Проходной прямой резец углы – Токарные резцы
alexxlab | 18.05.2020 | 0 | Вопросы и ответы
Элементы токарного проходного резца
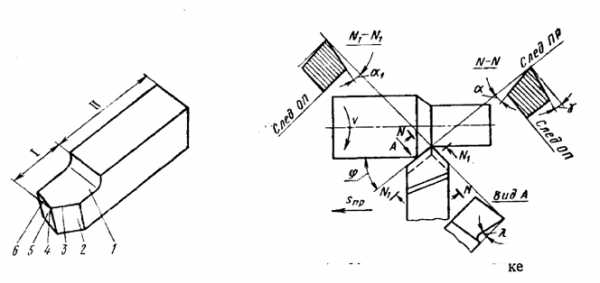
Токарный прямой проходной резец (рис. 39) состоит из двух частей: рабочей 1 и стержня 2. Стержень имеет квадратную или прямоугольную форму поперечного сечения и служит для закрепления резца в резцедержателе станка. Рабочая часть резца выполняет работу резания и состоит из нескольких элементов.
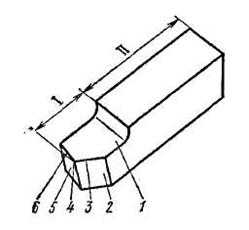
Рис. 39. Элементы токарного прямого проходного резца.
Передняя поверхность 1 – поверхность, по которой сходит стружка в процессе резания. Главная задняя поверхность 2 – поверхность, обращенная к поверхности резания заготовки. Вспомогательная задняя поверхность 5 – поверхность, обращенная к обработанной поверхности заготовки. Главное режущее лезвие 3 – линия пересечения передней и главной задней поверхностей. Вспомогательное режущее лезвие 6 – линия пересечения передней и вспомогательной задней поверхностей. Вершина резца 4 – точка пересечения главного и вспомогательного режущих лезвий.
Перечисленные элементы имеют не только резцы, но и другие режущие инструменты. Кроме этих элементов, инструменты могут иметь переходное (дополнительное) режущее лезвие, располагающееся между главным и вспомогательным режущими лезвиями. В этом случае рабочая часть инструмента имеет еще переходную заднюю поверхность. У некоторых инструментов возможно дублирование элементов.
Вершина рабочей части резца может быть острой или закругленной. Если вершина резца закруглена, то шероховатость обработанной поверхности уменьшается, так как в этом случае уменьшается площадь остаточного сечения срезаемого слоя материала. Наличие переходного режущего лезвия также уменьшает шероховатость обработанной поверхности заготовки.
Координатные плоскости для определения углов резца
Для выполнения работы резания рабочей части режущего инструмента придают форму клина. Для этого инструмент затачивают по передней и задним поверхностям. Для определения углов, под которыми располагаются поверхности рабочей части инструмента относительно друг друга, вводят координатные плоскости. Рассмотрим координатные плоскости применительно к токарной обработке.
Основная плоскость (ОП) — плоскость, параллельная направлениям продольной и поперечной подач. У токарных резцов за основную плоскость принимают плоскость, проходящую через основание стержня (рис. 40, а).
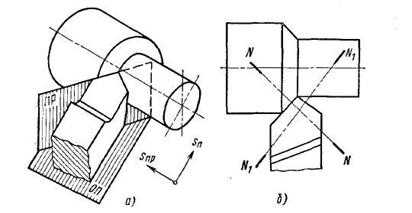
Рис. 40. Координатные плоскости
Плоскость резания (ПР) проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость (NN) — плоскость, перпендикулярная к проекции главного режущего лезвия на основную плоскость (рис. 40, б).
Вспомогательная секущая плоскость (N1N1) — плоскость, перпендикулярная к проекции вспомогательного режущего лезвия на основную плоскость. На рис. 40, б показаны следы плоскостей NN и N1N1.
Углы токарного резца
Углы резца определяют положение элементов рабочей части в пространстве относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Знание углов инструмента необходимо для его изготовления в металле. Кроме того, углы инструмента оказывают существенное влияние на процесс резания и качество обработки. У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из предположения, что ось стержня резца перпендикулярна к линии центров токарного станка; вершина резца находится на линии центров станка; совершается лишь главное движение резания. Углы токарного прямого проходного резца показаны на рис. 41.
Главный передний угол γ измеряют в главной секущей плоскости между следами передней поверхности и плоскости, перпендикулярной к следу плоскости резания. В дальнейшем угол γ будем называть передним углом.
Передний угол γ оказывает большое влияние на процесс резания материала. С увеличением угла γ уменьшается деформации срезаемого слоя, так как инструмент легче врезается в материал снижаются сила резания и расход мощности. Одновременно улучшаются условия схода струнит и повышается качество обработанной поверхности заготовки. Однако чрезмерное увеличении угла γ приводит к ослаблению главного режущего лезвия, снижению его прочности, увеличению износа вследствие выкрашивания, ухудшению условий теплоотвода от режущего лезвия.
