Расчет длины заготовки при гибке металла – Расчет размеров заготовки при гибке
alexxlab | 17.09.2020 | 0 | Вопросы и ответы
Определение размеров заготовки при гибке
Определение размеров заготовки при гибке производится как развертка детали, при этом суммируются длины прямолинейных участков и длины закруглений, подсчитанных по нейтральному слою. Такие расчеты не представляют существенных затруднений. На практике при гибке особо сложных деталей рекомендуется получить их развертку опытным путем, так как не всегда удается точно подсчитать ее теоретически.
Различают два основных случая гибки: 1) по кривой определенного радиуса; 2) под углом закругления при r<0,3s.
Гибка по кривой определенного радиуса.
Для
определения длины заготовки можно
пользоваться способом развёртки детали,
основанном на том, что нейтральная линия
сохраняет при гибке свои первоначальные
размеры и расположена в местах закруглений
на расстоянии х
Для детали с одним перегибом при угле длина заготовки определяется по формуле
, (2.13)
где l1, l2 – длина прямолинейных участков загибаемого изделия, мм;
l0– длина нейтрального слоя закругленного участка, мм;
r – радиус закругления, мм;
– угол гибки, град;
х0– коэффициент, определяющий положение нейтрального слоя.
Для детали с несколькими углами длина заготовки определяется по формуле
(2.14)
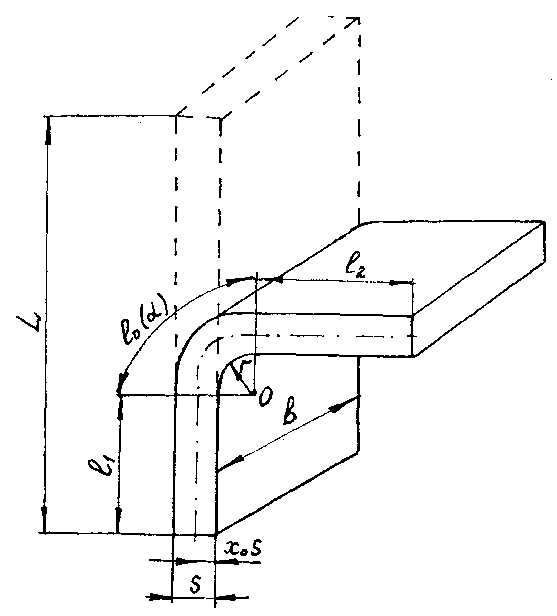
Рис. 2.4 Расчёт длинны заготовки
Для малых упругопластических деформаций, (при гибке заготовок с относительным радиусом закругления r/s>5) принимают, что нейтральный слой проходит по середине толщины полосы р(р0)=рср то есть его положение определяется радиусом кривизны р=r+s/2. А х0 находится по формуле:
(2.9)
Для значительных пластических деформаций, что имеет место при гибке заготовок с относительным радиусом закругления изгиб сопровождается уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон. В этих случаях радиус кривизны нейтрального слоя деформации следует определять по формуле:
(2.10)
Коэффициент утонения при гибке зависит от рода материала, относительного радиуса гибкии угла загиба. Расстояние нейтрального слоя от внутренней поверхности загибаемой заготовки при гибке широких полос находится по формуле
(2.12)
Значения коэффициентов ихо для гибки приводятся в справочниках.
Гибка под углом без закругления.
При гибке под углом без закруглений или с закруглениями очень малого радиуса (), что сопровождается значительным утонением металла в местах перегиба, для определения размера заготовки (рис.2.5) до гибки АБ и после гибки АВГ, пользуются методом равенства масс.
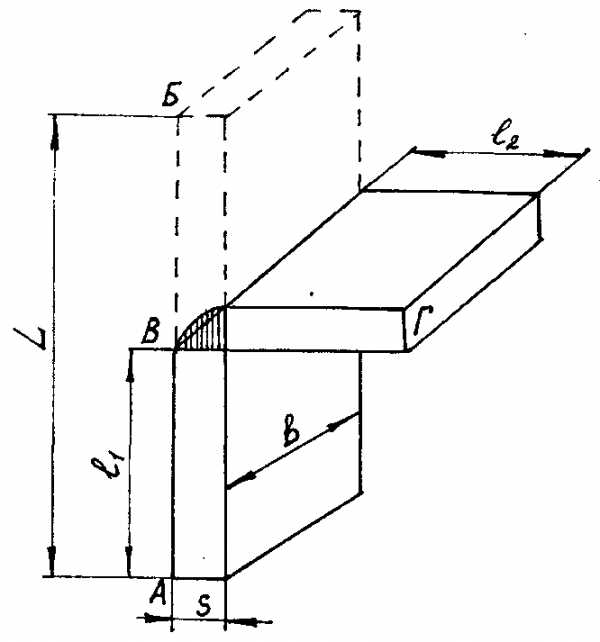
Рис.2.5 Расчет длины заготовки
На практике, пользуются следующей формулой:
, (2.20)
где L – длина заготовки;
– величина прибавки (припуска) материала на образование угла.
