Пример условного обозначения электродов – всё, что вам нужно знать
alexxlab | 15.04.2019 | 0 | Вопросы и ответы
всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
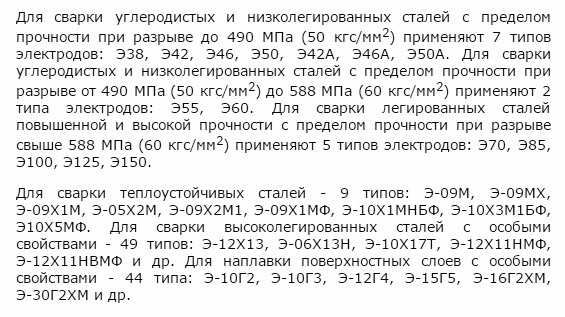
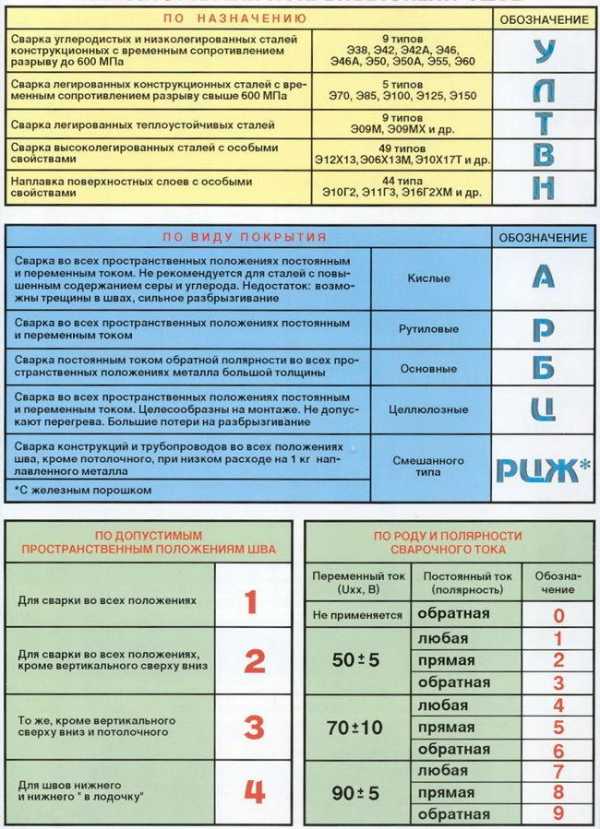
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
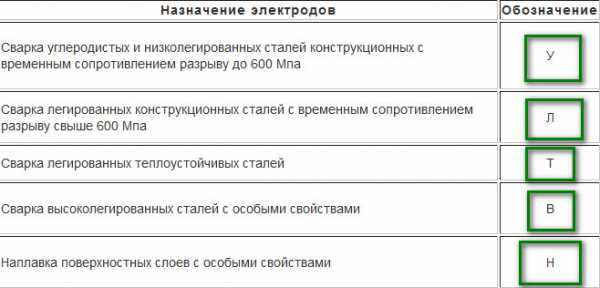
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
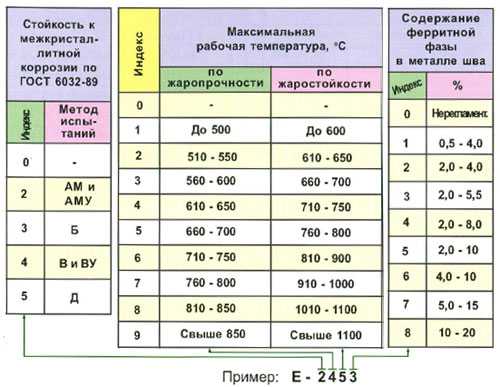
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
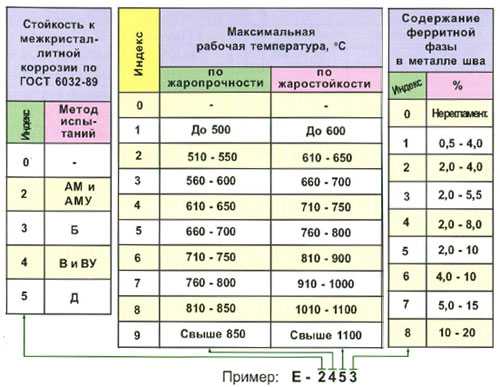
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
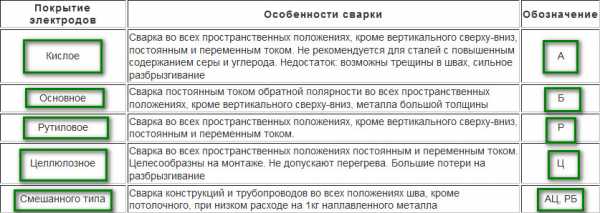
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для ручной дуговой сварки значительно упрощается. Увидев одно лишь название вы сходу узнаете все характеристики электрода. Оставляйте свои комментарии и делитесь этой статьей в социальных сетях. Желаем удачи!
