Проволока сварочная для нержавейки – Нержавеющая сварочная проволока – характеристики и применение + Dидео
alexxlab | 06.08.2019 | 0 | Вопросы и ответы
Нержавеющая сварочная проволока – характеристики и применение + Dидео
1 Для чего нужна нержавеющая сварочная проволока
Максимальную защиту от коррозии имеет только высоколегированная сталь, которая является сплавом железа с различными металлами. Поражению ржавчиной подвержена в первую очередь главная составляющая стали, а именно – железо. И вот как раз примеси других металлов снижают этот недостаток или даже полностью его устраняют. Наиболее ярко выраженная особенность нержавейки – она не намагничивается, что и говорит об изменениях, произошедших в сплаве. Однако если изготовленные из нее 2 пластины сварить между собой обычным электродом, шов после снятия зашлакованности почти наверняка через некоторое время покроется тонким налетом ржавчины. Кроме того, черный металл обычно сильно ухудшает структуру легированной стали.

Сваренные пластины из нержавейки
Рекомендуем ознакомиться
Поскольку швы при сборке различных конструкций – это участки, где возникают большие напряжения металла под действием нагрузок, коррозия в большинстве случаев крайне нежелательна. Именно поэтому, когда техническими параметрами предусмотрена повышенная устойчивость к ржавчине, применяются высоколегированный листовой металл и сварочная проволока из нержавейки. Причем использование последней идентично электроду, но для этой цели нужен специальный станок-полуавтомат (или автомат), к которому цепляется бухта, конец которой выводится через специальный держак. При работе проволока подается нажатием пускового устройства, причем одновременно может открываться клапан для создания струи защитного газа.
2 Из чего изготавливается нержавеющая проволока
Как уже было сказано выше, антикоррозийными свойствами обладают только высоколегированные сплавы. Делают их по определенным стандартам, в частности, сварочная проволока производится согласно ГОСТ 18143-72. Но это не значит, что этот продукт металлургии однотипен и различается только по диаметру. Существует довольно много марок, самой популярной из которых считается 12Х18Н10Т. Это отечественная маркировка, поэтому добавки обозначены в ней кириллицей. Приведенный пример – сокращение, определяющее только состав стали. Более полно можно судить о расходном материале, если взглянуть на развернутую маркировку.
Если говорить о значениях, то первые две цифры – это диаметр, который бывает 0,3 миллиметра (для особо тонких листов и сетки), а также 0,6 и 0,8 (универсальный вариант). От 1 до 1,6 миллиметра – это уже производственные расходники. Дальше может быть (а может и отсутствовать) назначение присадки: СВ – сварочная или НП – наплавочная для использования вручную. К слову, во втором случае идеально подходят присадки большого диаметра, если они цельнометаллические. Может иметься и значение содержания углерода. И, наконец, состав, где Х – хром, Т – титан, а Н – никель. Цифры здесь – процентное соотношение компонента с общим объемом присадочного материала.

Маркировка нержавеющей сварочной проволоки
Также различают использующиеся в сочетании с газовой струей марки ER-347Si, ER-308 LSi, ER-309 LSi и ER-316LSi. Как видно из буквенных частей маркировок, в состав этих сплавов входит кремний, который обозначается соответствующими латинскими буквами. Помимо прочего, среди компонентов в небольших процентных соотношениях присутствуют марганец, цирконий или молибден (обозначающиеся в отечественных марках как Г, Ц и М). Также может быть в составе алюминий, на который указывает буква Ю, либо медь – Д. Всегда имеют место небольшие примеси фосфора и серы, которые делают проволоку более хрупкой, потому желательно, чтобы в нержавеющей стали процент этих веществ было как можно меньше. Если стоит знак АА, количество этих примесей минимально, если А – в соответствии со стандартами.
Продается нержавеющая присадка в больших бухтах, которые могут весить до 10, 12 или даже 15 кило, а также в катушках по 0,5 и 1 килограмму
. Примечательно, что чем меньше диаметр продукции, тем выше ее стоимость, которая колеблется от 13 до 15 долларов за килограмм, если это высоколегированная, а не просто каленая проволока. Бухтой брать выгоднее, поскольку стоимость при этом оказывается ниже розничной цены почти на 30 %. Но такой вариант оптимален только при больших объемах производства или при частом выполнении работ на автоматическом станке или на полуавтомате.3 Применение сварочной нержавеющей проволоки
Итак, мы знаем, что существуют такие типы присадки, как сварочная и наплавочная, что говорит о способах использования проволоки. Первый вариант применяется исключительно в станках, а вот второй можно задействовать в сочетании с газовым резаком, придерживая отрезок расходного материала клещами или рукой в огнеупорной рукавице. Расплавляя проволоку узким факелом пламени вдоль соединения деталей, можно получить довольно качественный шов. Однако прочность его будет невелика, гораздо более высокое качество соединения достигается только путем дуговой сварки. Для последней необходима обычная или порошковая присадка, причем первая является цельнометаллической, а вторая представляет собой трубочку, заполненную флюсом.