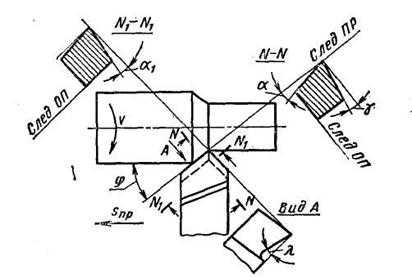
Рис. 41. Углы резца в статике
При обработке хрупких и твердых материалов для повышения прочности и увеличения времени работы инструмента (стойкости) следует назначать меньшие углы; при обработке мягких и вязких материалов передний угол имеет большие значении.
Вспомогательный задний угол α1 измеряют во вспомогательной секущей плоскости между следами вспомогательной задней поверхности и плоскости, проходящей через вспомогательное режущее лезвие перпендикулярно основной плоскости. Наличие у инструмента угла α1 уменьшает трение между вспомогательной задней поверхностью инструмента и обработанной поверхностью заготовки.
Главный угол в плане φ — угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи.
Угол φ влияет на шероховатость обработанной поверхности заготовки: с уменьшением φ шероховатость обработанной поверхности уменьшается. Одновременно уменьшается толщина и увеличивается ширина срезаемого слоя материала. Это приводит к тому, что увеличивается активная длина главного режущего лезвия. Сила и температура резания, приходящиеся на единицу длины режущего, лезвия, уменьшаются, что снижает износ инструмента. С уменьшением угла φ резко возрастает составляющая силы резания, направленная перпендикулярно оси заготовки, что вызывает повышенную ее деформацию. С уменьшением угла φ возможно возникновение вибраций в процессе резания, что снижает качество обработанной поверхности.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением, обратным движению подачи. С уменьшением угла φ1 шероховатость обработанной поверхности уменьшается, одновременно увеличивается прочность вершины резца и снижается его износ.
Угол λ может быть положительным, отрицательным и равным нулю (рис. 42, а – в), что влияет на направление схода стружки.
Угол λ может быть положительным, отрицательным и равным нулю (рис. 42, а – в), что влияет на направление схода стружки.
Рис. 42. Угол наклона главного режущего лезвия
Если вершина резца является высшей точкой главного режущего лезвия, то угол λ отрицателен и стружка сходит в направлении подачи. Если главное режущее лезвие параллельно основной плоскости, то λ = 0 и стружка сходит по оси резца. Если вершина резца является низшей точкой главного режущего лезвия, то угол λ положителен и стружка сходит в направлении, обратном направлению подачи.
Направление схода стружки важно учитывать при обработке заготовок на токарных автоматах. При обработке заготовок стружку необходимо отводить так, чтобы она не мешала работе инструментов в соседних позициям автомата.С увеличением угла λ качество обработанной поверхности ухудшается, осевая составляющая силы резания уменьшается, а радиальная и вертикальная составляющие увеличиваются.
Углы γ, α, φ и φ1 могут изменяться вследствие погрешности установки резца в резцедержателе станка. Если при обтачивании цилиндрической поверхности вершину резца установить выше линии центров станка, то угол γ увеличится, а угол α уменьшится. При установке вершины резца ниже линии центров станка угол γ уменьшится, а угол α увеличится.
Если ось резца не будет перпендикулярна линии центров станка, то это вызовет изменение углов φ и φ1.
В процессе резания углы резца γ и α также изменяются. Это объясняется тем, что изменяется положение плоскости резании в пространстве из-за наличия двух движений: вращения заготовки и поступательного движения резца. В этом случае фактической поверхностью резания, к которой касательна плоскость резания, является винтовая поверхность. Положение плоскости резания в пространстве определяется соотношением скоростей этих двух движений. При работе с большими подачами, а также при нарезании резьбы резцом, углы γ и α будут изменяться существенно, что необходимо учитывать при изготовлении резцом.
Углы γ и α в процессе резания могут быть переменными (например, при обработке сложных поверхностей деталей типа кулачков, лопаток турбин и т. п.).
Углы при обработке таких деталей изменяются вследствие сложного относительного движения заготовки и резца, в результат чего изменяется положение плоскости резания в пространстве при обработке различных участков поверхности заготовки.
infopedia.su
Элементы токарного проходного резца. Определение углов резца. – Техн.и технологии 2
Элементы токарного проходного резца. Определение углов резца.