svarkaed.ru
Условное обозначение электродов
ПРОИЗВОДСТВО ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ СВАРКИ
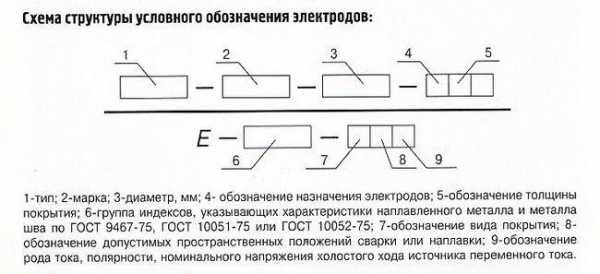
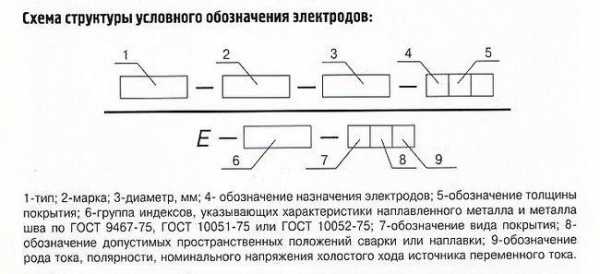
ГОСТ 9466-75 предусмотрено условное обозначение электродов, призванное дать в зашифрованном по определенной системе виде сведения об основных характеристиках электродов и металла шва (наплавленного металла, сварного соединения). Структура условного обозначения электродов приведена на схеме (рис. 9).
Буква Е — это обозначение покрытого металлического электрода для ручной дуговой сварки и наплавки. В условном обозначении электродов для сварки углеродистых и низколегированных сталей
с временным сопротивлением до 590 МПа после буквы Е тире не ставят. Для электродов, не относящихся к типам по ГОСТ 9467-75, 10051-75 или 10052-75, в условном обозначении не приводят тип электродов. Вместо обозначения стандарта на типы электродов указывают обозначение технических условий на электроды конкретной марки. Для электродов, не подпадающих под действие ГОСТ 9466-75 (электроды для сварки и наплавки чугуна, цветных металлов и пр.), условные обозначения не нормированы.
Условные обозначения электродов одних и тех же марок, выпускаемых различными заводами-изготовителями, могут иметь определенные различия, вызванные разницей их фактических свойств, как в части сварочно-технологических характеристик, так и характеристик металла шва (группы индексов 6, 8, 9). Это приводит, соответственно, к различной потребительской ценности электродов. Причины возникновения этих различий была объяснена ранее.
Условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации (кроме конструкторской) условное обозначение должно состоять из марки и диаметра электродов и обозначения стандарта (ГОСТ 9466-75).
Примеры условных обозначений.
