресс 7 для пробивания отверстий в металле. Эти ножницы являются наиболее универсальными и могут быть установлены без особых затруднений в нужном месте цеха.
Установленная на тележке 9 станина 8 связывает все механизмы ножниц в единое целое. Привод пресс-ножниц в действие осуществляется электродвигателем 3, который посредством клиноременной передачи 4 передает вращение маховику 5. После включения электродвигателя маховик и зубчатые колеса привода находятся в непрерывном движении. Отдельные механизмы ножниц включаются и выключаются укрепленными на станине рукоятками. Кроме ручного рычага для включения дыропробивного пресса внизу станины имеется ножная педаль, связанная штангами с механизмом включения. Комбинированные пресс-ножницы могут одновременно работать как дыропробивной пресс и листовые ножницы или как дыропробивной пресс и зарубочное устройство.
Рис. 74. Комбинированные стационарные пресс-ножницы
На рис. 74 даны стационарные комбинированные пресс-ножницы Н-635, имеющие три самостоятельных механизма, два из которых представляют собой ножницы двух типов: листовые ножницы (находящиеся в станине справа) для разрезания листов, лент и полос, сортовые ножницы (находящиеся в центре станины) для разрезания профильного металла, т. е. прутков круглого и квадратного сечения, а также уголков, тавров, двутавров и швеллеров. Третьим механизмом является дыропробивной пресс (находящийся в станине слева), предназначенный для пробивания отверстий в заготовках и деталях.
Каждый механизм комбинированных пресс-ножниц снабжен комплектом соответствующих инструментов. Комплект инструмента для дыропробивного пресса состоит из пуансона 3 (см. рис. 74) и матрицы 2, являющихся сменными. Поэтому при изменении диаметра пробиваемого отверстия устанавливают соответствующий комплект инструмента. Пуансон устанавливают в ползуне и закрепляют накидной гайкой 4. Матрицу закрепляют в колодке 1, которая присоединена к станине ножниц. Существуют и другие способы крепления пуансонов и матриц. Пуансоны и матрицы изготовляют из инструментальных сталей У8А и 9ХС и термически обрабатывают до твердости HRC 56—60.
Станина пресс-ножниц сварная, состоит из передней и задней стенок, соединенных боковыми планками. Вращение от электродвигателя передается с помощью клиноременной передачи промежуточному валу, от последнего через зубчатую передачу эксцентриковому валу, который приводит в действие все рабочие узлы ножниц. Когда ножницы включены, электродвигатель, промежуточный вал и зубчатые колеса передачи вращаются непрерывно, независимо от того, какой механизм выполняет работу. Нужный для работы механизм ножниц включается при помощи соответствующих рукояток механизма управления. Помимо ручного управления, для включения дыропробивного пресса внизу станины имеется ножная педаль, связанная штангами с механизмом включения.
В табл. 9 приведены основные технические данные пяти моделей комбинированных пресс-ножниц. Указанные размеры пробиваемых отверстий и толщины разрезаемых материалов относятся к сталям с пределом прочности до 45 кг/мм2, обрабатываемых в холодном состоянии.