Токарный прямой проходной резец (рис. 12) имеет головку – рабочую область I и тело – стержень II, который служит для закрепления резца в резцедержателе. Головка резца образуется при заточке и имеет следующие элементы: переднюю поверхность 1, по которой сходит стружка; главную заднюю поверхность 2, обращенную к поверхности резания заготовки; вспомогательную заднюю поверхность 5, обращенную к обработанной поверхности заготовки; главную режущую кромку 3 и вспомогательную 6; вершину 4. Инструмент затачивают по передней и задней поверхностям. Для определения углов, под которыми расположены поверхности рабочей части инструмента относительно друг друга, вводят координатные плоскости (рис. 13 ).
Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и поперечной подач. Плоскость резания (ПР) проходит через главную режущую кромку резца, касательно к поверхности резания. Главная секущая плоскость ( N – N ) – плоскость, перпендикулярная к проекции главной режущей кромки на основную плоскость. Вспомогательная секущая плоскость (N1 – N1) – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Перечисленные элементы имеют и другие инструменты. Кроме этих элементов, инструменты могут иметь переходную (дополнительную) режущую кромку, располагающуюся между главной и вспомогательной режущими кромками. В этом случае рабочая область инструмента имеет переходную заднюю поверхность.
24
bookwu.net
1. Цель лабораторной работы
28
Московский автомобильно-дорожный государственный технический университет (МАДИ)
И.В. Багров, В.В. Борщ, Р.И. Нигметзянов
“ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА И
РАСЧЕТ РЕЖИМА ОБРАБОТКИ ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ”
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНОЙ РАБОТЕ №8
ПО КУРСУ
“ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ”
Москва 2010
УДК 621.9
Б БК 34.62
© Московский автомобильно-дорожный государственный технический университет (МАДИ), 2010
Целью работы является закрепление знаний студентом основных правил выбора режущего инструмента, приемов его измерения и расчета параметров режима резания при обработке заготовок на металлорежущих станках на примере точения, а также подготовка студентов к выполнению технологических заданий во время учебно-технологической практики.
2. Выбор режущих инструментов для точения
Для правильного выбора режущего инструмента при точении необходимо знать конструктивные особенности токарных резцов.
Конструктивные особенности токарных резцов удобнее всего рассмотреть на примере токарного прямого проходного резца. Токарный резец состоит из двух частей (рис. 1) – рабочей части и стержня (корпуса). Стержень предназначен для крепления резца на станке. Рабочая часть характеризуется поверхностями, кромками и вершинами. Передняя поверхность (ПП) при резании контактирует со срезаемым слоем заготовки и стружкой. Главная задняя поверхность (ГЗП) обращена к срезу обрабатываемой поверхности заготовки. Вспомогательная задняя поверхность обращена к обработанной поверхности заготовки. Следует отметить, что стружка сходит только по передней поверхности, задние поверхности не участвуют в процессе резания, а только контактируют с поверхностями заготовки. Пересечение передней поверхности с главной задней поверхностью образует главную режущую кромку (ГРК), а с вспомогательной задней – вспомогательную режущую кромку. Вершина резца – это место пересечения главной и вспомогательной режущих кромок.
Выбор режущего инструмента для точения начинается с анализа поставленной задачи. В первую очередь необходимо выбрать тип резца. Тип резца выбирают в зависимости от формы обрабатываемой поверхности. На рис. 2 показаны основные типы токарных резцов и поверхности изделия, получаемые в результате обработки этими резцами.
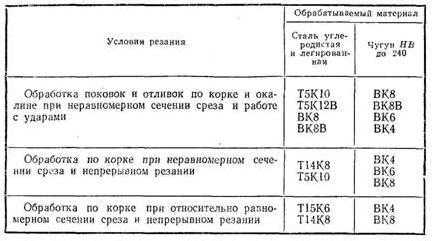
После выбора типа резца необходимо выбрать инструментальный материал и соответствующие параметры угловой геометрии инструмента. В приложении, в табл. 1 даны рекомендации по выбору марок твердого сплава рабочей части токарных резцов для точения заготовок из чугунов и конструкционных сталей. Материал режущей части инструмента выбирается в зависимости от вида точения и материала заготовки.
