Развертки конусные по металлу – виды (регулируемая, коническая, ручная, машинная) и особенности
alexxlab | 14.02.2019 | 0 | Вопросы и ответы
виды (регулируемая, коническая, ручная, машинная) и особенности
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.

Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
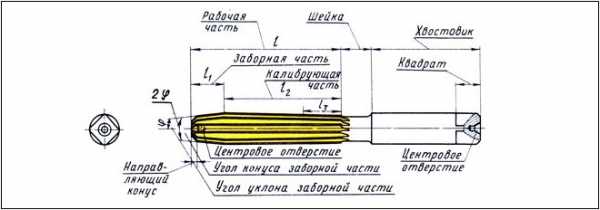
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
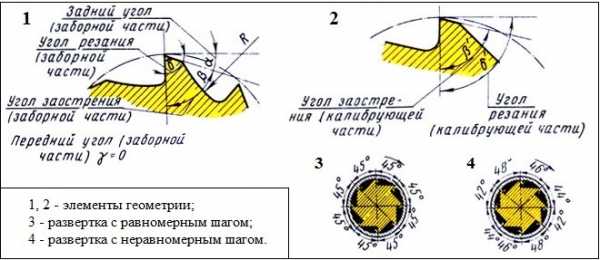
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
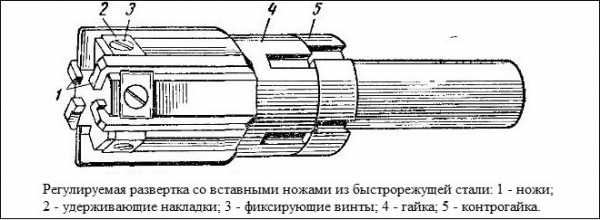
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры
Скачать
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
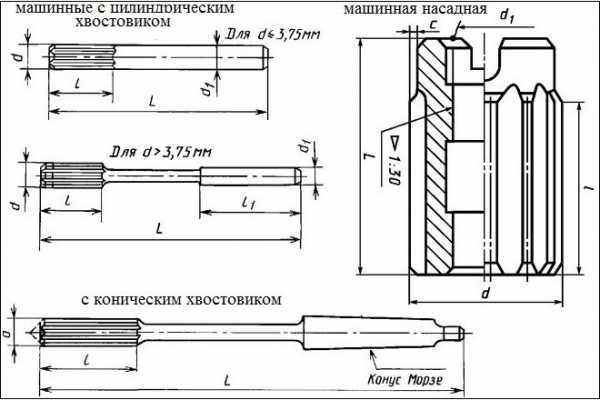
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
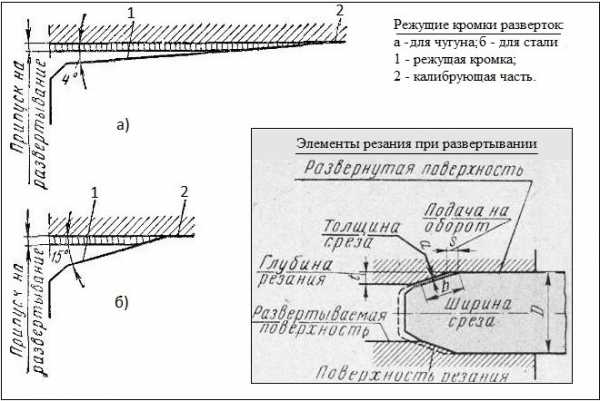
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
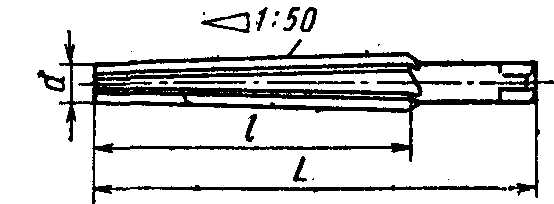
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Развертка коническая – какие задачи решает такое приспособление? + видео
Развертка коническая (ГОСТ 10083-81) – один из видов большого класса инструментов, которые призваны корректировать грубо проделанное отверстие в какой-либо поверхности. О ее работе мы и поговорим ниже.