| Наименование параметров | Модель пресс-ножниц | ||||
| Н-5220 | Н-5222 | НБ-633 | Н-635 | Н-635А | |
| Расстояние от оси пуансона до станины (вылет), мм | 400 | 500 | 500 | 600 | 600 |
| Число ходов в минуту ползуна | 55 | 45 | 45 | 30 | 30 |
| Дыропробивной пресс | |||||
| Наибольший диаметр пробиваемого отверстия, мм | 25; 18 | 22 | 22 | 35; 30 | 30 |
| Толщина материала | 10; 16 | 20 | 20 | 30; 25 | 30 |
| Листовые ножницы | |||||
| Наибольшие размеры разрезаемого материала, мм: | |||||
| лист (толщина) | 10 | 16 | 16 | 25 | 25 |
| полоса (толщинах X ширина) | 16Х110 | 20Х140 | 20Х140 | 30Х160 | 18Х150 |
| Сортовые ножницы | |||||
| Наибольшие размеры разрезаемого материала, мм: | |||||
| круг (диаметр) | 35 | 45 | 45 | 65 | 65 |
| квадрат (сторона) | 28 | 40 | 40 | 55 | 55 |
| равнобокий уголок и тавр | 80X8 | 120X12 | 120Х12 | 150Х18 | 120Х14 |
| двутавр | № 10 | № 18 | № 18 | № 30 | № 30 |
| швеллер | № 10 | № 18 | № 18 | № 30 | № 30а |
| Зарубочное устройство | |||||
| Наибольшие размеры вырубки в уголках, мм: | |||||
| прямоугольные | 80Х80Х8 | 120Х120Х12 | |||
| треугольные | 63X6 | 90X10 | |||
Наиболее важным фактором, обеспечивающим правильную работу пуансона и матрицы дыропробивного пресса, является величина зазора между их режущими кромками. Слишком большой зазор между режущими кромками пуансона и матрицы приводит к быстрому разрушению режущих кромок матрицы и образованию заусенцев в пробиваемых отверстиях деталей.
Наилучшее соотношение между диаметром d пуансона, диаметром D отверстия матрицы и толщиной m пробиваемого металла определяется по формуле
D=d+0,12÷0,15m.
Пробивание отверстий в металле на комбинированных пресс-ножницах осуществляется следующим образом: заготовку или деталь укладывают на матрицу; пуансон, опускаясь, врезается в металл, который под давлением снижается, а затем постепенно выпучивается с противоположной стороны, и, наконец, когда пуансон проникает (вдавится) примерно на половину толщины пробиваемого металла, последний разрывается вверху и внизу, благодаря этому происходит отделение цилиндрической части (выдавки) исходного металла от остальной массы и образование отверстия требуемого диаметра.
Отверстия на комбинированных пресс-ножницах пробивают по разметке и без разметки.
При пробивании отверстий по разметке лист, полосу или деталь устанавливают на матрицу так, чтобы нанесенное керном на поверхности углубление приходилось как раз против центра торцовой поверхности пуансона, а затем нажатием пуансона лист, полосу или деталь прижимают к режущей кромке матрицы и производят пробивание отверстия.
Отверстия без предварительной разметки пробивают при помощи специальных приспособлений.
www.stroitelstvo-new.ru
Пресс-ножницы комбинированные
Качество и продуктивность работы любого предприятия во многом зависит от правильно подобранного и соответствующего профилю оборудования. Несмотря на то, что современный рынок станкостроения имеет возможность предложить потенциальному потребителю достаточно широкий выбор оборудования для цехов самого разного масштаба, наиболее востребованными остаются станки с высокой степенью функциональности. Пресс-ножницы комбинированные полностью отвечают этому критерию, поскольку являются станком, совмещающим в себе функции гильотины и пресса. Устройство их конструкции предполагает наличие как лезвия для рубки металла, так и дыропробивного пресса. Такая оснащенность делает станок универсальным, позволяя использовать его и для резки, и для изготовления открытых пазов и зарубок. Именно за счет многофункциональности пресс-ножницы получили свое название – «комбинированные».
Комбинированные пресс-ножницы предназначены для:
- качественной резки фасонного, полосового, профильного проката, швеллеров, круга, двутавра, уголков, квадратной и круглой стали;
- вырубки открытых пазов различного размера и формы;
- пробивки отверстий прямоугольной, круглой, квадратной или иной формы в полосовом, фасонном и листовом прокате.