Выше мы упоминали о том, что для сварки проволокой зачастую используется защитный газ, как правило, углекислый, реже – аргон или гелий. По сути, это аналог защитной оболочки электрода, которая, сгорая, не дает металлу окисляться. Работа присадкой в газовой среде считается оптимальной, порошковый расходный материал используется гораздо реже, поскольку он значительно дороже и при этом его расплав сильно разбрызгивается при формировании шва. Как следствие, соединение получается менее красивым и ровным. Особенно неудобна порошковая присадка при вертикальной сварке, поскольку на насадку держака попадает гораздо больше брызг. Впрочем, во время работы рекомендуется время от времени продувать сопло, поскольку капли металла становятся причиной замыканий инструмента.

Сварка нержавеющей проволокой
Очень важно использовать нержавеющую проволоку с тем же компонентным составом, что и в соединяемых заготовках, в этом случае прочность швов будет наибольшей.
Существует 2 способа работы на полуавтоматическом станке. Первый предусматривает непрерывность подачи напряжения при довольно быстром выходе проволоки, которая хорошо плавится в токе высокой плотности и практически не выгорает, формируя четкую линию шва. При таком методе получается отличное качество соединения при высоком расходе присадки. Импульсная подача дозирует выход проволоки, при этом напряжение должно быть настроено очень точно, чтобы обеспечить капельное наплавление присадки. Этот вариант наиболее подходит для нержавеющих марок стали и позволяет экономить расходный материал, не снижая качества шва.
tutmet.ru
Присадочная проволока для сварки нержавейки 12Х18Н10Т
Для сварки нержавейки, при помощи газовой или аргонодуговой сварки, используются проволока из нержавеющей стали. В зависимости от своего состава, она может иметь различные свойства, более пригодные для того или иного случая. Присадочная проволока для сварки нержавейки 12Х18Н10Т относится к сортовому прокату, обладающему круглым сечением диаметра. Ее производят из жаростойкой нержавейки с высоким уровнем легирования. Данное изделие должно соответствовать ГОСТ 18143-72.
Проволока для сварки нержавейки 12Х18Н10Т по ГОСТ 18143-72
Сфера использования сварочной проволоки достаточно широка, так как она встречается в строительстве, в энергетике, машиностроении, пищевой промышленности и на заводах по добыче и переработке газа и нефти. Ведь она имеет не только хорошую коррозийную стойкость, но и сопротивление к агрессивным средам. Здесь достаточно высокое содержание хрома. Он защищает от окисления поверхности. Для сварки применяется холодно тянутая проволока, которая обладает относительно небольшой стоимостью и при этом сохраняет свои полезные свойства. Она дает шов высокого качества, даже при работе с таким сложно свариваемым металлом. Некоторые трубы для водопроводов изготавливают из такого же сорта стали, так что при их ремонте сварочная проволока 12х18н10т оказывает лучшим вариантом.
Разновидности проволоки для нержавейки 12Х18Н10Т
Данная марка выпускается в нескольких основных разновидностях. По точности производства выделяют изделия нормальной и высокой точности. Исходя из пластичных свойств, выделяют первый и второй класс. Согласно типу обработки может быть оксидированная и светлая сварочная проволока. По способу изготовления выделяют горячекатаную и холоднокатаную.
Разновидность проволоки для сварки нержавейки 12Х18Н10Т
Химический состав сварочной проволоки для нержавейки 12Х18Н10Т
Свойства изделия определяются его составом. В данную марку входят следующие химические элементы:
| Химических элемент | Содержание в составе, % |
| Углерод | 0,11 |
| Кремний | 0,8 |
| Марганец | 2 |
| Никель | 10 |
| Хром | 18 |
| Титан | 1 |
| Железо | Основа |
Номенклатура
Сварочная проволока для нержавейки 12Х18Н10Т обладает достаточно широкой номенклатурой и выпускается в следующих размерах диаметра:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Технические характеристики марки
Проволока для сварки нержавейки 12Х18Н10Т может менять свои свойства, в зависимости от диаметра. Это незначительные отклонения, которые все же стоит учитывать при подборе материала для работы. Таблица характеристик выглядит следующим образом:
Марка проволоки | Диаметр присадочного материала, мм | Горячекатаная | Холоднокатаная | ||
Сопротивление разрыву временное, Н/мм2 | Удлинение относительное, % при длине образца 0,1 м. | ||||
| 1 класс | 2 класс | ||||
12Х18Н10Т | 0,2-1 | 590-880 | 25 | 20 | 1130-1470 |
1,1-3 | 540-830 | ||||
| 3,1-7,5 | 1080-1420 | ||||
Особенности выбора
Сваривание изделий из нержавеющей стали является очень сложным процессом, в котором может появиться много брака. Чтобы избежать этого, требуется очень точно подобрать состав материала. Сварочная проволока для сварки стали 12Х18Н10Т является специфическим продуктом, который способен подойти не для всех видов легированной стали. Ведь основным правилом подбора является идентичность состава. Наиболее удобным вариантом здесь будет сварка труб из нержавейки такого же сорта. Стоит отметить, что при подборе присадочного материала на производстве, где все компоненты еще можно менять, все делают для удобства, так как можно изменить состав основного металла, чтобы удобно его было соединять данной проволокой, а также практически не возникает проблем с подбором других сварочных материалов. В частной сфере ситуация выглядит несколько по-иному, так как там материалы применяются преимущественно для ремонта и требуется точный выбор. Изучив состав основного металла и присадочной проволоки, можно точно определиться с выбором.
Марка проволоки удобна тем, что у нее широкая номенклатура. Не возникает проблем с подбором требуемой толщины. Даже в тех моментах, где не допускается большой разброс и погрешность, когда речь идет о небольших размерах, то здесь шаг диаметра идет 0,1-0,2 мм. Все это позволяет без проблем с пережиганием основного металла получить качественное сварочное соединение. Естественно, что не у всех бывает возможность иметь весь ряд, поэтому, при выборе стоит ориентироваться, чтобы толщина основного металла совпадала с величиной диаметра проволоки.
«Важно!
При сваривании требуется использовать предварительный подогрев, а также постепенное остывание, когда сваренный шов прогревается горелкой»
Расшифровка
Маркировка проволоки содержит сведения о тех элементах, которые задают основные свойства материалу и их содержание оказывается решающим. В данном случае ситуация обстоит так:
- 12 – содержание углерода составляет 0,12%;
- Х18 – содержание хрома составляет 18%;
- Н10 – содержание никеля составляет 10%;
- Т – содержание титана составляет около 1%.
Особенности сварки
Чтобы соединение получилось максимально качественным, а при самом процессе возникало минимальное количество проблем, следует придерживаться точных режимов соединения:
Толщина | Тип | Сила тока, |
| Ручная сварка | ||
| 1 2 3 | Металл с отбортовкой | 35-60 |
| 1 2 3 | Положение металла встык | 40-70 |
| Автоматическая сварка | ||
| 1 2,5 4 | Положение встык | 60-120 |
| 1 2 4 | Положение встык с присадкой | 80-140 |
Производители
Данная марка производится такими компаниями как:
- ООО Металопром;
- Укринтерсталь;
- ИнтерПромАльп;
- Мицар.
svarkaipayka.ru
Сварочная проволока для сварки из нержавейки
СодержаниеКак в быту, так и в промышленности сварка остается единственным действительно удобным процессом, с помощью которого удается соединять отдельные части металлических конструкций или изделий. Только с помощью сварки это можно сделать быстро и без дополнительных усилий.
Сварная проволока из нержавейки, в защитной упаковке
Но стоит понимать, что сварка – это процесс достаточно сложный, и требующий применения дополнительного оборудования. Так, помимо непосредственно сварочного аппарата и защиты, сварщик также должен использовать сварочную проволоку по нержавейке, углеродистой стали, алюминию или любому другому используемому металлу.
В этой же статье мы рассмотрим сварочную проволоку нержавейку, которая применяется для безопасного и эффективного соединения деталей из нержавеющей стали.
Особенности и назначение
Сварочная проволока для сварки нержавейки – это расходный, присадочный материал. Чтобы лучше понимать ее функции надо сначала разобраться в самом процессе сварки. Если коротко, то сварка металлов происходит за счет их искусственного повышения температуры до точки плавления.
Повышать температуру можно разными способами. Проще всего пользоваться газовой или электрической сваркой. В первом случае металл нагревается из-за действия высокотемпературной газовой струи, во втором же температура в нем повышается за счет действия электродов, которые стыкуются на месте сваривания.
Однако при плавлении металл может реагировать довольно неоднородно. Особенно если он достаточно прочный и сваривается с помощью особенных технологий. Так, части сплава могут разбрызгиваться, терять свою структуры и прочность.
В итоге шов может получиться либо слабым, либо и вовсе не пригодным для использования. Решить эту проблему как раз и можно с помощью сварочной проволоки по нержавейке или любому другому металлу. Дело в том, что проволока обеспечивает стабилизацию процесса сварки.
Будучи присадочным материалом, она точно так же, как и сам свариваемый металл, плавится, но за счет своей уникальной химической составляющей проволока не разбрызгивается, а равномерно заполняет шов, делая его прочным и надежным.
В последнее время сварочные работы без проволоки практически не выполняют. Особенно если речь идет о промышленности, где от качества единственного сварочного шва могут зависеть огромные деньги и, что намного важнее, человеческие жизни.

Чаще всего проволока продается в мотках на катушках
Заранее отметим, что выбор проволоки для сварки очень важен и играет огромную роль в деле ее дальнейшей эксплуатации. Дело в том, что по своему химическому составу этот расходный материал должен полностью подходить к металлу, который планируется варить.
Так, если вас интересует нержавеющая сталь, то и для ее обработки необходимо будет покупать сварочную проволоку нержавейку. Причем нержавеющая проволока должна иметь тот же состав, что и сама сталь. Вплоть до уровня наличия углерода.
Также важно, чтобы температура плавления проволоки для сварки из нержавейки тоже практически равнялась или не сильно отличалась от аналогичной у обрабатываемого металла.
В противном случае расходник будет плавиться либо слишком быстро, либо слишком медленно. И то и другое недопустимо, если ведутся действительно серьезные работы, что направлены на качественный результат.
Читайте также: как правильно соединять арматуру сваркой?
Используется нержавеющая проволока практически во всех процессах, что связаны со сваркой металлов. Особенно если соединять надо крупные листы или детали с необходимость постановки плотного шва с большой толщиной.
Однако проволока используется не только для вышеописанных процессов. На стройке часто встречается вязальная проволока. Вязальная проволока – это скорее строительный материал. Используется вязальная проволока для создания металлических конструкций.
В первую очередь всегда берут во внимание вязку арматуры для каркасов железобетонного армирования. Здесь вязальная проволока практически не имеет конкурентов.
Также ее часто применяют при креплении различных элементов, например, сеток, мелких деталей и т.д.
Вязальная проволока из нержавейки удобна не только своей исключительной прочностью (так как она имеет степень термической обработки), повышенной сопротивляемости коррозии, но и возможностью комбинирования со сварочными работами.

Сварочный шов при сварке деталей из нержавеющей стали
Так, при креплении сетки к столбам металлического забора вязальная продукция может быть прихвачена в критических местах с помощью сварочного аппарата.
Конечно, полученное соединение ни в какой пример не пойдет с монолитными швами, но все же это хороший способ капитально закрепить конструкцию, затрачивая при этом минимум времени и ресурсов.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
Что же до аппаратуры, с которой можно использовать расходники такого типа, то она может быть представлена практически всеми современными разновидностями сварочных аппаратов. Проволоку применяют как для сварки обычными ручными моделями, так и для работы полуавтоматическими или автоматическими системами.
к меню ↑
Виды и отличия
Вязальная проволока выпускается в огромном количестве маркировок. Все они различаются по химическому составу, температуре плавления, диаметру и нескольким другим характеристикам. Перечислять их все смысла нет, так как одной только проволоки для черных металлов есть 80 марок.
Мы же выделим только несколько подгрупп, которые серьезно влияют на практичное применение того и иного материала.
Так, по прочности и проволоку их нержавейки делят на:
- обычную;
- прокаленную или высокопрочную.
Первый вариант – это стандартные образцы, которые можно применять как для бытовой сварки, так и для вязания арматуры или других подобных операций.
Применение же прокаленных изделий ограничивается исключительно сварочными работами. Эта проволока дороже, но с ее помощью можно создать действительно качественный сварной шов.

Процесс сварки нержавейки полуавтоматом
Также большое влияние на работу указывает тип защиты этого материала. Сразу отметим, что сварка с помощью расходных материалов такого типа почти всегда выполняется в защитной среде.
В качестве такой среды используют подачу защитных газов (аргона, гелия, углекислого газа и т.д.). Газ подается из сварочного аппарата, обволакивает место сварки и вытесняет оттуда кислород. За счет отсутствия кислорода весь процесс проходит более плавно, а результат получается в разы качественнее.
Но далеко не всегда у людей есть в наличии баллон с подходящим защитным газом и аппарат, который сможет его подавать непосредственно во время работы.
Именно поэтому были произведены несколько видов проволоки с уникальной структурой. В этом плане можно выделить:
В первом случае мы имеем дело с обычной проволокой, которую используют при обычной или защитной сварке. Сплошная проволока считается самой дешевой, но и особенностей у нее никаких нет.
Если использовать ее без защитных газов, то качество шва будет серьезно зависеть от навыков сварщика, окружающих условий и характеристик металла, что не всегда хорошо.
В порошковых моделях внутри есть канал со специальным флюсом или защитным порошком. При нагреве он выделяет специальный высокотемпературный защитный пузырь. Защиту это в процессе работы не может сбить даже сильный ветер, поэтому порошковой проволокой часто пользуются, когда варить металл нужно на улице.
Активированная продукция в своем составе тоже имеет специальные добавки, что также защищают ее от чрезмерного растекания или разбрызгивания. Она во многом схожа с предыдущей разновидностью, но некоторые отличия все же имеются.
Так, в активированной проволоке защитные порошки представлены в гораздо меньших количествах (их доля в общей массе равняется все 5-8%, в то время как в порошковых изделиях их вес может доходить до 40%). Да и запрессовывают порошки здесь немного по другой технологии.
Что же до конкретных характеристик этих изделий, то здесь в первую очередь важно определиться с их диаметром. Чем крупнее диаметр, тем толще шов сможет получиться.
Пример схем запрессовывания защитного порошка в порошковую проволоку
Например, изделия диаметром 1-3 мм подойдут для создания слабых швов, при сварке листовых металлов малой габаритности. Модели с диаметром от 6 мм уже можно использовать более широко, и они уже считаются универсальными.
Ну а модели диаметром больше 10 мм используются только в промышленности, при сварке чрезвычайно прочных швов с помощью автоматов.
к меню ↑
Технология применения
Использовать проволоку умеет любой сварщик, однако для простого человека эта технология может показаться достаточно сложной. И не без причины. Впрочем, ничего действительно сложного в этом нет, тут скорее все дело в элементарном навыке и опыте.
Во время сварки рабочий попросту нагревает металл в нужном месте, одновременно подавая и плавя саму проволоку. При этом ее конец ведут по самому шву, чтобы частицы металла наплывали равномерно и образовали прочное соединение.
Если разорвать этот процесс, то в определенном месте шов может треснуть или прогнуться. Еще больше проблем появится, если с виду хороший стык будет пустотелым внутри (такое часто случается при неравномерном использовании проволоки).
В таком случае этот шов можно считать полностью непригодным, серьезных нагрузок он не выдержит.
Читайте также: обзор технологии ванной сварки.
Сплошную проволоку задействуют преимущественно с газовой защитой. Но покупать баллон с газом не всегда выгодно, особенно если нужда в нем появляется редко. В таком случае лучше потратиться на порошковую или активированную продукцию.
Технология ее использования от обычной практически не отличается (разве что нужно будет очень внимательно следить за процессом плавки), а вот работать намного удобнее.
к меню ↑
Использование порошковой проволоки для сварки нержавейки (видео)
armaturniy.ru
Присадочная проволока для сварки нержавейки и аргоном
Сварочная проволока – это один из материалов, применяемый для сварки деталей. Основная ее задача – создание качественных сварочных швов. Основное преимущество сварочной проволоки заключается в том, что шов, полученный с ее помощью, отличается высокой стойкостью к коррозии и ряду других факторов.
 Присадочная проволока
Присадочная проволокаНа сегодня к основным типам проволоки относят:
- постоянного сечения;
- порошковую;
Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.

Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.

Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Проволока для сварки аргоном
Выполнение работ под защитой аргона применяется во всех промышленных отраслях и в быту. Для ее реализации применяют специально выпускаемую присадку.

Проволока для сварки аргоном
Сварные работы под защитой аргона позволяют выполнять соединение деталей, которые на обыкновенном сварочном устройстве соединить невозможно. В основном, аргонную сварку применяют для сваривания деталей из цветного металла, нержавеющих сталей.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
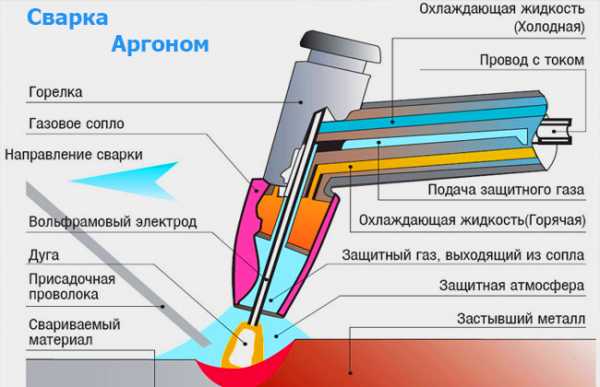
Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
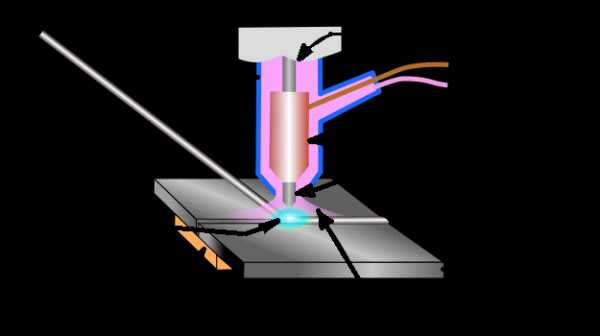
Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств. Так, сварка может быть невозможна потому, что направление электрода в необходимое место невозможно. Кстати, такие проблемы встают и при выполнении сварки полуавтоматом.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.

Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.

Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.
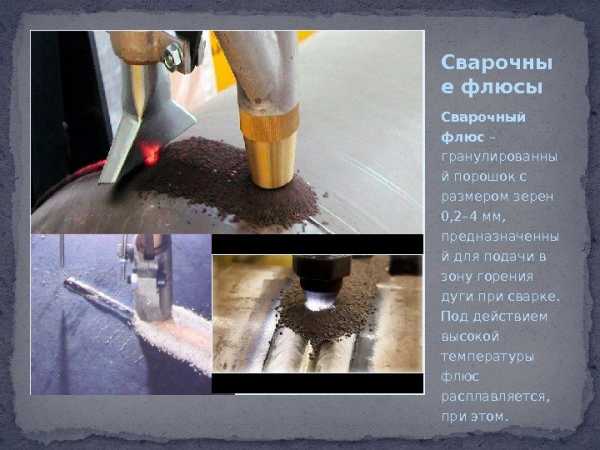
Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.

Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Для сварки алюминия
Алюминий, и остальные цветные металлы, сваривают аргоно-дуговой сваркой.

Проволока для сварки алюминия
Для выполнения сварки используют проволоку, выполненную из сплава Д16 или В92Ц. В состав последней, кроме алюминия, входят магний и цинк.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.

Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Особенности выбора
При подборе материала для работ надо учитывать ряд ее свойств. В частности, должны совпадать температура расплава металла и проволоки и конечно материалы.
То есть для сварки алюминия необходимо выбирать проволоку выполненную из этого материала. Для нержавеющей стали применяют проволоку из такой же стали и пр.
Трудности при сварке
Надо отметить то, что сварка проволокой отличается требуемым качеством, но это может быть обеспечено только в случае если марка материала и проволоки совпадают, а режим отвечает требованиям нормативной и конструкторской документации.
Кроме того, так проволока, которая используется в производстве должна хранится в соответствующих условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Проволока и прутки для сварки нержавеющей стали
Сегодня сварочные работы стали неотъемлемой частью большинства производственных процессов, без которых обыденное течение современной жизни станет в принципе невозможным. Особенную популярность среди них приобрели автоматическая и полуавтоматическая виды сварки.В процессе сварки с автоподачей используется сварочная проволока, которая одновременно служит проводником тока в зону сварочной дуги и присадочным материалом, а защитный газ предохраняет расплавленный металл от пагубного влияния внешней среды.
Такой способ сварки обеспечивает качественный и фактически свободный от шлака сварочный шов при относительно низких затратах труда. Минусом является обязательное наличие защитного газа, что создаёт определённые неудобства и дополнительные затраты.
В MIG/MAG сварке большая часть работ выполняется автоматикой: она управляет дугой, подаёт проволоку и поставляет защитный газ. Сварщику остаётся контроль положения горелки, тем самым он определяет направление движения и скорость сварки, также в его обязанности входит подготовка детали перед сваркой и подгонка соединений. При автоматической сварке весь процесс контролируется оборудованием, сварщик только готовит и подаёт деталь.
Благодаря своей доступности и простоте эти виды сварки активно используется и в производстве, сфере оказания услуг и в быту.
Отталкиваясь от аксиомы, что сварочная проволока должна быть схожа по химическому составу со свариваемым металлом, понятно, что для сварки деталей из нержавеющей стали, антикоррозийных сталей, устойчивых к воздействию в агрессивных средах, необходима, соответственно, нержавеющая сварочная проволока.
Преимущество нержавеющей сварочной проволоки – её исключительная устойчивость к коррозии и долговечность. Она даёт возможность использовать сваренные ей детали в агрессивных кислотных и щелочных средах, а также при больших температурах. Очевидно, что такое свойство является очень востребованным, поэтому нержавейка нашла широкое применение в пищевой, химической, судо- и машиностроительной, энергетической и нефтяной промышленности.
Она изготавливается путём вытягивания металла основы, в качестве которого может выступать нержавеющая титаносодержащая сталь, сталь с высоким содержанием никеля, или хромоникелевая сталь. По способу изготовления различают холоднотянутую нержавеющую сварочную проволоку (холодная вытяжка), термически обработанную, оксидированную и светлую (без окислов).
Между собой нержавеющая сварочная проволока различается по диаметру (0,8 мм – 3,2 мм), фасовке, составу и процентному содержанию легирующих элементов сплава. Поперечное сечение чаще всего имеет круглую форму. Универсальными для сварочных автоматов являются катушки с диаметром посадочного отверстия 50 мм, но при небольшой массе они могут иметь и меньший диаметр:
0,5 кг, 1 кг – диам. = 20 мм
5 кг, 7 кг, 15 кг, 18 кг – диам. = 50 мм
В некоторых катушках весом от 15 кг намотка осуществляется на металлический каркас, конструкция которого не предусматривает наличие посадочного отверстия. Установка такой катушки на полуавтомат происходит с помощью специального адаптера на посадку 50мм.