Развертка ручная коническая и другие разновидности приспособления
Для того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком.
Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки.
По тому, каким способом зажимаются, они делятся на:
- ручные (у них имеется квадратный хвостик под вороток),
- машинные (с цилиндрическим или коническим хвостовиком),
- насадные для машин (устанавливаются на специальную оправку, как правило, нужны для инструментов, имеющих большие размеры).
На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки.
Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.

Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.

Развертка коническая – особенности инструмента
Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.
Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени.
Этапы работы с конической разверткой
Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.

После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным.
Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.

Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Развертки по металлу : конструкция, классификация, применение
В продаже можно встретить просто огромное количество различных металлорежущих инструментов. Довольно часто применяются развертки по металлу – инструмент, который предназначен для предварительного просверливания отверстий и доведения их показателя шероховатости до требуемого уровня. Существуют различные типы разверток, все они предназначены для проведения определенных работ. Развертыванием многие занимаются по причине того, что подобный процесс позволяет повысить точность получаемого отверстия. Рассмотрим особенности данного инструмента подробнее.
 Развертки по металлу
Развертки по металлуКонструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
- Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок. Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
- Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
- Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне. Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.

Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
- Часть, отвечающая за калибровку инструмента перед его применением.

Конструкция сверл
Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.
Особенности обработки развертыванием
При сверлении есть вероятность того, что размеры будут существенно отличаться от тех, которые нужно было получить. Это связано с тем, что на момент механической обработки оказывается высокой давление на заготовку, материал и сама режущая часть могут нагреваться и деформироваться. Именно поэтому многие решают пользоваться разверткой для достижения высокого качества получаемых отверстий.
К особенностям проводимой обработки можно отнести нижеприведенные моменты:
- Можно достигнуть точности обработки, которая будет соответствовать квалитету в диапазоне от 6-9. Столь точные отверстия требуются при получении ответственных изделий.
- Показатель шероховатости может находится в диапазоне от 0,32 до 1,25 мкм.
- Рассматривая особенности приспособлений, предназначенных для развертывания, отметим то, что на поверхности есть около 4-14 режущих кромок. За счет этого существенно повышается качество обработки и точность размеров. Именно большое количество режущих кромок определяет то, что при резании не происходит деформации инструмента или заготовки.
- При обработке отверстия изделие вращается вокруг своей оси, а также ему придается возвратно-поступательное движение. За счет этого обеспечивается удаление кромки, которая может снизить качество поверхности.
В целом можно сказать, что сверло в применении не отличается существенно от рассматриваемого изделия. В обоих случаях оказывается вращение и возвратно-поступательное движение. Однако, в случае развертывания проводимая обработка является финишной, предусматривает высокую скорость вращения.
Классификация инструмента
Классификация разверток может проводится по самому большом количеству различных признаков.
Некоторые виды разверток по ГОСТ
Рассматривая виды разверток следует учитывать, что классификация проводится согласно ГОСТ:
- Материал, применяемый при изготовлении основной части изделия.
- Конструктивные особенности режущей кромки и лент, а также их расположение относительно друг друга.
- Тип отверстия, которое может подвергаться обработке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размерам отверстия, которое будет подвержено обработке.
Развертка ручная имеет свои определенные особенности, которые позволяют закреплять инструмент в специальном воротке. Современная развертка машинная имеет свои конструктивные особенности, которые нужно учитывать при выборе инструмента.
Скачать ГОСТ 7722-77
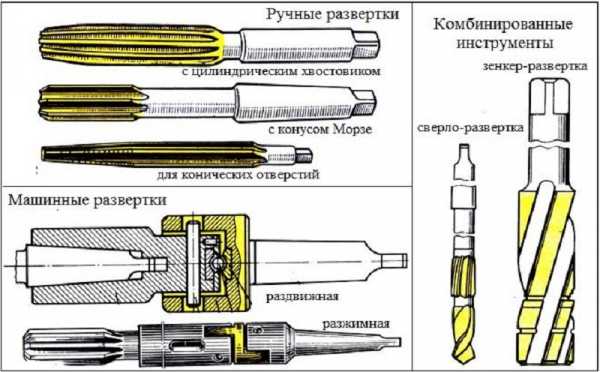
Наибольшей популярностью пользуются следующие варианты исполнения:
- Раздвижная развертка получила весьма большое распространение, так как может применяться для обработки отверстий различного диаметра. Развертка разжимная с шариком позволяет достигать высокой точности размеров и требуемых показателей шероховатости поверхности.