За счет конструктивных особенностей станка, а также дополнительных вариантов оснастки обеспечивается эффективность технологического процесса с его использованием. Применение пресс-ножниц комбинированных делает возможной обработку металлопроката различного профиля и размеров в условиях рабочего пространства любой площади: от небольшой ремонтной мастерской до цеха крупного предприятия. Пресс-ножницы могут выступать в качестве самостоятельной единицы производственного процесса или быть одним из рабочих элементов проточных автоматических линий. Благодаря своей универсальности станок применим во всех промышленных отраслях: машиностроении, судостроении, производстве металлоконструкций, а также на строительных площадках и предприятиях по утилизации металлолома. Эксплуатация агрегата возможна в различных климатических условиях. Линейка пресс-ножниц комбинированных, выпускаемых Машиностроительным Предприятием «ПромСтройМаш», представлена моделями СМЖ625, НВ5221, НВ5222, НВ5223, НВ5224.
Пресс-ножницы комбинированные модели СМЖ625
предназначены для резки сортового и фасонного проката (швеллерного углового, круглого, квадратного) и листа, а также для пробивки отверстий и треугольной высечки. Они просты в эксплуатации, портативны и компактны, поэтому могут использоваться для работы на открытых площадках, в том числе в заготовительных цехах стройплощадок, занимающихся изготовлением металлических конструкций.
Пресс-ножницы комбинированные модели НВ5221
предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Станок имеет четыре рабочих зоны, каждая из которых позволяет выполнять определенную технологическую операцию. Наличие нескольких операционных зон на одной единице оборудования позволяет максимально эффективно использовать производственные площади и осуществлять большой комплекс разнообразных работ без потери времени на смену инструмента. Модель эксплуатируется в климатических зонах с умеренным и холодным климатом исполнение УХЛ), сухим и влажным тропическим климатом (исполнение О), категория размещения 4 по ГОСТ 15150-69. Незаменимы в машиностроительной отрасли, на ремонтных и заготовительных участках предприятий машиностроения.
Пресс-ножницы комбинированные модели НВ5222
имеют четыре рабочих зоны, каждая из которых настроена на выполнение определенной технологической операции. Такая универсальность позволяет максимально эффективно использовать производственные площади и осуществлять большой объем разнообразных работ одним оператором. Станком осуществляется весь спектр функций модельного ряда. Он широко применяется на крупных машиностроительных и строительных производствах, а также на небольших предприятиях, занятых демонтажем и утилизацией металлических конструкций.
Пресс ножницы комбинированные НВ5223
являются востребованной модификацией промышленных ножниц для работы с металлом. Обладая простой и надёжной конструкцией с широким функционалом, станок применяется на механических и заготовительных участках предприятий машиностроительного комплекса, на строительных площадках и комбинатах по выпуску железобетонных изделий, в ремонтных подразделениях компаний различных сфер деятельности.
Пресс ножницы комбинированные НВ5224
– станок с высокотехническими параметрами, состоящий из сортовой, дыропробивной, полосовой и зарубочной функциональных секций, обладающий возможностью помимо основных функций выполнять зарубочные операции и резку уголкового проката.
Благодаря своей мультифункциональности модель может применяться в заготовительных цехах, в цехах металлоконструкций, а также в ремонтных мастерских, на строительных и монтажных площадках. В целях максимального удовлетворения запросов потенциальных заказчиков пресс-ножниц комбинированных Машиностроительным Предприятием «ПромСтройМаш» ведется постоянная работа по улучшению качества и снижению цены выпускаемых станков. Технические специалисты завода всегда готовы помочь в осуществлении выбора модели, оптимально подходящей для потребностей Вашего предприятия.
www.stanki-zavod.ru
Комбинированные пресс-ножницы
 Ножницы комбинированного типа предназначены для выполнения работ по резке проката, а именно листового, сортового и фасовочного, также в их комплектацию входит пресс дыропробивной.
Ножницы комбинированного типа предназначены для выполнения работ по резке проката, а именно листового, сортового и фасовочного, также в их комплектацию входит пресс дыропробивной.
Ножницы состоят из нескольких составляющих: первый, выполняющий резку металлических листов, второй работает только с сортовым металлом, третий пробивает отверстия. Все три механизма взаимосвязаны между собой, у них один привод и располагаются на одной станине.
