Ra и rz соотношение – Соотношение значений параметров Ra, Rz, Rmax и базовой длины
alexxlab | 19.12.2020 | 0 | Вопросы и ответы
Соотношение параметров Ra, Rz и базовой длины l
Rz, мкм | Ra, мкм | l, мм |
До 0,10 | До 0,025 | 0,08 |
Св. 0,10-1,6 | Св. 0,025-0,4 | 0,25 |
1,6-12,5 | 0,4-3,2 | 0,8 |
12,5-50 | 3,2-12,5 | |
50-400 | 12,5-50 | 8 |
Числовые значения шаговых параметров нормируются в миллиметрах и приведены в таблице 4.4.
Таблица 4.4
Средний шаг неровностей профиля Sm и средний шаг местных выступов профиля s, мм
– | 10,0 | 1,00 | 0,100 | 0,010 |
– | 8,0 | 0,80 | 0,080 | 0,008 |
– | 6,3 | 0,63 | 0,063 | 0,006 |
– | 5,0 | 0,50 | 0,050 | 0,005 |
– | 4,0 | 0,40 | 0,040 | 0,004 |
– | 3,2 | 0,32 | 0,032 | 0,003 |
– | 2,5 | 0,25 | 0,025 | 0,002 |
– | 2,0 | 0,20 | 0,020 | – |
– | 1,60 | 0,160 | 0,0160 | – |
12,5 | 1,25 | 0,125 | 0,0125 | – |
Качественные параметры
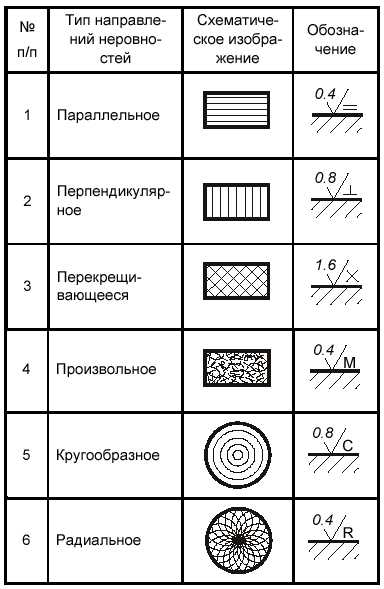
В ответственных случаях, когда это необходимо по условиям работы детали или сопряжения, устанавливаются дополнительные требования к направлениям неровностей и виду обработки. Тип направления неровностей шероховатости поверхности выбирается из табл. 4.5.
Таблица 4.5
Тип направления неровностей шероховатости
№ п/п | Тип направлений неровностей | Схематическое изображение | Обозначение |
1. | Параллельное | | |
2. | Перпендикулярное | | |
3. | Перекрещивающееся | | |
4. | Произвольное | | |
5. | Кругообразное | | |
6. | Радиальное |  | |
7. | Точечное |




4.3. Нанесение обозначений шероховатости поверхности на чертежах изделий
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Числовые значения параметров шероховатости указываются после соответствующего символа, например, Rz50,Rmax100,Ra3,2.
Требования к шероховатости указывают тремя способами.
1. Устанавливается наибольший предел, который не должна превышать действительная шероховатость, например, Rz 32.
2. Указывается диапазон значений параметра шероховатости поверхности, в котором должно находиться действительное его значение. Для этого приводят пределы значения параметра, размещая их в две строки. В верхней строке приводят значение параметра, соответствующее более грубой шероховатости, например:
Ra1,6 | Rz0,80 | Rmax0,8 | t5050 | |
0,4 | 0,32 | 0,4 | 70 | и т.д. |
3. Приводится номинальное значение параметра шероховатости с предельными отклонениями. Отклонения указываются в процентах от номинального значения, при этом значения выбираются 10, 20, и 40% и могут быть симметричными или односторонними, например: Rz6,3+20%, Sm0,6340% и т.д.
На рис. 4.4 приведена структура обозначения шероховатости поверхности и показан порядок записи ее параметров.