- Варианты исполнения с коническим хвостовиком также получили широкое распространение по причине высокой универсальности. Зубья могут быть выполнены в насадном виде.
- Развертка винтовая может иметь напаянные пластины. Изготавливаются они при применении твердых сплавов, которые могут выдерживать длительное механическое воздействие и при этом не перегреваться.

- Раздвижные развертки

- Винтовая развертка
Как ранее было отмечено, рассматриваемый инструмент можно применять для обработки конических отверстий. Комбинированная развертка может применяться для работы со следующими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая находится на конической поверхности.
- Поверхности, выполненные по стандарту «конуса Морзе».
В ГОСТе указывается класс точности развертки. Она зависит от геометрических параметров и типа применяемого материала при изготовлении.
Ступенчатые развертки применяются для получения более качественных отверстий. К примеру, двухступенчатая развертка может разделить припуск, увеличив качество поверхности.
По способу использования выделяют следующие варианты исполнения изделий:
- Ручные – вариант исполнения, который предназначен для ручной обработки деталей. С рабочей частью, как правило, применяется и вороток. Он предназначен для передачи вращения. Стоит учитывать, что ручной вариант исполнения предназначен для снятия меньшего слоя.
- Механический – для применения со станками или устройством, которое питается от электричества. За счет его применения можно существенно ускорить обработку.
Типы разверток по металлу
Твердосплавные развертки по металлу сегодня получили весьма широкое распространение. Это связано с тем, что применяемые твердые сплавы могут выдержать длительную эксплуатацию и при этом поверхность не изнашивается. Как правило, именно износ режущей кромки становится причиной снижения качества поверхности.
Скачать ГОСТ 13598-851672-80
По виду обрабатываемого отверстия
Обрабатываемые отверстия могут иметь самую различную геометрию поверхностей. Большее распространение получили:
- Цилиндрические отверстия. Они характеризуются тем, что две поверхности находятся параллельно относительно друг друга.
- Конические отверстия. В этом случае образованная полость может сужаться. При этом угол наклона может существенно отличаться.
Развертка коническая подбирается для каждой заготовки. Это связано с тем, что наконечник должен соответствовать форме конуса. Конусная поверхность довольно сложна в обработке, и только при применении соответствующего изделия можно достигнуть требуемой формы и качества.
Развертка цилиндрическая имеет более простую форму, встречается подобный инструмент довольно часто.
Ручные развертки
Развертки ручные
Следует учитывать, что развертка ручная цилиндрическая существенно отличается от машинной развертки. Проводя работы вручную можно достигнуть высокую точность. При выборе изделия уделяется внимание следующим моментам:
- Тип режущей части.
- Калибр.
- Количество зубьев и равномерность распределения.
- Профиль канавок.
- Конфигурация зажимной части.
Развертка ручная коническая получила широкое распространение. Ручные инструменты характеризуются своей относительно невысокой стоимостью. При этом их можно назвать универсальным вариантом исполнения. В продаже есть вариант исполнения с гладким направляющим диаметром. Кроме этого, спиральная развертка постепенно снимает оставленные припуск, за счет чего повышается качество поверхности.
Ручной инструмент имеет цилиндрическую форму. К особенностям можно отнести нижеприведенные моменты:
- Режущие зубья имеют острые грани по всей длине. За счет этого можно существенно повысить эффективность работы.
- Диаметр рабочей части может варьировать в диапазоне от 3 до 58 мм. При этом шаг составляет около 1 мм. Кроме этого, ручные инструменты выпускаются с шагом 3,5; 4,5; или другие дробные показатели.
- Можно приобрести и специальные наборы, которые представлены с сочетанием инструментов различного диаметра. За счет этого не возникает проблем с обработкой отверстий различного диаметра.