Помимо прочего, существует множество важных нюансов для качественной работы, которые зависят от модели полуавтомата и используемого в нём механизма подачи сварочной проволоки. Качественные аппараты промышленного типа, чаще всего содержат в узле подачи по четыре металлических ролика, а сама катушка находится в закрытом защитном кожухе для предотвращения попадания мусора на проволоку.
Советы:
Настройку узла подачи проволоки лучше всего начинать с тормозного устройства катушки – шпиндель необходимо поджимать минимально, чтобы катушка останавливалась вместе с узлом.
Для нержавеющей сварочной проволоки ролики привода выбирайте таким образом, чтобы поверхность канавки имела V-образную форму и острые края.
Одной из причин неравномерной подачи проволоки, может быть засорившийся канал или сильный износ роликов. Работу в этом случае необходимо прервать, а аварийные механизмы починить или заменить.
Любой сварщик знает, что качество работы в немалой степени определяет правильный выбор сварочной проволоки. Для его упрощения, вся нержавеющая проволока имеет маркировку, определяющую её назначение и химический состав (Рис. 1).
К слову о качестве… Сегодня, рынок сварочных комплектующих изобилует различными брендами, которые условно можно разделить на китайские и все остальные.
Нержавеющая сварочная проволока, в этом случае не исключение. Традиционно, изделия китайского производителя относятся к категории “бюджетных”. При этом они имеют приемлемое качество, соответствие стандарту, но не рекомендованы к использованию на ответственных работах. В случае европейского производителя всё несколько иначе – продукт тот же, а цена другая. Причиной всему качество premium класса – изделия таких производителей проходят проверку на соответствие стандартам и обеспечиваются изрядным запасом качества, что позволяет без опаски использовать их для любых работ и всегда быть уверенным в результате.
Для примера, рассмотрим несколько видов сварочной нержавеющей проволоки premium класса одного из немецких производителей.
ER308LSi (ARC 4316)
(Аналог Св-01Х18Н10, Св-04Х19Н9)
Проволока для сварки нержавейки, с легирующими добавками ~19% хрома (Cr) и ~10% никеля (Ni) (сталь ALSI 304, 304L, 308 и эквивалентного типа).
Используется для сварки деталей, эксплуатирующихся в широком температурном диапазоне (-196°С – +355°С) и имеющих высокую устойчивость к межкристаллической коррозии, которая обусловлена низким содержанием углерода.
Применяется для изготовления труб, емкостей, бойлеров и т.п. в пищевой отрасли, химической, нефтяной, машиностроительной промышленности.
ER347Si (ARC 4551)
(Аналог Св-06Х21Н7БТ, Св-01Х19Н9)
Нержавеющая сварочная проволока, стабилизированная ниобием (Nb). Используется для сварки хромоникелевой (~19% Cr, ~10% Ni) нержавеющей стали.
Единственным весомым отличием от ER308LSi является расширенный до +400°С температурный диапазон.
ER316LSi (ARC 4430)
(Аналог: Св-08Х19Н10МЗБ, Св-06Х20Н11МЗТБ)
Коррозионностойкая сварочная проволока, имеющая низкий процент содержания углерода. Применяется для сварки деталей из кислотостойких хромоникельмолибденовых сталей, которые эксплуатируются в диапазоне температур от -196 до 350°С.
Обеспечивает прочный, коррозионностойкий в агрессивных средах сварочный шов. Активно используется в фармацевтической, бумажно-целлюлозной, пищевой и химической промышленности.
ER318Si (ARC 4576)
(Аналог: Св.-08Х19Н10МЗБ, Св.-06Х20Н11МЗТБ)
Низкоуглеродистая нержавеющая сварочная проволока для сварки хромоникельмолибденовых сталей стабилизированная ниобием.
Отличается от ER316LSi более высоким допустимым температурным диапазоном (до +400°С).
ER309L (ARC 4332)
(Аналог: Св-08Х25Н13БТЮ)
Нержавейка с повышенным содержанием хрома для сварки разных по составу сталей (например, с большим и малым процентным содержанием легирующих добавок).
Активно применяется в химической, нефтехимической и пищевой промышленности, а также в других отраслях.
ER307 (ARC 4370)
(Аналог Св-08Х20Н9Г7Т)
Сварочная нержавеющая проволока, повышенным содержанием марганца (Mn).
Эффективна для сварки закалённых и жаропрочных сталей, а также нержавейки с высоким содержанием марганца. Рабочий уровень температуры до +850 °С.
Применяется для изготовления деталей (пружины и т.п.), ремонта инструментов (дробильные машины и т.п.), в машино- и судостроении.
ER2209 (ARC 4462)
Подходит для сварки нержавеющей “дуплексной” хромоникельмолибденовой (~22% Cr, ~6% Ni, ~3% Mo) стали. Наплавленный металл обладает отличными пластическими и прочностными свойствами. Сварочный шов устойчив межкристаллической и точечной коррозии, и к влиянию агрессивных сероводородных и хлоридных сред.
Данная проволока нашла применение в химической, транспортной и бумажно-целлюлозной промышленности, используется при строении нефтяных платформ.
ER310LSi (ARC 4842)
(Аналог: Св.01Х23Н28М3Д3Т)
Нержавеющая сварочная проволока для жаростойких хромоникелевых (~25% Cr, ~20% Ni) сталей. Наплавленный металл сохраняет прочность и не охрупчивается при больших температурах (650°С-900°С). При работе необходимо учитывать возможность возникновение горячих трещин. Предельная рабочая температура, при которой не образуется окалина 1150°С.
Применяется во всех сферах производства, где деталь может подвергается воздействию экстремальных температур.
svarkaland.ru
Марки нержавеющей сварочной проволоки — САЙТ О МЕТАЛЛЕ
1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si
Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п.
Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9)
ER-308LSI
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
3. Св-07Х25Н13
ER-309LSi
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли.
УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3
ER-316LSi
Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б
ER-347
Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т
ER-321
Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
site-metall.com
Сварка нержавейки порошковой проволокой
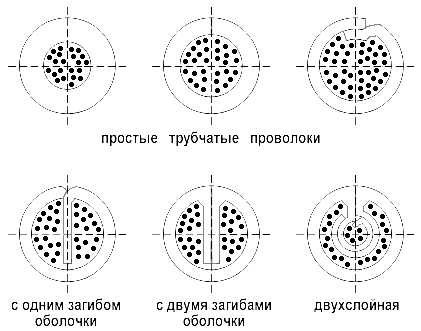
Нередко в качестве электрода для сваривания нержавейки используется сварочная порошковая проволока. Данный особенный вид сварочной проволоки имеет вид трубчатой проволоки, средина которой заполнена различными порошковыми смесями. В основном такая проволока наполнена металлическим порошком или флюсом.
При производстве данного типа сварочной проволоки изготовители точно соблюдают соотношение масс металлической оболочки и порошкового наполнителя. Данное соотношение выражается в пропорции 15/40%.
Порошковая сварочная проволока выполняет функцию электродного покрытия. Именно от этой своеобразной сердцевины напрямую зависит стабильность сварочного процесса и конечный результат работы.
В качестве сердцевины выступают 5 основных компонентов, таких как карбоно-флюоритные соединения, рутил-флюоритные соединения, рутил-органические соединения, флюоритные и рутиловые наполнители.
Каждый из перечисленных видов сердцевины используется в каждом отдельном случае. При правильном подборе сварочной проволоки обеспечивается стабильность и устойчивость сварочного процесса, который характеризуется равномерным горением, легкой отделимостью шлака от поверхности шва и прекрасно сформированным швом, который лишен дефектов. Прежде чем получить такой результат, требуется правильно подготовить свариваемую поверхность. На свариваемой поверхности ни в коем случае не должно быть ржавчины или загрязнений другого рода, например повреждений. В остальных случаях использование порошковой проволоки позволяет улучшить процесс сваривания и получить более качественный конечный результат работы.
От того, какую сварочную проволоку используют для сварки, зависит, ток какой полярности необходимо применять, а также стоит ли использовать защиту в виде углекислого газа. Например, если проводятся работы с применением рутиловых или рутил-флюоритовых проволок, рекомендуется использование углекислого газа при сваривании. Цена проволоки зависит не только от вида наполнителя, но и от того, из какого металла она изготовлена.
Для того чтобы добиться высокого качества сваривания, необходимо в точности следовать технологии сварки полуавтоматом. Сама технология подразумевает поддержание определенной длины дуги, а также постоянного вылета проволоки. Горелка вдоль кромок должна продвигаться вдоль кромок равномерно, а в случае необходимости требуется осуществлять поперечные колебательные движения.
Перемещение дуги должно производиться на высокой скорости под углом от 30 до 45 градусов. Если производится сваривание толщиной до 3 миллиметров, то поперечные колебания не имеют необходимости.
Перед тем как начинать сварочный процесс, необходимо в промежутке 25 – 30 секунд полностью удалить воздух из шлангов. Чтобы не допустить излишнее разбрызгивание флюса и расплавленного металла на кромках металла, не рекомендуется делать задержки пистолета с проволокой над поверхностью сварочного шва.
3g-svarka.ru