Проволока порошковая сварочная – Сварка порошковой проволокой: недостатки и преимущества
alexxlab | 03.11.2020 | 0 | Вопросы и ответы
Сварка порошковой проволокой: недостатки и преимущества
Сегодня придумано множество сварочных аппаратов, которые работают по разным принципам. Однако нельзя сказать, что тот или иной способ хуже или лучше другого. У каждого есть свои недостатки и свои преимущества. Кроме того, иногда складываются такие ситуации, когда целесообразно будет применение только конкретного вида сварки. Одним из видов сварки, является порошковый, или сварка порошковой проволокой.
Что такое порошковая проволока
Проволока такого типа является трубкой, внутренняя полость которой заполнена флюсом и металлической пыльцой (порошком). Основой для такой проволоки служит металлическая лента, которая подвергается холодному формованию. Сформованная проволока наполняется порошком и флюсом. Завершающим этапом в изготовлении порошковой проволоки является ее растяжка до нужного размера.

Данный вид проволоки имеет классификацию, которая может быть выполнена по следующим параметрам:
- — назначение;
- — способ применяемой защиты;
- — возможность производства сварочных работ из разного положения в пространстве;
- — некоторые механические свойства.
Стоит отметить, что большая часть всей проволоки, которая выпускается в нашей стране, пригодна для сварки низколегированных и низкоуглеродистых видов стали.
Кроме всего прочего, принято разделять проволоку на ту, которая пригодна для сварки в обычных условиях и ту, которая является специальной. Например, к проволоке специального назначения можно отнести ту, которая предназначена для сварочных работ с принудительным созданием шва, проволоку для работы под водой, проволоку для сварки арматуры, для автоматической сварки и так далее.
Основные требования к проволоке
Порошковая проволока изготавливается с учетом следующих требований к ней:
- — дуга должна возбуждаться легко и греть стабильно;
- — плавление проволоки должно быть равномерным, при этом не наблюдается большого разбрызгивания;
- — шлак, образованный в результате плавления, должен равномерно покрывать весь шов, а при охлаждении – легко отделяться;
- — сварной шов должен получаться аккуратным и без дефектов, то есть различных трещин и пористых участков.
Данные требования являются характеристиками сварочно-типологических свойств материалов для сварки. В свою очередь, данные свойства определяют возможность применения порошковой проволоки для сварки в различных условиях. Например, некоторые свойства устанавливаются экспериментальным путем, то есть берется механизированный валик и наваривается на пластину, которая сделана из низкоуглеродистой стали. Сварка производится без колебаний в самом нижнем положении, при этом значения тока и напряжения берутся средние из интервала значений, которые рекомендованы именно для данного размера и типа шва.
Из результатов подобных экспериментов становится понятно, в какой области и при каких условиях можно применять данный тип проволоки.
Сущность дуговой порошковой сварки
Данный вид сварки применяется достаточно часто, так как имеет множество преимуществ. Например, обычная флюсовая сварка может быть затруднена по причине невозможности точно направить электрод в нужное место (разделку). Кроме того, наблюдать за формированием шва тоже не представляется возможным. Особенно остро эти проблемы встают, если речь идет о полуавтоматическом процессе. Если рассматривать сварку в защитном газе, то и тут не все гладко. Данная защита может постоянно нарушаться из-за сквозняка. Кроме того, сопла, подающие защитный газ, могут забрызгиваться в процессе сварки.
В таких условиях целесообразно будет воспользоваться порошковой проволокой. Она сочетает в себе все такие положительные качества открытых электродов, как легирование и защита, а также раскисление металла, и такие положительные свойства механизированной сварки при помощи обычной цельной проволоки, как высокая производительность.
Стоит отметить и то, что порошковая проволока не требует наличие газового баллона, различных шлангов и редукторов, а также флюсовой аппаратуры и самого флюса. На протяжении всего процесса можно легко направлять электрод в разделку, есть возможность следить за формированием сварного шва — это, пожалуй, основные преимущества использования проволоки порошковой для дуговой сварки.Порошковая проволока расплавляется таким образом, как было заложено в процессе ее производства. Все дело в том, что конструкция проволоки является определяющей для процесса расплавления ее дугой. Внутренняя полость металлической оболочки заполнена неметаллическими материалами примерно на 70 процентов, точнее – от 50 до 70 процентов. Это означает, что сопротивление электрическому току такого сердечника будет в сотни раз больше, чем сопротивление металлической оболочки.
По этой причине металлическая оболочка плавится значительно быстрее. Расплавление же сердечника осуществляется частично за счет теплоизлучения сварочной дуги и частично за счет теплопередачи сильно нагретого металла. По сему, в процессе сварки внутренний материал проволоки может касаться ванны расплавленного металла и даже попадать в него в нерасплавленном виде.