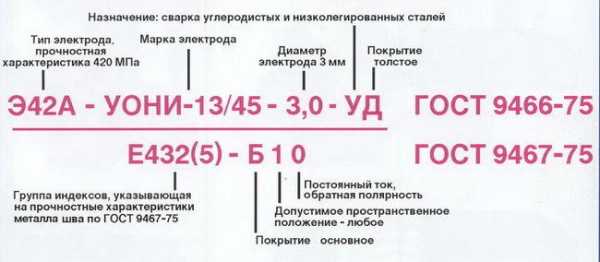
Электроды типа Э42А но ГОСТ 9467-75, марки УОНИ 13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, с установленной по ГОСТ 9467 75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 41 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях кроме вертикального сверху вниз 2 на постоянном токе обратной полярности 0:
Э42А-УОНИ-13/45-3.0-УД
Е41 2(5)- Б20 ГОСТ 9466-75- ГОСТ 9467-75.
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды УОНИ-13/45-3,0 ГОСТ 9466-75 — в документации.
Электроды типа Э46 по ГОСТ 9467-75, марки МР-3, диаметром 2,5 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 1 (3), с рутилово-основным покрытием РБ, для сварки во всех пространственных положениях, кроме вертикальног о сверху вниз 2 на переменном токе и постоянном токе обратной полярности 3:
Э46 – МР-3 – 2,5 – УД – м-
Е 43 1 (3) — РБ 23 Г0СТ 9466-75’ Г0СТ 9467-75.
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды МР-3 — 2,5 ГОСТ 9466-75 — в документации.
Электроды типа Э-09Х1МФ по ГОСТ 9467-75, марки ТМЛ-ЗУ диаметром 4,0 мм, для сварки легированных теплоустойчивых сталей Т, с толстым покрытием Д, с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 16, с основным покрытием Б, для сварки во всех пространственных положениях, кроме вертикального сверху вниз 2 на постоянном токе обратной полярности 0:
Э-09Х1МФ-ТМЛ-ЗУ-4,0-ТД ^ 9466_75 гост 9467_75.
Е – 1D – Ь20
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды ТМЛ-ЗУ — 4,0 ГОСТ 9466-75 — в документации.
Электроды типа Э— 10Х25Н13Г2 по ГОСТ 10052—75, марки ОЗЛ-6, диаметром 5,0 мм, для сварки высоколегированных сталей с особыми свойствами В, с толстым покрытием Д, с установленной по ГОСТ 10052-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 2975, с основным покрытием Б, для сварки во всех пространственных положениях, кроме вертикального сверху вниз 2 на постоянном токе обратной полярности 0:
Э-10Х25Н13Г2 – ОЗЛ-6 – 5,0 – ВД 9466-75, ГОСТ 10052-75.
Е – 2975 – Б20
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды ОЗЛ-6 — 5,0 ГОСТ 9466 75 — в документации.
Электроды типа Э-65Х11НЗ по ГОСТ 10051-75, марки ОМГ-Н диаметром 4,0 мм, для наплавки поверхностных слоев с особыми свойствами Н, с толстым покрытием Д, с установленной по ГОСТ 10051 75 группой индексов, указывающих характеристики наплавленного металла, 300/33-1, с основным покрытием Б, для наплавки в нижнем положении 4 на постоянном токе обратной полярности 0:
Э-65Х11 ИЗ – ОМ Г-Н – 4,0 – НД Г()СТ 9466_75 рост^ 0051 -75.
Е-300/33-1 – Б40
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды ОМГ-Н-4,0 ГОСТ 9466-75 — в документации.
Электроды марки ОЗН-ЗООМ по ТУ 14-168-68—88 диаметром
4,0 мм, для наплавки поверхностных слоев с особыми свойствами Н, с толстым покрытием Д, с установленной по ГОСТ 10051-75 группой индексов, указывающих характеристики наплавленного металла, 300/33-1, с основным покрытием Б, для наплавки в нижнем положении 4 на переменном токе и постоянном токе обратной полярности 3:
~ – ГОСТ 9466-75, ТУ 14-168-68-88.
Е-300/33-1- Б43
Указывают на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Электроды ОЗН-ЗООМ — 4,0 ГОСТ 9466 75 — в документации.