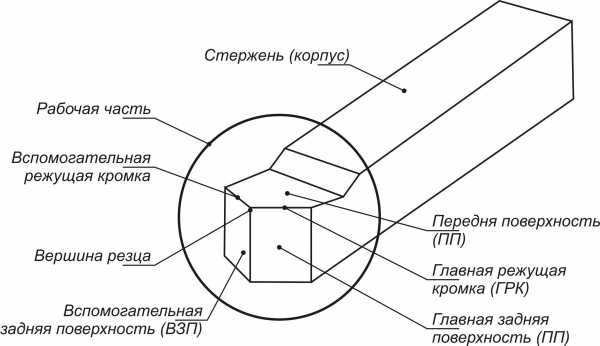
Рис. 1. Конструктивные части токарного резца
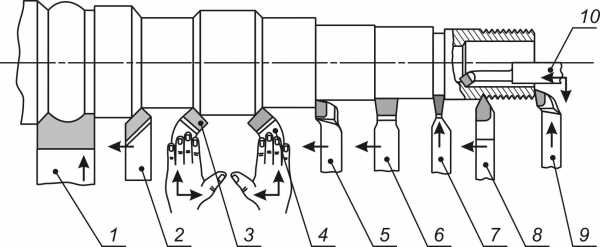
Рис. 2. Основные типы токарных резцов: 1 ‑ фасонный, 2 ‑ проходной прямой, 3, 4 ‑ проходной отогнутый, 5 ‑ проходной упорный, 6 ‑ для чистовой обработки, 7 ‑ отрезной, 8 ‑ резьбовой, 9 ‑ подрезной, 10 ‑ расточные
На рис. 3 показаны основные геометрические параметры проходного токарного резца, а в табл. 2 рекомендации по их выбору.
В заключение выбора режущего инструмента при точении определяют размеры крепежно-присоединительной части резцов. Для обработки заготовок на универсальных токарных станках обычно используют резцы определенного сечения крепежно – присоединительной части (державки) В×Н (рис. 3). При этом величина Н державки выбирается, исходя из необходимости установки резца по линии центров станка.
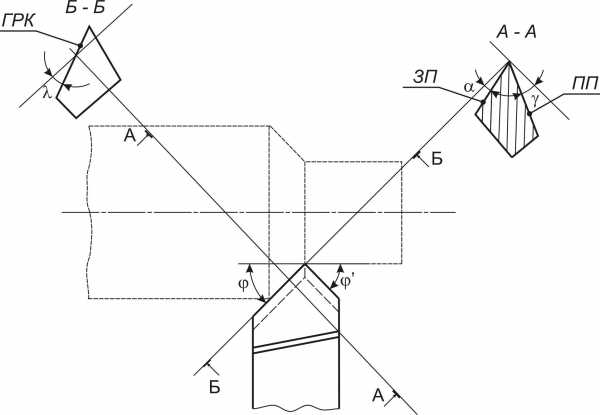
Рис. 3. Углы токарного проходного резца
Так как для решения всех вариантов задач в практической работе используется станок 16К20, у которого линия центров находится выше опорной поверхности резцедержателя на 25 мм, то целесообразно для всех резцов величину Н принимать равной 25 мм. Величину В следует принять равной 16 мм.
studfiles.net
Димон реф
СОДЕРЖАНИЕ
Введение……………………………………………………………………..3
СОДЕРЖАНИЕ
Введение……………………………………………………………………..3
Черновое обтачивание цилиндрических поверхностей………………….4
Резцы для чернового обтачивания…………………………………………4
Правые и левые резцы……………………………………………………..5
Элементы головки и углы твердосплавных резцов………………………6
Установка проходных резцов относительно линии центров станка..…10
Общие правила установки резца в резцедержателе…………………….11
Измерения при чистовой обработке……………………………………..14
Список использованной литературы…………………………………….24
Введение
Токарь — одна из важнейших профессий современного производства. Токарь должен уметь выполнять работы по чертежам, выбирать оптимальный порядок обработки деталей, проводить расчеты, связанные с выполнением сложных работ. Токарь, работающий на универсальном станке, изготавливает единичные детали, требующие особой точности обработки.
Резание металлов — один из способов механической обработки поверхности заготовки (или предварительно обработанной детали) путем снятия стружки для придания изделию требуемых формы, размеров, взаимного расположения и шероховатости его поверхностей. Обработку резанием точением изделий типа тел вращения выполняют на токарном станке, такими деталями являются, например, валы, зубчатые колеса, шкивы, кольца, муфты, гайки и др. Токарная обработка — обработка резанием при помощи режущих инструментов наружных (обтачивание) и внутренних (растачивание) поверхностей тел вращения (цилиндрических, конических, фасонных), а также спиральных и винтовых поверхностей. Процесс характеризуется вращательным движением заготовки (главное движение) и непрерывным поступательным движением режущего инструмента (движение подачи). Используемые режущие инструменты — резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др. Основные виды токарных работ — обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов, точение канавок, отрезка частей заготовки, обработка отверстий сверлением, зенкерованием, растачиванием, развертыванием, нарезание резьбы, полирование, накатывание рифлений. В процессе обработки резанием выполненный из твердого материала токарный резец при сближении с подлежащим обработке вращающимся изделием внедряется в его поверхностный слой и при движении вдоль вращающегося изделия режущей кромкой отделяет лишние
Черновое обтачивание цилиндрических поверхностей
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т.д. по правилам. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
Резцы для чернового обтачивания
Резцы для чернового обтачивания работают обычно при большом сечении стружки и часто при высокой скорости резания. Поэтому такой резец должен быть прочным, хорошо поглощать теплоту, образующуюся в процессе резания, и не терять твердости от нагревания во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые проходными, изображены на рис. 1. Прямые проходные резцы (рис. 1, а и б, отличающиеся друг от друга лишь формой твердосплавной пластинки) изготовляются с главным углом в плане угол = 45, 60 и 75°. Отогнутые проходные резцы (рис. 1, в), обычно штампованные, сложнее в изготовлении. Тем не менее, они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 2) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90°, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей.