Техника сварки порошковой проволокой и некоторые ее недостатки
Как правило, порошковая проволока используется для сварки с применением шлангового полуавтомата. По той причине, что сварной шов постоянно на виду у человека, производящего сварочные работы, техника сварки стыков и углов практически ничем не отличается от такой же техники при использовании технологии сварки в защитных газах плавящимися электродами.
Однако, иногда шлак, который образуется на поверхности сварочного шва, может попадать в зазор образованный двумя кромками на передней части сварочной ванны. Этот процесс может стать «камнем преткновения» в процессе проварки корня самого шва.
Если сварка осуществляется в несколько этапов, то перед каждым следующим процессом сварки, предыдущий шов нужно тщательно зачищать, чтобы избавиться от слоя шлака.
Сварка порошковой проволокой имеет и свои недостатки. Сама по себе порошковая проволока не очень крепкая, то есть обладает малой жесткостью. Это требует применения механизма автоматической подачи проволоки с ограниченным усилием сжатия на подающих роликах.
Стандартная порошковая проволока, имеющая диаметр 2,6 и более миллиметра, требует применение дуги с повышенным током с целью непрерывного горения. Этот факт позволяет использовать такой материал только в нижнем положении, крайне редко – в вертикальном. Объясняется такое ограничение тем, что сварочная ванна имеет достаточно большой объем. Кроме того, на поверхности образуются текучие шлаки. Все это неспособно удержаться в потолочном или даже в вертикальном положении поверхностным натяжением самого материала и давлением, создаваемым сварочной дугой.
Еще одним недостатком можно отметить и то, что в процессе сварки велика вероятность того, что в сварном шве могут образоваться поры, которые являются следствием наличия пустот и неравномерности заполнения пространства внутри металлической оболочки.
Лучшим выходом будет использование проволоки в углекислом газе. В этом случае вероятность возникновения пор в швах в значительной степени снижается. Стоит учесть и то, что от состава наполнителя, которым обладает порошковая проволока, зависит выбор таких параметров используемого тока, как полярность (прямая или обратная) и вид характеристики (крутопадающая или жесткая).
Еще раз о преимуществах
Порошковая проволока для дуговой сварки является тем материалом, который позволяет применять ток очень большой плотности (около 200 ампер на квадратный миллиметр, в сравнении с обычным электродом – около 20 ампер на единицу площади). Это позволяет плавить большое количество металла, что увеличивает производительность. Эта величина лежит в пределах от 10 до 11 килограмм в час. При этом сила тока равна 400-500 ампер.
Еще одним большим преимуществом порошковой проволоки является то, что в процессе сварки получаются материалы с таким химическим составом, повторить который в обычной промышленности практически невозможно. Например, при добавлении в порошок пыли никеля, хрома и молибдена способствуют созданию химического состава, получить который в результате обычных промышленных процессов невозможно. Именно это свойство порошковой сварки делает ее очень популярной в производстве наплавочных работ.
Похожие статьи
goodsvarka.ru
Порошковая проволока для полуавтомата (сварки без газа)
СодержаниеПорошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс.
Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки.
Порошковая проволока для сварки
Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной.
Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа.
Особенности применения
Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей.
Читайте также: какой проволокой осуществляется пломбирование?
Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты.
Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа.
-

Порошковая проволока для сварки стыков внахлест
Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия.
Читайте также: как производят холоднотянутую проволоку, и где ее применяют?
Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом.
Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку.
Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу.
Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность).
Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла.
-

Сварочный аппарат «Искра» MIG-280S
- К слову, описанная сварочная проволока 250-й маркировки, также как и аналогичные материалы, имеет свою полярность.
Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов.
Читайте также: чем хороша оцинкованная проволока?
Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает.
Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.
к меню ↑
Основные требования к проволоке
Как уже упоминалось представленная проволока, с участием которой сварочный полуавтомат производит варку, имеет трубчатый вид.
Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой).
-