Обычно эта величина в зависимости от твердости и толщины материала принимается равной на каждый угол. При этом, чем мягче материал, тем меньше прибавка, и наоборот.
Длина заготовки для n прямых углов, может быть определена по формуле:
(2.21)
При последовательной гибке . При одновременной гибке углов, изгиб сопровождается растяжением материала в середине и по концам участков. В этом случае растяжение материала получается на большей части изгибаемой заготовки, так что здесь образование углов идет частично за счет растяжения материала прямых участков. Поэтому для этих случаев прибавку к длине заготовки рекомендуется брать вдвое меньше, чем при последовательной гибке, то есть принимать.
studfiles.net
Программа расчета длины развертки в Excel
Опубликовано 09 Июн 2013
Рубрика: Механика | 67 комментариев
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и…
…квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
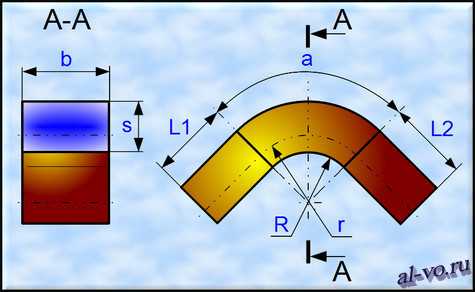
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.
Расчет развертки выполним в программе MS Excel.
В чертеже детали заданы: величина внутреннего радиуса R, угол a и длина прямолинейных участков L1 и L2. Вроде все просто – элементарная геометрия и арифметика. В процессе изгиба заготовки происходит пластическая деформация материала. Наружные (относительно пуансона) волокна металла растягиваются, а внутренние сжимаются. В середине сечения – нейтральная поверхность…
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
Я более склонен доверять классическим теориям. Для сечения прямоугольной формы по классическому сопромату нейтральный слой располагается на поверхности кругового цилиндра с радиусом r.
r = s/ln(1+s/R)
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
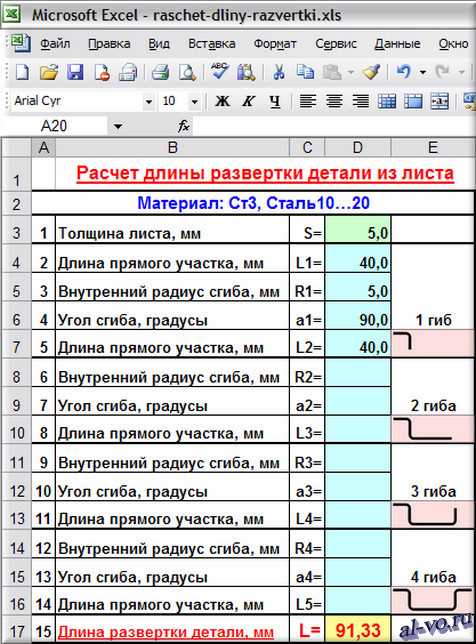
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.

1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D3: 5,0
2. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D4: 40,0
3. Внутренний радиус сгиба первого участка R1 в миллиметрах записываем
в ячейку D5: 5,0
4. Угол сгиба первого участка a1 в градусах пишем
в ячейку D6: 90,0
5. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D7: 40,0
6. Все, результат расчета — длина развертки детали L в миллиметрах
в ячейке D17: =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16
L = ∑(Li+3.14/180*ai*s/ln((Ri+s)/Ri)+L(i+1))
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе»: 11,33 мм – 100,0%
«По Анурьеву»: 10,60 мм – 93,6%
«По Рудману»: 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R1 в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе»: 19,37 мм – 100,0%
«По Анурьеву»: 18,65 мм – 96,3%
«По Рудману»: 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе»: 99,37 мм – 100,0%
«По Анурьеву»: 98,65 мм – 99,3%
«По Рудману»: 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов – направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит – уточните практическими опытами длину развертки на нескольких образцах. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для УВАЖАЮЩИХ труд автора — скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписная форма — чуть ниже и наверху страницы).
Для ОСТАЛЬНЫХ — можно скачать просто так…
Ссылка на скачивание файла: raschet-dliny-razvertki (xls 36,5KB).
Продолжение темы — в статье о К-факторе.
О расчете развертки при гибке труб и прутков читайте здесь.
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
al-vo.ru
8.3 Определение размеров и построение развертки детали
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рисунок 8.3.1).
Рисунок 8.3.1 Схема процесса гибки
В то же время средний слой заготовок – нейтральная линия – не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Таблица 8.3.1 Определение
размеров заготовки при гибке с закруглением (по радиусу)
Пример 1. На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.
Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
L=а + h+с+ π(r+t/2),
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
www.e-ope.ee
Расчет развертки листовой детали. Расчет длины развертки
§ 26. Общие сведения
Гибка – способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм – плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.

Гибка деталей – одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки – нейтральная линия – не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
Пример 1 . На рис. 93, в, г показаны угольник и скоба с прямыми внутренними углами.
Размеры угольника (рис. 93, в): а = 30 мм, b = 70 мм, t = 6 мм. Длина развертки
L = а + b + 0,5t = 30 + 70 + 3 = 103 мм.
Размеры скобы (рис. 93, г): а = 70 мм, b = 80 мм, с = 60 мм, t = 4 мм. Длина развертки заготовки скобы
L = 70 + 80 + 60 + 2 = 212 мм.
Разбиваем угольник по чертежу на участки. Подставляем их размеры а = 50 мм, b = 30 мм, t = 6 мм, r = 4 мм в формулу
L = а + b + π/2(r + t/2)
Тогда получим:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 мм.
Разбиваем скобу на участки, как показано на чертеже. Их размеры: а = 80 мм, h = 65 мм, с = 120 мм, t = 5 мм, r = 2,5 мм.
L = а + h + с + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
следовательно,
L = 265 4 + 15,75 = 280,75 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая по середине между внешней и внутренней окружностями кольца.
Длина заготовки
Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки:
L = πD = 3,14 108 = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 95).
Как я и обещал в комментариях к статье , сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и…
Квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.

Расчет развертки выполним в программе MS Excel.
В чертеже детали заданы: величина внутреннего радиуса R , угол a и длина прямолинейных участков L1 и L2 . Вроде все просто – элементарная геометрия и арифметика. В процессе изгиба заготовки происходит пластическая деформация материала. Наружные (относительно пуансона) волокна металла растягиваются, а внутренние сжимаются. В середине сечения – нейтральная поверхность…
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
Я более склонен доверять классическим теориям. Для сечения прямоугольной формы по классическому сопромату нейтральный слой располагается на поверхности кругового цилиндра с радиусом r .
r = s / ln (1+ s / R )
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.
1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D 3 : 5,0
2. Длину первого прямого участка L 1 в миллиметрах вводим
в ячейку D 4 : 40,0
3. Внутренний радиус сгиба первого участка R 1 в миллиметрах записываем
в ячейку D 5 : 5,0
4. Угол сгиба первого участка a 1 в градусах пишем
в ячейку D 6 : 90,0
5. Длину второго прямого участка детали L 2 в миллиметрах вводим
в ячейку D 7 : 40,0
6. Все, результат расчета — длина р
bulding.ru
Онлайн калькулятор выкройка сектора из листовой стали. Расчет длины развертки
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Итак, приступим.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Напоминаю:
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1 . Если же вам важна общая высота полки А , тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)
Нам понадобится:
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X 1 – длина первого прямого участка, Y 1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k S – толщина металла.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 + ..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y 2 , X 2 – полки, φ – внешний угол, r
ruscos.ru
Расчет развертки трубы при гибке.
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы. 4.00/5 (80.00%) проголосовало 8

При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
L общее = l + s,
Где:
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l = l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
R1 = r1 + d/2;
R2 = r2 + d/2;
R3 = r3 + d/2;
R4 = r4 + d/2;
Где:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s = (2·π·R·α)/360,
Где:
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
s = s1 + s2 + s3 + s4,
Где:
s1 = π·R1;
s2 = π·R2;
s3 = π·R3;
s4 = (2π·R4·150)/360 = 5/6·π·R4.
Отсюда:
s1 = π·(R1 + R2 + R3 + 5/6·R4),
L общее = (l1 + l2 + l3) + π·(R1 + R2 + R3 + 5/6·R4).
Точно так же производится расчет разверток металла кругового профиля.
mechanicinfo.ru
Расчет размеров заготовки при гибке – дополнение.
Здесь я решил дополнить статью Расчет размеров заготовки при гибке.
Один мой читатель задал мне довольно-таки резонный вопрос. В статье представлены подробные рекомендации по расчету заготовки, но ни одного слова нет о том, как расчитывается дожим заготовки до 180 градусов. На этот счет в литературе есть специальная формула.
Итак, для случая изображенного ниже
Формула будет:
Так что, все довольно просто. Если у нас имеет место дожим заготовки, то включаем его в общую формулу.
В итоге с дожимом (Z) по предложенной мною ранее схеме получим:
Порядок расчета:
…
Где , в данном случае, равен выражению
Таким образом, считаю теперь этот материал более или менее завершенным. Надеюсь, что ответил на ваш вопрос. Кстати, большое спасибо вам за вопросы и замечания. Всегда рад ответить и пообщаться с вами.
Спасибо за внимание. До новых встреч!
При подготовке информации я использовал: 1. Романовский В.П. «Справочник по холодной штамповке» 1979г.
mehanolog.ru