Рис. 1 – Проходные резцы, прямые (а, б) и отогнутый (в)
Рис. 2 – Проходные упорный резец; Рис. 3 – Левый (а) и правый (б) резцы
Быстрорежущие резцы по своей форме подобны твердосплавным резцам того же назначения, но отличаются от них, как это будет показано ниже, величинами углов и другими элементами головки.
Правые и левые резцы
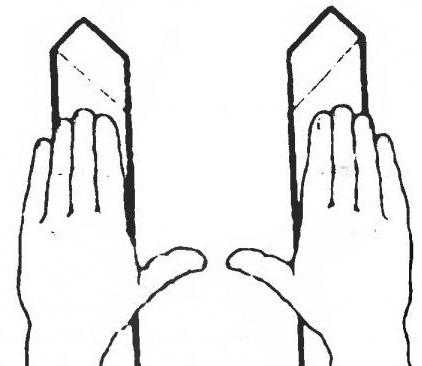
По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис. 3, б). На токарных станках эти резцы работают при подаче справа налево, т.е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 3, а). Материалы, применяемые для проходных резцов
Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 1.
Таблица 1 – Основные марки твёрдых сплавов для черновой обработки стали и чугуна
С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
Элементы головки и углы твердосплавных резцов
Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий. Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 2.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s < 0,2 мм/об. Форма II передней поверхности используется при обработке ковкого чугуна, стали и стального литья с с бв 80 кгс/мм2, а также и с бв > 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с бв 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с бв > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с бв 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл. 3.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°. Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей
жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°. Вспомогательный угол в плане ф1 при черновой обработке принимается равным 5—20°, а иногда и больше. Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°. Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12×12 мм и менее) сечении резца, большие — при резце сечения 25×25 мм и более.
Таблица 2 – Основные виды форм передней поверхности твёрдосплавных резцов
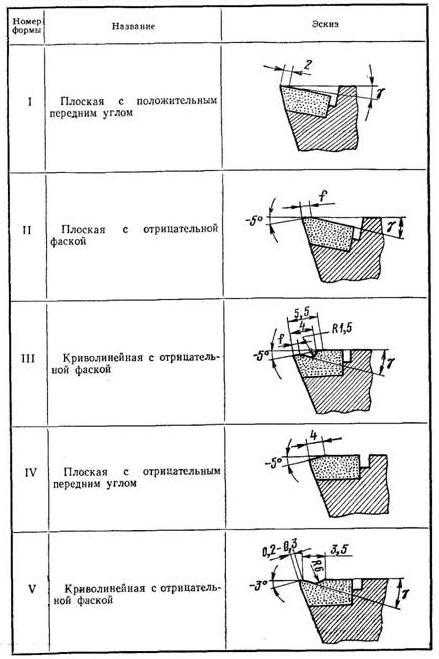
Таблица 3 – Передние углы твёрдосплавных резцов
Рис. 4 – Проходные резцы без дополнительной режущей кромки (а) и с дополнительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 4, а), так и с дополнительной режущей кромкой (рис. 4, б). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.Форма передней поверхности, углы и другие элементы быстрорежущих резцовФорма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.4 и в соответствии с общими соображениями, приведенными ниже.
Таблица 4 – Формы передней поверхности быстрорежущих резцов
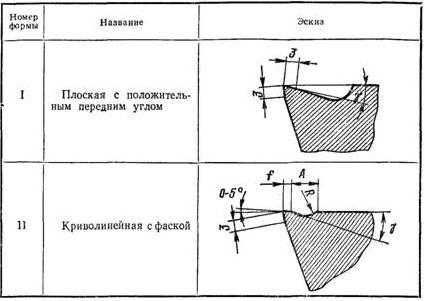
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с бв 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Таблица 5 – Значения радиуса закругления при вершине, элементов радиусной лунки и размеров фаски резца
Рис. 5 – Изменение углов резца в зависимости от положения его вершины относительно линии центров станка
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r, элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 5. При обработке легких сплавов ширина фаски / принимается равной нулю.
Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 5, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
Общие правила установки резца в резцедержателе
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.Некоторые особенности работы твердосплавными резцами с отрицательными передними углами.Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
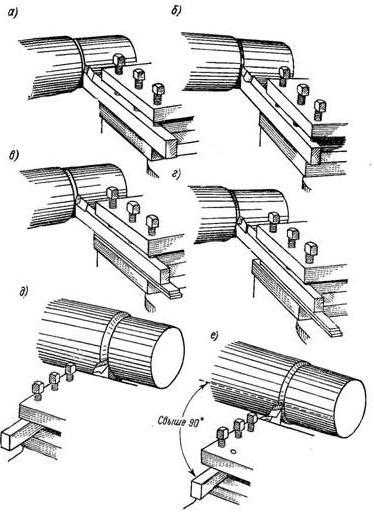
Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно. Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Рис 11 – Штангенциркуль типа ШЦ-1
Рис 12 – Отсчет показаний штангенциркуля
Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки 2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм. Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым
Измерения при чистовой обработке
Измерение деталей в этом случае производится точным штангенциркулем или микрометром. Точные штангенциркули изготовляются с величиной отсчета по нониусу 0,05 или 0,02 мм.Штангенциркуль с величиной отсчета 0,05 мм изображен на рис. 93. Подвижная рамка его состоит из двух частей — собственно рамки 3 с губкой и добавочного ползунка 6, при помощи которого производится точная установка штангенциркуля. Освободив винты 1 и 2, закрепляющие подвижную рамку и ползунок на штанге штангенциркуля, грубо устанавливают штангенциркуль на требуемый размер; рамка 3 и ползунок 6 перемещаются при этом вместе. Затем ползунок 6 закрепляют винтом 2 и при помощи микрометрического винта 4, вращая накатанную гайку 5, точно устанавливают штангенциркуль. Закрепив винт 1, читают полученный размер.
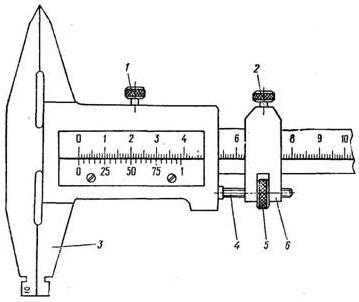
Рис. 17 – Точный штангенциркуль типа ШЦ-2
Нониус рассматриваемого штангенциркуля имеет 20 делений, каждое из которых при отсчете принимается за пять. Поэтому цифра 25 нанесена на нониус против 5-го штриха, цифра 50 против 10-го и т. д. Таким образом, 1-й штрих нониуса дает 5-е деление, 4-й — 20-е, 1-й после 25-го — 30-е деление и т.д. Все 20 делений нониуса равны 39 делениям штанги, т. е. 39 мм, так что каждое его деление равно 39/20 =195/100= 1,95 мм. Вследствие этого никакие два или более штрихов нониуса не могут одновременно совпадать со штрихами шкалы штанги. Исключение составляют нулевой и самый последний штрихи нониуса, которые одновременно совпадают со штрихами шкалы штанги. Отсчет показания штангенциркуля при таком положении нониуса производится только по нулевому штриху, но не по последнему.
Рис 18 – Отсчет показаний точного штангенциркуля
В тот момент, когда 1-й штрих нониуса (после нулевого) точно совпадает со 2-м штрихом шкалы штанги, расстояние между измерительными поверхностями ножек штангенциркуля составит 2 — 1,95 = 0,05 мм. Если 2-й штрих нониуса совпадает со штрихом штанги, показание штангенциркуля составляет 4—2х1,95 = 4— —3,9 = 0,1 мм. Если рамку сдвинуть еще немного так, чтобы со штрихом штанги совпал 3-й штрих нониуса, расстояние между измерительными поверхностями будет 0,15 мм. Таким образом, совпадение каждого последующего штриха добавляет 0,05 мм, что кратно обозначениям на шкале нониуса.