Внутри проволока заполнена специальным порошком
- Основой для такого расходного материала, который использует полуавтомат, является специальная металлическая лента, которая имеет свою полярность.
На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность.
На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера.
Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
- назначения;
- способов применяемой защиты;
- возможностей проведения работ из различных положений в пространстве;
- некоторых механических свойств.
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали.
-

Вид сварного шва после сварки с применением порошковой проволоки
- Помимо этого, проволока разделяется на два основных класса. К первому относится такая продукция, которая обеспечивает сваривание с ориентировкой на обычные условия.
Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва.
Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе.
Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним.
При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества.
-
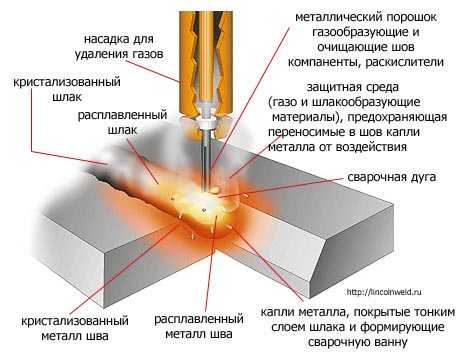
Схема процесса сварки с помощью порошковой проволоки
- Следует обратить пристальное внимание на то, что шлак, который будет образовываться в процессе плавления должен с высокой степенью равномерности покрывать весь образовавшийся шов.
Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы.
Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях.
К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем.
Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали.
-

Сварочный аппарат для сварки порошковой проволокой
- При этом сварка должна проводиться без случайно возникающих колебаний в максимально опущенном положении.
В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва.
В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.
к меню ↑
Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.
-

Такой метод сварки имеет массу преимуществ
- При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.
Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
Читайте также: какую проволоку применяют при изготовлении рабицы?
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
- к меню ↑
Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
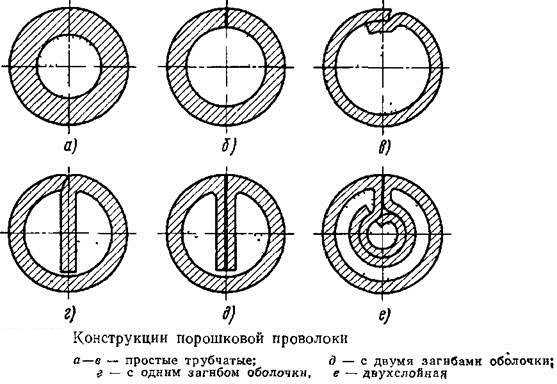
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
Читайте также: об особенностях производства и назначении горячекатанной проволоки.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
к меню ↑
Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Читайте также: как и где применяют вязальную проволоку?
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
к меню ↑
Сварка полуавтоматом с помощью порошковой проволоки (видео)
armaturniy.ru
всё, что вам необходимо знать
Время чтения: 5 минут
Проволока сварочная — неотъемлемый атрибут многих сварочных технологий. Без нее абсолютно точно не обходится полуавтоматическая сварка. Для удовлетворения требований сварщиков производители выпускают проволоку, изготовленную из всех разновидностей металлов. Вы без труда найдете алюминиевую, медную или стальную проволоку.

Но среди такого большого разнообразия особняком стоит порошковая проволока. Она позволяет варить без газа в труднодоступных местах. В этой статье мы расскажем, что такое порошковая проволока, какие у нее есть достоинства и недостатки, и как применять этот присадочный материал в своей работе.
Содержание статьи
Общая информация
Порошковая проволока для сварки — это полая металлическая трубка, внутри которой может находиться флюс или флюс, смешанный с металлическим порошком. Данный тип проволоки применяется при полуавтоматической сварке без газа.