Если взять для разрезания крупных листов проката, стандартные гильотинные ножницы, то в этом случае они бесполезны. При помощи пресс-ножниц, можно разрезать более крупные листы фасонного и листового проката, имеющие длину от двухсот миллиметров, и толщину от шестнадцати миллиметров. Именно для таких работ и был разработан такой станок, он может совмещать в себе две функции пресса и гильотины. Благодаря такому подходящему совмещению это оборудование и получило такое название, как комбинированные ножницы.
Кроме лезвия, которое есть у этого станка, выполняющее рубку проката, швеллеров и сортового металла, ножницы имеют и дыропробивной пресс. Все эти приспособления закреплены на одной станине, и в качестве питания используют гидравлический привод. Данное оборудование такой модификации имеет новую функцию: оборудование выполняет не только разрезание, но и умеет изготавливать зарубки различной формы, а именно овальной, круглой, прямоугольной и прямой.
Различные модели пресс-ножниц имеют почти одинаковую силу касания к металлу (40-175 т.).
Почти все изготовители оборудования данной модификации предлагают комбинированные гидравлические пресс-ножницы с наличием пульта управления. А из-за наличия такой комплектации можно установить необходимое число, время и последовательность. Это очень удобно, когда станок работает в напряжённом режиме уже несколько суток подряд.
По установленным параметрам, оборудование будет выполнять отрезку полос, без предварительной разметки, и при этом под разными углами. Это является главным достоинством пресс-ножниц. Благодаря этому, их можно использовать не только в строительстве, но и на производстве и на всех местах, где нужна утилизация металла. К примеру, оборудо
machine-tools-repair.com
Комбинированные пресс-ножницы – Большая Энциклопедия Нефти и Газа, статья, страница 1
Комбинированные пресс-ножницы
Cтраница 1
Комбинированные пресс-ножницы предназначены для резки листовой и сортовой прокатной стали и пробивки отверстий в холодном состоянии. [1]
Комбинированные пресс-ножницы применяются для резания листового, полосового, сортового, фасонного проката. В зависимости от типоразмера ножниц резку осуществляют ножами, закрепленными в станине ( один) или в ползуне ( другой), причем ползун совершает качательное или возвратно-поступательное движение. При резке качающимся ползуном наблюдается искажение фасонного профиля проката, поэтому требуется тщательная наладка с учетом разности скоростей крайних точек ножа. [2]
Комбинированные пресс-ножницы ( см. рис. 53) могут быть налажены на три вида работ: для резки сортового и фасонного проката, листового проката, пробивки отверстий. [4]
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. Ножи этих ножниц должны сохранять заход задних кромок при крайнем верхнем положении. [5]
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. Ножи этих ножниц должны сохранять заход задних кромок при крайнем верхнем положении. [6]
Комбинированные пресс-ножницы могут работать на непрерывном и одиночном режимах. [8]
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. Ножи этих ножниц должны сохранять заход задних кромок при крайнем верхнем положении. [9]
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. В крайнем верхнем положении задние кромки ножей должны находить друг на друга. [10]
Комбинированные пресс-ножницы предназначены для резки листовой и сортовой прокатной стали и пробивки отверстий в холодном состоянии. [11]
Комбинированные пресс-ножницы предназначаются для резки листовой стали и сортового проката различных профилей, треугольной высечки в угловой, полосовой и листовой стали, а также для пробивки отверстий. [12]
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. Ручные маховые ножницы должны быть оборудованы: противовесами, удерживающими верхний подвижный нож в безопасном положении; амортизаторами, смягчающими удар ножедержате-ля; прижимами на верхнем подвижном ноже. [13]
Комбинированные пресс-ножницы оборудуют защитными ограждениями, исключающими попадание рук рабочего под пуансон и ножи. [14]
Комбинированные пресс-ножницы ВМС-107 ( рис. 57) и механизм ПН-1 используют для резки фасонного стального проката и листовой стали, а также для пробивки отверстий и треугольной высечки. [15]
Страницы: 1 2 3
www.ngpedia.ru