- Отличительной особенностью можно назвать то, что хвостовик должен подходить к воротку. Эта часть предназначена для передачи вращения и усилия. Для подобного крепления хвостовик должен иметь квадратное поперечное сечение конической части.
- Передняя поверхность рабочей части ручного инструмента обладает меньшим диаметром, чем диаметр поперечного сечения основной части. За счет этого обеспечивается более легкий заход инструмента в заранее подготовленное отверстие.
- Увеличить качество полученной поверхности можно путем приобретения и использования инструмента с большим количеством режущих кромок.
При изготовлении основной части инструмента могут использовать различные металлы. Как правило, они характеризуются достаточно большой твердостью и износостойкостью, но не рассчитаны на работу с высокой скоростью резания.
Машинные развертки
Появление различных станков позволяет существенно повысить производительность труда. Сверлильный станок с низким показателем скорости вращения шпинделя позволяет получать качественные отверстия за меньшее количество времени. ГОСТ также определяет классификацию инструмента по достаточно большому количеству различных признаков. Развертка машинная цилиндрическая характеризуется следующими особенностями:
- Инструмент имеет большое количество режущих кромок. Стоит учитывать, что при увеличении этого показателя существенно повышается качество поверхности.
- При изготовлении режущей части применяются твердосплавные металлы, которые могут выдерживать воздействие высокой температуры.
- Режущая часть может иметь довольно большую длину.

Конические развертки
Есть также коническая развертка машинная, которая предназначена для использования станков. Выполняется машинное развертывание в случае, когда нужно обеспечить высокую производительность. Стоит учитывать, что из-за большого количества режущих кромок важно точно регулировать скорость вращения.
При изготовлении инструмента применяется специальная быстрорежущая сталь, которая может выдерживать длительное механическое воздействие и перепаду температуры. За счет специального хвостовика инструмент может крепиться в различной оснастке для станков.
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:
- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Развертки конические
Развертки конические
 |
 |
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 – 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 – 81 | |||||||
| – | 0а | 7,067 | 55 | 24 | 13 | 4,9 | – |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 – 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | – | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ 11182 – 81 2372-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 – 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 – 81 2373-0134
Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
| Обозначение разверток 2372 *2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| Под конические штифты, конусность 1 : 50 по ГОСТ 11177 – 81 | |||||
| – | 3,0 | 70 | 45 | – | 3,4 |
| 4,0 | 80 | 55 | |||
| 5,0 | 90 | 65 | 4,3 | ||
| 6.0 | 105 | 80 | 5,5 | ||
| 8,0 | 136 | 100 | 7,0 | ||
| 10,0 | 160 | 125 | 9,0 | ||
| 12,0 | 200 | 160 | 11,0 | ||
| 16,0 | 235 | 195 | 14,5 | ||
| 20,0 | 270 | 225 | 18,0 | ||
| 25,0 | 285 | 230 | 22,0 | ||
| 30,0 | 295 | 235 | 24,0 | ||
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 – 81
| Обозначение разверток 2372*2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| 0101 | 13 | 120 | 80 | 62 | 9 |
| 0102 | 16 | 130 | 90 | 72 | 11 |
| 0103 | 19 | 150 | 102 | 84 | 12 |
| 0104 | 22 | 170 | 117 | 93 | 16 |
| 0105 | 27 | 190 | 129 | 105 | 18 |
| 0106 | 32 | 200 | 138 | 114 | 20 |
| 0107 | 40 | 225 | 156 | 126 | 24 |
| 0108 | 50 | 250 | 168 | 138 | 29 |
| 0109 | 60 | 270 | 184 | 154 | 32 |
*2. Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 – 10 х 160 ГОСТ 11177 – 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 – 16 ГОСТ 11184 – 81 2372-0102
Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 – 81 б) с конусностью 1 : 30 по ГОСТ 10082 – 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
| Обозначение разверток 2373*3 | D | L | l | d | Конус Морзе | |
| прямозубых | винтовых | |||||
| – | 0001 | 6 | 160 | 80 | 6 | 1 |
| 0003 | 8 | 180 | 100 | |||
| 0005 | 10 | 205 | 125 | |||
| 0021 | 12 | 260 | 160 | 2 | ||
| 0007 | 13 | |||||
| 0009 | 16 | 295 | 195 | |||
| 0011 | 20 | 345 | 225 | 3 | ||
| 0013 | 25 | 350 | 230 | 10 | ||
| 0015 | 30 | 380 | 235 | |||
| 0017 | 40 | 410 | 265 | 4 | ||
*3. Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 – 8 x 100 ГОСТ 10081 – 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 – Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 – 16 ГОСТ 10082 – 81
osntm.ru
Конические развертки | Развертки по металлу
Конические развертки применяются для превращения цилиндрического отвер¬стия в коническое или для калибрования конического отверстия, предварительно обработанного другим инструментом.