Для прочтения нижней части условного обозначения сварочных электродов, закодированных по указанным стандартам, удобно использовать схемы, приведенные на рис. 10-14.
Минимальные | Минимальная | |||||
Обозначение | механические | температура, при | ||||
электрода | свойства металла | которой (KCV) | ||||
шва | 34 Дж/см2, “С | |||||
Индекс | МПа | ^5. % | Индекс | |||
Є 370 | 370 | >0 | 0 | – | ||
Е410 | Е430 | 410 | 430 | <20 | 0 | – |
Е411 | Е431 | 410 | 430 | 20 | 1 | +20 |
Е412 | Е432 | 410 | 430 | 22 | 2 | 0 |
Е413 | Е433 | 410 | 430 | 24 | 3 | -20 |
Е414 | Е434 | 410 | 430 | 24 | 4 | -30 |
Е415 | Е 435 | 410 | 430 | 24 | 5 | -40 |
Е416 | Е436 | 410 | 430 | 24 | 6 | -50 |
Е417 | Е437 | 410 | 430 | 24 | 7 | -60 |
Е510 | 510 | <18 | 0 | _ | ||
Е511 | 510 | 18 | 1 | +20 | ||
Е 512 | 510 | 18 | 2 | 0 | ||
Е 513 | 510 | 20 | 3 | -20 | ||
Е 514 | 510 | 20 | 4 | -30 | ||
Е515 | 510 | 20 | 5 | -40 | ||
Е516 | 510 | 20 | 6 | -50 | ||
Е 517 | ||||||
20 | 7 | -60 |
Индекс | Вид покрытия |
А | Кислый |
Б | Основной |
Ц | Целлюлозный |
Р | Рутиловый |
АЦ, АБ и т. п. | Смешанный |
+Ж | >20 Fe порошка |
П | Прочие |
~1 Пример: Е412 (5) |
Индекс | Положение швов при сварке |
1 | Все |
2 | Все, кроме вертикального сверху вниз |
3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
4 | Нижнее |
Рис. 10. Система кодирования электродов для сварки углеродистых и низколегированных коншрукционных сталей по ГОСТ 9466- 75 и ГОСТ 9467-75 |
Индекс | Полярность постоянного тока | Ц» трансфор матора, В |
0 | Обратная (+) | |
1 | Любая (-+) | К |
2 | Прямая (-) | 50 |
3 | Обратная(+) | 50 |
4 | Любая (-+) | 70 |
5 | Прямая (-) | 70 |
6 | Обратная(+) | 70 |
7 | Любая (-+) | 90 |
8 | Прямая (-) | 90 |
9 | Обратная (+) | 90 |
Минимальная температуре, при которой (KCV) 34Дж/см2, ‘С | Максимальная рабочая температура, при которой регламентируется оДП металла шва, ‘С | ||
Индекс | Индекс | ||
0 | – | 0 | <450 |
1 | +20 | 1 | 450-465 |
2 | 0 | 2 | 470-485 |
3 | -20 | 3 | 490-505 |
4 | -30 | 4 | 510-525 |
5 | -40 | 5 | 530-545 |
6 | -50 | 6 | 550-565 |
7 | -60 | 7 | 570-585 |
– | – | 8 | 590-600 |
– | – | 9 | >600 |
Индекс | Вид покрытия |
А | Кислый |
Б | Основной |
Ц | Целлюлозный |
Р | Рутиловый |
АР и др. | Смешанный |
+Ж | > 20 Fe порошка |
Л | Прочие |
—uf~
Пример: Е-27-Б-20
Индекс | Положение швов при сварке |
1 | Все |
2 | Все, кроме вертикального сверху |
3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
4 | Нижнее |
Индекс | Полярность постоянного тока | трансформатора, В |
0 | Обратная (+) | – |
1 | Любая (-+) | 50 |
2 | Прямая (-) | 50 |
3 | Обратная (+) | 50 |
4 | Любая (-+) | 70 |
5 | Прямая (-) | 70 |
6 | Обратная (+) | 70 |
7 | Любая (-+) | 90 |
8 | Прямая (-) | 90 |
9 | Обратная (+) | 90 |