Порошковая самозащитная, выпускаемая в России и странах СНГ, зачастую предназначена для работы с низколегированными и низкоуглеродистыми сталями. Существуют и другие разновидности, но их заметно меньше. Также проволока может быть специальной или общей. Специальная проволока — это профессиональный присадочный материал. С ее помощью проводят ванную, подводную, автоматическую и прочие профессиональные виды сварки. А проволока общего назначения может использоваться как на производстве, так и в домашней сварке.
Читайте также: Сварка порошковой проволокой
Современная порошковая сварочная проволока способствует легкому поджигу дуги и ее стабильному горению. Сама проволока плавится равномерно, практически не разбрызгивается. Шлак, образующийся из-за испарений флюса внутри проволоки, легко отделяется с поверхности металла. Достаточно просто охладить деталь. Если у вас уже есть опыт в полуавтоматической сварке, то вряд ли швы получатся дефектными.
Достоинства
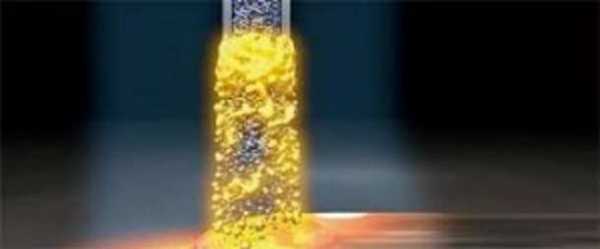
Давайте начнем с преимуществ. Первое, и самое главное преимущество — это возможность использовать ее для полуавтоматической сварки без применения газового баллона. Проще говоря, эта проволока необходима именно для сварки без газа. Ведь внутри нее есть флюс, который при плавлении проволоки высвобождается наружу и образует «облако», свойства которого схожи со свойствами защитного газа.
Благодаря такой технологии вы можете варить в любом труднодоступном месте. Вам не нужно перевозить громоздкий тяжелый баллон с газом. Просто заправляете проволоку в подающий механизм или подаете ее сами в сварочную ванну. А второй рукой направляете горелку. Тем более, при такой технологии шов хорошо видно и вы можете следить за тем, как он формируется.