Конические развертки для конусов Морзе
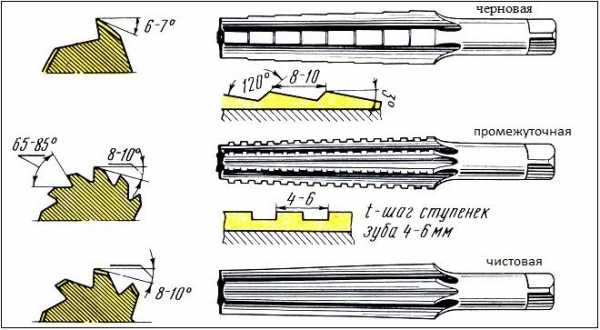
Конические развертки для конусов Морзе (рис. 1) изготовляются комплектами из трех или двух штук. Первая, имеющая форму зенкера, снабжена резьбой с углом наклона, равным углу наклона конуса Морзе (рис. 1, а). Направление резьбы совпадает с направлением резания. Эта развертка обращает цилиндрическое отверстие в ступенчатое. У каждой ступени нижняя точка А имеет больший диаметр, чем верхняя В. Наклонная прямая составляет с осью развертки угол 5°. Зубья затылованы. Число зубьев 3-8 в зависимости от номера конуса. Каждая выступающая часть работает только небольшим уголком, подобно расточному резну с торцовой режущей кромкой.

Рис. 1 Конические развертки для конусов Морзе
Вторая развертка (рис. 1, б) снабжается прямоугольной левой (для правого резания) резьбой, предназначенной для раздробления стружки и придания отверстию более мелких ступеней. Шаг резьбы S выбирается в пределах 1,5-3 мм в зависимости от номера конуса. Ширина канавки b резьбы равна 0,4, а глубина а = 0,2 шага. Зубья делаются остроконечной формы с небольшой ленточкой f = 1÷2 мм. Задняя поверхность снимается под двумя углами а = 6° и a1 – 15°.
Третья развертка (рис. 1, в) по своей конструкции мало отличается от цилиндрической развертки. Так как в каждом поперечном сечении коническая развертка имеет различные диаметры, то неравномерности шага зубьев для нее не требуется. Ленточка на зубьях должна быть небольшой в пределах 0,12-0,15 мм.
Конические развертки для инструментов
Конические развертки для кранов и инструментов изготовляют обычно по одной для каждого отверстия. Конструктивные элементы их выбираются таким же образом, как и для обычных цилиндрических разверток.
Штифтовые развертки
Штифтовые развертки служат для развертывания цилиндрических отверстий в различных машинных деталях, соединяемых при помощи штифтов. Благодаря малой конусности (1 : 50) они снимают незначительный слой металла и поэтому обращают цилиндрические отверстия в конические без предварительного развертывания. Диаметр переднего конца рассчитывается таким образом, чтобы развертка выступала из отверстия на 1,5-4 мм. Для увеличения числа переточек режущая часть делается длиннее стандартной длины штифта. Число зубьев выбирается от 4 до 6.
Развертки диаметром до 5-8 мм снабжаются обратными центрами. Развертки дна метром до 3 мм вместо канавок имеют форму трех- или пятигранника, ребра которого образуют режущие кромки.