Рис. 11. Система кодирования электродов для сварки легированных теплоустойчивых сталей по ГОСТ9466-75 и ГОСТ 9467-75
Содержание ферритной фазы в | ||||
Индекс | Максимальная рабочая температура, ‘С по: | |||
жаропрочности | жаростойкости | МЄТЕ | 1ЛЛЄ, % | |
0 | – | – | Индекс | |
1 | До 500 | До 600 | 0 | не нормир. |
2 | 510-550 | 610-650 | ||
3 | 560-600 | 660-700 | 1 | 0,5-4,0 |
4 | 610-650 | 710-750 | 2 | 2,0-4,0 |
5 | 660-700 | 760-800 | 3 | 2,0-5,5 |
6 | 710-750 | 810-900 | 4 | 2,0-8,0 |
7 | 760-800 | 910-1000 | 5 | 2,0-10 |
6 | 4,0-10 | |||
8 | 810-850 | 1010-1100 | 7 | 5,0-15 |
9 | >850 | >1100 | 8 | 10-20 |
Стойкость против МКК по ГОСТ 6032-2003 | |
Индекс | Метод |
0 | – |
2 | AM и АМУ |
3 | Б |
4 | ВиВУ |
5 | Д |
Индекс | Вид покрытия |
А | Кислый |
Б | Основной |
Ц | Целлюлозный |
Р | Рутиловый |
АЦ РБ и т. п. | Смешанный |
+Ж | >20 Fe порошка |
П | Прочие |
Пример: Е-2975 Б20 |
£
|
Индвкс | Полярность постоянного тока | и«х трансформатора, В |
0 | Обратная (+) | – |
1 | Любая (-+) | 50 |
2 | Прямая (-) | 50 |
3 | Обратная(+) | 50 |
4 | Любая (-+) | 70 |
5 | Прямая (-) | 70 |
6 | Обратная (+) | 70 |
7 | Любая (-+) | 90 |
8 | Прямая (-) | 90 |
9 | Обратная (+) | 90 |
Рис. 12. Система кодирования электродов для сварки высоко – ле/ированных сталей по ГОСТ9466-75 и ГОСТ 10052-75
Индекс | Твердость наплавленного метвлла | Индекс | |||
HV | HRC, | HV | HRC3 | ||
200/22 250/27 300/33 350/39 400/42 450/47 500/49 550/51 600/54 650/57 | 175-224 225-274 275-324 325-374 375-424 425-474 475-524 525-574 575-624 625-674 | До 23,0 24.0- 30,0 30.5- 37,0 37.5- 40,0 40.5- 44,5 45.5- 48,5 49,0 50.0- 52,5 53.0- 55,5 56.0- 58,5 | 675-724 725-774 775-824 825-874 875-924 925-974 975-1024 1025-1074 1075-1124 1125-1174 | 59.0 60,0-61,0 62.0 63.0- 64,0 65.0 66.0 66,5-68,0 69.0 70.0 71.0- 72,0 | 700/59 750/61 800/62 850/64 900/65 950/66 1000/68 1050/69 1100/70 1150/72 |
*Слева от косой черты указана средняя твердость наплавленного металла по Викерсу, справа – по Роквеллу. |
Индекс | Т ермообработка после наплавки |
1 | нет |
2 | есть |
Индекс | Вид покрытия |
А | Кислый |
Б | Основной |
ц | Целлюлозный |
р | Ругиловый |
АЦ, РБ и т. п. | Смешанный |
+Ж | >20 Fe порошка |
П | Прочие |
1 If-
Пример. Е-300/33- 1 – Б 20
_________________ М_
Индекс | Положение швов при наплавке |
1 | Все |
2 | Все, кроме вертикального сверху вниз |
3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
4 | Нижнее |
Индекс | Полярность постоянного тока | трансформатора, в |
0 | Обратная (+) | – |
1 | Любая (-+) | 50 |
2 | Прямая (-) | 50 |
3 | Обратная (+) | 50 |
4 | Любая (-+) | 70 |
5 | Прямая (-) | 70 |
6 | Обратная (+) | 70 |
7 | Любая (-+) | 90 |
8 | Прямая (-) | 90 |
9 | Обратная (+) | 90 |
Рис. 13. Система кодирования электродов для наплавки по ГОСТ9466-75 и ГОСТ 10051 75
Механические свойства наплавленного металла | |||