Мало кто знает, что самозащитная сварочная присадочная проволока часто используется в промышленности для наплавки. Применение порошковой проволоки позволяет получить металл с тем же химическим составом, что и самой детали. Необходимо лишь приобрести проволоку, в составе которой кроме флюса есть металлический порошок. И уже в зависимости от того, из таких металлов должен быть этот порошок, стоит подбирать проволоку.
Недостатки
Но, есть у порошковой проволоки и свои недостатки. Некоторые из них не критичны, а некоторые могут сыграть решающую роль.
Начнем с того, что проволока порошковая для дуговой сварки достаточная хрупкая. И если вы заправите ее в подающий механизм с большим усилием сжатия, то она просто не выдержит этого. Еще один недостаток — ограниченность пространственного положения. Варить можно только в нижнем или в вертикальном, и то редко. Это связано с большим объемом сварочной ванны, которая формируется при сварке. К тому же, на поверхности металла неизбежно образовывается шлак, который текуч и так же вносит свою лепту.
Именно по этой причине даже вертикальная сварка может быть просто невозможна. И эту проблему не решить уменьшение силы сварочного тока. Ведь диаметр порошковой проволоки начинается от 2.5 мм. Для работы с таким диаметром вам в любом случае нужно настроить повышенную силу тока, чтобы проволока плавилась беспрерывно.
Еще один, на наш взгляд самый существенный, недостаток — худшее качество получаемых швов, чем при использовании газа. У порошковой проволоки есть пустоты, поскольку флюс нельзя поместить внутрь достаточно плотно. Из-за этих пустот швы получаются пористыми. У новичков пор особенно много из-за недостаточного опыта.
Особенности применения
Если у вас уже есть обычно классической дуговой сварки электродами, то применение порошковой проволоки не будет для вас затруднительным. Поскольку использование порошковой присадки во многом напоминает обычную сварку электродами и с применением флюса. Вы можете держать проволоку в руке и самостоятельно подавать ее в сварочную зону. А можете заправить ее в подающий механизм и упростить работу.
В большинстве случаев, для сварки порошковой проволокой вам нужно установить постоянный ток и обратную полярность. Некоторые марки проволоки допускают сварку на переменном токе, но это случается редко. Поскольку постоянный ток дает лучшее качество швов и практически не разбрызгивает металл. В отличие от переменного.
Следите за вылетом проволоки. Он должен быть от 1.5 до 2 сантиметров. Более точные рекомендации по вылету проволоки можно найти в сертификате. Также не забудьте о горелке. Ее выходное отверстие должно быть немного большего диаметра, что сама проволока. Наконечник горелки должен быть из меди или медных сплавов.
При формировании шва совершайте плавные колебательные движения горелкой. И не забывайте и прогреве проволоки. Перед сваркой ее нужно подогреть в печи или с помощью горелки до температуры 250 градусов. Прогревайте присадочный материал в течение 2-3 часов. Если в составе проволоки есть органические компоненты, то ее не нужно прогревать.
Вместо заключения
Сварочная проволока для полуавтоматов может быть как металлической (для сварки в среде защитных газов), так и полой с флюсом внутри, который будет выполнять те же функции, что и газ. Конечно, применение такой проволоки дает менее качественные швы, чем при использовании газа, но порой порошковая присадка незаменима. Вы не всегда и не везде сможете транспортировать газовый баллон. А ведь порой сварка может быть труднодоступной (на высоте или в неудобном пространственном положении).
Да, самозащитная проволока имеет свои достоинства и недостатки. Но в некоторых случаях ей просто нет равных. А вы когда-нибудь применяли сварочную проволоку в своей работе? Поделитесь положительным или отрицательным опытом в комментариях ниже. Он будет полезен для всех новичков. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Порошковая проволока для сварки без газа
 Сварка стальных конструкций стандартными электродами не всегда удобна. Нередко затруднения возникают во время работы «в поле» — на открытой местности, при соединении на высоте и т.д. При этом дискомфорт может стать причиной формирования некачественного шва. Поэтому был разработан принципиально новый тип расходных материалов – порошковая проволока, с помощью которой можно выполнять сварку без газовой среды.
Сварка стальных конструкций стандартными электродами не всегда удобна. Нередко затруднения возникают во время работы «в поле» — на открытой местности, при соединении на высоте и т.д. При этом дискомфорт может стать причиной формирования некачественного шва. Поэтому был разработан принципиально новый тип расходных материалов – порошковая проволока, с помощью которой можно выполнять сварку без газовой среды.
Конструкция
Она представляет собой электрод, который состоит из стальной оболочки, заполненной всем необходимым набором присадок – защитные, деоксидирующие и шлакообразующие. Для удобства применения сердечник изготавливается из особо мягкой холоднокатаной ленты. Может различаться не только составом, но и конструкцией.
В состав порошковой проволоки входят следующие компоненты:
- Железный порошок. В зависимости от марки может составлять до 30% от общего объема.
- Рутил и концентрат флюорита — до 60%. В большей части они являются диэлектриками.
- Присадки.
При выборе следует обращать внимание на процентное содержание определенных веществ. Их характеристики и область применения полностью совпадают с аналогичными для сварочных электродов. Отличие проволоки от последних заключается в наличии компонентов, которые обеспечивают стабильную дугу без газовой среды.
Преимущества
 Главное преимущество применения порошковой проволоки заключается в минимальном наборе оборудования. Нет надобности в наличии газовых баллонов, редуктора и различных типов флюсов. Большое электрическое сопротивление является основным фактором быстрой расплавки стального сердечника, как следствие – формирование качественного шва за короткий период.
Главное преимущество применения порошковой проволоки заключается в минимальном наборе оборудования. Нет надобности в наличии газовых баллонов, редуктора и различных типов флюсов. Большое электрическое сопротивление является основным фактором быстрой расплавки стального сердечника, как следствие – формирование качественного шва за короткий период.
Кроме этого можно выделить следующие преимущества использования этого материала:
- Возможность наблюдать за формированием шва без защитных средств без вреда для глаз.
- Полученное соединение получается ровным, без разбрызгивания металла по поверхности.
Однако из-за большого сопротивления наполнения существует вероятность попадания в шов нерасплавленного материала, что может сказаться на качестве процесса. Поэтому при выполнении работы следует внимательно следить за процессом расплавки, контролируя его. Очень важно придерживаться режимов сварки , рекомендуемых производителями.
Виды
В настоящее время производится 2 вида порошковой проволоки – газозащитная и самозащитная. Они применяются для соединения конструкций из низколегированных низкоуглеродистых марок стали.
Газозащитная
Рекомендуемые режимы работы сварочных аппаратов – автоматическая и полуавтоматическая. Во время формирования шва должна присутствовать среда инертных газов. При этом процесс характеризуется небольшим количеством шлака, практически полным отсутствием пор.
Самозащитная
Оптимальный вариант для работы на открытом воздухе. Даже наличие ветра и сквозняков не повлияют на качество шва. Это стало возможным благодаря конструкции проволоки – все необходимые для сварки компоненты находятся в сердечнике.
Применяется для соединений неответственных конструкций, так как параметры на разрыв такого шва уступают газовой или электродной.
При выборе определенной марки проволоки помимо технических характеристик следует обращать внимание на ее диаметр – он должен быть не менее 2,3 мм. Изделия с меньшим сечением используют для соединения металлов небольшой толщины.
Специфика применения
Для работы потребуется специальный аппарат – шланговый полуавтомат (автомат) , в котором предусмотрен отсек для мотка с проволокой. Она подается в специальный шланг и крепится с помощью фиксаторов в рукояти.

