Припой серебряный с флюсом – Состав серебряного припоя с флюсом для пайки серебра 925 пробы
alexxlab | 08.03.2019 | 0 | Вопросы и ответы
Припой серебряный
Медно-фосфорные припои – представляют собой сплав на основе меди с включением фосфора. Состав таких видов припоев выглядит приблизительно следующим образом: медь от 80% до 94%, фосфор от 4 до 9%. Кроме того в состав медно-фосфорных припоев могут входить цинк Zn и олово Sn, их добавки способствуют снижению температуры плавления до 650°C, тогда как температура плавления припоев без добавок олова и цинка колеблется в пределах 700-850°C. Чем выше содержание фосфора, тем ниже конечная температура плавления припоя. Так же существуют припои с добавлением олова и циркония, такие припои имеют сниженную температуру плавления, очень хорошую текучесть, устойчивость к агрессивным средам, к недостаткам можно отнести потерю эластичности шва при низких температурах. При пайке медь-медь медно-фосфорные припои не требуют применения флюса и обладают хорошей текучестью, при пайке медь – медный сплав, желательно применение флюса, рекомендованного производителем. Соединение, выполненное медно-фосфорным припоем, обладает высокой прочностью, но не очень хорошо выдерживает вибрационные и деформационные нагрузки. Преимущество медно-фосфорных припоев это их невысокая стоимость по сравнению с серебряными припоями. Хорошо подходят для пайки медных слабонагруженных трубопроводов.
Серебряные припои – под ними подразумевают сплавы с содержанием серебра. Условно можно выделить две группы серебряных припоев: серебряно-медно-фосфорный, и серебряно-медный.
Серебряно-медно-фосфорный сплав на основе серебра и меди с включением фосфора. Содержание серебра в таких припоях, как правило, от 0,5 до 20%. Они обладают всеми положительными качествами медно-фосфорных припоев, а добавка серебра снижает температуру плавления, увеличивает электропроводность соединения, способно придать соединению устойчивость к вибрациям и некоторую эластичность соединению. Чем выше содержание серебра, тем более эластичное паяное соединение. Для пайки медь – медь и медь – медный сплав такие припои могут использоваться без флюса.
Серебряно–медный сплав на основе серебра и меди. Содержание серебра от 0,5 до 80%, остальное в основном медь, но возможны добавки олова, цинка, свинца, циркония и других элементов. Припоями на основе серебра можно спаивать изделия из различных металлов, в том числе их разнообразные сочетания, такие как: медь-сталь, латунь-сталь, титановые сплавы и нержавеющие стали и другие. В зависимости от содержания серебра и других добавок, припои имеют различные свойства. Для пайки медных трубопроводов достаточно применять припои с содержанием серебра не более 20% массы припоя. Для соединения трубопроводов с различными элементами холодильного оборудования, у которых соединительные патрубки выполнены из стали, желательно применять припой с содержанием серебра более 25%. Соединение выполненное припоем с высоким содержанием серебра, помимо высокой прочности, имеют способность выдерживать длительные вибрационные и динамические нагрузки. Основным недостатком серебряных припоев является их высокая стоимость.
Наиболее распространенная фасовка припоев – это прутки круглого квадратного или прямоугольного сечения, длиной 30 -50 сантиметров, в картонных коробках по одному килограмму. Кроме того прутки могут быть покрыты слоем флюса или содержать флюс внутри прутка, в таких случаях масса припоя указывается вместе с флюсом.
В нашем магазине представлены серебряные и медно-фосфорные припои известных производителей Saldflux, Felder, Rothenberger. Ассортимент продаваемых припоев, способен удовлетворить все возможные потребности при монтаже и ремонте холодильных систем и систем кондиционирования.
holod-magazin.ru
Припои и флюсы два в одном
Во многих ситуациях проведение пайки требует большого мастерства. В значительной мере упрощает работу совмещение функций припоев и флюсовых смесей в одном изделии.
