Профиль калиброванный – Прокат стальной калиброванный | Калибровка
alexxlab | 25.05.2019 | 0 | Вопросы и ответы
Квадрат калиброванный
Kvadrat_kalibrovannyy
Контакты
Сообщение успешно отправлено!Мы скоро свяжемся с вами.
Введите Ваш E-mail
Купить калиброванный квадрат
Квадрат калиброванный – вид сортового проката, который представляет собой сплошной профиль квадратного сечения в повышенными требованиями к точности сечения и качеству обработки поверхности. Производится способом волочения горячего проката через специальный стан с обжатием.
Выпуск калиброванного квадрата, его сортамент и технические характеристики регламентируются нормативами и стандартами ГОСТов 1051-73, 1050-88 и 8559-75. В соответствии с Госстандартом размер стороны калиброванного квадрата может варьироваться в пределах от 3 до 100 мм, длина составляет от2 до 6 метров. По предварительной договоренности квадратный калиброванный прокат может производиться в размерах, не входящих в сортамент по ГОСТ 8559-75.
Основными параметрами, по которым можно классифицировать калиброванный квадрат, являются типоразмеры, длина хлыстов, марка используемой стали, качество поверхности и форма поставки конечному потребителю.
Продажа калиброванного квадрата
По длине калиброванный квадрат бывает:
- мерной длины – МД;
- немерной длины – НД;
- кратной мерной длины – КД.
В качестве остатка принято считать хлыст, размер которого лежит в пределах полутора-двух метров.
По форме поставок квадрат бывает:
- в мотках;
- в прутках.
Основные марки качественных конструкционных сталей, используемые для производства квадратного калиброванного проката – Ст10, Ст20, Ст35, Ст45 и другие.
Калиброванный квадрат может поставляться в:
- нагартованном состоянии – Н;
- после термообработки отжигом, закалкой и другими способами – Т.
Категории качество поверхности квадрата:
- А – высшее качество;
- Б – допускаются незначительные дефекты, следы зачисток, остатки окалины;
- В – средняя глубина залегания дефектов;
- Г – наибольшая глубина залегания дефектов.
При всем этом избавиться от дефектов производства можно подвергнув квадраты обработке шлифованием.
Квадрат калиброванный цена и прайс лист
Калиброванный квадрат за счет высокого качества поверхностей и точности размеров используется в качестве заготовок для производства запасных частей, узлов и механизмов в машиностроении. За счет все того же повышенного качества все большее число компаний отдают предпочтение именно этому виду проката вместо более привычного горячекатаного. Калиброванный квадрат очень востребован для изготовления деталей на автоматах и холодновысадочном оборудовании. Эти способы дальнейшей обработки позволяют значительно снизить расход металла. Также из квадратной калибровки производятся детали машин, эксплуатация которых требует высокой точности и качества поверхности. Среди них всевозможные толкатели, шпиндели, валы, оси, втулки, плунжеры и т.д.
Производитель и поставщик широкой номенклатуры промышленных изделий. Вся продукция представленная на наших складах, металлобазах, магазинах в Москве имеет сертификаты качества в соответствии со стандартами ГОСТ и DIN. Наше производство позволяет осуществлять изготовление технически сложных продуктов по чертежам заказчика. Делаем точный расчёт смет по заданным параметрам и характеристикам. Мы продаём продукцию недорого оптом в Москве с доставкой по всей России. У наших менеджеров всегда можно узнать наличие той или иной продукции, цену на метр, цену за тонну, цену за киллограмм, цену за штуку.
Узнать цену, вес металла, адрес склада, металллобазы, возможность поставки напрямую с завода. Рассчитать изготовление продукции на заказ, просчитать смету. Запросить прайс лист. На нашем сайте, в магазине, вы найдёте полный каталог металлопроката, металлопродукции и других промышленных товаров, калькулятор металла и подробнее описание характеристик стальной продукции.