Совпадение нулевого штриха нониуса с 1-м штрихом шкалы штанги соответствует расстоянию между измерительными поверхностями губок, равному 1 мм, с 10-м штрихом — расстоянию 10 мм и т. д. Следовательно, число делений шкалы штанги, пройденных нулевым штрихом нониуса, показывает число целых миллиметров, а совпадение соответствующего штриха нониуса с каким-либо штрихом штанги дает сотые доли миллиметров. Например, показание штангенциркуля на рис. 18, а составляет 0,35 мм; на рис. 94, б изображено показание штангенциркуля, равное 1,35 мм, и на рис. 94, в — равное 12,85 мм. Микрометр, показанный на рис. 19, устроен следующим образом. В левом конце дуги 1 запрессована пятка 2. Другой конец дуги имеет гильзу 5, внутри которой расположена направляющая втулка 6 с внутренней резьбой. На правом конце гильзы сделан надрез и нарезана коническая резьба, на которую навертывается накатанная гайка 8. Посредством этой гайки обеспечивается плавное перемещение шпинделя 3 в направляющей втулке 6 и устраняется зазор в резьбовом соединении шпинделя с направляющей втулкой, получающийся вследствие износа резьбы. Гильза 5 охватывается барабаном 7, соединенным (коническое сопряжение) со шпинделем 3 посредством колпачка 9. При вращении шпинделя за накатанную втулку 10 он перемещается в осевом направлении до тех пор, пока левый конец его не коснется поверхности измеряемой детали, прижатой противоположной стороной к пятке 2. Винтом 13 втулка 10 удерживается на шпинделе микрометра. Во втулке имеется отверстие, котором расположен заостренный штифт 11. Этот штифт под действием пружины 12 прижимается к зубьям 1 на торцовой поверхности колпачка 9. Благодаря такому устройству, называемому трещоткой, перемещение шпинделя, вращаемого за втулку 10, в осевом направлении прекращается, как только усилие, с которым он прижимается к детали, достигнет определенной для данного микрометра величины
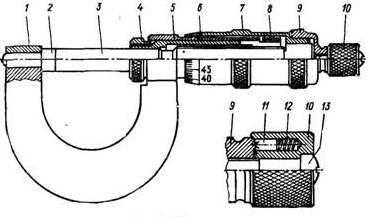
Рис. 19 – Микрометр
В этот момент заостренный конец штифта 11 будет проскакивать по зубьям на колпачке 9, чем и обеспечивается постоянство измерительного усилия. Посредством гайки 4, навертываемой на левый надрезанный конец втулки 6, шпиндель микрометра может быть закреплен в выбранном положении.
Рис 20 – Отсчет показаний микрометра
Для производства отсчета по микрометру на гильзе 5 имеется продольная риска, около которой перпендикулярными ей штрихами нанесены деления. Каждое деление, отмеченное штрихом, равно 1 мм. Штрихи, нанесенные по другую сторону продольной риски (рис. 20), смещены относительно первой шкалы на 0,5 мм. Резьба на шпинделе микрометра имеет такой шаг, что за один полный оборот он перемещается на 0,5 мм, т. е. на одно маленькое (между верхним и нижним штрихами) деление.
Левый конец барабана микрометра представляет собой конус, причем на поверхности конуса нанесено 50 делений. Так как один полный оборот шпинделя 3 дает продольное перемещение его на 0,5 мм, то поворот барабана на одно деление шкалы, нанесенной на его коническом конце, вызывает продольное перемещение шпинделя на 0,5/50=1/100 мм.
Когда шпиндель микрометра подведен к его пятке, конец барабана совпадает с нулевым штрихом шкалы, нанесенной на гильзе, а нулевой штрих барабана — с продольной риской. После поворота барабана на один полный оборот раствор микрометра будет равен 0,5 мм. Сообщив барабану еще один полный оборот, мы будем иметь расстояние между пяткой и шпинделем, равное 1 мм. Если конец барабана пройдет несколько нижних делений шкалы, нанесенной на гильзе, но не дойдет до ближайшего верхнего штриха, показывающего половины миллиметров, и будет остановлен в этом положении, то штрих барабана, совпадающий в этот момент с продольной риской гильзы, покажет, сколько сотых долей миллиметра прошел шпиндель микрометра сверх целого миллиметра.
На рис. 20, а изображено положение барабана, при котором микрометр показывает 6,34 мм. Если барабан будет повернут еще на полный оборот, то с продольной риской гильзы совпадет тот же 34-й штрих шкалы барабана. Но кромка последнего уже пройдет верхний штрих шкалы гильзы (рис. 20, б), и микрометр будет показывать теперь 6,84 мм.
Микрометр, изображенный на рис. 19, служит для измерения в пределах от 0 до 25 мм. Микрометры изготовляются также с пределами измерений от 25 до 50 мм, от 50 до 75 мм и т. д. до 600 мм. Микрометры, применяемые для измерения больших диаметров, отличаются от рассмотренного размерами и конструкцией дуги.
Из приведенного описания устройства микрометра видно, что точность отсчета по микрометру равна 0,001 мм. Но оценивая на глаз интервал между штрихами шкалы барабана, можно повысить точность отсчета до 0,005 мм. Учитывая же неизбежные погрешности, получающиеся вследствие не вполне правильного положения микрометра во время измерения и других причин, погрешность измерения микрометром следует считать в пределах ±0,01 мм.
При измерении мелких деталей микрометр находится в правой руке (рис. 21, а). Микрометр прижимают мизинцем или безымянным пальцем к ладони, а большим и указательным пальцами вращают барабан или головку трещотки. Измеряя деталь сравнительно больших размеров, микрометр держат левой рукой у пятки (рис. 21, б), а правой поддерживают его, вращая пальцами этой руки барабан или трещотку.
Рычажный микрометр устроен аналогично, но имеет дополнительное устройство, встроенное в корпус, с помощью которого точность отсчета повышается до 0,002 мм. В токарной практике такими микрометрами следует пользоваться лишь в исключительных случаях, при необходимости достижения точности выше 0,020 мм.
Проверка диаметров деталей, изготовляемых в условиях взаимозаменяемости, производится предельными скобами (рис. 22). Жесткая скоба (рис. 22, а) имеет два постоянных размера, обозначенных на рисунке ПР и НЕ, соответствующих наибольшему и наименьшему допустимым (предельным) диаметрам проверяемой поверхности детали.
Рис 21 – Измерение детали микрометром
Рис 22 – Предельные скобы
Измерительные губки 4 и 5 регулируемой предельной скобы (рис. 22, б) устанавливаются на требуемый размер посредством винтов 2 и 3 и закрепляются винтами 1. Губка 6, прикрепленная к корпусу винтами 7 и 8, постоянная. Расстояние между губками 5 и 6 соответствует наибольшему, а между 4 и 6 — наименьшему предельному диаметру детали. Губки 5 и 6 образуют между собой проходную сторону скобы, обозначаемую ПР. Губки, установленные по наименьшему предельному размеру, не должны проходить через деталь, даже если она имеет наименьший размер. Эти губки образуют непроходную сторону скобы, обозначаемую НЕ.
При проверке детали скобой нельзя применять больших усилий. Проходная сторона должна проходить через деталь под действием собственного веса скобы.
Отметим, что при чистовой обработке деталей, так же как при черновом обтачивании, сокращение продолжительности обработки может быть достигнуто использованием лимбов винтов суппорта.
Точность размеров и шероховатость поверхностей, получаемых при чистовом обтачивании. Точность размеров при чистовой обработке достигается в пределах классов 2а—За, а иногда и выше, шероховатость — в пределах 5—6-го классов чистоты, а в некоторых случаях выше. Для достижения таких результатов обязательными условиями являются исправность станка, тщательность его настройки и определенные навыки токаря.
Рис 23 – Приемы полирования абразивным полотном
Полирование производится при быстро вращающейся детали (60—70 м/мин). Деталь иногда значительно нагревается, особенно когда применяется жимок. Поэтому необходимо внимательно следить за задним центром, постоянно смазывать его и время от времени проверять, насколько туго он зажат. Слишком сильный нажим центра при ручных работах допускать нельзя.
studfiles.net
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные – для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
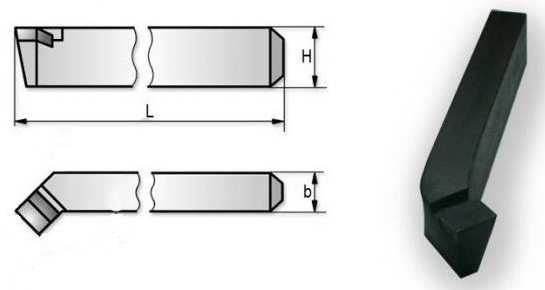
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.
В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
fb.ru
|
1.Резцы токарные проходные отогнутые, основные размеры из быстрорежущей стали ГОСТ 18868-73 |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 1
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
с пластинами из твердого сплава ГОСТ 18877-73 |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 2
| |||||||||||||||||||||||||||||||||||||||||||||||||
|
2. Резцы токарные проходные прямые с углом в плане φ равном 45, 60, и 75°, ГОСТ 18878-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 3
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
3. Резцы токарные проходные упорные, ГОСТ 18879-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Угол врезки пластины 10˚ Таблица 4
Угол врезки 0˚ Таблица 5
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
4. Резцы подрезные отогнутые, ГОСТ 18880-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Угол врезки пластины 10˚ Таблица 6
Угол врезки пластины 0˚ Таблица 7
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
5.Резцы токарные подрезные с пластинами типа 43, ГОСТ 2379-77, |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 8
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
6. Резцы токарные расточные для обработки сквозных отверстий, ГОСТ 18882-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 9
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 10
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
7. Резцы токарные расточные для обработки глухих отверстий, ГОСТ 18883-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 11
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 12
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
8. Резцы токарные резьбовые для нарезания наружной резьбы, ГОСТ 18876-73, основные размеры. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 13
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
9. Резцы токарные резьбовые для нарезания резьбы в отверстиях ГОСТ 18885-73, основные размеры |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Резцы типа 2 для метрической резьбы с углом в плане 60˚ Таблица 14
Резцы типа 4 для трапецеидальной резьбы с углом в плане 30˚ |
|||||||||||||||||||||||||||||||||||||||||||||||||
tmetall.narod.ru