Существует несколько видов такой продукции, каждый из которых имеет свои особенности, – это пастообразные смеси, готовый припой с канифолью, изготовленный в виде проволоки, и трубчатый припой с флюсом. Выбор определяется режимом проведения пайки, характером детали, требованиями к шовному соединению.
Проволока с канифолью
 Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Устройство трубок
Применение материалов с двойными функциями в виде трубок экономически и технологически выгодно. Расход сокращается почти на 40 %, исчезает необходимость удалять оставшийся флюс после пайки.
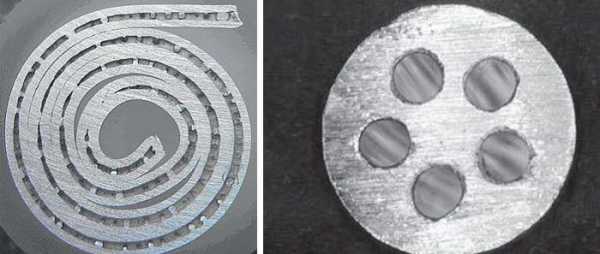
Трубчатый припой содержит 1, 3 или 5 внутренних каналов, в которые помещают флюс. Преимуществ использования такого вида расходных материалов несколько:
- одновременная подача в рабочую зону двух составов;
- улучшение конечного результата;
- увеличение скорости работы;
- упрощение пайки в труднодоступных участках;
- сокращение потерь средств;
- возможность строгого дозирования;
- исключение вероятности попадания грязи во флюс.
Трубки с одной внутренней полостью могут немного усложнять пайку из-за быстрого вытекания флюса в рабочую зону. При работе с многоканальными припоями, содержащими флюс, такие неприятности маловероятны.
В любом случае к использованию трубчатых изделий нужно приноровиться, научиться правильно регулировать скорость подачи припоя. В целом поступление флюса по нескольким каналам минимизирует вероятность нарушения технологии спаивания.
Работа «всухую» будет полностью исключена. Флюс по нескольким каналам попадает в рабочую зону равномерно, что приводит к улучшению качества соединения.
Состав припойного материала
 В состав трубок входят как традиционные, так и специальные припои.
В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.

Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Советы по применению
Для работы с трубчатым расходным материалом можно взять любой паяльник. Важно, чтобы его форма и размеры обеспечивали требуемый контакт с деталями.
 При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
Для полной уверенности в чистоте рабочей части паяльника можно воспользоваться специальными пастообразными средствами.
Не следует допускать перегревания рабочей зоны. Для этого важно следить как за температурой нагрева паяльника, так и за продолжительностью пайки.
Пайка печатных плат требует особого внимания. Рабочую зону сначала нужно тщательно очистить. Можно купить для этого специально предназначенные растворители.
Каждая процедура пайки деталей на плате должна длиться не более 2 с. За это время одно соединение должно быть сделано. Если времени затрачено больше, то может не хватить смачивающих возможностей флюсов. В результате прочность соединения электронных компонентов с платой ухудшится.
К обращению с трубками, содержащими припой и флюс, нужно приноровиться. Конечный результат, удобства в последующей работе оправдывают незначительные трудности вначале.
svaring.com
Припой в Hi-End звучащий припой для пайки – Часть 1
Заветный припой для пайки аудиофильских устройств, какой он?
Пехтерев = Все звуковики знают, что припои для пайки всегда звучат по-разному. Один приподнимает громкость, другой задирает высокие частоты, третий вносит тухлость и муть, кто-то излишне сластит. Будь то оловянный припой, или разнообразные припои серебряные, все они имеют свой голос, и он не всегда находится в унисоне с паяемыми ими схемами. На припоях стоят красивые надписи с составом, они усиленно рекламируются в аудио журналах и другой специализированной прессе. Но, что там намешал производитель, есть ли в серебряном припое серебро и сколько его там реально, как оно в элитных Cardas, Audio Note влияет на звук и не лучше ли применить простой оловянный припой – загадка… Остается – читать на форумах про опыт других энтузиастов, благо есть интернет, или поверить рекламе, выбрать и купить припой. А потом уже дома – выяснять, как он именно влияет на собираемое устройство.