Если параметры шероховатости и способ обработки при использовании знака не указывают, то знак изображается без полки.
Пример обозначения параметров шероховатости поверхности приведен на рис. 4.5.
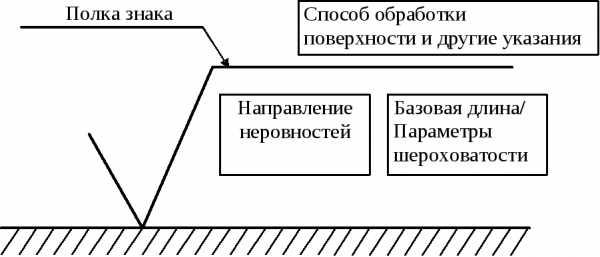
Рис. 4.4. Структура обозначения шероховатости поверхности
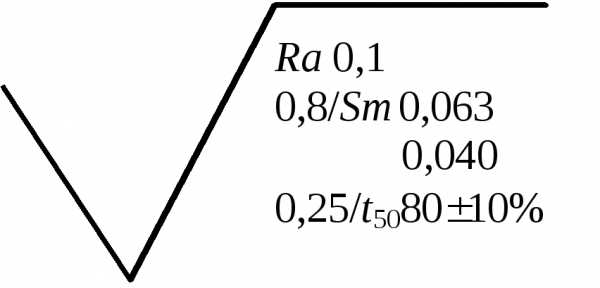
Рис. 4.5. Пример обозначения параметров шероховатости
На рис. 4.5 нормируются следующие параметры: параметр высоты неровностей профиля
В табл. 4.6 приведены примеры применения знаков шероховатостей на чертежах деталей машин.
Таблица 4.6
studfiles.net
Соотношение параметров Ra, Rz и базовой длины l
Rz, мкм | Ra, мкм | l, мм |
| До 0,10 | До 0,025 | 0,08 |
| Св. 0,10-1,6 | Св. 0,025-0,4 | 0,25 |
| 1,6-12,5 | 0,4-3,2 | 0,8 |
| 12,5-50 | 3,2-12,5 | 2,5 |
| 50-400 | 12,5-50 | 8 |
Числовые значения шаговых параметров нормируются в миллиметрах и приведены в таблице 4.4.
Таблица 4.4
Средний шаг неровностей профиля Sm и средний шаг местных выступов профиля s, мм
– | 10,0 | 1,00 | 0,100 | 0,010 |
– | 8,0 | 0,80 | 0,080 | 0,008 |
– | 6,3 | 0,63 | 0,063 | 0,006 |
– | 5,0 | 0,50 | 0,050 | 0,005 |
– | 4,0 | 0,40 | 0,040 | 0,004 |
– | 3,2 | 0,32 | 0,032 | 0,003 |
– | 2,5 | 0,25 | 0,025 | 0,002 |
– | 2,0 | 0,20 | 0,020 | – |
– | 1,60 | 0,160 | 0,0160 | – |
12,5 | 1,25 | 0,125 | 0,0125 | – |
Качественные параметры
В ответственных случаях, когда это необходимо по условиям работы детали или сопряжения, устанавливаются дополнительные требования к направлениям неровностей и виду обработки. Тип направления неровностей шероховатости поверхности выбирается из табл. 4.5.
Таблица 4.5
Тип направления неровностей шероховатости
| № п/п | Тип направлений неровностей | Схематическое изображение | Обозначение |
| 1. | Параллельное | ||
| 2. | Перпендикулярное | ||
| 3. | Перекрещивающееся | ||
| 4. | Произвольное | ||
| 5. | Кругообразное | ||
| 6. | Радиальное | ||
| 7. | Точечное |
4.3. Нанесение обозначений шероховатости поверхности на чертежах изделий
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Числовые значения параметров шероховатости указываются после соответствующего символа, например, Rz50,Rmax100,Ra3,2.
Требования к шероховатости указывают тремя способами.