Индекс | Минимальный предел текучести <гт, МПа | Временное сопротивление (7 , МПа | Минимальное относительное удлинение б5,% |
35 | 355 | 440-570 | 22 |
38 | 380 | 470-600 | 20 |
42 | 420 | 500-640 | 20 |
46 | 460 | 530-680 | 20 |
50 | 500 | 560-720 | 18 |
Минимальная температура, при которой работа удара наплавленного металла не менее 47 Дж, ‘С | |
Индекс | Температура |
Z | Не регламентируется |
А | +20 |
0 | 0 |
2 | -20 |
3 | -30 |
4 | -40 |
5 | -50 |
6 | -60 |
Обозна чение | Максимальное содержание водорода в наплавленном металле, мл/100 г |
Н5 | 5 |
НЮ | 10 |
Н15 | 15 |
Химический состав наплавленного металла | |||
Индекс | Массовая доля элементов, %’-2 | ||
Мп | Мо | Ni | |
Без обозначения | 2,0 | – | |
Мо | 1,4 | 0,3*0,6 | – |
МпМо | >1,4 до 2,0 | 0,3-0,6 | – |
1Ni | 1,4 | – | 0,6-1,2 |
2Ni | 1,4 | – | 1,8-2,6 |
3Ni | 1,4 | – | >2.6 до 3,8 |
Мп 1 Ni | >1,4 до 2,0 | – | 0,6-1,2 |
1 NiMo | 1,4 | 0,3-0,6 | 0,6-1,2 |
Z | Другие составы | ||
1 Если не оговорено, то Мо<0,2; Ni<0,3; Cr<0,2; V.<0,06; Nb<0,05; Cu<0,3; 2 |
msd.com.ua
Маркировка электродов – Справочник сварщика
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
– «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
– «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45<D/d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
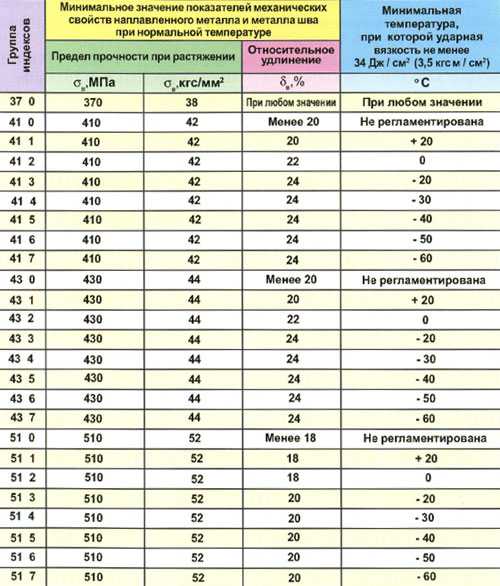
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
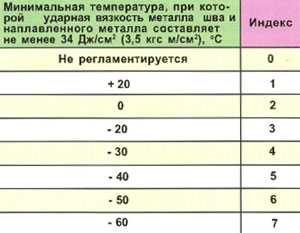
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:

Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):

Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:

Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
www.vse-o-svarke.org
Маркировка и классификация электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
|
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э– электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э– электрод для ручной дуговой сварки и наплавки;
дефиса;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм2) до 588 МПа (60 кгс/мм2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами – 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами – 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2) – маркируется буквойУ;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) – маркируется буквойЛ;
Для сварки теплоустойчивых сталей – маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами – обозначается буквой В;
Для наплавки поверхностных слоев с особыми свойствами – маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода Dк диаметру металлического стержняd, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) – маркируется буквой М;
со средним покрытием (1,2<D/d≤1,45) – С;
с толстым покрытием (1,45<D/d≤1,8) – Д;
с особо толстым покрытием (D/d>1,8) – Г.