Специализированной темы про припои для пайки на форумах я не нашел, все ходят вокруг да около и делятся обрывками мыслей на эту тему. Так как я уже много лет применяю припои для своей работы и творчества, хочется найти что-то «идеальное» которого на горизонте я не наблюдаю, ни среди винтажа, и среди современных элитных марок. Хотел бы собрать некоторую статистику от меломанов, электронщиков и хай-эндщиков. Кто какой припой применяет и какие из них играют лучше всего. На основе статистики и измерений составов и параметров образцов лучших для звука оловянных припоев, серебряных и т.д. разработать несколько составов, лучше всего пригодных для разных целей. Хочу попытаться подобрать универсальный для звуковых применений и главное – звучащий состав с учетом эзотерики.
У меня есть доступ к спектрометрам, на которых можно определить точный процентный состав химических элементов, входящих любой припой для пайки. Аппараты позволяют определять элементарный состав металлов, порошков и жидкостей, захватывая всю таблицу Менделеева от Урана до Фтора. Имею около 20-ти образцов оловянного припоя, припоев серебряных, с медью и т.д. Сейчас купить припой проблемы не составляет, хоть в интернете, хоть в Аудио-мании, но это все стандартные варианты современных разрекламированных изделий очень ограниченной номенклатуры. Мне бы хотелось попросить, чтобы народ прислал мне образцы припоя для пайки, которыми он пользуется. Тогда, учитывая аудиофильскую аудиторию, их собралось бы не меньше сотни разных, да еще предварительно отобранных по хорошим звуковым свойствам. Тогда можно было бы набрать статистику и выявить устойчивые закономерности.
Для начала я измерил элементарный состав и отслушал несколько видов припоя для пайки.
На чем и как слушал
Для эксперимента по отслушиванию припоев для пайки были изготовлены межблочные кабели: Позолоченные RCA разъемы DAXX (других в наличии не было). В качестве проводника – отполированная медная моно жила в хлопчатобумажной изоляции (50 годы Германия). Направление межблочника вычислялось по Степичеву. Опыт проводился в салоне у знакомых, поэтому тракт – их. Для исключения предрасположенности к отдельным маркам припоя для пайки «плацебо эффекта» кроме меня в прослушивании принимали участие 3 человека. Моно жилу к RCA разъемам припаивали параллельно разными припоями и быстро перетыкали их в усилителе Almarro на лампах 6с33с (не ОТЛ). Источник сигнала – CD проигрыватель Philips CD100, колонки Tannoy Prestige, треки ставили одинаковые, ничего не двигали и не переключали, громкость не трогали. Для исключения влияния предыдущего припоя, конец моно жилы каждый раз обрезался на несколько мм.
Отслушивали припои
ПОС61 = Фирмы «Векта 21 век» вес в катушке 200 Гр. ул. Гашека д.2/18 стр. 1, Г. Москва,
В составе заявлено: Олова (59 – 61 %), Свинца (39 – 41 %), внутри канифоль.
Фактический состав: Олова = 52.8 %, Свинца = 45.1 %, Магния = 0,21 %, Натрия = 0,61 %, Ртути = 0,16 %, Хлора = 0,17 %, Меди = 0,026 %, Редкоземельное… Рубидия = 0,12 %. Иридия = 0,36 %, Ниобия = 0,16 %, Стронция = 0,065 %, Германия = 0,009 %.
Если этот припой для пайки держать на жале не больше трех секунд – она получается лакировано блестящей. Температура плавления – 190, комфортная рабочая температура жала 285 – 295 градусов. Флюс выгорает не сразу т.к. густой.
Оловянный припой новой генерации ПОС-61 «21 век» уменьшил громкость и замутнил средние частоты. Локализация звуковых образов сильно ухудшилась, пропало заполнение сцены и звук прилип к динамикам. Верх он конечно смягчил, но все остальное… Применим оптимально для распайки ярких межблочных кабелей для смягчения «царапающих ВЧ».