1. Устанавливается наибольший предел, который не должна превышать действительная шероховатость, например, Rz 32.
2. Указывается диапазон значений параметра шероховатости поверхности, в котором должно находиться действительное его значение. Для этого приводят пределы значения параметра, размещая их в две строки. В верхней строке приводят значение параметра, соответствующее более грубой шероховатости, например:
Ra1,6 | Rz0,80 | Rmax0,8 | t5050 | |
0,4 | 0,32 | 0,4 | 70 | и т.д. |
3. Приводится номинальное значение параметра шероховатости с предельными отклонениями. Отклонения указываются в процентах от номинального значения, при этом значения выбираются 10, 20, и 40% и могут быть симметричными или односторонними, например: Rz6,3+20%, Sm0,6340% и т.д.
На рис. 4.4 приведена структура обозначения шероховатости поверхности и показан порядок записи ее параметров.
Если параметры шероховатости и способ обработки при использовании знака не указывают, то знак изображается без полки.
Пример обозначения параметров шероховатости поверхности приведен на рис. 4.5.
Рис. 4.4. Структура обозначения шероховатости поверхности Рис. 4.5. Пример обозначения параметров шероховатостиНа рис. 4.5 нормируются следующие параметры: параметр высоты неровностей профиля Rа не более 0,1 мкм, значение базовой длины l=0,25 мм соответствует стандартным требованиям и не указывается в обозначении; средний шаг неровностей профиля Sm должен находиться в пределах от 0,63 до 0,040 мм на базовой длине l=0.8 мм; относительная опорная длина профиля на 50%-ном уровне сечения должна находиться в пределах 8010% на базовой длине l=0,25 мм.
В табл. 4.6 приведены примеры применения знаков шероховатостей на чертежах деталей машин.
Таблица 4.6
helib.ru
инженер поможет – Шероховатость поверхности Ra и Rz
Неравномерность обрабатываемой поверхности является результатом процесса обработки, включая выбор инструмента; подача и скорость инструмента; геометрия машины; и условий окружающей среды.
Эта нерегулярность состоит из высоких и низких пятен, обработанных на поверхности с помощью инструментального долота или шлифовального круга. Эти пики и долины можно измерить и использовать для определения условия, а иногда и характеристик поверхности.
Существует более 100 способов измерения поверхности и анализа результатов, но наиболее общим измерением метки, сделанной инструментом, или текстурой поверхности, является измерение шероховатости. Для разных сторон, участвующих в производстве, нередко используются разные методы измерения шероховатости. В этой колонке мы поговорим только о двух из многих методов измерения шероховатости, о том, как преобразовать эти два метода и как избежать проблем, вызванных неизбежным использованием более одного измерения шероховатости.
В Северной Америке наиболее распространенным параметром поверхности поверхности является средняя шероховатость (Ra). Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии на всей поверхности в пределах длины выборки. Ra усредняет все пики и долины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты. Это простой и эффективный метод контроля текстуры поверхности и обеспечения согласованности в измерении нескольких поверхностей.
В Европе более распространенным параметром для шероховатости является средняя глубина шероховатости (Rz). Rz рассчитывается путем измерения вертикального расстояния от самого высокого пика до самой низкой долины в пределах пяти выборок, а затем усреднения этих расстояний. Rz усредняет только пять наивысших пиков и пять самых глубоких долин, поэтому крайности оказывают гораздо большее влияние на конечное значение. На протяжении многих лет метод вычисления Rz изменился, но символ Rz не изменился. В результате все еще используются три разных Rz-расчета, и очень важно знать, какой расчет определяется перед проведением измерения. В современной мировой экономике обрабатываемые детали производятся и поставляются по всему миру. В результате, инженеры по производству и контролю качества часто вынуждены решать, принимать или не принимать участие, когда требования к печати не согласуются с измерением на поверхностных измерителях в местном объекте.