По мере расхода с помощью рычага, расположенного на рукояти, осуществляется подача материала. Это необходимо для подержания стабильной дуги. Также специалисты рекомендуют устанавливать режим работы аппарата с повышенным значением тока. Таким образом можно достичь полного расплавления содержимого сердечника.
Из-за специфики конструкции сварка может выполняться только в нижнем положении, в некоторых случаях – вертикально. Объяснение этому – большой объем сварочной ванны.
При выборе определенной модели порошковой проволоки следует удостовериться, что ее технические и эксплуатационные параметры будут соответствовать режимам работы сварочного аппарата. Но важнее всего – возможность применения для формирования шва в конструкциях из конкретных марок стали.
ismith.ru
Сварка порошковой проволокой без газа
Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Зачем нужна сварка трубкой с порошком?
Полуавтоматический сварочный аппарат требует дополнительно газового баллона. Вес его достаточно большой – до 83 кг. Например, варить порошковой проволокой можно без подключения громоздкого баллона с длинным шлангом.
Задачу упрощает альтернативный способ – автоматическая сварка порошковой проволокой. Он исключает применение защитного газа. Впрочем, варить трубкой можно и с преимуществами, и с недостатками. Сварочный шов, выполненный электрической дугой, требует защиты сварочной ванны от взаимодействия с газами в окружающей среде.
Защитой может служить обмазка покрытых электродов или инертный газ, который подается вокруг трубки из полуавтомата. Однако доставка баллона с газом порой представляет большие сложности. Процесс работы с электродами с покрытием занимает очень много времени.
Процесс работы ускоряет порошковая проволока, подходящая для сварки. Ее структура полая внутри. Вариантов исполнения трубки с порошком несколько. Она бывает с одним или двумя ребрами жесткости. Ребра жесткости появляются в процессе производства расходного материала. Так как порошок закладывается в специальную трубчатую конструкцию, становится возможной сварка порошковой проволокой.
Эти ребра исключают порчу структуры расходников при нажатии. Полуавтоматическая сварка производится таким образом, что расходный материал получает разряд электрического тока. Он образует сварочную дугу. Высокая температура дуги плавит трубку из металла. Находящийся в ней порошок формирует шов. Смесь образует облако из газа, защищающее расплавленный металл. Состав, который находится внутри, бывает различный. Расходный материал должен соответствовать конкретному виду стали. Такой проволокой может производиться механизированная сварка.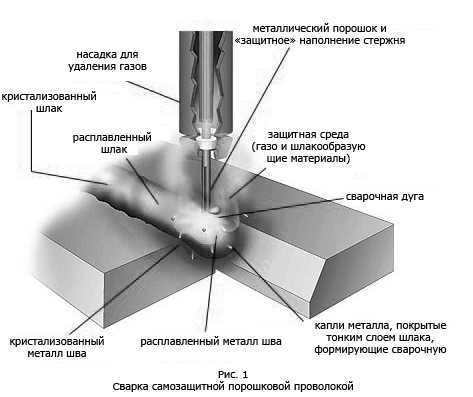
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью. Габариты расходных материалов бывают различными. Поэтому способ подходит для соединения тонких или толстых листов железа.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
electrod.biz
Порошковая проволока для полуавтомата – свойства, выбор и правильное применение + Видео
Порошковая проволока для полуавтомата представляет собой трубочку, заполненную флюсом и металлическим порошком (пыльцой). Изготавливается она из металлической ленты, методом холодного формования. Трубка, заполненная порошковым составом и флюсом, растягивается до необходимого размера.
1 Основные требования
Порошковая наплавочная проволока, применяемая в газовой среде, используется в качестве флюса.
Важно: при проведении сварочных работ с помощью полуавтомата, следует тщательно выбирать присадочную проволоку. По составу она должна отвечать характеристикам соединяемых материалов. Важно правильно выбирать диаметр проволоки, так как в соответствии с ним выбирается режим сварки.