ПОС-61 ASAHI (внутри флюс CF-10). Трубка-контейнер из прозрачного пластика со спиралью припоя). Диаметр 2 мм, вес 0,025 кг.
Фактический состав: Олова = 52,9 %, Свинца = 42,7 %, Ртути = 0,18 %, Меди = 0,03 %, Иридия = 0,25 %, Фосфора = 0,049 %, Цинка = 0,022 %, Хрома = 0,027 %, Магния = 0,56 %, Натрия = 1,10 %, Кальция = 0,35 %, Рубидия = 0,14 %, Родия = 0,025 %, Ниобия = 0,17 %. Припой – супер грязный…
Даже при пайке обычным паяльником, капля получается блестящая и гладкая. Легко отрывается, если припаять, например – ножку конденсатора, и за нее потянуть. Общее впечатление об этом оловянном припое – слишком мягкий и ненадежный.
Играет вроде неплохо, лучше, чем новодельный российский раза в два. Слишком негативных впечатлений от него нет. Годится для пайки бюджетных усилителей и разъемов к межблочникам.
Mundorf Msolder Sylver/Gold (в катушке 250 Гр), очень дорогой серебряный припой, покупался лет 5 назад для пайки ответственных узлов.
Состав не соответствует заявленному: Олова = 87,7 %, Серебра = 3,68 %, Свинца = 7.3 % (Написано безсвинцовый!), Магния = 0.42 %, Селена = 0,012 %, Стронция = 0,035 %, Ртути = 0,24 %, и т.д.
Очень специфический и интересный по звуку серебряный припой. Дает небольшой кажущийся прирост громкости и ясности при применении в кроссоверах колонок и выходных цепях усилителя. Весьма достойный припой для пайки серьезных звуковых цепей. Сцену дает заполненную и глубокую, но немного акцентированную на высоких частотах.
Моя цель
Хочу исследовать максимальное количество образцов предварительно отобранного радиолюбителями по звуку припоя для пайки. Понять, что в составе этих образцов наиболее сильно влияет на звук. Хотелось бы вычислить, ЧТО из состава влияет на конкретные параметры звучания. Допустим: серебро влияет на ВЧ, крикливость и звонкость, медь – на комфортность и плавность… и т.д. Хотел бы получить повторяемые результаты. Возможно – наладить мелкосерийное производство, благо все инструменты для этого мне доступны. Есть электронные весы с точностью – 6 знаков после запятой, швейцарская муфельная печь, станок для вытягивания проволоки из прутка, спектрометр для определения химического состава и т.д. Я сам, например, делаю серебряную проволоку. Уникальная лабораторная измерительная техника у меня в прямом доступе. Интернет есть, литература тоже, химики в друзьях и коллегах…
С разбегу, естественно сразу не получится, поэтому подхожу к идее основательно, и сначала – смотрю что и как делали другие. Попробую сделать выплавки. Посмотрю, что и сколько выгорает, подберу состав… Если ничего не пытаться делать руками, то ничего никогда не получится. Другие же смогли! Сможем и мы, там более с таким «коллективным» мозгом и заинтересованностью кучи людей. Нужно только исследовать побольше образцов с хорошим звучанием!
Если сможете прислать кусочки хорошо звучащего по вашему мнению припоя для пайки, то я определю его состав, выясню, что там вместо заявленного серебра и может припой «визжит» от этого. Я могу определить элементарный химический состав любых образцов, в том числе и «звучащих» проводов. На большом количестве тестов легче будет понять, какие металлы и как влияют на звук. Спектрометру совершенно безразлично, что в него помещают.
Однажды мы исследовали мульти витамины, купленные в разных аптеках. Так вот, там таблица элементов на упаковке вообще не соответствовала тому, что находилось внутри! Единственным нормальным оказался «Компливит», только концентрация веществ, указанных на упаковке в реальности была в два раза меньше. Он хоть не вредный и не плацебо… Покупай и удваивай дозу!