Некоторые инженеры по контролю качества могут даже предположить, что если часть проверена и передана с использованием доступного параметра, эта часть также проведет другие проверки. В этих случаях инженеры предполагают постоянную корреляцию или соотношение между различными параметрами. Если бы не было иного выбора, кроме как принять некоторые предположения, есть эмпирические правила, которые могут помочь устранить путаницу и преобразовать Ra в Rz или Rz в Ra.
Если производитель указывает и принимает параметр Rz, но клиент использует параметр Ra, использование диапазона отношений для Rz-to-Ra = 4-to-1 to 7-to-1 является безопасным преобразованием. Однако, если Ra используется в качестве критериев принятия производителем, но клиент принимает Rz для оценки детали, тогда коэффициент конверсии будет намного выше, чем 7-к-1, возможно, до 20-к-1. Имейте в виду, что фактическая форма профиля детали окажет значительное влияние на эти отношения. Общение в начале проекта может избежать большинства сюрпризов. Ориентировочные, а иногда и сомнительные сравнения можно избежать, развивая понимание того, что именно означает параметр для печати, и как различные стороны, участвующие в производственном плане, проверяют текстуру поверхности.
Лучший способ для тех, кто участвует в производстве, соглашаться с параметрами измерения, – это иметь оборудование для оценки производительности как на заводе-изготовителе, так и на клиенте, делая одну и ту же проверку с использованием того же метода. Если производитель или заказчик используют коэффициенты конверсии, то обе стороны должны знать об использовании коэффициента и быть комфортным с последствиями.
engcrafts.com
2. Параметры шероховатости Ra, Rz, Rmax. Примеры применения этих параметров для нормирования шероховатости поверхности.
ГОСТ 2789-73* установлены следующие параметры шероховатости (см. рис. 3.13).
Среднее арифметическое отклонение профиля
 – это среднее арифметическое из
абсолютных значений отклонений профиля
в пределах базовой длины:
– это среднее арифметическое из
абсолютных значений отклонений профиля
в пределах базовой длины:
 ,
где l – базовая длина; y – отклонение профиля (расстояние между
любой точкой профиля и базовой линией m–m).
,
где l – базовая длина; y – отклонение профиля (расстояние между
любой точкой профиля и базовой линией m–m).
При дискретном способе обработки профилограммы параметр рассчитывают по формуле:
 ,
. где
,
. где  – измеренные отклонения профиля в
дискретных точках;
– измеренные отклонения профиля в
дискретных точках;
 –число
измеренных дискретных отклонений на
базовой длине.
–число
измеренных дискретных отклонений на
базовой длине.
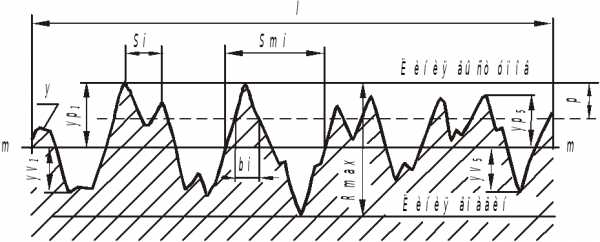
Рис. 3.13
2.
Высота неровностей профиля по десяти
точкам  – сумма средних абсолютных значений
высот пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины.
– сумма средних абсолютных значений
высот пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины.
 ,
где
,
где  –
высота i-го
наибольшего выступа профиля;
–
высота i-го
наибольшего выступа профиля;
 –глубина i-й
наибольшей впадины профиля.
–глубина i-й
наибольшей впадины профиля.
3.
Наибольшая высота неровностей профиля  – расстояние между линией выступов
профиля и линией впадин профиля в
пределах базовой длины (см. рис. 3.13).
– расстояние между линией выступов
профиля и линией впадин профиля в
пределах базовой длины (см. рис. 3.13).
4.
Средний шаг неровностей профиля  – среднее значение шага неровностей
профиля в пределах базовой длины (см.
рис. 3.13).
– среднее значение шага неровностей
профиля в пределах базовой длины (см.
рис. 3.13).
5. Средний шаг местных выступов S – среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис. 3.13).
6.