Нашу продукцию можно купить в Москве, в Пушкино, в Сергиевом Посаде, в Лобне, в Электростали, в Подольске, в Одинцово, в Красногорске, в Зеленограде, в Дмитрове, в Солнечногорске, в Троинце, в Домодедово, в Ногинске, в Апрелевке, в Бронницах, в Электроуглях, в Наро Фоминске, в Александрове, в Красноармейске, в Талдоме, в Дубне, в Волоколамске, в Лотошино, в Истре, в Дедовске, в Кубинке, в Можайске, в Серпухове, в Чехове, в Ступино, в Коломне, в Луховицах, в Калязине, в Шатуре, в Егорьевске, в Орехово Зуево, во Владимире, в Ярославле, в Киржаче, в Кольчугино. Получить продукцию можно на терминалах транспортных компаний в Санкт Петербурге, в Твери, в Калуге, в Брянске, в Нижнем Новгороде, в Смоленске, в Петрозаводске, в Нальчике, в Махачкале, в Грозном, в Саратове, в Волгограде, в Новосибирске, в Омске, в Томске, в Красноярске, в Челябинске, в Екатеринбурге, во Владивостоке, в Благовещенске, в Магадане, в Анадыре, Хабаровске, в Биробиджане, в Иркутске, в Барнауле, в Кызыле, в Горно Алтайске, в Ханты Мансийске, в Тюмени, в Кургане, в Казани, в Самаре, в Ставрополе, в Воронеже, в Ростове, в Нижнем Новгороде, в Казани, в Самаре, в Ростове на Дону, в Уфе, в Перми, в Краснодаре, в Тюмени, в Тольятти, в Ижевске, в Ульяновске, в Ярославле, в Махачкале, в Оренбурге, в Кемерово, в Новокузнецке, в Рязани, в Астрахани, в Набережных Челнах, в Пензе, в Липецке, в Кирове, в Чебоксарах, в Туле, в Калининграде, в Балашихе, в Курске, в Ставрополе, в Улан Удэ, в Севастополе, в Твери, в Магнитогорске, в Сочи, в Иваново, в Белгороде, в Сургуте, в Нижнем Тагиле, в Архангельске, в Чите, в Калуге, в Симферополе, в Смоленске, в Волжском, в Череповце, в Орле, в Саранске, в Вологде, в Якутске, во Владикавказе, в Мурманске, в Грозном, в Тамбове, в Стерлитамаке, в Костроме, в Нижневартовске, в Новороссийске, в Йошкар Оле, в Таганроге, в Комсомольске на Амуре, в Химках, в Сыктывкаре, в Нальчике, в Нижнекамске, в Шахтах, в Дзержинске, в Братске, в Орске, в Ангарске, в Энгельсе, в Благовещенске с доставкой. Интернет магазин промышленной продукции и металлопроката.
www.inotex.su
Что такое калибровка металла? Узнайте про калибровку круга

Калибровка – это совокупность методов, которые используются для увеличения точности параметров металлопроката, а также качества их поверхности. Данная процедура улучшает свойства изделий, делает их пригодными для использования в отраслях, где существуют высокие требования к точности параметров комплектующих. При калибровке происходит обжатие поверхности заготовки, в результате чего последняя меняет свою форму на необходимую. Данная незначительная корректировка чаще всего требуется горячекатаному металлопрокату.

Выделяют холодную и горячую разновидности калибровки. Отличие между ними заключается в состоянии, в котором обрабатывается заготовка. При горячей калибровке изделие предварительно разогревается, что значительно облегчает его последующую обработку. Однако при остывании предмет может несколько изменить придаваемые ему пропорции, поэтому данный способ не позволяет достичь такой высокой точности изготовления, как при холодной калибровке. Обычно горячий способ применяется при обработке крупных заготовок.
Отличительные особенности калиброванного круга
Он отличается такими важными качествами, как повышенная точность диаметра и гладкая поверхность. Он может использоваться в металлоконструкциях, от которых требуется повышенная точность и надежность в эксплуатации.

Преимущества калибровки
Калиброванный круг обладает множеством преимуществ:
- изделие требует меньшей доводки при обработке на станках, что сокращает вероятность брака и уменьшает производственные издержки;
- сокращение процента отходов позволяет сократить логистические и складские расходы;
- заготовка может быть использована в конструкциях с повышенными требованиями к точности компонентов.

Где применяют калибровку металла?
Калибровка является затребованной процедурой при изготовлении запчастей и других комплектующих для следующих отраслей:
- судостроение;
- производство оборудования;
- автомобилестроение;
- производство авиакосмической техники;
- приборостроение;
- любая отрасль промышленности, в которой требуются экономичные и точные профили.
Возврат к списку
novametcom.ru
Калиброванный металлопрокат
ПРОКАТ КАЛИБРОВАННЫЙ ПО ГОСТ 1051-73
Калиброванный прокат круглого сечения производится диаметром от 3,0 до 50 мм в прутках и мотках. Сортамент и предельные отклонения должны соответствовать требованиям ГОСТ 7417-75. “Сталь калиброванная круглая” (таблица 1).
Калиброванный прокат шестигранного профиля производится от 6.0 до 46 мм в прутках. Размеры и предельные отклонения должны соответствовать требованиям ГОСТ 8560-78 “Сталь калиброванная шестигранная” (таблица 2).
Калиброванный прокат квадратного сечения изготовляется в цехе со стороной квадрата от 7,0 до 8.0 мм в прутках и мотках (возможно изготовление проката со стороной квадрата до 50 мм). Сортамент и предельные отклонения должны соответствовать требованиям ГОСТ 8559-75 “Сталь калиброванная квадратная” (таблица З).
Химический состав калиброванной стали должен соответствовать требованиям таблицы 4:
ГОСТ 1050-2013 – для углеродистой конструкционной стали.
ГОСТ 4543-71 – для легированной конструкционной стали.
ГОСТ 1414-75 – для стали с повышенной и высокой обрабатываемостью резанием.
ГОСТ 10702-78 – для сталей холодного выдавливания и высадки.
ГОСТ 14959-79 – для рессорно-пружинных сталей.
По заказу потребителя калиброванный прокат может поставляться как в нагартованном‚ так и в термообработанном (отоженном) состоянии.
Нормы механических свойств (твердость, прочностные свойства) термически обработанных (нормализованных, нормализованных с отпуском, закаленных, закаленных с отпуском) образцов калиброванного проката устанавливаются соглашением сторон или по соответствующим стандартам. Поверхность калиброванного проката должна быть чистой, гладкой, без трещин, плен, закатов и окалины.
Группы качества поверхности представлены в таблица 5 и должны указываться в заказе.
В зависимости от назначения прутки калиброванного проката круглого, шестигранного и квадратного сечений изготовляются мерной, кратной мерной и немерной длины.
Отгрузка калиброванного проката потребителям производится в мотках массой до 1000 кг, пруткового металла в пачках массой 5000 кг.
Сортамент и предельные отклонения калиброванного проката круглого сечения
xn--b1afahedw0bhed.xn--p1ai
Сталь калиброванная круглая или просто калиброванный круг выпускается в форме прутков или бунтов (для проката 3-5 мм) холоднокатаным или холоднотянутым из углеродистых и легированных качественных конструкционных марок, а так же быстрорежущей инструментальной, теплоустойчивой, жаростойкой и жаропрочной стали, коррозионно-стойкой стали. Калиброванный круг должен соответствовать ГОСТ 7417-75 в части сортамента и ГОСТ 1051-73 в части технических условий.
Значения веса погонного метра в таблице указаны справочно – рассчитаны теоретически от номинальных размеров проката. Однако, требованиями ГОСТ предусмотрено предельное отклонение, которое зависит от класса точности проката. Особенности калиброванного кругаГлавной особенностью калиброванного круга, как и другого калиброванного проката, является значительно более высокие требования к качеству поверхности и точности геометрии. Так, предельные отклонения по диметру круга не должны превышать 0,1 – 0,3 мм, в зависимости от диаметра проката и только в минусовом допуске. Отсутствие минусового допуска означает недопустимость превышение номинального размера (диаметра) калиброванного проката. Стандартами для калиброванного проката предусмотрены три группы качества поверхности А, Б, В и четыре квалитета h9, h20, h21, h22. Прокат с квалитетом h9 изготавливается только по согласованию заказчика и изготовителя. Приемка, транспортировка и хранение калиброванного кругаПриемка, хранение и транспортировка калиброванного круглого проката осуществляется в соответствии с требованиями ГОСТ 7566. Хранение калиброванного круглого проката осуществляется в закрытых отапливаемых и вентилируемых помещениях, не зависимо от марки стали. Транспортировка калиброванного проката осуществляется в закрытых и открытых транспортных средствах, при условии надлежащей упаковки, обеспечивающей защиту проката от погодных явлений и механических повреждений. ЦеныЦена на стальной калиброванный круг формируется специалистами нашей компании индивидуально, с учетом объема Вашего заказа и других его параметров. Кроме того, цена на металлопрокат в последнее время пересматривается не реже двух раз в месяц, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту. Просим Вас уточнять текущие цены и наличие интересующей продукции по телефону + 7(495) 669-29-10 или направляйте Ваш заказ. |
s235.ru
Калибровка валков для прокатки круглых профилей
ГОСТ 2590—71 предусматривает производство круглой стали диаметром от 5 до 250 мм.