Серенус = Я считаю, что лучшим среди готовых припоев для пайки является – Audio Note с флюсом внутри. Про свой припой «Ааудионот» Питер Квортруп говорил, что он содержит серебро. Я не понимаю, как они легкоплавкое олово сплавляют с тугоплавким серебром. Я, например, сам – ювелир и знаю, что при сплавлении серебра с оловом получается не блестящий металл, а отвратительная, похожая на пемзу – серая масса. На всякий случай. Добавлю, что серебряный припой Audio Note нельзя перегревать. В моих усилителях Аудионот звучит лучше всего, особенно по сравнению с ужасным советским ПОС-61 и т.д. Я долго пользовался WBT, потом перешел на Аудионот. Оловянный припой WBT звучит безжизненно и излишне ярко и так же, как и большинство их разъёмов.
Насчет самостоятельного изготовления звучащего припоя не для себя, а для продажи. В процессе переплавки отдельные элементы так или иначе будут выгорать, другие возможно, вступят в химическую реакцию с тем же свинцом и оловом, возникнут флюсы и шлаки, у каждого элемента своя температура плавления и т.д. то есть в реальности я считаю, что этот процесс очень сложный и вам придется окунуться с головой в металловедение… Стоит ли оно того? Может лучше поискать действительно звучащий припой из промышленных образцов?
Аббас = Александр все верно делает, я уже говорил про немца, который варит золотосодержащие эзотерические припои, А.М. Лихницкий свои припои варил сам. Степичев, контурами которого я пользуюсь, тоже варил. Я считаю, что затея – вычислить и сварить идеальный по звуку припой для пайки – стоящая и требует коллективной поддержки. Меня, например, больше всего интересуют редкоземельные присадки. Типа золота. Немец много раз говорил, что золото в оловянном припое это самый значимый компонент. Александр, я так понял, что в Mundorf золота нет вообще, хоть на упаковке написано, что оно есть. Да, я например – отслушиваю припой просто вставляя брусок в разрыв колоночного ли межблочного кабеля.
Пехтерев = Абсолютно точно! Золота в серебряном припое в Mundorf нет вообще! Даже золотых следов нет! На отчете спектрометра трока 79 Au – галочка влево, означает НЕТ, и без вариантов. Значение StdErr справа от процентного содержания – стандартная погрешность аппарата при определенных сочетаниях элементов. На золото даже намёка нет. Обман! На этикетке написано очень хитро – выбрано количество элементов и их последовательность… Чего и сколько, какие циферки и к чему относятся, сразу и не поймешь… Золото указано, а цифры его содержания – нет!
Вот и хочу создать припой для пайки звуковых устройств с честным содержанием элементов и уникальными свойствами, или же выплавлять его с заказанными “звуковыми” качествами. Приборы, про которые я говорю, стоят миллионы, не уверен, что фирмы затрачивают такие средства на исследования. Им просто не отбить их стоимость с их объемами продаж аудиофильских припоев. Тем более, они никогда не будут так же придирчиво отслушивать разные образцы металлов и их сочетаний в контексте влияния на звук, музыкальности, передачи энергетики и эмоций музыки.
Как я отслушиваю припой
Прослушивать целиковую палочку или пруток припоя я считаю не совсем правильным. Характер самого бруска такое прослушивание конечно же выявит, но после нагрева паяльником, соприкосновения с металлом проводников и флюсом – структура припоя для пайки сильно меняется. Нам же важно, как звучит именно переход-сплав, который получается между проводником и припоем.
Я тестирую большинство припоев на проводах от колонки к усилителю облуживая концы, все же – акустический кабель, какая-никакая сильноточная цепь. Именно в колоночном кабеле с приличным током большинство оловянных припоев даже с серебром работают как шумоподавитель, отрезая тихие звуки, так же, часто вносят ухудшение и тухлятину, с ними звук становится заметно тише. Некоторые, типа Mundorf, наоборот – увеличивают громкость залуженных проводов.