Относительная опорная длина профиля  – отношение опорной длины профиля к
базовой длине:
– отношение опорной длины профиля к
базовой длине:
 ,
где
,
где  – опорная длина профиля (сумма длин
отрезков, отсекаемых на заданном уровне
– опорная длина профиля (сумма длин
отрезков, отсекаемых на заданном уровне  в материале профиля линией, эквидистантной
средней линии в пределах базовой длины).
в материале профиля линией, эквидистантной
средней линии в пределах базовой длины).
Пример 1
На
чертеже детали задан размер Ø.
Определить параметр шероховатости  .
.
Решение
Допуск
размера IT = 16 мкм.
Параметр  = 0,33∙IT = 0.33∙16 = 5,3
мкм. Параметр
= 0,33∙IT = 0.33∙16 = 5,3
мкм. Параметр  = 0.2∙
= 0.2∙ = = 0.2∙5.3 =
1.06 мкм. Для нанесения на чертеже детали
принимаем
= = 0.2∙5.3 =
1.06 мкм. Для нанесения на чертеже детали
принимаем  = 0.8 мкм.
= 0.8 мкм.
Пример 2
На чертеже детали
заданы Ø,
допуск радиального биения ТР = 9 мкм и
отклонение от цилиндричности ТF
= 4 мкм. Определить параметр шероховатости  .
.
Решение
Допуск
размера IT = 13 мкм, поэтому параметр  = 0.5 ТF = 0.5∙4 = 2 мкм.
Параметр
= 0.5 ТF = 0.5∙4 = 2 мкм.
Параметр  = 0.2∙
= 0.2∙ =
0.2∙2 = 0.4 мкм. Для нанесения на чертеже
детали принимаем
=
0.2∙2 = 0.4 мкм. Для нанесения на чертеже
детали принимаем  = 0.4 мкм.
= 0.4 мкм.
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности показана на рис. 3.15.
Рис. 3.15
Для обозначения на чертежах шероховатости поверхности применяют знаки, приведенные на рис. 3.16.
Числовые
значения параметров шероховатости
указываются после соответствующего
символа ( ,
,  ),
кроме значений параметра
),
кроме значений параметра  ,
который проставляется без символа (см.
рис 3.16).
,
который проставляется без символа (см.
рис 3.16).

Рис. 3.16
Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 3.17.
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и знак шероховатости в скобках. Знак в скобках означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед скобками.

Рис. 3.17 Рис. 3.18
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раз больше, чем в обозначениях, нанесенных на изображении (рис. 3.18).
Пример указания шероховатости поверхности приведен на рис. 3.19.
Рис. 3.19
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
параметр высоты неровностей профиля,
параметр шага неровностей профиля,
относительная опорная длина профиля.
В обозначении указано (см. рис. 3.19):
1.
Среднее арифметическое отклонение
профиля  не более 0,1 мкм на базовой длине l = 0,25 мм (в
обозначении длина не указана, так как
соответствует значению, определенному
стандартом для данной высоты неровностей).
не более 0,1 мкм на базовой длине l = 0,25 мм (в
обозначении длина не указана, так как
соответствует значению, определенному
стандартом для данной высоты неровностей).
2.
Средний шаг неровностей профиля  должен находиться в пределах от 0,063 мм
до 0,04 мм
должен находиться в пределах от 0,063 мм
до 0,04 мм
на базовой длине l = 0,8 мм.
3. Относительная опорная длина профиля на 50%-ном уровне сечения должна находиться в пре-
делах на базовой длине l = 0,25 мм.
studfiles.net
Соотношение параметров Ra, Rmax, Rz и базовой длины
Обозначение шероховатости до 01.01.2005 г.