Обозначение плавящегося покрытого электрода
Буква Е– международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом.Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правиламГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. СоответствуетГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С.Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока – обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК.Самые популярные маркивольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2Комсомолец 100АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла.Электродув процессе сварки, независимо от применяемого способа, сообщается движение втрёх разных направлениях.
Первое движениеназывают поступательным, при котором движение идёт по оси электрода. Зависимо от скоростиплавления, поступательное движение поддерживает постоянную длинудуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит отмарки электродаи условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движениемявляется смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постояннымилипеременным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сваркетонкихметаллических листов.
Последним движениемявляется смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
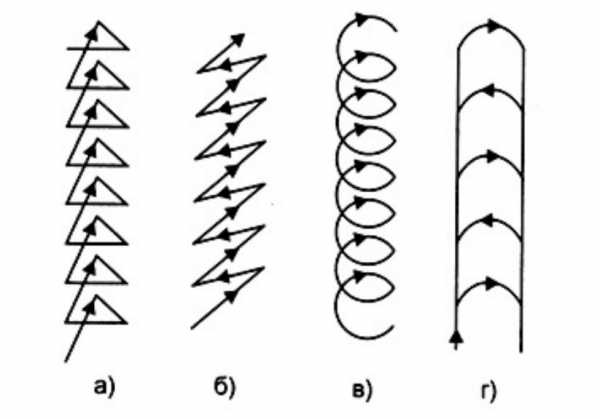
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщиквыполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой» характеризуетсядвижением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях – содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
– кислым,
– рутиловым,
– основным,
– целлюлозным,
– смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-420 0С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
studfiles.net
какие обозначения дают возможность сварки ручным дуговым способом, их расшифровка
 При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
Содержание материала
Способы сваривания металлов
Самый распространённый вариант соединения металлических деталей — это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:
- степень механизации производства дуговой сварки — ручная и автоматическая;
- характер ограждения места стыковки: под флюс, в защитном газе, на открытом воздухе;
- род электрического тока — переменный или постоянный;
- оборудование: трансформаторы и сварочные инверторы;
- разновидность газа, применяемого для защиты;
- полярность — обратная или прямая;
- вид электродов для сварки: плавящиеся, несгорающие и другие.
Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.
Также рекомендуем прочитать:
Виды стержней для ручной сварки
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Другие параметры обозначают деление: по толщине слоя покрытия (тонкие, средние и толстые), роду тока (постоянный и переменный), составу обмазки (кислотный, основной, рутиловый) и пространственному расположению электрода. Сечение стержня и качество шва также имеют свою шифровку.
Обозначения электродов
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:
- Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
- Марка электродов — полностью зависит от производителя, подобие фирменного знака.
- Диаметр проволоки под обмазкой изменяется в пределах 1,6―12,0 мм, но чаще применяется размер 3―5 мм и входит в обозначение конкретной цифрой после указания марки.
- Функция — изготовленные для работы с углеродистыми сталями прочностью до 60 кг/мм2 сварочные электроды: маркировка и назначение заключены в букве У; легированные конструкционные выше 60 кг/мм2 — Л; с низким коэффициентом теплопроводности — Т; в присутствии большой доли примесей — В, а наплавочные — Н.
- Толщина обмазки — по соотношению диаметров слоя покрытия и внутренней проволоки: тонкое — М (до 1,20), среднее — С (1,21―1,45), толстое — Д (1,46―1,80), особо толстое — Г (свыше 1,80).
- Группа качества шва — их три: 1, 2, 3. Большему номеру соответствуют повышенные требования по прочности и рабочей температуре.
- Вид обмазки: А — кислотное, Б — основное покрытие (фтористо-кальциевое), Ж — с повышенным содержанием железа, Р — рутиловое, Ц — целлюлозное и комбинированное — АЦ, БЦ, РЦ.
