Проволоку получают с помощью – Технологический процесс изготовления проволоки из цветных металлов и сплавов :: Технология металлов
alexxlab | 04.08.2019 | 0 | Вопросы и ответы
Технологический процесс изготовления проволоки из цветных металлов и сплавов :: Технология металлов
- ОБЩИЕ СВЕДЕНИЯ
Технологический процесс изготовления проволоки — это ряд последовательных операций (травление, термообработка, волочение и другие), при осуществлении которых происходит уменьшение сечения заготовки и достигаются необходимые свойства проволоки.
Качество изделия и экономические показатели производства проволоки зависят от технического уровня процесса. Важным условием снижения трудовых затрат в производстве проволоки является сокращение циклов. Это достигают путем волочения проволоки с максимально возможными суммарными обжатиями (табл. 1).
Таблица 1
Допустимые суммарные обжатия
Сплав или металл | Максимальное суммарное обжатие, % | Сплав или металл | Максимальное суммарное обжатие, % |
Медь M1 | 99,9 | Константан | 99 |
Л80 | 95—99 | Никель | 99 |
Л62 | 80—96 | Алюмель | 80-90 |
ЛС 59-1 | 40—50 | Хромель | 80—90 |
БрБ-2 | 35-85 | Монель-металл | 80-95 |
БрКМцЗ-1 | 80—90 | Алюминий | 99,9 |
БрОЦ4-3
| 80—99 | Цинк | 99,9 |
Манганин
| 99 | Титан (ВТ1) | 45-60 |
Они зависят главным образом от пластичности металла и диаметра обрабатываемой проволоки. Чем меньше диаметр, тем больше допустимое суммарное обжатие. Например, при волочении проволоки бериллиевой бронзы из катанки 7,2 мм в начале процесса до размера 4,5 мм допускаются обжатия между отжигами, равные 30—40%, а из заготовки диаметром 1,0—0,5 мм волочение ведется с суммарным обжатием 75—85%.
Важным фактором, определяющим технологию производства проволоки, является заготовка и способ ее получения. От диаметра заготовки, ее качества зависит трудоемкость производства и качество проволоки.
2. ЗАГОТОВКА ДЛЯ ПРОВОЛОКИ
Заготовку для изготовления проволоки получают следующими способами:
1. Прокаткой слитков на проволочно-прокатном стане до диаметра 6,5—19 мм. Этот способ является наиболее производительным и широко используется для получения заготовки из меди, медных сплавов, алюминия, никеля, никелевых и медно-никелевых сплавов, латуней (Л62, Л68, ЛА85-0,5), цинка, бронз (ОЦ4-3, КМЦ-3-1, ББ2), титана и титановых сплавов.
2. Горячим прессованием на гидравлических прессах. Этим способом можно получить заготовку диаметром 5,5—20 мм и выше с высоким качеством поверхности. Однако этот метод менее производителен, чем прокатка, и связан с получением значительных геометрических отходов — от 10 до 25%. В то же время при прокатке эти отходы составляют 2—4%. Прессованием получают заготовку из сплавов, сортовая прокатка которых затруднена, например латуни ЛС59-1, ЛС63-3 и др., а также при необходимости получения проволоки с высоким качеством поверхности и сложным профилем.
3. Разрезкой холоднокатаных дисков по спирали специальными ножницами на прямоугольную заготовку (например, размером 6×8 мм). Этот способ применяется для сплавов, не выдерживающих горячей деформации. К таким сплавам относится фосфористая бронза.
4. Металлокерамическим способом — путем спекания порошков в длинные прямоугольные заготовки и последующей ковки их на ротационно-ковочных машинах. Этот способ применяется для тугоплавких металлов (молибден, вольфрам и др.).
3. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ МЕДИ
Заготовкой для волочения медной проволоки служит катанка диаметром 7,2—19 мм или прямоугольного сечения. Для изготовления проволоки сложного профиля применяется прессованная заготовка соответствующего профиля. Заготовку травят в 8—12%-ном водном растворе серной кислоты, подогретом до 40—50 °С. Волочение катанки диаметром 7,2 мм, предварительно сваренной встык, производят на машинах со скольжением типа ВМ-13 на размер 1,79—1,5 мм. Для смазки и охлаждения применяется мыльно-масляная эмульсия. Далее волочение ведут на 22-кратной машине на размер 0,38—0,2 мм, скорость волочения до 18 м/сек. Затем волочение на 18-кратных машинах на диаметры 0,15—0,05 мм. На последнем переделе волочения применяют алмазные волоки. Угол рабочего конуса волок 16—18°.
Проволоку диаметром 0,15—0,05 мм изготавливают без промежуточного отжига. При необходимости проводится безокислительный отжиг, как правило, на готовых размерах в конвейерных электропечах с водяным затвором или в шахтных электропечах без доступа воздуха.
На некоторых заводах кабельной промышленности эксплуатируются волочильные машины с совмещенным отжигом медной проволоки. Применение таких машин позволяет снизить трудоемкость изготовления проволоки и повысить степень автоматизации производства. В настоящее время работают над улучшением качества отжига проволоки на этих машинах.
4. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ АЛЮМИНИЯ
Алюминиевую проволоку изготавливают из катаной заготовки диаметром 7—19 мм. При горячей прокатке алюминий покрывается очень тонким слоем окислов, влияние которого на процесс волочения незначителен, поэтому горячекатаную заготовку обычно не травят. Но при длительном хранении на металле образуется слой окислов, который рекомендуется стравливать. В этом случае производят травление в водном растворе, содержащем 8—12% H 2SO4 .
Изготовление алюминиевой проволоки средних и тонких размеров проводится по следующей схеме.
Волочение катанки диаметром 7,2 мм на 1,8 мм осуществляется на многократных машинах без скольжения типа ВМА-10/450. Далее волочение на размер 0,47—0,59 мм проводится на 15 волочильных машинах со скольжением; скорость волочения до 18 м/сек.
На машинах без скольжения применяется густая смазка, на машинах со скольжением — мыльно-масляная эмульсия.
При многократном волочении алюминиевой проволоки в целях снижения обрывности принимают величину вытяжек на 5% ниже, чем для меди. Волоки применяются с углом рабочего конуса, равным 24—26°.
5. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЦИНКА
Цинковая проволока изготавливается из цинка марок ЦО и Ц1. Заготовкой для волочения служит катанка диаметром 7,2
Цинковую катанку обычно не подвергают травлению, так как тонкий слой окислов, покрывающий ее, не оказывает влияния на процесс волочения.
6. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ТИТАНА
Заготовкой для волочения проволоки из титана служит катанка диаметром 8 мм. Волочение ведут на однократных или многократных машинах без скольжения в твердосплавные металлокерамические волоки. Для смазки применяют сухой порошкообразный графит. Скорость волочения от 20 до 50 м/мин. Допустимые суммарные обжатия при волочении проволоки из титана марки ВТ1 — от 45 до 60%. После такой деформации проводится отжиг в электропечах при температуре 620—640°С, выдержка при данной температуре 20 мин.
Отожженные бухты проволоки погружают в соляноизвестковый раствор следующего состава: 100—150г/л гашеной извести (СаО) и 80—100 г/л поваренной соли (NaCl). Температура раствора 80—90 °С. После обработки в растворе бухты просушивают в токе теплого воздуха. Полученный на поверхности проволоки известковый слой способствует лучшему захвату сухого порошкообразного графита.
Готовую проволоку травят для снятия альфированного слоя. После травления проволоку подвергают вакуумному отжигу для повышения пластичности и снижения содержания водорода. Температура отжига 750— 800 °С, время выдержки 4—6 ч, охлаждение в печи до 250 °С. В печи поддерживается вакуум от 13,3 до 6,65 мн/м
По указанной технологии изготавливается проволока из титана марки BT1 диаметром от 1,2 до 7 мм. Волочение ведут в твердосплавные металлокерамические волоки с углом рабочего конуса 8—10°.
Проволоку из титановых сплавов изготавливают по этой же технологии, но с большим количеством промежуточных отжигов, так как допустимое суммарное обжатие при обработке сплавов снижается до 30—40%.
7. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ НИКЕЛЯ И ЕГО СПЛАВОВ
Проволоку из никеля и его сплавов изготавливают из катаной заготовки. Поверхность катанки из никелевых сплавов и заготовка после отжига имеют весьма плотную окисную пленку, препятствующую процессу волочения, поэтому в производстве проволоки особое внимание уделяется подготовке поверхности. С этой целью применяется комбинированное щелочно-кислотное и кислотно-солевое травление, известково-солевое покрытие поверхности заготовки .
Волочение проволоки из никелевых и медно-никелевых сплавов, обладающих высокой твердостью и прочностью, связано с повышенным износом волок, поэтому в процессе производства этой проволоки вопросу стойкости волок также уделяется большое внимание. С этой целью повышается качество подготовки поверхности металла, подготовки волок и смазки, внедряется волочение проволоки в условиях жидкостного трения. В настоящее время волочение проволоки из никеля, кремнистого никеля, никеля марганцовистого, константана, хромеля на многократных машинах без скольжения ведется в так называемые сборные волоки , создающие условия жидкостного трения.
Проволоку из никеля и его сплавов отжигают в электропечах шахтного типа без доступа воздуха, а также в протяжных электропечах. Для получения светлой поверхности рекомендуется вести отжиг в среде генераторного газа, диссоциированного и неполностью сожженного аммиака, содержащего 5% водорода, или в чистом осушенном водороде. Отжиг термоэлектродной проволоки на готовых размерах ведется в окислительной среде для получения надежной окисной пленки, которая в значительной мере определяет свойства проволоки (стабильность т. э. д. с).
8. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ВОЛЬФРАМА
Заготовкой для вольфрамовой проволоки служат вольфрамовые штабики квадратного сечения 15X 15 мм, длиной около 0,5 м, полученные металлокерамическим способом.
Перед волочением штабики проковывают на ротационно-ковочных машинах на диаметр 2,5—3,0 мм. Кованую заготовку протягивают на диаметр 1 мм на цепных волочильных станах длиной до 30 м. Волочение горячее, для чего стан оборудован газовой печью. Перед задачей в волоку конец прутка заостряют путем нагрева до вишнево-красного цвета и погружения в коробку с сухим азотнокислым калием или натрием. Под действием высокой температуры соль растворяется и равномерно растворяет концы вольфрамовых прутков на длине 100—120 мм. Следует избегать попадания азотнокислого калия или натрия в канал волоки во избежание его порчи. После заострения с конца прутка смывают остатки азотнокислого калия или натрия водой и смазывают его коллоидно-графитовым препаратом марки B-1. Заостренный конец нагревают в печи и затягивают в волоку на длину до 200 мм. Затем конец прутка прогревают вместе с волокой, быстро устанавливают в волокодержатель и протягивают.
Волочение ведется на скорости 0,1—0,15 м/сек. Волоки твердосплавные с углом рабочего конуса 8—10 град. Перед волочением волоку нагревают до температуры 500 °С, а проволоку до 1000—850 °С в зависимости от диаметра (с уменьшением диаметра снижается температура).
Таким образом процесс повторяют 7—8 раз до диаметра 1 мм, после чего проволоку сворачивают в моток.
Далее волочение на размер 0,5—0,55 ведут на однократных волочильных машинах в 6 протяжек. С фигурки проволока проходит через смазочную коробку с коллоидно-графитовым препаратом марки В-1, разбавленным дистиллированной водой в соотношении 1:1, попадает в газовую печь, где нагревается до температуры 800—750 °С, протягивается в победитовую волоку со скоростью 0,16—0,20 м/сек и принимается на барабан диаметром 500 мм.
Волочение на более тонкие размеры проводится по этой же схеме с приемом проволоки на барабаны диаметром 200 мм или на катушки. Скорость волочения до 0,3—0,4 м/сек. Для смазки применяют препарат марки В-1, разбавленный дистиллированной водой в соотношении 1 : 2. Волочение проволоки диаметром 0,34—0,32 мм и ниже ведется в алмазные волоки типа Т, которые нагревают перед волочением до 400 °С.
9. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ БЛАГОРОДНЫХ И РЕДКИХ МЕТАЛЛОВ
Для изготовления проволоки из серебра применяют катаную или прессованную заготовку диаметром 7—8 мм. Волочение заготовки ведут без промежуточного отжига до размера 0,26 мм по следующей схеме. До диаметра 3—3,5 мм применяют однократное волочение. В качестве смазки используют хозяйственное мыло. Волочение на этом переделе можно вести на многократных волочильных машинах со скольжением типа ВМ-13 или СМВ-П-9. Волочение до размера 1,2 мм ведут на 15-кратной машине со скольжением типа 15/250, затем на машине типа 22/200 до диаметра 0,26 мм. На этом размере проводится отжиг в камерной электропечи при температуре 250 °С, выдержка 30 мин.
Дальнейшее волочение на тончайшие размеры до 0,02 мм проводится на 18 волочильных машинах со скольжением без промежуточного отжига. На машинах со скольжением смазкой служит мыльная эмульсия. Волоки твердосплавные металлокерамические с углом рабочего конуса 16—18 град. Для тончайшего волочения применяют алмазные волоки типа М.
В процессе обработки серебряной проволоки заготовка и промежуточные размеры после отжига травлению не подвергаются. Особое внимание уделяется чистоте рабочего места, качеству поверхности проволоки, подготовке производства с целью исключения обрывности и потерь металла.
Для получения проволоки тончайших диаметров (до 0,001 мм) из золота, платины и сплавов благородных металлов применяют волочение в медной рубашке, для чего пруток из благородных металлов или сплавов диаметром до 2 мм закладывают в .медную трубку диаметром 10 мм и с толщиной стенки 4 мм. Такую биметаллическую заготовку подвергают волочению до расчетного размера.
Так, для получения платиновой проволоки диаметром 0,01 мм волочение биметаллической заготовки ведут до диаметра 0,05 мм, для получения диаметра 0,005 мм — волочение до 0,025 мм, для диаметра 0,004 мм — волочение до 0,02 мм и т. д. Перед применением проволоки из благородных металлов с нее стравливают верхний слой металла (медную рубашку) раствором азотной кислоты в дистиллированной воде в соотношении 1:1.
Проволоку из бериллия и его сплавов диаметром от 1 до 0,12 мм производят волочением при температурах 420—450 °С. Обжатие за проход составляет 25%. В качестве смазки используют коллоидный графит в масле, а также смесь графита с дисульфидом молибдена. После каждого третьего прохода проволоку подвергают промежуточному отжигу при 800 °С в течение 6 ч 30 мин. Очистку поверхности проволоки производят ультразвуковым методом, так как травление снижает ее механические свойства.
10. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЛАТУНЕЙ
Пластичность латуней ниже пластичности меди, поэтому в процессе обработки они быстрее нагартовываются и требуются промежуточные отжиги. По пластичности латуни можно условно разделить на три группы: 1) пластичные латуни, содержащие выше 78—80% меди. К ним относятся латуни Л80, ЛА85-0,5, Л90 и др.; 2) латуни средней пластичности, содержащие 60—70% меди. К ним можно отнести Л62, Л68; 3) латуни низкой пластичности. К ним относятся латуни марок ЛС59-1, ЛО60-1.
Изготовление проволоки толстых и средних размеров из латуней первой группы можно вести без промежуточного отжига; тонких размеров—с одним промежуточным отжигом и тончайших—с двумя отжигами.
Из латуней второй группы изготовление проволоки толстых размеров ведется без промежуточных отжигов; средних размеров— с одним и двумя промежуточными отжигами; тонких размеров — с тремя отжигами и тончайших — с четырьмя промежуточными отжигами.
Проволока из латуней третьей группы диаметром выше 5 мм производится из прессованной заготовки соответствующего диаметра без промежуточных отжигов. Проволоку диаметром ниже 5 мм изготовляют с промежуточными отжигами через каждые 30—40% обжатия.
С улучшением технологии подготовки поверхности металла перед волочением, повышением качества волочильного инструмента и смазки, а также улучшением качества заготовки суммарные обжатия при волочении латунной проволоки могут быть повышены и, следовательно, сокращено количество промежуточных отжигов.
В связи с большой градацией латунной проволоки по механическим свойствам термическая обработка в технологическом процессе ряда марок латунной проволоки (Л62, Л68 и др.) имеет важное значение, определяющее качество проволоки (механические свойства) и условия ее дальнейшей обработки. В процессе производства латунной проволоки особое внимание должно уделяться отжигу, с точки зрения его равномерности, и подготовке поверхности проволоки после отжига для дальнейшей обработки. Многократное волочение латунной проволоки средних и тонких диаметров ведется с частными обжатиями 17—18%. Желательно работать на меньших обжатиях, если позволяет машина.
Травление заготовки проволоки и промежуточных размеров после отжига проводится в 5—15%-ном водном растворе серной кислоты. Удовлетворительное качество травления латунной проволоки получается при условии погружения ее в раствор на приспособлении, обеспечивающем равномерное травление каждой бухты .
Для получения светлой поверхности проволоки после отжига в отдельных случая проводится травление в растворе, содержащем 2 ч. серной кислоты, 1 ч. азотной кислоты и 6 ч. воды с последующим пассивированием в водном растворе, содержащем 150 г/л хромпика и 400—450 г/л серной кислоты. После пассивирования производится нейтрализация в щелочном растворе. Латунная проволока отжигается в шахтных электропечах без доступа воздуха и в протяжных электропечах.
Наиболее равномерный отжиг получается в протяжных электропечах, а также в шахтных электропечах с принудительной циркуляцией воздуха. Хорошие результаты по равномерности отжига проволоки Л62 получены в шахтных электропечах колодцевого типа, оборудованных автоматическим регулированием температур по зонам с учетом тепловой инерции печи. При этом достигнуты узкие пределы механических свойств проволоки в одной партии: предел прочности от 400 до 460 Мн/м2 (40— 46 кгс/мм2), а в одном мотке колебания не превышают 30 Мн/м2 (3 кгс/мм2) (проволока была изготовлена из латуни марки Л62 с содержанием меди 62—63%).
Для волочения латунной проволоки применяют твердосплавные металлокерамические волоки с углом рабочего конуса 14— 18 град. Проволоку диаметром ниже 0,2 мм протягивают в алмазные волоки типа П.
Источник:
Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов,Металлургия, 1967.
markmet.ru
Способ изготовления проволоки
Изобретение относится к обработке металлов давлением. Способ изготовления проволоки включает получение заготовки проволоки из полосовой заготовки путем последовательной по переходам симметричной гибки краев заготовки от ее периферии к середине. Симметричную гибку краев полосовой заготовки в первом переходе ведут до контакта внутренней поверхности двух первых отогнутых участков с обращенной к ним остальной поверхностью заготовки. Гибку по меньшей мере в одном последующем переходе осуществляют до контакта внутренней поверхности образованных на предыдущем переходе участков заготовки с обращенной к ним остальной поверхностью заготовки. Гибку на завершающем переходе ведут до контакта между собой внешних поверхностей участков, образованных в процессе гибки на предыдущем переходе, с получением заготовки проволоки со сплошным поперечным сечением или имеющим зазоры между отогнутыми участками. Затем производят обжатие заготовки проволоки в ротационной установке. При этом производят формовку и калибровку заготовки до получения заданных размеров и формы сечения с устранением возможных зазоров в поперечном сечении. В результате обеспечивается повышение качества полученной проволоки. 6 ил.
Изобретение относится к обработке металлов давлением, а именно к производству профилированной проволоки (или прутков) сплошного поперечного сечения любой заданной геометрической формы поперечного сечения. Профилированная проволока может быть использована, в частности, в производстве строительных конструкций, где применяются подвесные потолки типа “Армстронг”, при монтаже гипсоволокнистых плит, в машиностроении и других областях, в которых используется профилированная проволока или прутки.
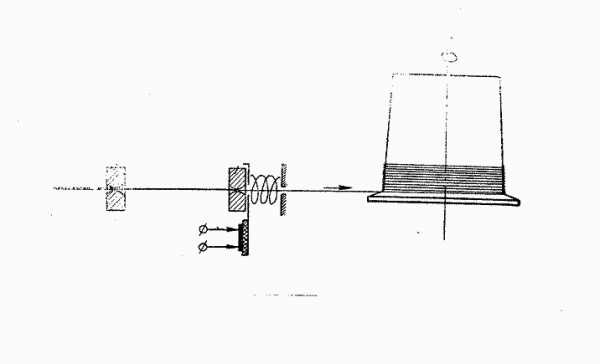
Известен способ изготовления проволоки, заключающийся в том, что лента прокатывается в валках до толщины, равной толщине заготовки, лента разрезается на узкие ленты, ширина которых равна ширине заготовки, затем кромки узких лент скругляют абразивом и производят волочение узких лент в волоке до требуемого размера (см. RU заявка на выдачу патента на изобретение 94015101, 1995 г.). В этом способе используется традиционный метод получения проволоки волочением. Известен способ получения плакированных проволочных электрических проводников из биметаллической полосы, состоящей по меньшей мере из одного слоя благородного металла и слоя основного металла (GB 1432906, 1976 г.) Способ заключается в последовательном поэтапном придании полосе изогнутой формы в поперечном направлении с благородным металлом на выпуклой поверхности и волочении полосы через фильеру для получения проволоки частично плакированной благородным металлом. Получаемые сечения могут быть круглыми, полукруглыми, треугольными, квадратными, трапецеидальными и т. д. Рекомендуемое отношение толщины исходной полосы к ее ширине 1:35. Недостатком известного способа является его ограничения на применение для изготовления проволоки любого диаметра из полосовой заготовки ограниченного отношения толщины к ширине. Получаемое готовое изделие имеет покрытие из благородного металла, причем не по всей поверхности. Задачей, решаемой настоящим изобретением, является создание способа изготовления проволоки сплошного поперечного сечения любой геометрической формы (круг, квадрат, прямоугольник, трапеция, треугольник, шестиугольник, овал, сегмент и т.д.) и нужного диаметра из полосовой заготовки (ленты), которая может иметь, например, антикоррозионное или другое покрытие и быть изготовленной из любого полосового материала, например отходов производства. Технический результат, обеспечиваемый предлагаемым изобретением, заключается в том, что достигается возможность получения высококачественной, прочной проволоки (или прутка). Проволока не требует дополнительных технологических операций по нанесению на ее поверхность антикоррозионного покрытия при использовании заготовки с соответствующим покрытием. Полученное изделие относительно недорого из-за того, что в качестве заготовки для получения проволоки используется любой полосовой материал, в том числе и отходы, образующиеся при раскрое рулонов листового материала, в том числе и оцинкованного. Качество получаемой проволоки обеспечивается также и за счет того, что в случае использования заготовки в виде оцинкованной полосы можно получить антикоррозионное покрытие не только снаружи, но и внутри проволоки. Технический результат достигается за счет того, что в способе изготовления проволоки, заключающемся в последовательной по переходам симметричной гибке валками профилегибочного стана полосовой заготовки в направлении от периферии к середине заготовки, сначала осуществляют попарно симметричную относительно продольной оси заготовки гибку (то есть закрутку, закатку) последовательно в направлении от краев к ее середине, таким образом, что в результате края заготовки симметрично отгибают в направлении середины заготовки до контакта внутренней поверхности первых отогнутых участков с остальной частью заготовки, гибку на по меньшей мере одном последующем переходе производят аналогично в том же направлении до контакта внутренней поверхности образующегося участка с остальной частью заготовки, а на последнем этапе завершающий гиб (центральный) осуществляют до контакта между собой внешних поверхностей участков, образованных на предпоследнем переходе, при этом обеспечивают сплошное или с некоторыми зазорами заполнение площади поперечного сечения. В последнем, завершающем переходе в ротационной установке посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка обжимается с устранением возможных зазоров в ее поперечном сечении, формуется и калибруется до заданных параметров. При оценке изобретательского уровня учитывались следующие известные способы получения изделий гибкой. Известные способы изготовления профилей разнообразных геометрических сечений описаны в литературе (см. книгу Чекмарева А. П., Калужский В. Б. Гнутые профили проката. – М.: Металлургия, 1974, с.104-110, а также книгу под ред. Тришевского И. С. Калибровка валков для производства гнутых профилей проката. – Киев: Техника, 1980, с.106-110). Известен также способ получения гнутого корытного профиля (см. заявку на выдачу патента на изобретение 94027553, В 21 D 5/06, опубл. 27.06.96). Общими для заявленного и известных способов изготовления изделий является то, что изделия изготавливают последовательной по переходам гибкой валками профилегибочного стана заготовки в направлении средней части заготовки. Другие отличительные признаки заявленного способа не присущи известным способам, поскольку в них не ставилась задача получения профилированной проволоки или прутка, то есть полученные в результате применения известных способов изделия не обеспечивают сплошное заполнение материалом их поперечного сечения. Известен способ изготовления сердечников, включающий отрезку заготовки от рулонной полосы, вырубку щелей, одна из которых расположена на продольной оси заготовки, а другие симметрично на заданном, постепенно уменьшающемся расстоянии от продольной оси, последующее гофрирование вдоль щелей, причем вначале гофрируют центральный участок, затем два крайних симметричных ему участка, сближают гофры, калибровку гофров проводят в фильере после окончательного сближения гофров ( см. патент СССР 562222, B 21 D 13/10). В описанном в патенте СССР способе общими с заявленным способом являются следующие признаки: создание по проходам симметричных гибов, сближение гофров в фильере до получения монолитного сечения. Однако этот способ не позволяет получить прочной проволоки из-за имеющихся в теле заготовки щелей, к тому же гибку в известном способе ведут от центральной части заготовки к краям, а не “закруткой” от краев к центру, что в совокупности с наличием щелей в заготовке и образованием гофров не позволяет получить высокопрочное изделие, как в заявленном способе. Таким образом, заявленный способ соответствует условию патентоспособности “изобретательский уровень”. Изобретение поясняется чертежами, где: на фиг. 1 изображена линия изготовления профилированной проволоки (разработка ЗАО “Аркада”), на фиг. 2 и 3 – поперечное сечение профилированной заготовки, выходящей из профилегибочного стана на дальнейшую обработку в ротационную установку, на фиг.4, 5 и 6 – взаимодействие кулачков ротационной установки с заготовкой для получения разных возможных форм поперечных сечений проволоки (квадрат, треугольник и шестиугольник соответственно). Способ изготовления профилированной проволоки осуществляется следующим образом. Полосовая заготовка (лента) 1 из бобины через устройство смазочное 2 подается в профилегибочный стан 3. Ширина нужной заготовки определяется расчетным и экспериментально – технологическим путем, исходя из заданного диаметра проволоки. В процессе последовательной передачи из клети в клеть профилегибочного стана происходит последовательная симметричная гибка валками полосовой заготовки 1 от периферии к центру, то есть оба края заготовки закручиваются навстречу друг другу до соприкосновения образующихся слоев заготовки между собой. Спрофилированная заготовка поступает в ротационную установку 4. В зависимости от заданного диаметра и толщины ленты размеры R1, R2, R3, L1, L2 и L3 (фиг.2) имеют различные числовые значения, полученные расчетным, экспериментальным и технологическим путем. Количество переходов, при которых осуществляется гибка, также зависит от толщины ленты и заданного диаметра. Чем больше заданный диаметр, тем больше закруток полосовой заготовки нужно сделать, чтобы участки заготовки (часть заготовки от одной зоны гиба до другой) соприкоснулись между собой. В ротационной установке 4 происходит формовка и калибровка заготовки до заданного диаметра и заданной формы ее сечения. Для получения необходимой геометрической формы поперечного сечения заготовку 1 профилированной проволоки, выходящую из профилегибочного стана 3, подают в обжимной блок ротационной установки 4, где на заготовку воздействуют двумя парами кулачков, соответствующих каждой геометрической форме. На фиг. 3, 4 и 5 приведены примеры для квадратного, треугольного и шестиугольного поперечного сечения. После выхода из ротационной установки 4 полученная готовая профилированная проволока либо рубится отрубным штампом 5 (фиг.1) на мерные отрезки от 0,1 до 10 м, либо подается на бобину. Пример реализации способа. Для получения полосовой заготовки берется лента Ленту разрезают на полосовые заготовки заданной ширины. Для профилированной проволоки диаметром D=4 мм необходима ширина заготовки 20 мм при толщине 0,6 мм. На первом переходе осуществляют попарно симметричную относительно продольной оси полосовой заготовки 1 гибку в направлении от краев (от периферии) к ее середине таким образом, что края заготовки 1 отгибают (подгибы 7) в направлении ее середины до контакта внутренней поверхности 8 первых отогнутых участков 9 с остальной частью заготовки. Вторые участки также подвергаются симметричной гибке с образованием подгиба 10, при этом гибку производят аналогично в том же направлении до контакта внутренней поверхности 11 образующегося участка 12 с остальной частью заготовки 1. При других размерах полосовой заготовки можно провести гибку последующих участков (в зависимости от размеров заготовки) аналогично предыдущим. На завершающем переходе осуществляют гибку с обеспечением контакта между собой внешних поверхностей 13 участков, образовавшихся на предпоследнем переходе. Процесс гибки краев полосовой заготовки 1 в переходах стана 3 проиллюстрирован на фиг.2 и составляет, мм: R1 – 0,03 R2 – 0,2 R3 – 1,65 L1 – 3L2 – 4,2
L3 – 4,5
Сечение заготовки при этом получается практически сплошным или с некоторыми зазорами. В последнем, завершающем переходе в ротационной установке 4 посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка 1 обжимается с устранением возможных зазоров в ее поперечном сечении, формуется и калибруется до заданных параметров. В результате получают проволоку профилированную оцинкованную качественную по ТУ 1221-05-25773051-99 (разработка ЗАО “Аркада”). Поставка профилированной проволоки происходит по ТУ 1310-004-15773051-99 “Проволока профилированная оцинкованная качественная” (разработка ЗАО “Аркада”).
Формула изобретения
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6www.findpatent.ru
Оборудование + Технология изготовления 2019

Проволока представляет собой металлическую нить или шнур. Как правило, проволока круглого сечения, но встречаются изделия и шестиугольного, квадратного, трапециевидного или овального сечения. Проволока может быть выполнена из стали, меди, алюминия, цинка, никеля, титана и их сплавов, а также массы других металлов. Стали также выпускать биметаллические и полиметаллические проволоки.
Чаще проволока производится посредством протяжки или волочения через последовательно уменьшаемые отверстия. В результате можно получить проволоку разного диаметра вплоть до десятков миллиметров.
Проволока отличается широтой применения. Так ее можно использовать при изготовлении электрических проводов, пружин, метизов, свёрл, электродов, термопар, разнообразных электронных приборов и для прочих целей.
Оборудование для производства проволоки + видео
Станы для мокрого волочения, как правило, работают по технологии скольжения, и могут совмещаться со станами сухого волочения любой кратности. Их оборудуют независимыми синхронизированными электродвигателями в разных модификациях.
Также широко применяются прямоточные станы для сухого волочения, которые отличаются наиболее современной конструкцией. Преимущественно используется такие станы для производства проволоки небольшого диаметра из высоко-, низкоуглеродистой и нержавеющей стали. Главные отличительные черты стана – это компактность, отсутствие ремней и шкивов между приводами и барабанами, бесшумность работы, отсутствие вибраций. Конструкционный дизайн является главной особенностью таких станов. Благодаря прочности и устойчивости рамы, стан можно полностью транспортировать, отсюда минимум временных затрат на установку и прокладку кабелей.
Прямоточные станы сухого волочения отличаются горизонтальным расположением барабанов. Такие станы, как правило, используются для производства проволоки из низко-, высокоуглеродистых сталей, а также из нержавеющих сталей. Преимущества такого оборудования – высокая надежность, эргономичность и простота в эксплуатации конструкции, которая при монтаже не требует специального фундамента. Также в установке применена высокоэффективная система охлаждения барабанов и предлагается опциональное оборудование.
Разнообразные размоточные устройства для катанки также пригодятся для производства проволоки.
Видео как делают катанку из меди:
Также в сфере производства широко применяются крутильные машины сигарного типа, машины двойной скрутки и бугельного типа.
Технология производства проволоки + видео как делают
Производство проволоки включает ряд классических операций, которые могут повторяться вплоть до трех раз. Количество повторений зависит от того, какой нужен размер диаметра проволоки.
Первой стадией процесса является термическая обработка металла. Затем происходит подготовка поверхности металла к волочению. На конечном этапе осуществляется само волочение на заданный размер.
Как делают:
С целью обеспечения проволоки специальными свойствами, в процессе ее производства вводят дополнительные операции. К примеру, наносятся разные покрытия или осуществляют термическую обработку. Главным оборудованием при производстве проволоки является печь с малоокислительным нагревом. Посредством растворов соляной и серной кислот осуществляется снятие окалины. Бура, известь, фосфатные соли и медь используются при волочении в качестве подсмазочного слоя.
Другим не менее важным оборудованием для производства проволоки являются станы с интенсивным охлаждением барабанов и волок. Именно их и применяют непосредственно для использования волочения. Применение такого процесса обеспечивает высокие пластичные и прочностные свойства металла.
За счет использования современных смазочных материалов обеспечивается высокая коррозионная стойкость, высокая адгезия к различным материалам и оптимизация количества смазки.
С целью увеличения качества изготавливаемой проволоки, следует систематически обновлять волочильное оборудование, оснащая его дополнительными приспособлениями, например, для снятия внутреннего напряжения и для прочих целей.
Для того чтобы получить различную толщину покрытия рекомендуется наносить цинковое покрытие способом погружения проволоки в соответствующий раствор. При использовании специальных обтирочных материалов и эмульсий, можно придать цинковому покрытию максимального блеска, гладкости и защиты от коррозии в течение длительного периода времени.
Линия цинкования:
Качество готовой продукции во многом зависит от соблюдения всех требований и норма изготовления проволоки. Стабильность технологического процесса оказывает непосредственное влияние на качество готовой продукции.
Следует отметить, что одной из тенденций современного производства проволоки является переход от классической технологии химического травления в стандартном растворе соляной кислоты для очистки поверхности катанки от окалины к более перспективной и максимально безопасной для окружающей среды, бескислотной технологии механической очистки. Для этого используется современное оборудование для механического удаления окалины. С его помощью можно добиться высокой степени очистки, сравнимой с получаемой при стандартном кислотном травлении. При этом технология характеризуется весьма большим практическим применением. Более того, новая технология позволяет избежать значительных проблем, которые связаны с утилизацией отработанных растворов.
moybiznes.org
Волочение проволоки: технология, виды и описание
Волочение проволоки – это одна из разновидностей формы обработки металлических изделий. Отличительная черта операции заключается в том, что она проводится под высоким давлением. Оно воздействует на заготовку, которая имеет круглое или фасонное сечение. Такая заготовка протаскивается под давлением сквозь отверстия, которые изначально меньше, чем диаметр, протягиваемого изделия. Таким образом и получают проволоку.
Виды операции
На сегодня используется большое количество методов волочения проволоки. Если говорить о типах операции, то она может быть двух видов. Первый вид называется сухим. В данном случае процесс протягивания осуществляется через емкость, внутри которой мыльный порошок.
Мокрый тип операции выполняется при помощи мыльной эмульсии. Данная операция имеет чистоту обработки, которая также может быть выполнена в двух категориях. Первая – это черновая, или же подготовительная. Второй тип – чистовая обработка. Это финальная стадия, которая необходима, чтобы создать нужную форму и размер проволоки.

Волочение также имеет такой этап, как кратность. Возможен однократный переход или же многократный. Во втором случае предполагается, что одна и та же заготовка несколько раз пройдет через станок. Кроме того, работа может выполняться параллельно. То есть заготовка может быть однониточной, а может быть многониточной.
Отличаться могут также и волоки своей подвижностью. Они могут быть либо вращающегося типа, либо неподвижного. Последний элемент, который оказывает влияние на ход операции, – это нагрев заготовки. Естественно, что она может быть холодной или же горячей.
Суть волочения
В настоящее время возможно волочение алюминиевой проволоки, медной или же стальной. Оборудование, в котором имеется отверстие нужного диаметра, называется волоком, отсюда и название процедуры. Само же отверстие называется фильерой. От его формы и будет зависеть конечный результат всей процедуры.

Кроме того, если сравнивать процедуру волочения проволоки и прокат, то первый способ гораздо более эффективен, так как он обеспечит большую чистоту, а также точность поверхности проволоки. К тому же процедура эта характеризуется еще и тем, что в процессе ее проведения улучшаются механические показатели, что обусловлено снятием наклепа. В настоящее время есть возможность изготавливать проволоку с диаметром от 1-2 микрон до 10, а в отдельных случаях и более, миллиметров.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия – это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.
- Следующая процедура – это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап – это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап – это снова отжиг уже готового изделия.

Особенность операции
Естественно, любая операция имеет свои недостатки. Как считают специалисты, волочение имеет лишь один, но достаточно серьезный минус. Заключается он в том, что проволока подвергается незначительной деформации во время проведения операции. Чаще всего исходным сырьем для волочения проволоки становится непрерывно отлитая, спресованная, скатанная заготовка, изготовленная из цветных металлов, черных металлов или углеродистых, легированных сталей. Другими словами, чтобы достичь высокого качества проволоки, необходимо использовать довольно высококачественное изначальное сырье.
Ранее для производства проволоки волочением применялись стальные заготовки, которые после прохождения процедуры обрабатывались таким способом, как патентирование. Это процесс нагрева, при определенной температуре которого происходил такой процесс, как аустенизация и экспозиция в соляных или же свинцовых расплавах. Выдержка такого продукта осуществлялась примерно при 500 градусах по Цельсию.

Оборудование для работы
Для волочения медной проволоки, а также стальной, используется агрегат, который получил название “стан”. Основной рабочий элемент этого агрегата – это “глазок”, или же волок. Естественно, что сечение подбирается таким образом, чтобы оно было всегда меньше, чем поперечное сечение заготовки.
Виды современных агрегатов
В настоящее время на заводах по обработке металла используется два типа оборудования. Отличаются они друг от друга типом тянущего механизма.
- В первом случае технология волочения проволоки заключается в том, что изделие наматывается на барабан, тем самым создавая тяговое усилие.
- Второй случай – это применение устройства, которое тянет заготовку по прямой линии.
Если говорить о применении, то второй тип агрегатов чаще всего используется в том случае, если необходимо протянуть трубную заготовку, которая не требует последующего сворачивания в бухту.
Основная масса проволоки и труб малого сечения производится именно на барабанных устройствах. Эти механизмы могут быть либо однократными, либо многократными. Естественно, что наиболее простая конструкция именно у однократного оборудования. Технологический процесс производства в таком случае предполагает протягивание проволоки в один проход. Если используется многократный станок, то процедура может повторяться два или три раза подряд.
Устройство рабочих станков
Основным рабочим элементом является приспособление, которое присутствует в любом аппарате для волочения проволоки – фильер. Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.

Размещаются эти детали в достаточно прочных и вязких стальных обоймах. Сама по себе обойма не способна оказать сильное влияние на фильеру, но при этом ее наличие существенно снижает растягивающее напряжение, которое неизбежно возникает во время работы. На современных предприятиях довольно часто используется сборный волок, который отличается тем, что потребляет меньше энергии, а его коэффициент полезного действия (КПД) выше примерно на 30 %.
Подготовка металла к работе
Естественно, что проводить такую процедуру без предварительной подготовки металла нельзя. Кроме того, без этой процедуры не получится добиться качественного изделия. Суть подготовительных работ заключается в том, что необходимо удалить окалину с заготовки. Прежде чем начать процесс волочения проволоки, проводят одну из трех процедур:
Механическая очистка заготовки является самым простым и самым дешевым методом очистки. Чаще всего применяется она в том случае, если изделие изготовлено из углеродистой стали. Во время процедуры обработки катанка изгибается в разные стороны. В это время ее поверхность обрабатывается механическими щетками.
Химическая и электрохимическая обработка
Что касается химического способа очистки от окалины, то он является более сложным, а также трудоемким. Для этого чаще всего используют либо соляную, либо серную кислоту. Кроме того, чтобы выполнять такую операцию, волочильщик должен обладать необходимой квалификацией, чтобы работать с химическими веществами.

Однако здесь важно отметить, что данный метод является незаменимым, если необходимо подготовить к волочению высоколегированную или же нержавеющую сталь. Кроме того, после того, как химическая очистка будет завершена, поверхность металла необходимо промыть водой.
Последний метод, электрохимический, заключается в том, что проводят травление металла в электролитическом растворе. Эта жидкость может быть либо анодной, либо катодной, исходя из того, какие стоят условия, а также беря во внимание особенности материала.
Волочение медных заготовок
Во время волочения медной проволоки из медных заготовок всегда используются литые заготовки, на этом и основывается весь метод. Для начала необходимо сплавить между собой все заготовки. Сразу после этого, пока они еще находятся в горячем состоянии, их прокатывают. Однако проведение данного процесса влечет за собой появление пленки из оксидов на поверхности изделия. Чтобы избавиться от этой проблемы, необходимо провести обработку химическими составами. После этого можно перейти непосредственно к процедуре волочения.
Получение медной проволоки может также осуществляться по принципу погружного формования. Если применять данный метод, то поверхность катанки будет оставаться чистой и удастся избежать процедуры очистки. Именно такой способ используется для того, чтобы изготавливать наиболее тонкие проволоки (диаметром до 10 микрон). Однако при использовании такого метода очень важно подобрать состав, который будет обладать подходящими свойствами.
Среди таких составов выделяются:
- комплексные растворы, в роли которых могут выступать щелочные составы, соли жирных сульфированных масел и еще несколько веществ;
- возможно использование разного рода эмульсий, таких как анионные, антипенные, синтетические эфиры и другие;
- отдельно рассматриваются синтетические вещества, такие как соли органического и неорганического типа, а также растворы полимеров.
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.
- Еще один из методов обработки – стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
Разность диаметров
Процесс волочения делится еще на несколько видов, в зависимости от того, каков был начальный диаметр заготовки и какой он получился в итоге. Грубым волочением называется процедура, при которой начальный диаметр был 8 мм, а после прохождения волока стал от 5 до 0,9 мм. Средним волочением считается операция, при которой заготовка имела диаметр 3,5 мм, а в результате он уменьшился до 1,5-0,2 мм. В тонком волочении используются заготовки от 2,6 до 1,6 мм. В результате получается продукция с сечением от 0,5 до 0,05 мм.
fb.ru
Получение – проволока – Большая Энциклопедия Нефти и Газа, статья, страница 1
Получение – проволока
Cтраница 1
Получение проволоки с высоким пределом прочности – канатной ВС и пружинной ( типа рояльной) – обусловливается применением очень больших общих обжатий, при которых в отдельных местах возможен переход металла из вязкого состояния в хрупкое и появление местной хрупкости. Дальнейшее увеличение общего обжатия приводит к резко выраженной хрупкости проволоки по всей ее длине. Согласно приведенной на фиг. [1]
Для получения проволоки или фольги литье прессуют и затем прокатывают на фасонных или гладких валках при температуре 800 – 850 С до диаметра или толщины 3 мм. [2]
Для получения сталеалюминиевой проволоки из известных в настоящее время трех различных процессов – волочения сердечника с обернутой вокруг него лентой, нанесения порошкообразного алюминия на сердечник с последующим его спеканием и горячим прессованием на специальном прессе оболочки из алюминия на стальной сердечник предпочтение, по-видимому, следует отдать последнему процессу. Этот процесс является непрерывным и не требует таких дорогих материалов, как холоднокатаная лента или алюминиевый порошок. [3]
Для получения проволоки требуемых диаметров в сталепроволочных цехах стальную катанку подвергают многократному холодному волочению на волочильных станах с промежуточными химической и термической обработками. [4]
Технология получения проволоки сталь f алюминий и других сочетаний находится в процессе освоения. [6]
Методы получения тонких аморфных проволок являются довольно специфичными. Здесь требуются особые способы вытягивания волокон из расплава. [7]
При получении проволоки вначале из более крупных слитков получают прутки гафния диаметром около 8 мм методом горячей прокатки при температуре 980 С. Для подготовки к волочению прутки подвергают пескоструйной очистке и химической полировке. Затем наносят слой электролитической меди, покрывают обожженной известью и подвергают волочению. [8]
Применяются для получения проволоки диаметром 4 5 мм, проволоки из стали с повышенным содержанием углерода и из легированной стали. [9]
Применяются для получения проволоки диаметром 4.5 мм, проволоки из стали с повышенным содержанием углерода и из легированной стали. [10]
Прессование применяют для получения проволоки, прутков, труб и фасонных профилей из титановых сплавов. Лучшие свойства достигаются при прессовании в интервале температур, когда не происходит аллотропического превращения металла. При прессовании титановых сплавов применяют смазку, содержащую графит, слюду и другие добавки. Матрицы, изготовленные из карбида титана, устраняют налипание металла к их поверхности и обеспечивают хорошее качество изделий. [11]
Волочение применяют для получения проволоки необходимого диаметра с определенными механическими свойствами. Оно заключается в последовательном пропускании материала через волоки с постепенно уменьшающимися диаметрами отверстий. [12]
Волочением называется процесс получения проволоки, прутков, труб малого сечения, полос, профилей. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
5. Технологический процесс производства проволоки.
Технологический процесс, включает ряд операций: подготовку исходного материала, волочение, термическую обработку, покрытие и отделку. Исходным материалом для производства стальной проволоки является катанка диаметром от 5 до 15 мм в бунтах массой до 600 кг. Перед волочением катанку подвергают травлению для удаления окалины с поверхности. Наряду с травлением в кислотных растворах окалину с поверхности катанки удаляют также механическим или электрохимическим способом. При производстве высокопрочной проволоки из сталей типа ЗОХГС, 50ХФ и др. катанку подвергают патентированию. Патентирование заключается в нагреве стали до температуры однофазного состояния аустенита, выдержке в соляном растворе при 450—550 0C и охлаждении на воздухе. Сорбитная структура, полученная после патентирования, улучшает механические свойства катанки — повышается пластичность и прочностные характеристики металлов. Силы трения в зоне контакта металла с каналом волоки являются вредными, препятствующими повышению эффективности процесса. Для уменьшения коэффициента трения поверхность катанки подвергают меднению, фосфатированию, желтению, известкованию. Перед подачей в волочильную машину бунты катанки укрупняют на стыкосварочной машине. Перед задачей в волоку конец катанки заостряется на острильных станках. Операция острения может проводиться перед задачей в каждую волоку, если волочение осуществляется через несколько волок.
Более 70 % проволоки производится из низкоуглеродистой стали (0,15% С). Это проволока общего назначения, для воздушных линий, берд- ная, полиграфическая и др. Исходным материалом для производства проволоки диаметром 0,8—10 мм из низкоуглеродистой стали является катанка диаметром 6— 13 мм. Катанку подвергают травлению и протягивают в зависимости от диаметра проволоки на однократных или многократных машинах. В процессе изготовления тонкой проволоки предусматривается промежуточный отжиг. Готовая проволока может передаваться потребителям отожженной или наклепанной. Проволока для холодной высадки калибруется; полиграфическая и кабельная проволока проходит операцию цинкования.
Канатная, пружинная и инструментальная проволока производится из средне — и высокоуглеродистых сталей (0,5—1,2% С). Повышенное содержание углерода позволяет в результате деформационного упрочнения получать высокий предел прочности (до 30 МПа и более) без заключительной термической обработки. Особенностью производства проволоки из средне — и высокоуглеродистых сталей является заключительная регламентированная термическая обработка — закалка и отпуск для проволоки со специальными свойствами (65Г). Технологическая схема производства проволоки из легированных сталей также отличается операциями термической обработки и некоторыми операциями по обеспечению качества поверхности проволоки. Например, при изготовлении проволоки из инструментальной стали Р18 катанку подвергают отжигу для снижения прочностных характеристик и повышения пластичности. Поверхность готовой проволоки подвергают шлифовке или полировке.
Процесс волочения состоит в протягивании под действием силы Р заготовки постоянного поперечною сечения 1 через плавно сужающийся канал волоки. Размеры выходного отверстия волоки меньше, чем сечение заготовки. В результате волочения поперечные размеры изделия 3 уменьшаются, а длина увеличивается. Перед волочением один конец заготовки заостряют, чтобы этот конец, или как говорят “захватка”, свободно входил в канал волоки и выходил с противоположной стороны на величину, достаточную для захвата тянущим устройством.
После захвата заготовка протягивается усилием Р через волоку и становится тоньше и длиннее. В волоке возникают силы реакции N, направленные по нормали к образующей канала, которые и обжимают металл заготовки. Одновременно на заготовку действуют силы трения Г, направленные в сторону, противоположную направлению волочения. После волочения изделие приобретает высокую точность размеров, высокий класс чистоты поверхности, повышаются его прочностные свойства, благодаря холодной пластической деформации принимает размеры и форму наименьшего сечения канала волоки. Длина изделий может достигать нескольких километров.
Список используемой литературы
1.Владимиров В.М. Изготовление штампов, пресс-форм и приспособлений. М.: Высшая школа, 1974
2.Лахтин Ю. М., Леонтьева В. Н. Материаловедение. – М.: Машиностроение, 1990.
3.Лахтин Ю. М. Металловедение и термическая обработка металлов. – М.: Металлургия, 1993.
4.Материаловедение и технология металлов. Г. П. Фетисов, М. Г. Карпман, В. Н. Матюнин и др.; под ред. Г. П. Фетисова. – М.: Высшая школа, 2000
5. Металлургия. А.П. Гуляев 1966 год.
6. Технология металлов и других конструкционных материалов. В.Т.Жадан
7.http://www.kovka-pro.ru
studfiles.net
7 способов, как использовать медную проволоку на даче и дома
Наверняка у многих на даче в пресловутом ящике с условным названием «Выбросить жалко» завалялся моток медной проволоки, а может и не один. Рассказываем, что и как можно сделать из медной проволоки.

Технология изготовления проволоки «такой, как мы ее знаем», известна с VII века. Проволоку получают путем так называемого волочения – протягивания металла через отверстие небольшого диаметра. В умелых руках этот материал может не только стать оригинальным предметом декора, но и помочь в борьбе с фитофторозом, а также послужить подкормкой для растений.
Способ 1. Медная проволока от фитофторы на помидорах
Сразу предупредим, что метод, описанный ниже, подходит только для профилактики фитофтороза. Для лечения пораженных этим коварным заболеванием растений необходимо принимать меры более серьезные.
Чтобы предупредить фитофтороз у томатов, воспользуйтесь следующим «народным» методом. Возьмите медную проволоку толщиной 1 мм и до блеска зачистите ее мелкой наждачной бумагой или ножом (это необходимо сделать, чтобы снять с проволоки защитную ПВХ-оболочку). Нарежьте очищенную проволоку на куски длиной 3-4 см.
Для того чтобы «добыть» проволоку нужного диаметра, можно использовать одножильный монтажный провод.
Эффективнее всего проводить процедуру за 2 недели до высадки рассады в грунт, но если момент упущен, можно сделать это в любое другое время. Не рекомендуется применять метод в течение 2 недель после высадки растения в грунт, поскольку саженцу нужно справиться с «послепересадочным стрессом», и лишние волнения ему не нужны.

Итак, куском медной проволоки проткните стебель насквозь немного ниже первого настоящего листочка. Края проволоки аккуратно загните вниз.
Если проволока слишком тонкая (диаметром меньше 1 мм), сначала проткните стебель томата иглой или шилом, а затем вложите в отверстие проволоку.
Довольно скоро рана на томате зарастет, а растение начнет получать дополнительную защиту от фитофтороза. Происходит это так: по стеблю растения снизу вверх непрерывно движется сок, и когда он взаимодействует с проволокой, то насыщается ионами меди, которые впоследствии переносятся вместе с соком во все части растения. Такая медная «прививка» благотворно влияет на болезнеустойчивость томата.
Способ 2. Медная проволока от фитофторы
Есть и другой вариант использования медной проволоки для профилактики фитофтороза томатов. Суть его заключается в том, что проволоку втыкают в почву рядом с растением на расстоянии 40-50 мм вокруг куста. Плюс этого метода – его можно применять сразу после высадки рассады в грунт, так как стебель томата остается невредимым.
РекламаСпособ 3. Медная проволока как стимулятор роста плодов
Для ускорения плодоношения различных культур (в том числе, томата), применяют метод кольцевания. Чтобы «окольцевать» растение, необходимо обмотать стебель растения медной проволокой (желательно тонкой) на высоте 3-5 см от почвы.
Чемпион среди проводов по количеству медной проволоки – антенный кабель.
Здесь важно не перестараться и случайно не перерезать стебель. Этот способ будет способствовать тому, что к плодам будет поступать большее количество питательных веществ, чем к корням растения.
Способ 4. Медная проволока для плодовых деревьев
Некоторые садоводы используют медную проволоку для защиты плодовых деревьев (груш, яблонь и т.д.) от заболеваний и укрепления иммунитета. Для этого небольшой кусок проволоки (желательно толстый) вбивают в ствол взрослого дерева, а сверху замазывают садовым варом. Рана со временем затянется, а металл будет «подкармливать» дерево полезными микроэлементами.
Способ 5. Медная проволока для подвязки винограда
Один из очевидных способов применения медной проволоки на даче – использование ее для изготовления шпалер. Преимущество медной проволоки в том, что она не порвется со временем, как веревка, и не заржавеет, как железный провод. К тому же, со временем проволока начнет подпитывать виноград микроэлементами.
Оптимальная толщина проволоки для подвязывания виноградных лоз – 2-4 мм.
Способ 6. Бижутерия из медной проволоки своими руками
Проволока – излюбленный материал многих рукодельниц. Еще бы, ведь этот материал может принимать любую форму, и при этом «держать» ее. Украшения из металлических трубочек (прообраз современной проволоки) были популярны еще во времена Древнего Египта. Медную проволоку для рукоделия лучше приобретать в специализированном магазине, поскольку для разных видов изделий подходит проволока разной толщины.
| Рекомендуемый диаметр медной проволоки для разных изделий | |
| Изделие | Диаметр проволоки, мм |
| Основа для браслета или колье | 1-1,4 мм |
| Основа для кольца | от 1,3 |
| Швензы (основы для сережек) | 0,8-1 |
| Пины, штифты (элементы крепления) | 0,6-0,8 |
| Оплетка | 0,4 |
| Застежка | 1,3-1,5 |
Для вязания или бисероплетения подойдет проволока толщиной 0,3 мм.

Лучше всего для рукоделия подходит мягкая медная проволока. Следует иметь в виду, что такую проволоку проще сломать, поэтому для изготовления более крупных изделий нужно брать более жесткую проволоку.

Способ 7. Предметы интерьера из медной проволоки
Из проволоки можно сделать оригинальные предметы интерьера, которые будут хорошо смотреться не только на даче, но и в городской квартире. Немного вдохновения, терпения, моток медной проволоки – и ваш дом украсят стильный абажур, корзина, панно и другие интересные вещицы.


Декоративные предметы для кухни изготавливают из луженой проволоки, поскольку она не окисляется. Для других поделок подойдет обычная эмалированная медная проволока.



Проволоку можно сочетать с другими материалами – она органично смотрится «в дуэте» с тканью, деревом, бумагой, стеклом.

Способов применения проволоки в хозяйстве достаточно, так что не давайте ей залеживаться – пускайте в ход этот многофункциональный материал!
labuda.blog