– Ra ≤ 0,32 мкм
– Rz ≤ 20 мкм
–Rmax ≤ 1 мкм
Ra ≤ 0,63 мкм;
Sm ≤ 0,06 мм на ℓ = 2,5 мм;
tр на уровне сечения р =50 % не менее 60% на базовой длине ℓ = 8мм;
Направление неровностей произвольное.
| Ra, мкм | Rz =Rmax мкм | ℓ, мм | Класс |
| до 0,025 | до 0,10 | 0,08 | 13 |
| св 0,025 до 0,4 | Св 0,10 до 1,6 | 0,25 | 8 -12 |
| Св 0,4 до 3,2 | Св 1,6 до 12,5 | 0,8 | 9 -5 |
| Св 3,2 до I2.5 | Св 12,5 до 50 | 2,5 | 5 – 3 |
| Св 12.5 до 100 | Св 50 до 400 | 3 -1 |
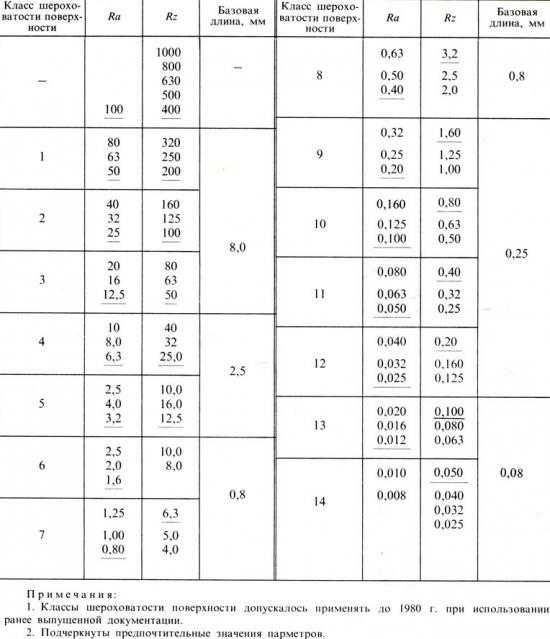
| Класс | Rz | Ra | Приборы Ra , мкм | Ra. Дополнительно рекомендуемое |
| 1 | 320 –160 | 80 – 40 | ||
| 2 | 160 – 80 | 40 – 20 | ||
| 3 | 80 – 40 | 20 – 10 | 12,5 | |
| 4 | 40 – 20 | 10 – 5 | 6,3 | |
| 5 | 20 – 10 | 5 – 2,5 | 3,2 | |
| 6 | 10 – 5 | 2,5 – 1,25 | 1,6 | |
| 7 | 6,3 – 3,2 | 1,25 – 0,63 | 0,8 | |
| 8 | 3,2 – 1,6 | 0,63 – 0,32 | 0,5 | 0,4 |
| 9 | 1,6 – 0,8 | 0,32 – 0,16 | 0,25 | 0,2 |
| 10 | 0,8 – 0,4 | 0,16 – 0,08 | 0,125 | 0,1 |
| 11 | 0,4 – 0,2 | 0,08 – 0,04 | 0,063 | 0,05 |
| 12 | 0,2 – 0,1 | 0,04 – 0,02 | 0,032 | 0,025 |
| 13 | 0,1 – 0,05 | Не нормир. | Не нормир. | Не нормир. |
| 14 | 0,05 – 0,025 | Не нормир. | Не нормир. | Не нормир. |
referat-4all.ru
Соотношение параметров Ra, Rmax, Rz и базовой длины
Стандартизация Соотношение параметров Ra, Rmax, Rz и базовой длины
Количество просмотров публикации Соотношение параметров Ra, Rmax, Rz и базовой длины – 151
| Наименование параметра | Значение |
| Тема статьи: | Соотношение параметров Ra, Rmax, Rz и базовой длины |
| Рубрика (тематическая категория) | Стандартизация |
Обозначение шероховатости до 01.01.2005 ᴦ.