Со слаботочкой поступаю так: Залуживаю концы моножилы (полированной медной), вставляю в разъем и слушаю на минимальной громкости. Прекрасно слышно, как например стандартный оловянный припой убивает микродинамику, или наоборот высветляет и вытаскивает, как Аудионот. После этого слушаю на средней и большой громкости. Затем паяю на эту моножилу разъемы и опять – слушаю. Обрабатываю пайки жидким азотом, смотрю на изменение звука… Такая методика показывает характер звучания именно переходов между припоем и медью или латунью контакта: Проводник-припой-контакт. Я вычислил предрасположенность припоев к разным цепям, одно хорошо играют в слаботочных, другие в сильноточных. Да! Протирка паек спиртом и т.д. не всегда хорошо влияет на звук! Даже так.
P,S. Продолжение исследования влияния припоя на звук в следующей части статьи. отыты А.М. Лихницкого и Аббаса по поиску самого звучащего припоя в следующей части статьи.
Ссылки по теме
aovox.com
Делаем сами – Приложение №15 Припои, флюсы для пайки
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1
Припои на основе олово-свинец
| Марки припоя | Температура плавления оС |
Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 – 6% сурьмы.
В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово.
Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
- проволоки,
- ленты,
- фольги
- и порошка.
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью.
В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2
Медно-цинковые и латунные припои
| Марки припоя (латуни) |
Температура плавления, оС |
Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера*, алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы.
По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух – 750°
- третьего – 700°.
Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев.
Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3
Основные марки серебряных припое
| Марка припоя | Температура плавления, оС |
Марка припоя | Температура плавления, оС |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Флюсы
Назначение флюсов при пайке:
- защита зачищенных деталей от окисления,
- удаление с поверхности металла пленки окислов,
- улучшение смачивания припоем спаиваемых деталей.
Все многообразие флюсов можно разделить на три группы:
- некоррозионные
- слабокоррозионные
- и коррозионные.
Некоррозионные флюсы (их еще называют защитными)
не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность.
После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии.
Слабокоррозионные флюсы
участвуют в разрушении пленки окислов. Остатки флюса необходимо удалять.
Коррозионные (активные) флюсы
энергично разрушают пленку окислов, поэтому иногда удается спаивать незачищенные металлические детали.
Удалять остатки флюса после пайки обязательно!
Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями
К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4).
Максимальная рабочая температура этих флюсов 300°!
Таблица 4
Флюсы на основе канифоли
| Компоненты, % вес. | Что и чем паяется | ||||
|
Пайка меди и ее сплавов, серебра (редко — стали) свинцово-оловянистыми припоями |
К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5).
- первые флюсы имеют максимальную рабочую температуру – 300°
- вторые – 350°
Таблица 5
Флюсы на основе канифоли, глицерина и спирта
| Компоненты, % вес. | Что и чем паяется | ||||||
|
|
||||||
|
Для пайки меди и цинка | ||||||
|
Для пайки меди и сплавов, никеля, серебра, стали |
Основу почти всех коррозионных (активных) флюсов составляют хлориды металлов и, в частности, хлористый цинк.
Максимальная рабочая температура этих флюсов до 400°! (табл. 6)
Таблица 6
Флюсы на основе хлоридов металлов
| Компоненты, % вес | Применение | ||||
|
Для пайки и лужения стали, меди, ее сплавов, никеля, серебра. | ||||
| Хлористый цинк – 40, двухлористое олово – 5, хлорная медь – 0,5, соляная кислота – 3,5, вода – 51 | Пайка стали припоями с большим содержанием свинца | ||||
| Хлористый цинк – 40, хлористый натрий – 5, хлорная медь – 1, хлористый калий – 1, соляная кислота – 1, вода – 52 | Пайка стали и меди (и сплавов) припоями с большим содержанием свинца и цинка. | ||||
| Хлористый натрий – 15, хлористый амоний – 1,5, соляная кислота – 36, спирт денатурат – 12,8, ортофосфорная кислота – 2,2, хлористое железо – 0,6, вода – 31,9 | Пайка углеродистых сталей. |
В отдельной таблице приводятся флюсы для пайки нержавеющих сталей
Максимальная рабочая температура этих флюсов 400°!
Таблица 7
Флюсы для пайки нержавеющих сталей
| Компоненты, % вес | Применение | |||||||
|
Пайка нержавеющей стали |
Как уже было сказано, флюсы для пайки тугоплавкими припоями сводятся в отдельную группу, состоящую из двух подгрупп:
– флюсы для пайки медными припоями (табл. 8)
Таблица 8
Флюсы для пайки медными припоями
| Компоненты, % вес | Применение |
| Бура (прокаленная) -100 | Пайка углеродистых сталей и меди медно-цинковыми припоями |
| Бура (прокаленная) – 80, борная кислота – 20 | Пайка молоуглеродистых сталей и меди |
| Бура (прокаленная) -50, борная кислота – 50, все разводится концентрированным раствором хлористого цинка | Пайка нержавеющих сталей, меди медными припоями |
| Бура (прокаленная) – 12, борная кислота – 78, флористый кальций – 10 | Пайка нержавеющих сталей, меди медными припоями |
– флюсы для пайки серебряными припоями (табл. 9)
Табица 9
Флюсы для пайки серебряными припоями
| Компоненты, % вес | Применение | ||||
|
Пайка серебрянными припоями всех металлов и сплавов, кроме алюминия и магния |
Порядок изготовления флюса влияет на его качество
Ниже (табл. 10) приводится порядок приготовления некоторых флюсов.
Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
Таблица 10
Приготовление флюса
| Компоненты | Порядок приготовления |
|
Канифоль, этиловый спирт, уксусная кислота |
Размолотую в порошок канифоль растворить в подогретом спирте и после охлаждения добавить уксусную кислоту |
|
Канифоль, стеарин, хлористый цинк, хлористый аммоний, вазелин, вода |
Размолотую канифоль тщательно смешать со стеарином. Порошок хлористого цинка и хлористого аммония залить водой и размешать, Разогреть то и другое. Второй раствор влить в расплавленную канифоль со стеарином. Размешать и добавить вазелин. |
|
Ортофосфорная кислота, этиловый спирт, вода |
Этиловый спирт разбавляют водой и к раствору добавляют ортофосфориую кислоту |
|
Хлористый цинк, хлористый аммоний, вода |
В горячей воде растворяется хлористый аммоний. После охлаждения раствора к нему добавляется хлористый цинк. |
|
Хлористый цинк, двухло-ристое олово, хлорная медь, хлористый калий, соляная кислота, вода |
В части горячей воды с соляной кислотой растворить днухлористое олово и хлорную медь. В другой части воды растворить хлористый цинк и хлористый калий. Первый раствор влить во вто-рой и тщательно перемешать. |
|
Хлористый калий, хлористый литий, фтористый натрий, хлористый цинк |
Псе порошкообразные компоненты смешан., расплавить и после остывания размолоть. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура | Расплавить буру, охладить и размолоть до порошкообразного состояния. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура, борная кислота | Прокаленую и размолотую буру смешать с нужным количеством борной кислоты. Хранить в плотно закрывающейся стеклянной посуде. |
Для изготовления припоя из отдельных компонентов пользуются правилом:
сначала расплавляют более тугоплавкий металл, а в нем остальные помере убывания температуры плавления.
www.del-sami.ru
с серебром, латуни, алюминия, олова

Припой для пайки меди
Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.
- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.

Пайка медной трубы.
Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.
- по температуре плавления.

Комплект для пайки алюминия.
Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.
Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный.
Эта категория имеет более высокую температуру плавления. Прочность полученных швов значительно выше первого варианта, но при отжиге прочность спаиваемых деталей значительно меньше.
Мягкие виды
К мягким можно отнести:
Свинцовый и безсвинцовый припой.
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Таблица 2. Свойства некоторых легкоплавких припоев
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Пайка медных труб «мой опыт»
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва. В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Пайка алюминия
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
ecology-of.ru
Припой для пайки: алюминия, меди, стали
Припой для проведения пайки алюминия используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.

После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки. Можно добавить немного металлических опилок.
Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
rezhemmetall.ru