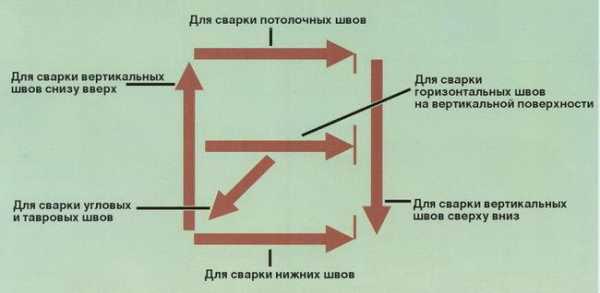
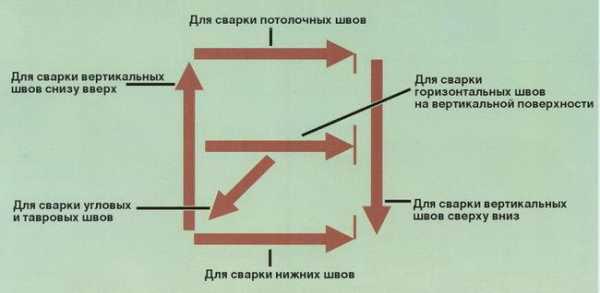
- Пространственное расположение шва: 1 — все, включая потолочный; 2 — кроме вертикального, направленного сверху; 3 — по отвесу и по уровню; 4 — горизонтальное нижнее.
- Напряжение холостого тока трансформатора и полярность постоянного сварочного тока: маркировка сварочных электродов и их расшифровка осуществляются по специальным таблицам, в которых индексы помечаются цифрами от 0 до 9.
Недостаточно просто ознакомиться с условными обозначениями, нанесёнными на упаковку — их надо прочитать. Для этого потребуется заглянуть в справочники.
Определение свойств изделия по шифру
Для лучшего запоминания следует наглядно провести расшифровку электродов по обозначению. Для примера можно взять изделие с таким кодом:
Э46-ЛЭЗМР-3С-Ø-УД
Е 43 1 (3)-РЦ13
Раскладка установления свойств по маркировке:
- тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;
- марка: ЛЭЗ — Лосиноостровский электродный завод, МР-3С — собственно и есть марка изделия, установленная изготовителем;
- диаметр указывается цифрой или значком Ø, что говорит о наличии таблички с размерами или о надписи в печати;
- назначение электрода и мощность его покрытия: У — сваривать углеродистую и низколегированную стали; Д — обмазка толстая;
- индекс Е 43 1 (3) указывает характеристики обрабатываемых металлов, значение определяют по ГОСТу 9467−75;
- вид покрытия — Р (рутиловое), Ц — целлюлозное;
- положение электрода при сварке — 1, значит, любое; 3 — рекомендуемый сварочный ток, его можно узнать из таблицы.
Сегодня имеется большой выбор изделий для соединения любых металлов посредством электрической дуги. Пользуясь маркировкой, всегда можно подобрать именно тот электрод, который нужен.
pochini.guru
Расшифровка электродов

И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова “Государственный стандарт”. Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться “синим” , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э – Электрод.
- 46 – Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс – это килограмм силы. мм2 – квадратик 1мм -1мм – 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это – лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У – Обозначается как – Электрод для сварки углеродистой и низколегированной стали.
- Д – Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это – Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М – Тонкое покрытие
- С – Среднее покрытие
- Д – Толстое покрытие
- Г – С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
elektrod-3g.ru
Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
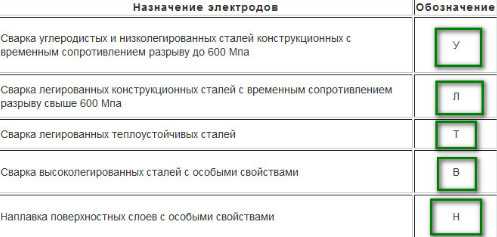
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва. После остывания он легко удаляется. [note]Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.[/note]
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru