Профильная труба сварная – , ,
alexxlab | 22.06.2018 | 0 | Вопросы и ответы
Как сваривать профильные трубы: способы и советы
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.

Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.

Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
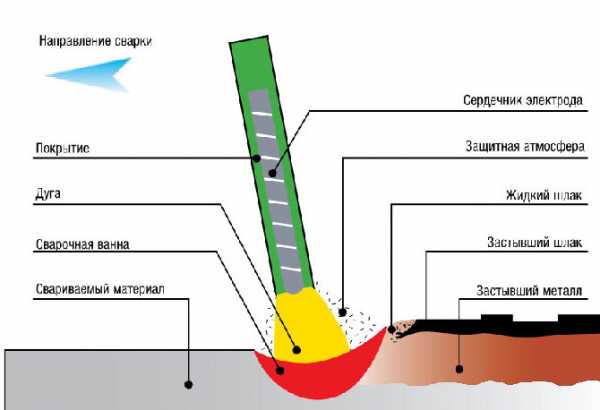
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
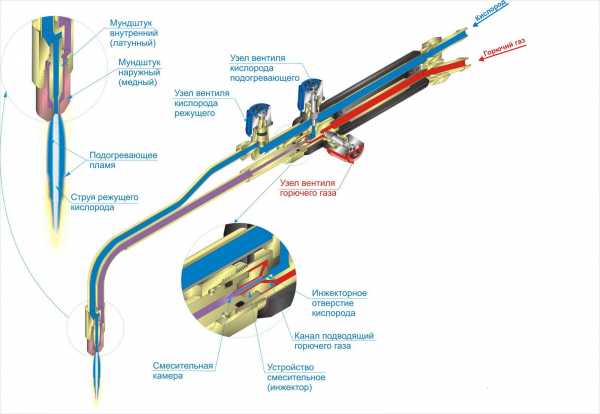
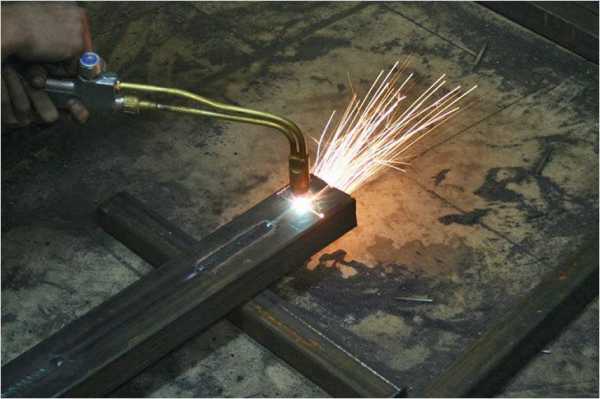
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.

Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
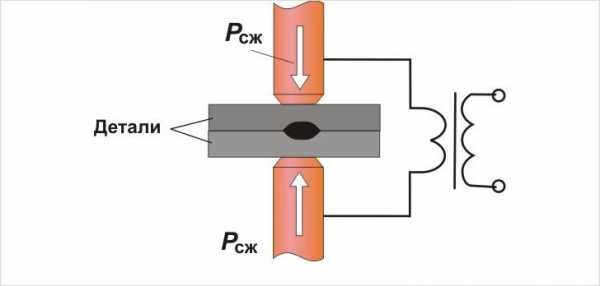
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
infotruby.ru
Как сваривать профильную трубу – сварка профильных труб
Профильные трубы чаще всего используют для изготовления металлоконструкций. Из них получаются самые надежные и прочные конструкции, независимо от их сложности. Сварка профильных труб своими руками — сложная и ответственная процедура, для выполнения работы на хорошем уровне потребуются навыки работы со сваркой — дуговой или газовой.
Профильные трубы из отборных марок стали чаще подвергаться свариванию, нежели их пластиковые аналоги. Популярность изделий из металла обусловлена несколькими факторами:
- устойчивостью к деформационным воздействиям;
- относительной легкостью. Погонный метр профильных труб по весу легче такого же количества цельнометаллических изделий;
- габариты. Размеры труб стандартизированы, что позволяет упростить процесс создания сложных конструкций;
- относительной простотой монтажа. При условии владения навыками сварки, трубы легко сваривать, ведь они имеют ровные края;
- долговечностью;
- надежностью;
- доступностью.
 Виды профильных труб
Виды профильных трубВыделяют профильные трубы следующих видов:
- электросварные;
- холоднодеформированные электросварные;
- холоднодеформированные бесшовные;
- горячедеформированные бесшовные.
Сечение каждой разновидности труб отличается друг от друга. Так, например, электросварной метод изготовления позволяет сделать трубы с толщиной стенок до 5 мм и общей толщиной до 10 см. Электросварной способ выбирают в том случае, если нужно изготовить трубы с толщиной стенок 1-5 мм и наружным размером 1-10 см.
Метод горячей деформации применяют к трубам с наружным размером 6-18 см и толщиной стенки 4-14 мм. А вот деформируют изделия холодным способом для получения толщины стенок от 1 до 8 мм и наружного размера 1-12 см. В целом профильные трубы ценятся не из-за формы сечения, а благодаря высокой прочности и экономичности, которыми эти изделия не обделены.
 Профильные трубы
Профильные трубыСталь для профильных труб выбирается только наилучшая. Среди многих разновидностей этого материала отдается предпочтение низколегированной и углеродистой. Производители делают такие изделия еще и из нержавейки, но они не так популярны. Сварка профильных труб может осуществляться лишь распространенными видами сварки:
- контактной;
- электродуговой;
- газовой.
 Сваривание
СвариваниеТеперь мы рассмотрим каждую из представленных технологий более подробно.
Дуговая сварка
 Ручная дуговая сварка
Ручная дуговая сваркаУ вас есть возможность создавать любые конструкции, так как сваривать профильную трубу можно под любым углом. По этой технологии легко сваривать металлические трубы внахлест и тавровым соединением.
Обратите внимание! Опытные сварщики рекомендуют делать шов на профильных трубах в нижнем положении, но если нужно соединить эти изделия в труднодоступных местах, то можно применять и другие виды.
Выбор режима
Выбирать режим сварочных работ рекомендуется по следующим показателям:
- Сила тока.
- Полярность и род тока.
- Скорость производимых работ (передвижения электрода по свариваемым изделиям).
- Диаметр электрода.
- Напряжение на дуге.
- Наклон электрода.
Сила тока напрямую зависит от используемых электродов. Чтобы эффективность соединения была максимальной, необходимо стараться достичь наивысшего показателя силы тока. Помните, что переход за допустимую грань снизит качество шва.
Обратите внимание! Как варить профильную трубу так, чтобы металл не проседал? Все просто – контролируйте количество присадки, при этом краям изделий необходимо давать время для оплавления.
Тем, кто первый раз использует сварку для таких изделий, хочется порекомендовать проводить работы с тонкостенными трубами на обратной полярности. Перед работой с толстостенными металлическими конструкциями нужно предварительно подготовить края.

Для качественной сплавки изделий нужно их разделать. Правильно и качественно обработанные кромки металла не дадут напряжению расти, но появится возможность накладывать несколько швов. Разделывать края необходимо под 25–50 градусов. Выбрать более точное значение можно после определения с технологией сваривания изделий и их толщиной.
 Электроды для сварки
Электроды для сваркиЭлектродов существует два вида – плавящиеся и неплавящиеся. При работе с последней разновидностью необходима присадочная проволока. Такой тандем обеспечивает практически идеальное соединение изделий и, к тому же, весьма прочное. Использовать же такие электроды можно лишь в случаях, когда соединяемые элементы имеют одинаковый диаметр.
Какими электродами варить профильную трубу, если свариваемые трубы имеют одинаковый диаметр? Ответ прост: выбирать неплавящиеся электроды, а во всех остальных ситуациях – вторые. Диаметр электродов определяют по толщине стенок свариваемых элементов. Важно правильно выбрать и силу тока, чтобы при работе с тонкими профильными трубами не пропалить их.
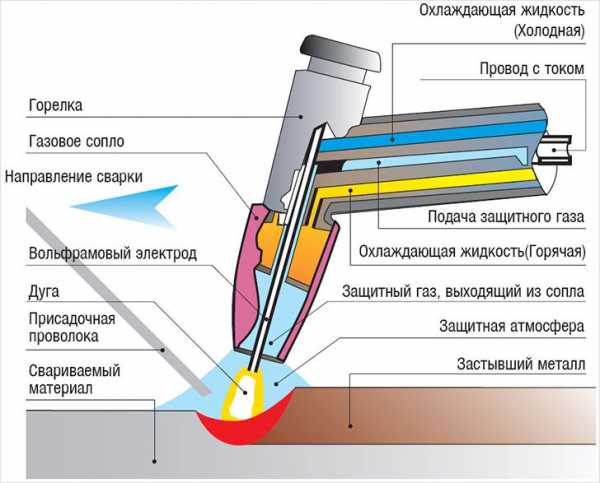
Газовая сварка
 И использованием газа
И использованием газаКак варить профильную трубу по такой технологии? Газовую сварку редко используют для соединения таких изделий, так как правильно сварить не получается из-за плохих механических свойств получаемого шва. Эта технология предполагает разогрев краев профильных труб газокислородным пламенем, после чего можно заполнять зазор, образовавшийся между двумя элементами.
Газовая сварка, должна осуществляться по подготовленным краям, которые очищают от грязи и делают срезы. Подробное видео об этой технологии будет наглядным примером.
Чтобы варить газовой сваркой, нужен кислород и ацетилен. Для работы вам понадобится дополнительный материал – сварочная проволока и флюс.
 Сварочный флюс
Сварочный флюсПервый материал должен быть такой же, как и свариваемая профильная труба, а второй необходим для снижения степени окисления металла. Последний компонент создает на кромках труб тонкую пленку, которая позволяет защитить металл.
 Газовая сварка профильной трубы
Газовая сварка профильной трубыОбратите внимание! Для работы газовой сваркой дома нужно иметь опыт. Такое оборудование взрывоопасно!
Газовая сварка может проводиться:
- Слева направо. При выборе такой технологии расход газа сводится к минимуму, да и работа делается быстрее. Наложение шва по такому принципу предполагает использование присадки непосредственно за самой горелкой, что позволяет сваривать толстостенные трубы.
- Справа налево. Эта технология используется для тонкостенных профильных изделий, потому как позволяет получить аккуратный шов. Здесь присадка накладывается перед горелкой.
 Способы газовой сварки
Способы газовой сваркиКонтактная сварка
 Контактный метод
Контактный методСоединение изделий может проводиться при любых климатических изменениях. Именно контактная сварка обеспечивает надежный и качественный шов, но работать по этой технологии могут только специалисты. Принцип контактной сварки: при помощи тока электродом свариваются кромки профильных изделий. Соединение металлических изделий происходит без каких-либо присадок.
Профильные трубы – надежные и прочные изделия. При качественном сваривании конструкции из них прослужат несколько десятков лет. Мы рассмотрели все возможные технологии соединения профильных изделий.
Последняя редакция: 20.02.2015 Автор: Галина Костюк
trubyinfo.ru
видео-инструкция как сварить своими руками, особенности калиток, ворот, цена, фото
Сварка профильных труб своими руками является куда более сложной задачей, чем это может показаться на первый взгляд. На самом деле даже человеку, хорошо владеющему сварочным аппаратом, придется очень постараться, чтобы получить надежную конструкцию, соответствующую заданным габаритам. Что уже говорить о новичках, которые только осваивают эту технологию?
Однако справиться с таким заданием все же можно, и кроме практики (без нее никуда!) для обеспечения приемлемого результата необходима фундаментальная теоретическая подготовка.

Монтировать такие детали можно несколькими способами
Особенности процесса
Плюсы профильной трубы

Преимущества материала позволяют возводить самые сложные конструкции
Достоинства профилированных стальных изделий в качестве сырья для сварных конструкций вполне очевидны:
- Во-первых, трубы производятся по стандартным размерам, что существенно облегчает их совмещение, особенно при торцевом соединении.
- Широкий ассортимент сечений позволяет подобрать детали для любой конструкции. Так что если мы захотим, например, сварить ворота из профильных труб, то без труда найдем элементы и для стоек, и для каркаса, и для заполнения.
- Еще один плюс — равномерная толщина металла. Это очень важно именно при сварке, поскольку во много определяет надежность шва.
- Наконец, очень удобным является то, что работать нам придется с уже выровненной кромкой и достаточно гладкими поверхностями. При производстве профильной трубы существуют достаточно строгие допуски, и обычно отклонения не превышают долей миллиметра.
Обратите внимание!
Все эти преимущества характерны в первую очередь для изделий, которые были произведены в заводских условиях согласно ГОСТу и по установленному сортаменту.
Профильная труба кустарного изготовления (например, вальцованная из круглой заготовки) обычно имеет значительно большие отклонения по размерам, и потому при монтаже ведет себя непредсказуемо.

Комбинация круглых и профилированных деталей также возможна
Основные затруднения
Однако сам процесс сварки труб квадратного и прямоугольного сечения включает целый ряд нюансов:
- Во-первых, при нагреве изделия изменяется его конфигурация, зачастую куда сильнее, чем у круглой трубы. Часто это приводит к тому, что вся конструкция деформируется, причем направление и степень деформации определяется размещением и количеством сварных швов.
- Во-вторых, при торцевом соединении возможно образование областей повышенного напряжения на углах. Связано это со сложностью формирования на этих участках валиков из расплавленного металла и неравномерным прогревом.
- Кроме того, такая методика монтажа может привести к частичному перекрытию просвета трубы раскаленным и затем застывшим металлом. Если вам важно, чтобы детали оставались пустотелыми – учитывайте такую возможность.

Чтобы деталь не «повело», ее нужно фиксировать
Естественно, настоящих мастеров эти сложности обычно не останавливают. Так что после внимательного изучения технологии и отработки навыков на практике варить профиль можно «на ура».
Методика работы
Подготовка конструкций
Успех мероприятия во многом зависит от того, насколько качественно мы к нему подготовимся. Например.
Перед тем, как сварить калитку из профильной трубы, стоит выполнить такие операции:
- Для начала подбираем детали с необходимой длиной и сечением. Подрезку по размеру стоит делать с помощью пилы по металлу, а не сварочного аппарата – так кромки получатся более ровными, и в дальнейшем нам будет куда проще с ними работать.

Станок для порезки
- Далее – выравниваем все трубы. Обычно именно на участках с кривизной деталь начинает «вести» при нагреве.
- После этого очищаем соединяемые участки от ржавчины, зачищая их до блеска либо металлической щеткой, либо шлифовальной машинкой.
- Если необходимо – выравниваем кромки таким образом, чтобы при совмещении двух элементов зазор был минимальным. Чем тщательнее будет проведена эта операция, тем меньше сил мы затратим собственно при сварке.
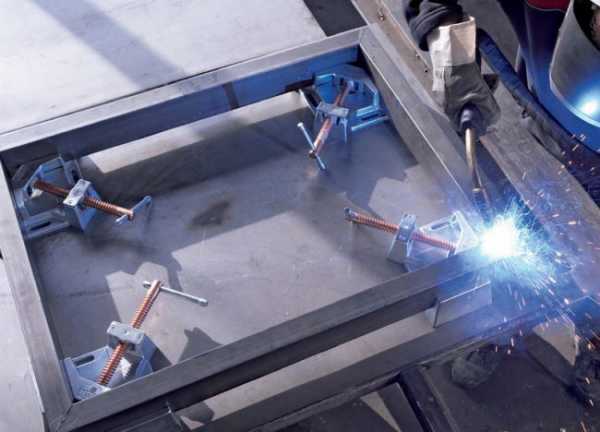
- Далее укладываем все элементы в том положении, в котором они будут находиться в готовой конструкции. При выполнении сварных работ желательно дополнительно фиксировать монтируемые детали, чтобы они не деформировались и не смещались относительно друг друга. Снимать фиксацию стоит только после остывания сварного шва.

Подготовка элементов конструкции
Дуговая сварка
Итак, детали готовы к работе, можно начинать их монтаж. И здесь могут использоваться две методики: электрическая или газовая сварка. Ниже мы подробно рассмотрим их обе.

Подбор оптимального электрода очень важен
Для электрической дуговой сварки нам понадобится сварочный аппарат. Цена подобных устройств довольно велика, потому стоит приобретать его лишь тогда, когда вы планируете работать с металлом более-менее регулярно. Для разовой работы желательно взять аппарат в аренду, тем более что возможностей для этого обычно хватает.
Следующий момент – подбор электрода и режима работы. Здесь на помощь придет такая таблица:
| Толщина стенки трубы, мм | Диаметр электрода, мм | Ток на аппарате, А |
| 2 и менее | 1,5 – 1,6 | до 50 |
| 2 — 3 | 2 | 40 – 80 |
| 2 — 3 | 2,5 | 60 — 100 |
| 3 — 4 | 3 | 80 — 100 |
| 4 — 6 | 4 | 120 — 200 |
| 6 — 8 | 5 | 175 — 250 |
| 10 – 24 | 5 – 6 | 220 — 300 |
| до 50 | до 8 | 300 — 400 |
Совет!
Данные значения носят рекомендательный характер, потому перед началом работы следует выполнить тестовую сварку на небольших отрезках трубы с целью проверки качества полученного шва.
Сам процесс соединения выполняем так:
- Детали фиксируем на сварочном столе или на вспомогательных приспособлениях.
- В нескольких местах выполняем точечную сварку, «прихватывая» трубы друг к другу. Обычно хватает фиксации в четырех — пяти точках на всех гранях трубы.

Точечная фиксация по углам
- После завершения прихватки контролируем положение деталей. При необходимости ударами молотка исправляем позиционирование.
- Далее начинаем проваривать стыки соединяемых труб, формируя на каждом валик из расплавленного металла, который затем оформится в виде сварного шва.
- При этом дугу ведем таким образом, чтобы кромки труб успевали расплавиться, но сам металл не проседал в полость изделия.
Работа на месте
- Толстостенные трубы свариваем в несколько приемов, постепенно соединяя все слои металла. При этом каждый следующий проход делаем в направлении, противоположном предыдущему: так мы обеспечим закрепление оптимальной структуры металла.
Совет!
После выполнения каждой операции контролируем геометрию изделия: длинные трубы обычно начинает «вести» именно после сваривания длинных швов, когда на поверхности металла формируются большие области напряжения.

Сварные швы (на фото) требуют зачистки
После завершения работы даем конструкции остыть, а затем приступаем к зачистке сварного шва. В дальнейшем эти участки требуют максимально качественной защиты от коррозии, поскольку металл, подвергнутый воздействию высоких температур, ржавеет значительно быстрее.
Газовая сварка
Инструкция по сварному соединению профильных труб с применением газовой горелки будет, естественно, довольно сильно отличаться:

Присадочные прутки
- Подготовку выполняем по той же схеме, что и при дуговой сварке.
- Перед началом работы покрываем все стыкуемые поверхности порошковым флюсом, который будет способствовать упрочнению шва.
- Готовим присадочную проволоку: оптимально, если по составу она будет совпадать с металлом, из которого изготовлена труба.
Далее начинаем соединение.
Делать это можно двумя способами:
- Для тонкостенных деталей подойдет шов «справа налево». При этом горелкой мы проводим по свариваемым кромкам, а проволоку-присадку подаем впереди горелки. За счет равномерного расплавления присадки и кромок обеспечивается формирование аккуратного и при этом надежного шва.
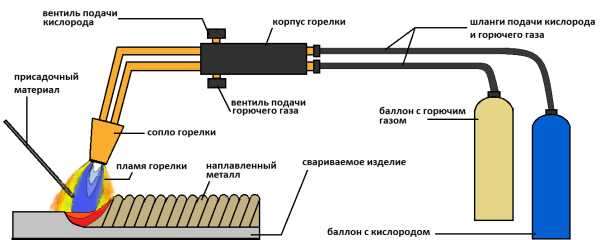
Схема движения пламени горелки справа налево
- Трубы со стенкой более 5 мм обрабатываем слева — направо. Пламя горелки направляем на сваренную зону, а присадку подаем за горелкой. В этом случае все процессы проходят гораздо быстрее, так что скорость работы возрастает. С другой стороны, шов получается не таким ровным и требует доработки после остывания.
Как и в случае с электросваркой, на каждом этапе контролируем положение деталей. Если отмечается хоть малейшая деформация, тут же выравниваем конструкцию и обеспечиваем более прочную фиксацию.
После остывания труб зачищаем швы абразивом и наносим на них антикоррозионное покрытие.
Вывод
Конечно, даже достаточно подробного ответа на вопрос о том, как варить профильную трубу, недостаточно для успешного применения знаний на практике. Чтобы результат вышел хотя бы удовлетворительным, стоит внимательно изучить видео в этой статье, а затем опробовать представленные там методики на небольших образцах, желательно под руководством опытного наставника. Только так вы сможете освоить данную технологию монтажа на достаточно высоком уровне.
gidroguru.com
Сварка профильной трубы – видео уроки
Краткое содержание статьи
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы – видео уроки и фото пособия вы найдете в этой статье.
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий. На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Видео 1
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.Смотрите пошаговую видео инструкцию как самостоятельно сварить калитку из профильной трубы
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Видео 2
Сразу следует заметить, что профильные трубы для сваривания очень удобные:- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
ВАЖНО! Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Видео 3
Технология сварки + видео инструкция
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Видео 4
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 | от 300 до 400 |
ВАЖНО! Эти значения рекомендательные. Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Видео 5
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Смотрите видео уроки для того чтобы иметь наглядное представление о процессе.
Видео 6
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Видео 7
Эта технология сварки профильных трубопроводов позволяет ускорить процесс работы и качество готовых сооружений.Газовая сварка
Видео 8
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Видео 9
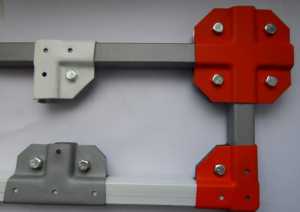
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
ВАЖНО! По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
 Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Записи по теме:Опубликовано: Апрель 29, 2016
Загрузка…trubanet.ru
Сварка профильной трубы своими руками: виды сварок, техники выполнения
В бытовом и промышленном строительстве сейчас широко используются металлические профильные трубы. И выбирают потому, что каркасы из таких изделий очень легкие и прочные, они отлично выдерживают динамические нагрузки. Как правило, соединение отдельных элементов осуществляется при помощи сварки. Стоит отметить, что многие профильные трубы производятся с использованием метода сварки.
Поэтому-то и необходимо более подробно остановиться на том, как сваривают профильные трубы, какое оборудование используется для сварки, в каких условиях необходимо осуществлять сварочные работы.

Нужно отметить, что профильная труба – это не всегда изделие квадратной формы. Она может иметь прямоугольное сечение, овальное и многогранное. Очевидно преимущество профильной трубы перед уголком. Трубы используются в конструкциях, которые подвержены вибрации. Профильная труба, как уже было отмечено, способна выдерживать колоссальные нагрузки. Именно поэтому каркасы из таких изделий сооружают при строительстве самых различных зданий. Впрочем, и описываемого вида труб изготавливают и более банальные конструкции:
- заборы;
- каркасы рекламных щитов и др.;
Что касается материала, из которого изготавливают трубы, то можно говорить о стали различных марок:
- низколегированная;
- обогащенная углеродом;
- нержавеющая.
Чтобы сварить конструкцию из профильных труб, используют различные виды сварки. Выделить можно следующие:
- контактная;
- полуавтоматическая;
- газовая.
Каждый из видов сварки, для лучшего понимания, необходимо изучить подробно.
Газовая сварка
Бытует мнение, что газом можно эффективно лишь резать металл, для его последующей переработки. Это не так. Опытный специалист, имея под рукой газовое оборудование, вполне может соединить в профильные трубы или две части трубы в одну. Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Кромки металла предварительно нагреваются, а зазор между ними заполняется расплавленной сталью. Сталь остывает, и образуется достаточно прочный шов. Однако такое соединение получается не всегда достаточно надежным. Чтобы его усилить, применяется сварочная проволока. Кромки металла покрываются дополнительно специальными порошками, чтобы удалить лишний воздух.
Технология сварки газом
Первоначально, необходимо зачистить кромки от грязи. Если металл имеют большую толщину, то кромки еще немного срезаются под углом – образуется скос.

Если металл тонкий, то перед горелкой выносится присадка, а движения горелкой осуществляются справа налево.
Если же толщина металла более 5 мм, то действуют несколько иначе: движения горелкой осуществляются слева направо, присадка располагается за пламенем.
Дуговая сварка
Часто каркасы из профильных труб имеют самую причудливую форму. Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Если металл толстый, то кромки его требуют дополнительной подготовки:
- зачистки;
- срезки.
Один из самых актуальных вопросов: какие электроды использовать? Так, если металл тонкий, то рекомендуется использовать тонкие электроды – не толще 2 мм. Очень важно выставить правильную силу тока. Если она будет большой, то металл будет прожигаться, а не свариваться.
Вообще, режимы описываемого вида сварки зависят от следующих параметров:
- сила тока. Очевидно, чем она больше, тем выше температура в свариваемой области. Для сварки толстого металла нужна большая сила тока. С тонким металлом нужно работать в щадящем режиме;
- диаметр электрода. При работе с тонким металлом нужны тонкие электроды. Сваривать толстый металл можно толстыми электродами. Очень важно и то, с какой скорость электрод перемещается по шву;
- тип тока. Выделяют постоянный ток и ток переменный;
- напряжение;
- полярность. Тонкие трубы сваривают при обратной полярности.
Стоит отметить, что электрод нужно перемещать равномерно по свариваемой поверхности. Таким образом, чтобы все кромки успели оплавиться, но чтобы не проседал металл.
Контактная сварка
Способ, которым владеют в полной мере только специалисты самого высокого уровня. Он используется в тех районах, которые характеризуются сложными климатическими условиями.
Присадки при данном способе не используются. Металл нагревается под давлением током. В результате, в зоне шва происходит деформация, благодаря которой части металла соединяются друг с другом.
Таким образом, сваривать профильные металлические трубы и элементы труб между собой можно различными способами. Выбор способа сварки зависит от того, какого уровня специалисты занимаются данным делом, какое оборудование имеется под рукой, а также от ряда иных факторов: особенности конструкции, особенности климатических условий и прочее. Чтобы получить надежный качественный шов, необходимо неукоснительно следовать технологии подготовки металла к сварке, а также технологию самой сварки. Рекомендации, указанные в данной статье, безусловно смогут помочь в достижении положительного результата при сварке профильной трубы самого разного сечения.
glawtruba.ru
Сварка профильной трубы: виды и особенности выполнения
- Приемлемая стоимость. Разумеется, цена на профильные трубы будет выше, чем на аналоги из полипропилена или ПНД. Но разница небольшая.
- Они практически не подвержены деформации.
- Эти детали не намного тяжелее пластиковых.
- Сварка квадратных труб в результате даёт наилучший результат и является гарантом долговечности конструкции.
- В процессе сварки профильных труб вы можете смонтировать такую систему, которая необходима лично вам. Несмотря на то, насколько она сложна и необычна.
Содержание статьи
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.

Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
Ниже рассмотрим каждый метод более подробно.
Электродуговой метод: какими электродами лучше варить профильную трубу?
Стальной профиль можно «варить» под углом, который вам необходим. Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.

Главные показатели режима сварочного процесса:
- Напряжение
- Скорость движения сварочного электрода
- Полярность при использовании постоянного тока
- Сила тока
Последний показатель имеет очень важное значение. Сварка квадратных труб должна осуществляться при максимально допустимом значении силы тока. Только в этом случае изделие получится наиболее прочным и качественным.
В каждой конкретной ситуации сварщик должен уметь определить это максимально допустимое значение, и ни в коем случае не превысить его. В противном случае, качество шва будет ухудшаться.

Большинство начинающих специалистов задаются вопросами о том, каким электродом варить профильную трубу 20х40 и какие электроды для сварки профильной трубы инвертором лучше покупать: высокой стоимости или подешевле? Все электроды подразделяются на плавящиеся и неплавящиеся. Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Следует знать, что диаметр необходимого электрода зависит от толщины металла свариваемой детали. Сварка тонкостенных труб, например, 1,5 мм толщиной, выполняется электродами диаметром до 2 мм. Не забудьте откорректировать силу сварочного тока: она не должна быть слишком высокой, чтобы не сжечь сталь. Сварка тонкостенных труб выполняется при обратной полярности. Это связано с тем, что существует вероятность прожечь тонкий материал.
Кромки толстостенного изделия (более 4 мм) требуют обязательной тщательной подготовки перед соединением.
Нержавеющую сталь для изготовления профильных труб используют очень редко. Специально для этого вида материала, используются специальные электроды.
Как осуществляется сварка каркаса из профильной трубы представлено на видео ниже.
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево. Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Контактный метод
Этот вид соединения выполняется только высококвалифицированными специалистами, имеющими определенный уровень опыта и подготовки. Осуществить своими руками ее практически невозможно. Основной принцип этого вида соединения заключается в том, что профильные элементы нагреваются электрическим током без использования каких-либо специальных присадочных материалов.
Таким образом, сварка профильной трубы – это довольно несложный процесс, который можно осуществить даже самостоятельно, если соблюдать определенные правила, порядок действий, а также следовать советам, указанным в настоящей статье. Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
[Всего голосов: 1 Средний: 3/5]svarkaed.ru
видео-инструкция по монтажу своими руками, особенности изделий из металлопрофиля, ГОСТ 8645 68, 8639 82, сортамент, цена, фото
Профильные изделия основательно затмевают своих предшественников (прокат разной конфигурации) практически во всех областях строительства и промышленности. Высокие прочностные показатели конструкций из труб квадратного и прямоугольного сечения позволяют возводить надежные, но в то же время, более дешевые сооружения, нежели при использовании аналогов подобного назначения.

Металлоконструкция может храниться под открытым небом без какого-либо существенного повреждения
Преимущества квадратной профильной трубы
В первую очередь, знакомство с данной продукцией лучше всего начать с характеристик, которыми материал обладает.
Большую популярность профильной трубе, кроме экономического фактора, обеспечили следующие факторы:
- Изделия с квадратным, либо прямоугольным профилем, гораздо более эффективны в несущих конструкциях, подверженных плоскому изгибу.
Интересно!
Сопротивление нагрузкам и деформации у профильного проката выше на треть, по сравнению с аналогичной характеристикой круглой трубы.
Однако на самом деле все зависит от качества и технологии, которая соблюдалась на производстве.
- Использование профильной трубы ощутимо сокращает сроки строительства и максимально облегчает монтажные работы.
- Снижение нагрузки на фундамент за счет уменьшения массы металлоконструкций позволяет значительно упростить и удешевить этап возведения основания.
- Прямоугольная и квадратная профильная труба по ГОСТу позволяет выполнять конструкции самых невероятных конфигураций. При этом самостоятельно экспериментировать не рекомендуется, так как вы можете подвергать себя опасности. Чтобы создавать необычные конструкции требуется навык и умения архитектора производить правильные расчеты.

Для придания необходимой формы квадратным изделиям используют специальные трубогибы (на фото изображен ручной инструмент)
- И наконец, профильный прокат, безусловно, самый простой в обработке, что касается специальных составов для:
- Обеспечения повышенной термоустойчивости.
- Антикоррозионной защиты.
К сведению!
Некоторые производители выпускают изделия уже полностью подготовленные к установке, но большинство ограничивается лишь выпуском изделия из качественного материала.
Поэтому приобретая продукцию, уточните у продавцов-поставщиков необходимость подготовки и труб к установке.
Все вышесказанное делает трубы квадратного и прямоугольного сечения очень привлекательными не только для промышленных объектов, но и в частном строительстве, выполняемом своими руками.

Перед установкой ржавые изделия следует обработать шкуркой, чтобы счистить окисление
Изготовление и применение профильных труб
В зависимости от способа изготовления профильные трубы различают на:
- Сварные.
- Бесшовные.
Сварные трубы из горячекатаного листа
Для изготовления на станах сварных профильных труб в качестве сырья используется горячекатаная стальная полоса.
В производстве подобных изделий малого и среднего размеров применяют сталь:
- 1 сп/пс.
- 2 сп/пс.
- Реже 3 сп/пс.
Это сравнительно недорогое сырье делает квадратную и прямоугольную трубу из него широко используемыми в строительстве различных сооружений, по большей степени наружных, таких как:

Конструкции пригодны для любых целей
- Заборов и ограждений, перил.
- Конструкций для остановок муниципального транспорта.
- Малых архитектурных форм.
Применение профильного проката большого размера для возведения несущих конструкций обусловило изготовление его из сталей 3-5 категории, которым характерны нормированные:
- Химический состав.
- Механические характеристики.
Холоднокатаные профильные трубы
Производство прямоугольной и квадратной трубы осуществляется так же из холоднокатаной стальной ленты с формированием стального профиля на специальном трубном стане с высокоточной прокаткой. Это гарантирует электросварным холоднокатаным изделиям высокую четкость геометрии и обрезки.
На рисунке изображен процесс изготовления квадратной трубы
Холоднокатаная сварная профильная продукция применяется при производстве мебели и предметов интерьера.
Из подобных изделий изготавливают:
- Каркасы школьных парт.

В качестве каркасов для парт используют не самую высококачественную продукцию, так как нагрузки в школе не превышает 50 кг на изделия
- Опоры и каркасы диванов-трансформеров.
- Ламельные основы для кроватей.
- Элементы наружной рекламы.
- Стеллажи для торговых залов и складов.

Стеллажи используют как в домашних условиях, так и для промышленных объектов – это связано с повышенной прочностью и практичность изделия
Цена таких изделий довольно высокая, поэтому их задействуют лишь там, где необходимы их технические характеристики:
- Высококачественная поверхность.
- Точная геометрия.
- Податливость при гнутье.
Квадратная труба из металлопрофиля с применением холоднокатаной стали 08пс, 1-2 пс обычно выпускается с небольшим поперечным сечением и толщиной стенки от 0,8 до 1,5 мм. Зачастую эти профили покрываются защитой из специальных антикоррозионных составов.
Бесшовные квадратные трубы
В той области строительства, где к надежности и безопасности эксплуатации конструкций предъявляются особо высокие требования, используют бесшовные трубы квадратного и прямоугольного профиля.
К сведению!
Разумеется, что в районе шва сварные профили имеют пониженные показателей прочности на 10-15 % и это при условии равномерного распределения нагрузки.
Поэтому при установке очень важно соблюсти все особенности данного изделия и расположить его правильно.
Стоимость бесшовной профильной продукции из-за особой сложности производственного процесса высокая и потому область ее применения необширна и специфична. Но именно в этих областях изделия справляются со своими обязанностями лучше остальных.
Проектирование любого рода конструкций выполняется с применением техдокументации, которая для металлоизделий этого типа называется:

Профилактика станков позволяет исключить возможность изготовления низкокачественной продукции
- Сортамент на профильные квадратные трубы по ГОСТу 8645-68. Указанный стандарт охватывает бесшовные (горячекатаные и холоднотянутые), а также электросварные прямоугольные трубы. Размеры изделий из этого сортамента находятся в диапазоне от 10х15х1 мм (ширина; длина поперечного сечения; толщина стенки) до 150х180х12 мм.
Согласно ГОСТ 13663-86 к этим профильным трубам (в зависимости от назначения) предъявляются следующие технические требования:- Группа А с обязательным нормированием механических свойств изготовление из стали марки Ст.2-4 кп/пс.
- Группы В с обязательным нормированием механических свойств изготовление из стали марки Ст.2-4 кп/пс, возможно 10-35 и 08кп.
- Сортамент на профильные квадратные трубы по ГОСТу 8639-82.
Этот стандарт распространяется на квадратные трубы со следующими геометрическими параметрами и способами производства:- Наружное сечение от 10х10 до 120х120 мм, толщина стенки от 1 — 8 мм, холоднодеформированные.
- Наружное сечение от 60х60 до 180х180 мм, толщина стенки от 4 – 14 мм, горячедеформированные.
- Наружное сечение от 10х10 до 100х100 мм, толщина стенки от 1 – 5 мм электросварные (горяче- и холоднокатаные).
Сортамент для профильной трубы, это подробная инструкция, содержащая следующие сведения о каждом конкретном изделии:
- Размеры сечения (длина, ширина, толщина стенки, радиус скругления).
- Площадь сечения.
- Массу одного погонного метра трубы.
- Момент инерции.
- Момент сопротивления и пр.
Вывод
В современном строительстве вряд ли можно встретить объект, на котором не используются вышеописанные изделия. Они могут применяться не для создания основания, а, к примеру, для усиления каких-либо элементов конструкции, в качестве дополнительных опор. В любом случае, надеемся, что вышеописанная информация будет вам полезна и помогла найти ответы на поставленные вопросы.
В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
gidroguru.com