Прокатку этого профиля в зависимости от марки стали и размеров осуществляют по-разному (рис. 116).
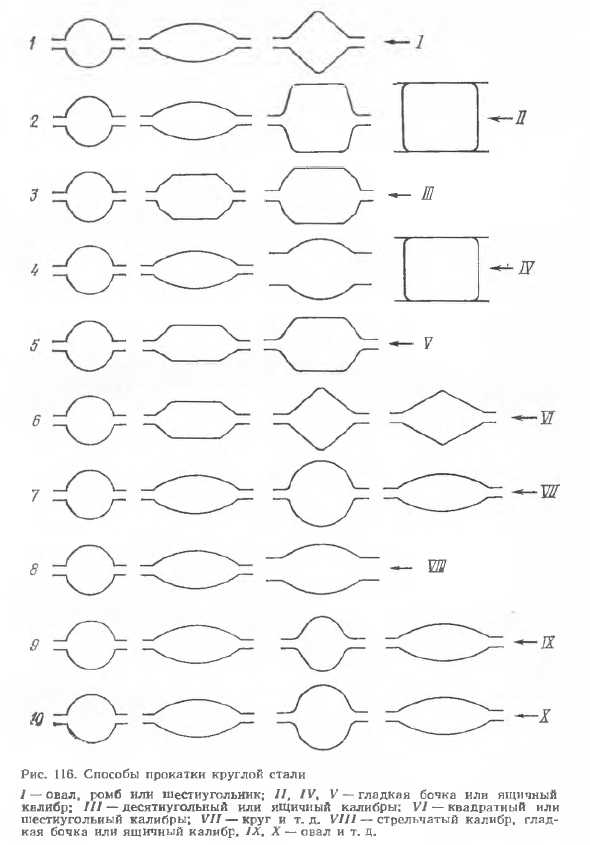
Способы 1 и 2 отличаются вариантами получения предчистового квадрата (квадрат точно зафиксирован по диагонали и имеется возможность регулировать высоту). Способ 2 является универсальным, так как позволяет получать ряд смежных размеров круглой стали (рис. 117). Способ 3 состоит в том, что предчистовой овал можно заменять десятиугольником. Этот способ применяют для прокатки крупных кругов. Способ 4 сходен со способом 2 и отличается от него только формой ребрового калибра. Отсутствие боковых стенок в этом калибре способствует лучшему удалению окалины. Так как данный способ позволяет широко регулировать размеры полосы, выходящей из ребрового калибра, его также называют универсальной калибровкой. Способы 5 и 6 отличаются от остальных более высокими вытяжками и большей устойчивостью овалов в проводках. Однако такие калибры требуют точной настройки стана, так как уже при небольшом избытке металла происходит их переполнение и образование заусенцев. Способы 7—10 основаны на применении системы калибровки овал — круг.

Сравнение возможных способов получения круглой стали показывает, что способы 1—3 позволяют в большинстве случаев прокатывать весь сортамент круглой стали. Прокатка качественной стали должна проводиться по способам 7—10. Способ 9 как бы промежуточный между системами овал — круг и овал — овал, наиболее удобен в смысле регулирования и настройки стана, а также предупреждения закатов.
Во всех рассмотренных способах прокатки круглой стали форма чистового и предчистового калибров остается почти неизменной, что способствует установлению общих закономерностей поведения металла в этих калибрах для всех случаев прокатки.
Построение чистового калибра для круглой стали осуществляют следующим образом.
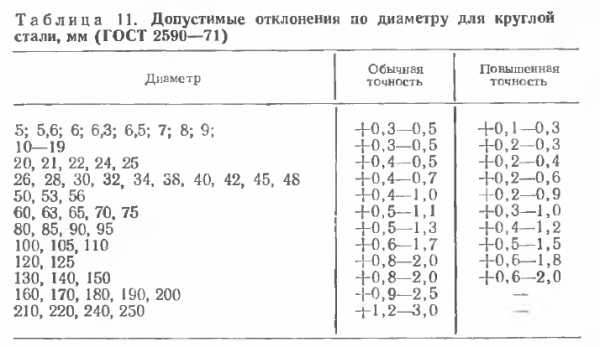
Определяют расчетный диаметр калибра (для горячего профиля при прокатке на минус) dг = (1,011÷1,015)dх — часть допуска +0,01 dх, где 0,01dх,— увеличение диаметра по указанным выше причинам; dх = (d1+d2/2) — диаметр круглого профиля в холодном состоянии. Практически, при расчетах второй и третий члены правой части равенства можно считать примерно одинаковыми, тогда
dг = (1,011÷1,015)(d1+d2)/2,
где d1, d2 — максимальная и минимальная допустимые величины диаметра по ГОСТ 2590—71 (табл. 11).
В зависимости от размера прокатываемого круга выбирают следующие углы наклона касательной α:
Принимаем величину зазора t (по данным прокатки), мм:
По полученным данным вычерчивают калибр.
Пример. Построить чистовой калибр для прокатки круглой стали диаметром 25 мм.
- Определим расчетный диаметр калибра (для горячего профиля) по уравнению выше.
Находим из таблицы: d1=25,4 мм, d2 = 14,5 мм; откуда dг = 1,013 (25,4+24,5)/2=25,4 мм. - Выбираем α=26°35′.
- Принимаем зазор между валками t=3 мм.
- По полученным данным вычерчиваем калибр.
Предчистовые калибры для круга конструируют с учетом точности, предъявляемой к готовому профилю. Чем больше форма овала приближается к форме круга, тем точнее получается готовый круглый профиль. Теоретически наиболее подходящей формой профиля для получения правильного круга является эллипс. Однако такой профиль довольно затруднительно удерживать при входе в чистовой круглый калибр, поэтому применяют его сравнительно редко.
Плоские овалы хорошо удерживаются проводками и, кроме того, обеспечивают большие обжатия. Но чем тоньше овал, тем ниже точность получаемого круглого профиля. Это объясняется степенью уширения возникающей при обжатии. Уширение пропорционально обжатию: где малые обжатия, там и малое уширение. Таким образом, при малых обжатиях овала весьма незначительны возможности колебания размеров в круглом калибре. Однако обратное явление справедливо лишь для случая, когда применяют большой овал и большую вытяжку. Овал для малых размеров круглой стали по своей форме близок к форме круга, что дает возможность применять овал одинарной кривизны. Профиль этого овала очерчивают только одним радиусом.
Для круглых профилей средних и больших размеров овалы, очерченные одним радиусом, оказываются чересчур вытянутыми по большой оси и вследствие этого не обеспечивают надежного захвата полосы валками. Применение острых овалов, помимо того, что не обеспечивает получения точного круга, вредно отражается на стойкости круглого калибра, особенно в выходной клети стана. Необходимость частых замен валков резко снижает производительность стана, а быстрая выработка калибров приводит к появлению вторых сортов, а иногда и брака.
Изучение причин и механизма выработки калибров, произведенных Н. В. Литовченко, показало, что острые кромки овала, которые остывают быстрее, чем остальные части полосы, обладают значительным сопротивлением деформации. Эти кромки, входя в калибр валков чистовой клети, действуют на дно калибра как абразив. Жесткие кромки в вершинах овала образуют на дне калибра ложбинки, которые приводят к образованию выступов на полосе по всей ее длине. Поэтому для круглых профилей диаметром 50— 80 мм и выше более точное выполнение профиля достигается применением двух- и трехрадиусных овалов. Они имеют примерно ту же толщину, что и овал, очерченный одним радиусом, но благодаря применению дополнительных малых радиусов кривизны ширина овала уменьшается.
Подобные овалы достаточно плоские для удержания их в проводках и обеспечивают надежный захват, а более округленный контур овала, приближающийся по своей форме к форме эллипса, создает благоприятные условия для равномерной деформации по ширине полосы в круглом калибре.
metallurgy.zp.ua
КАЛИБРОВАННЫЙ ПРОКАТ — про метизы
КАЛИБРОВАННЫЙ ПРОКАТ
Калиброванный прокат изготавливается в соответствии с ГОСТ 1051-73 методом прокатки или волочения из горячекатанного проката (подката). Калиброванный прокат изготавливают из стали: углеродистой и легированной качественной конструкционной; рессорно-пружинной; повышенной и высокой обрабатываемости резанием, углеродистой, легированной и быстрорежущей инструментальной, теплоустойчивой; коррозионностойкой, жаростойкой и жаропрочной. В соответствии с требованиями калиброванный прокат производят в нагартованном – Н или термически обработанном состоянии – Т (отожженный, высокоотпущенный, нормализованный с отпуском, закаленный с отпуском, закаленный). Поверхность калиброванного проката должна быть чистой, гладкой, матовой или светлой, без трещин и окалины; в зависимости от качества подразделяется на группы, указанные в таблице 1, где также приведены допустимые дефекты поверхности. Группа качества поверхности и квалитет должны оговариваться в заказе. Таблица1
Группа качества поверхности | Квалитет | Допускаемые дефекты поверхности | Наибольшая глубина залегания дефектов |
А | h9 | Отдельные мелкие риски механического происхождения. | Устанавливается соглашением изготовителя с потребителем. |
h20 | ½ предельных отклонений | ||
Б | h20, h21 | Отдельные мелкие риски механического происхождения, остатки окалины, отпечатки, рябизна, пологие зачистки, следы от зачистки абразивом. | Предельные отклонения |
В | h20, h21 | Отдельные мелкие риски механического происхождения, остатки окалины, отпечатки, рябизна, пологие зачистки, следы от зачистки абразивом, отдельные мелкие раскатанные или раскованные пузыри и загрязнения (волосовины). | Предельные отклонения |
В | h22 | Отдельные мелкие риски механического происхождения, остатки окалины, отпечатки, рябизна, пологие зачистки, следы от зачистки абразивом.Кроме того, отдельные мелкие раскатанные или раскованные пузыри и загрязнения (волосовины). | Предельные отклонения для квалитета h22 |
Предельные отклонения для квалитета h21 | |||
| На поверхности термически обрабатываемого проката допускается окисная пленка. | |||
Благодаря специальной обработке калиброванная сталь имеет точные размеры по сечению. Для особо точных видов калиброванного проката применяют шлифование, полирование и другие методы обработки, повышающие точность размеров и уменьшающие шероховатость поверхности.
СОРТАМЕНТ И ПРИМЕНЕНИЕ КАЛИБРОВАННОГО ПРОКАТА
СТАЛЬ КАЛИБРОВАННАЯ КРУГЛАЯ
Холоднотянутую или холоднокатаную калиброванную сталь круглого сечения (ГОСТ 7417-75) получают в диапазоне размеров от 3 до 100 мм с квалитетами точности h9 — h22. Сталь поставляется в прутках и мотках по согласованию изготовителя с потребителем. В зависимости от назначения прутки изготавливаются: мерной длины, кратной мерной длины, немерной длины. Длина: 2-6,5 м прутки из качественной, высокоуглеродистой, автоматной, низколегированной и легированной сталей и 1,5-6,5 м прутки из высоколегированной стали. Допускается выпуск прутков больших длин, по согласованию с потребителем.
СТАЛЬ КАЛИБРОВАННАЯ КВАДРАТНАЯ
Холоднокатаную калиброванную сталь квадратного сечения (ГОСТ 8559-75) получают в диапазоне размеров от 3 до 100 мм с квалитетами точности h20 — h22. Квадратная сталь изготавливается в прутках; по требованию потребителя может изготавливаться в мотках. Прутки, в зависимости от назначения, могут быть: мерной длины; кратной мерной длины; немерной длины; ограниченной длины в пределах немерной. Длина прутков 2-6,5 м; допускается выпуск прутков больших длин.
СТАЛЬ КАЛИБРОВАННАЯ ШЕСТИГРАННАЯ
Холоднокатаную калиброванную сталь шестигранного сечения (ГОСТ 8560-78) получают в диапазоне размеров от 3 до 100 мм с квалитетами точности h20 — h22. Шестигранная сталь изготавливается в прутках; по требованию потребителя может изготавливаться в мотках. Прутки, в зависимости от назначения, могут быть: мерной длины; кратной мерной длины; немерной длины; ограниченной длины в пределах немерной. Длина прутков 2-6,5 м; допускается выпуск прутков больших длин.