Сварочные работы с помощью полуавтомата
Рекомендуем ознакомиться
Порошковая проволока должна соответствовать основным требованиям:
- стабильность нагрева и легкость возбуждения дуги;
- равномерность плавления и минимальное разбрызгивание;
- равномерное шлаковое покрытие швов;
- легкость отделения шлака от охлажденного шва;
- аккуратный и бездефектный сварочный шов.
Порошковый материал классифицируется по таким параметрам:
- назначение;
- само- или вспомогательная защита;
- возможность сварки в любых пространственных местоположениях;
- обеспечение требуемого комплекса механических свойств.
2 Технология сварки порошковым расходным материалом
Сваривание порошковыми электродами – механизированный способ соединения деталей, включающий защиту и легирование выполняемых швов порошком, помещенным внутрь электродной трубки.
Сварка порошковой проволокой имеет функциональную схожесть с флюсовой сваркой и со сваркой штучными электродами. В первом (химикатном) способе шов покрывается слоем шлака, а сам процесс механизирован. Сварку проводят автоматом или полуавтоматом.

Сварка полуавтоматом
Схожесть с электродным методом сваривания состоит в возможности добавки в состав к металлическим порошкам элементов, входящих в обмазку электродов, что позволяет выполнять легирование расплавленного металла шва и осуществлять его защиту. Эти процессы практически невыполнимы при работе под флюсом и в газовой среде.
Улучшение легирующих свойств проволоки получают добавкой в порошковый состав ферросплавов, например, никеля. Проволоки с измененным содержанием шихты требуется в ходе сваривания дополнительно защищать специальными химикатами или СО₂.
Полуавтоматическая сварка порошковыми проволоками может заменить ручную дуговую сварку.

Полуавтоматическое сваривание порошковой проволокой
Сварка порошковой проволокой характеризуется простотой ведения процесса, так как нет необходимости в специальном механизме для подачи флюса. Сваривание можно вести в допускаемых пространственных положениях и при любых погодных условиях. Этот метод сварки отличается высокой производительностью.
Сварка проволокой обладает рядом недостатков, отрицательно сказывающихся на применении ее в заводских условиях. К ним относятся:
- необходимость в обеспечении жестких условий напряжения, силы тока, вылета электрода;
- потребность в дополнительной защите;
- повышенный уровень выделяемых вредных веществ.
3 Виды проволоки и расходного материала
В работе с полуавтоматами применяют проволоку 2 видов.
- Электродная проволока с применением в качестве защиты углекислого газа.
- Самозащитная электродная проволока без газа.
К достоинствам первого вида проволоки относят:
- сваривание угловых деталей и соединение внахлест и встык одним проходом;
- низкая степень разбрызгивания;
- легкость отделения слоя шлаков;
- низкая склонность к пористости и наличию шлаковых включений;
- стабильность характера переноса электродного металла.

Электродная проволока для работы в защитных газах
Газозащитная наплавная проволока производится следующих типов:
- с наполнителем из флюса, характеризующаяся высокой степенью наплавки, для малоуглеродистой стали;
- с флюсовым наполнителем для сваривания низкоуглеродистого металла в любом пространственном местоположении;
- с наполнителем из флюса, для низколегированной стали;
- с наполнителем из металлической шихты, для низколегированного металла;
- с наполнителем из металлической шихты, для низкоуглеродистого металла.
Самозащитный расходный материал бывает для сварки в стандартных условиях и специального назначения.
Порошковый материал специального назначения:
- для принудительного создания шва;
- для сваривания под водой;
- для сварки арматуры;
- для автоматической сварки.
4 Как вести сварочный процесс сварочным полуавтоматом?
Ответ на вопрос как варить сварочным полуавтоматом, может дать специалист, обладающий достаточным уровнем знаний в данной сфере и имеющий навыки ведения сварочного процесса. Сварщику необходимо:
- знать основы выполнения сварочных процессов;
- иметь навыки подготовки металла и свариваемых деталей;
- правильно подбирать режимы сварки;
- уметь устанавливать на полуавтомате выбранные режимы;
- иметь навыки ведения пробного сваривания;
- уметь правильно оценить результат работы;
- знать конструкцию полуавтомата и его технологические особенности;
- знать все достоинства аппаратуры и особенно ее недостатки;
- применять имеющиеся знания на практике.
5 Техника сваривания электродной проволокой
Порошковые электроды используют в шланговых полуавтоматах. Это позволяет сварщику иметь постоянно перед глазами сварочный шов, легко вести сваривание стыков и углов.
Так как порошковые электроды имеют невысокую прочность, то для их автоматической подачи необходимо применять механизм с ограничителем усилия сжатия на подающих роликах.
Порошковые электроды диаметром 2,6 мм используются только в нижнем положении, так как для непрерывного горения необходимо применять дугу с повышенным током. Образования пор в сварочном шве и вкраплений шлака можно избежать, применяя при сварке углекислый газ в качестве защиты.
tutmet.ru
Стальная и порошковая сварочная проволока
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы “Св” означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.

Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей – 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква “А” в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы “АА” – о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение – О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква “Э”. “Э” означает, что проволока служит для изготовления электродов. Буквы “Ш”, “ВД” или “ВИ” говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18h20T, 12X18h22T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18h21 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16h25M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Порошковая проволока
Представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем – шихтой. Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта – это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
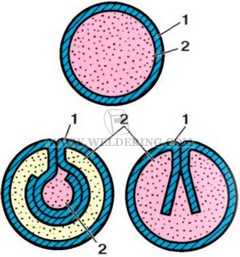
1. Стальная шихта
2. Шихта
Порошковые проволоки позволяют снизить разбрызгивание электродного металла, повысить производительность сварки.
Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, но только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводящего наконечника до среза сопла было 15-25 мм.
Порошковые проволоки для сварки в углекислом газе низкоуглеродистых и низколегированных сталей
Марка | Условное обозначение | Диаметр, мм | |
ПП-АН8 | ПГ-50-Н1 | Рутиловое покрытие | 2,2; 2,5; 3,0 |
ПП-АН10 | ПГ-50-Н2 | 2,2 | |
ПП-АН13 | ПГ-50-Н1 | 2,2; 2,5 | |
ПП-АН21 | ПГ-50-В2 | 1,4; 1,6; 1,8; 2,0; 2,2 | |
ПП-АН22 | ПГ-50-НЗ | Рутил-флюоритовое покрытие | 1,8; 2,2; 2,5 |
ПП-АН4 | ПГ-50-Н4 | 2,0; 2,2; 2,5 | |
ПП-АН18 | ПГ-50-Н4 | 2,2; 2,5 | |
ПП-АН9 | ПГ-50-Н4 | 2,2; 2,5 | |
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки: ПГ – проволока для сварки в защитных газах; ПС – самозащитная проволока. Цифра соответствует пределу прочности металла шва в кгс/мм2.
Буква после цифры – допустимые пространственные положения.
Н – нижнее и горизонтальное на вертикальной плоскости, за исключением облицовочного шва;
В – нижнее, вертикальное, горизонтальное на вертикальной плоскости;
Вx – только для горизонтальных швов;
By – только для вертикальных швов;
Т – все положения, включая кольцевые швы без вращения.
Цифра после буквы соответствует группе по критической температуре перехода к хрупкому разрушению:
Буква Д вместо цифры означает, что эти требования не регламентированы
Марка свариваемых сталей | Назначение |
Ст3, Ст4, 09Г2С | Металл толщиной более 3 мм при нижнем и горизонтальном положениях шва |
Ст3, Ст4, 09Г2, 09Г2С | Сварка на форсированных режимах, высокопроизводительная, при нижнем положении шва |
Ст3, Ст4, 09Г2, 09Г2С | Металл толщиной более 2 мм при нижнем горизонтальном и вертикальном положении шва |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД. 10Г2С1, 14Г2 | Ответственные конструкции толщиной до 3 мм, испытывающие статические и динамические нагрузки |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД, 14Г2 | Ответственные конструкции толщиной более 3 мм в условиях динамических нагрузок и низких температур |
Ст2, Ст3, 10, 20, 20Г, 10Г2, 16Г2, 09Г2, 09Г2Д, 14Г2, 12ГС, 16ГС, 17ГС, 17ГС1, 09Г2СД, 10Г2С1, 10ХСНД, 15ХСНД, 15Г2АФДпс |
weldering.com