– Ra ≤ 0,32 мкм
– Rz ≤ 20 мкм
–Rmax ≤ 1 мкм
Ra ≤ 0,63 мкм;
Sm ≤ 0,06 мм на ℓ = 2,5 мм;
tр на уровне сечения р =50 % не менее 60% на базовой длине ℓ = 8мм;
Направление неровностей произвольное.
| Ra, мкм | Rz =Rmax мкм | ℓ, мм | Класс |
| до 0,025 | до 0,10 | 0,08 | 13 |
| св 0,025 до 0,4 | Св 0,10 до 1,6 | 0,25 | 8 -12 |
| Св 0,4 до 3,2 | Св 1,6 до 12,5 | 0,8 | 9 -5 |
| Св 3,2 до I2.5 | Св 12,5 до 50 | 2,5 | 5 – 3 |
| Св 12.5 до 100 | Св 50 до 400 | 3 -1 |
Соотношение параметров Ra, Rmax, Rz и базовой длины – понятие и виды. Классификация и особенности категории “Соотношение параметров Ra, Rmax, Rz и базовой длины” 2014, 2015.
referatwork.ru
Шероховатость Ra и Rz – Станки
Деталь, даже тщательным образом обработанная, не может иметь абсолютно ровную поверхность. Она обязательно будет отличаться от той, что была задана чертежом. При этом отклонения бывают двух видов:
- Микрогеометрические
- Макрогеометрические
Микрогеометрические отклонения являются шероховатостью поверхности детали, а макрогеометрические – явное несоответствие форме, ее неровность.
Таким образом, шероховатость Ra и Rz является совокупностью неровностей на поверхности изделия или детали. Необходимо заметить и то, что по сравнению с базовой длиной шаг неровность крайне незначителен.
С помощью такой величины, как шероховатость, определяются эксплуатационные характеристики узлов и деталей. Именно поэтому она имеет большое значение в метрологии. Проверка может проводиться комплексно, путем сравнения элемента с эталоном или этапами. При этом каждый параметр будет рассматриваться отдельно.
Виды и параметры
Как и любая другая физическая величина, шероховатость обладает параметрами и может подразделяться на несколько разновидностей. Можно также осуществить перевод шероховатости Rz в Ra.
Среди основных видов можно выделить:
- Исходную шероховатость, появляющуюся в результате обработки поверхности абразивным материалом.
- Эксплуатационную шероховатость, которая приобретается в процессе трения и износа.
- Равновесную шероховатость, приобретенную при трении в стационарных условиях.
Номенклатура параметров шероховатости на основе ГОСТ 2789-73 может иметь следующий вид.
- Ra – показатель средне-арифметического значения профильного отклонения.
- Rz – показатель высоты неровностей профиля, снятый в 10 точках.
- S – выражает средний шаг местных выступов профиля;
- Sm – шаг неровности в среднем арифметическом значении;
- Rmax – максимальный показатель высота профиля;
- tp – относительный размер профиля (опорный), р – уровень сечения.
Для определения шероховатости может применяться несколько способов. Выбор того или иного зависит от конкретных условий. Существует также таблица шероховатостей Ra и Rz.
Щуповой метод
Такой метод является одним из контактных и осуществляется при наличии профилометра. У этого прибора присутствует датчик со специальной алмазной иглой. Главная задача иглы – перемещение по исследуемой поверхности и передача механических колебаний в местах выступов и впадин. Посредством датчика, полученная механическая энергия преобразуется в электрическую. После этого сигнал измеряется, это и есть показатель шероховатости поверхности детали.
Оптические методы
Помимо контактных, существуют и бесконтактные способы измерения неровностей. Наиболее распространенными можно назвать:
- Растровый;
- Метод светового и теневого свечения;
- Микроинтерференционный.
Метод слепков
В отличие от других методов, метод слепков дает возможность измерить неровность деталей в труднодоступных местах и деталей со сложной конфигурацией. Можно сказать, что этот вид является комплексным вариантом, включающим в себя уже описанные способы. Однако у него есть и некоторые особенности.
В ходе процедуры с поверхности детали снимаются негативные копии. При этом может использоваться гипс, парафин или воск.
Эти копии и будут впоследствии исследоваться с помощью уже описанных контактных и бесконтактных методов.
specural.com