Рис. 2. Винтовые штифтовые развертки
Винтовые штифтовые развертки (рис. 2) отличаются большой стойкостью и допускают повышенную скорость резания. Направление винтовых зубьев противоположно направлению резания, благодаря чему исключается самозатягивание развертки. Канавки обеспечивают достаточное пространство для помещения стружки, поэтому отсутствует защемление их при развертывании. Ручные развертки отличаются от машинных большим числом зубьев (3-4) и большей величиной шага S (12-69 мм).
Похожие материалы
www.metalcutting.ru
Развертка – что это, применение, типы и классификация, назначение, ГОСТы.
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.

Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
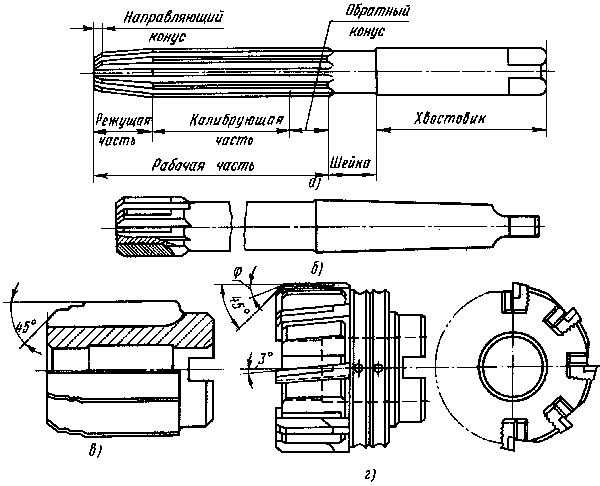
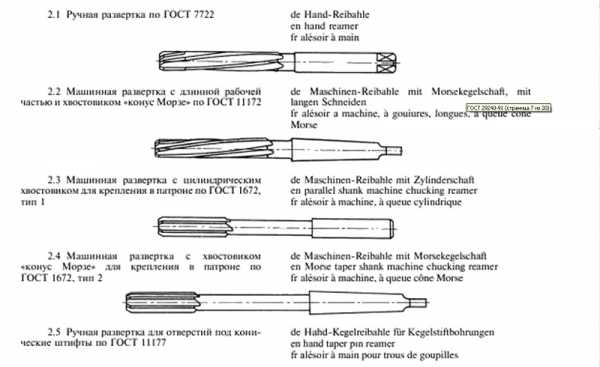
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические – ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
mekkain.ru
Ручная развертка: виды, назначение, ГОСТ
Получить методом сверления отверстие, стенки которого были бы идеально ровными, получается далеко не в каждом случае даже при условии использования качественных сверл и дрелей. Кроме этого, диаметр отверстия может отличаться от необходимого на несколько десятых миллиметров. Чтобы зазоры были идеальными, нужна ручная развертка. Эти металлорежущий инструмент, специально предназначенный для финишной обработки отверстий после операций сверления и зенкерования. Давайте рассмотрим, что собой представляет этот инструмент, как он работает, для чего он необходим и как его применять.
Характеристика
Развертка представляет собой режущий инструмент для обработки металла. Обрабатывая отверстие данным приспособлением, можно увеличить его диаметр, а также значительно повысить чистоту поверхности и точность размера. Развертки применяются как для финишной, так и для предварительной обработки. Существует стандарт, по которому регламентируется развертка ручная – ГОСТ 7722-77. Ручными считаются инструменты, предназначенные для обработки отверстий с диаметром в диапазоне от 3 до 60 мм (шаг – 1 мм).
C помощью этих инструментов можно получать размеры, точность которых будет соответствовать второму и третьему классу. Что касается чистоты поверхности, то она может быть от Rz 10 до Rz 6.3. Сверлением такой чистоты добиться невозможно.
Принцип действия разверток
Используя инструмент для обработки отверстий, можно достичь высокой точности и качества поверхности – об этом уже сказано выше. Ручная развертка работает с небольшими масштабами. Корректировать отверстия с такой точностью удается потому, что инструмент оснащен несколькими режущими кромками. Так, ручная развертка – в зависимости от вида – может иметь от 4 до 14 режущих кромок. Именно за счет этого снимаются самые малые прикуски.