Калиброванный прокат применяется в автомобилестроении, машиностроении, судостроении, приборостроение и др. отраслях промышленности, где требуется применение высококачественных сталей, а также точных профилей.
Преимуществом калиброванного проката является высокая точность изготовления, что при обработке его на холодновысадочном оборудовании и автоматах позволяет уменьшить расход стали до 45%, за счет снижения затрат на обрабатывающие инструменты и энергоресурсы.
ТЕРМИЧЕСКАЯ ОБРАБОТКА КАЛИБРОВАННОГО ПРОКАТА
Исходной заготовкой для калиброванных сталей является подкат из различных сталей. Качество калиброванной стали определяется качеством подката: глубина дефектов при подкате не должна превышать величины допуска на калибровку и составляет 0,1-0,2 мм. Наличие дефектов на поверхности подката (риски, волосовины, черновины) приводит к браку калиброванного металла.
Технологический процесс производства калиброванного проката состоит из следующих операций: термическая обработка подката → правка → острение концов → травление и подготовка поверхности к волочению → волочение → термообработка (в соответствии с требованием заказчика) →финишная отделка.
При деформации подката волочением в холодном состоянии сталь должна обладать высокой пластичностью и твердостью НВ207-230, что позволяет протягивать подкат без предварительной термообработки. Подкат из конструкционных и инструментальных сталей, обладающих более высокой твердостью, для смягчения перед калибровкой необходимо подвергать высокому отпуску или отжигу; а подкат из аустенитных коррозионностойких сталей подвергается закалке для придания необходимой пластичности.
Основным видом термообработки стали является отжиг, который обеспечивает снятие наклепа после волочения и снижает твердость подката. Отжиг подката производится в муфельных или проходных роликовых печах непрерывного действия в защитной атмосфере, что обеспечивает чистую поверхность и исключает обезуглероживание. Отжиг подката для всех сталей (за исключением быстрорежущей) проводится при температурах выше Ас1 (740-780°С) с дальнейшим замедленным охлаждением до температуры ниже Аr1 и дальнейшим охлаждением с произвольной скоростью. Подкат быстрорежущей стали осуществляется при температуре близкой к Аr1 с последующим быстрым охлаждением. После волочения (калибровки) подката, металл в зависимости от полученной деформации имеет различную степень наклепа. Калиброванный металл может поставляться в нагартованном состоянии – Н или термически обработанном состоянии – Т. Для снятия внутренних напряжений калиброванная сталь подвергается рекристаллизационному отжигу, температура которого зависит от химического состава стали и степени холодной деформации. При более высоких степенях деформации структура металла более неустойчива и рекристаллизация начинается с более низких температур. Для конструкционных, инструментальных, рессорно-пружинных сталей температура рекристаллизационного отжига 700-740°С; для высоколегированных, нержавеющих и быстрорежущих – 770-900°С. Выдержка в течении 3-10 ч. Охлаждение на воздухе или водой для коррозионностойких хромоникелевых сталей в целях уменьшения склонности к межкристаллитной коррозии. Для предотвращения обезуглероживания или ликвидации имеющейся обезуглероженности поверхности отжиг проводится в защитной атмосфере с добавлением метана. Выполнение отжига без защитной атмосферы ведет к окислению металла и к его потерям с уменьшением диаметра прутков до 0,5%, поэтому при волочении должен быть предусмотрен припуск на окисление. Для удаления окалины после проведения отжига производят повторное травление или обдирку (точением) или обработку дробью. В целях ускорения проведения рекристаллизационного отжига без окисления и обезуглероживания поверхности производят отжиг с индукционным нагревом токами высокой частоты (ТВЧ). Рекристаллизация при этом протекает очень быстро (15-25 сек.), при температуре 760-780°С. Для проведения нагрева ТВЧ используются высокочастотные генераторные машины; с целью повышения производительности нагрев производят на двухручьевых установках при скоростях перемещения прутка до 450 мм/сек. Если степень обжатия при калибровке менее 17%, то предпочтительнее проводить печной нагрев, т.к. рекристаллизация при нагреве ТВЧ протекает лишь частично.
ПРУТКИ СО СПЕЦИАЛЬНОЙ ОТДЕЛКОЙ ПОВЕХНОСТИ
Специальную отделку поверхности прутков получают посредством удаления поверхностного слоя (шлифованием, обточкой, обдиркой с последующей полировкой, обкаткой и т.п.) для круглой качественной стали диаметром от 0,20 от 50 мм (ГОСТ 14955-77). По качеству отделки поверхности сталь подразделяется на группы: А, Б, В, Г, Д, Е. По точности изготовления на квалитет: h5, h6, h7, h8, h9, h20, h21, h22. По виду продукции: прутки или мотки. По состоянию обработки: термически обработанная – Т, нагартованная – Н. Обезуглероживание стали не допускается (в состоянии Т, после окончательной отделки поверхности сталь может иметь частичное обезуглегоживание, что регламентируется соглашением между изготовителем и потребителем). Группы отделки стали устанавливаются в зависимости от квалитетов, шероховатости поверхности и глубины залегания допустимых дефектов и приведены в таблице 1.:
Таблица 1
Группа отделки поверхности стали | Квалитет | Шероховатость поверхности по ГОСТ 2789 | Наименование допустимых дефектов поверхности | Максимальная глубина залегания допустимых дефектов поверхности | |
Параметр Ra, мкм, не более | Базовая длина, мм | ||||
А | h5, h6, h7, h8, h9, h20 | 0,32 | 0,25 | Не допускаются | Не допускаются |
Б | h6, h7, h8, h9, h20, h21 | 0,63 | 0,8 | ||
В | h7, h8, h9, h20, h21 | 1,25 | 0,8 | ||
Г | h8, h9, h20, h21 | 2,5 | 0,8 | Отдельные дефекты механического происхождения | ½ предельного отклонения по Ø |
Д | h9, h20, h21, h22 | — | — | Предельное отклонение по Ø | |
Е | h8, h9 | — | — | Продольные риски | ½ предельного отклонения по Ø |
Группа Е – тянутая с предварительно удаленным поверхностным слоем. По согласованию допускается изготовлять сталь группы А по квалитету h21
В таблице 2 приведены рекомендуемые размеры и виды продукции в зависимости от групп отделки поверхности.
Таблица 2
Группа отделки поверхности стали | Диаметр, мм | Вид продукции |
А, Б, В | от 0,6 до 5,0 включ. | прутки |
св. 5,0 до 20 включ. | прутки, мотки | |
Г | от 2,0 до 5,0 включ. | прутки |
от 20 до 50 включ. | ||
св. 5,0 до 20 включ. | прутки, мотки | |
Д | от. 5,0 до 20 включ. | прутки, мотки |
св. 20 до 50 включ. | прутки | |
Е | от 0,2 до 0,4 включ. | прутки |
от 0,4 до 0,6 включ. | прутки, мотки, катушки | |
св. 0,6 до 0,95 включ. | мотки, катушки |
Источник: www.prometizy.net
prometizy.net
Калиброванный металлопрокат
Сортовая горячекатаная сталь может обрабатываться дополнительно способом холодного волочения или калибровки. Процедура возможна с небольшими обжатиями для получения более точных размеров профиля.
Производство калиброванной стали регламентируется согласно с ГОСТ 1051-73

Данная процедура необходима для получения полноценного профиля повышено точности.
Калиброванная сталь нужна для получения точнейших размеров профилей, а так же улучшении стальной поверхности и преобразования некоторых сортов, улучшенных механических и физических показателе.
Давайте разберёмся по подробней с калиброванным металлопрокатом, с его особенностями.
1. Калибровке подвергать как круглые, так и квадратные или шестигранные прутки, их диаметр должен быть в пределах 300 мм.
2. При калибровке миелопластических сталей применяют способ тёплого волочения (разогрев метала до 100 градусов).
3. Длинна стальных прутков должна быть 6-15 метров.
Естественно в процессе калибровке стальные изделия могут приобретать различный уровень кривизны (использование правильных станков устраняет эту проблему).
Если до калибровки сталь являлась высоколегированной, то после процесса калибровок, её необходимо подвергнуть шлифованию.
Калиброванная сталь является по своей сути высококачественным продуктом, который используется в машиностроении, автомобилестроении, станкостроении и других сферах промышленности.
Применение стальных калиброванных (высокой точности) фасонных профилей позволяет производителю уменьшить расход металла на 35-45%, в связи с чем снизить и затраты, кроме этого уменьшить расходы на инструмент, оборудование, энергоресурсы итд.
Читайте так же:
Лазерная пайка
Стальные отводы, общая информация
www.junona-2.ru