Работает инструмент следующим образом. Развертку нужно вставить в отверстие, затем, если она ручная, надеть специальный вороток и вращать с помощью него инструмент. Приспособление будет работать не только при вращательных движениях, но и при одновременном продвижении вниз или вверх по оси. Инструмент способен снимать тонкие слои металла – от нескольких десятых до сотых долей миллиметра.
Обрабатывать таким образом можно не только традиционные цилиндрические отверстия, но и конические. Для этого используется развертка коническая. Существует несколько видов этого режущего инструмента. В статье мы рассмотрим каждый из этих видов.
Как выглядит развертка?
А выглядит приспособление следующим образом. Это цилиндрический либо конический стержень, который на рабочей части имеет продольные канавки. Другая же часть его гладкая и может быть оснащена на конце квадратом или коническим хвостовиком.
Рабочая сторона инструмента представлена несколькими отделами. Передняя часть – коническая и короткая. Затем идет непосредственно режущая, после – направляющая часть и, наконец, задняя рабочая.  Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Классификация
Как известно, развертки предназначены для финишной чистовой обработки отверстий. В прямой зависимости от технологических требований, при помощи этих инструментов получают отверстия в разных диапазонах допуска – от четвертого класса до первого. От конструкции, а также от качества инструмента зависит точность ее работы. Для разных отверстий используются разная ручная развертка – рассмотрим основные виды.
Что касается характеристик инструмента, то здесь играет роль далеко не один фактор:
- Режимы резания.
- Величины припусков для развертывания.
- Уровень заточки инструмента.
- Геометрия режущей кромки, а также многие другие факторы.
Развертки различают по типу отверстия, для которых они предназначены. Также важна форма режущих зубьев и обрабатываемый материал.
В эксплуатации для выполнения основной части слесарных операций используются: развертка цилиндрическая, регулируемые инструменты, конические. Наряду с ручными, существуют также и машинные. Эти инструменты могут быть разных видов. Существуют цилиндрические, конические, со сменными зубьями, с твердосплавными режущими пластинами.
Развертка коническая включает в себя большую группу инструмента – для конических штифтов, для обработки конической резьбы, под конус Морзе, под метрические конуса. Особенно широко в слесарном деле применяют цилиндрический мелкозернистый инструмент.
Цилиндрическая
Такая развертка предназначена для обработки отверстий цилиндрической формы.  Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Коническая
Такой инструмент предназначен для работы с отверстиями конической формы.  Также их можно использовать и для традиционных цилиндрических отверстий.
Также их можно использовать и для традиционных цилиндрических отверстий.
Черновые, промежуточные, чистовые
Если нужно расширить размер отверстия в серьезных пределах, то здесь не обойтись без комплекта инструментов разной чистоты. Развертка коническая, как и все прочие, разделяется на черновые, промежуточные, и чистовые.
Первый инструмент отличается зубьями, расположенными по всей линии ступенями. Работает такой инструмент следующим образом. Срезается узкая стружка при помощи режущей кромки каждой из ступеней. При этом, если отверстие было цилиндрическим, то после такой обработки оно превращается в ступенчатое коническое.  Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Регулируемая
Современный режущий инструмент такого типа может быть различных конструкций. На рынке можно встретить разжимные и раздвижные модели. Оба типа работают на базе одного принципа – при движении вверх или вниз, диаметр отверстия может уменьшаться или же увеличиваться. Развертка регулируемая двух этих типов различается по тому, как осуществляется затяжка, а также по диапазону размеров.  Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Что касается последнего типа, то конструктивно инструмент похож на все прочие развертки. Он представляет собой корпус, изготовленный из недорогих сталей и вставных режущих частей. Ножи изготавливают чаще в виде тонких пластин. В качестве материала используются инструментальные стали. Пластины снимаются, поддаются заточке и замене.  Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Процесс расточки отверстия лучше всего выполнять с применением двух классов инструмента – черновой разверткой и чистовой. Первые изготавливаются чаще из старых и изношенных материалов. Прежде чем развертывать отверстие, его торцевую часть обтачивают. Делается это для того, чтобы развертка могла эффективно работать каждым своим зубом. Это актуально и для деталей из чугуна. Если пренебречь такой предварительно обработкой, есть риск затупить развертку.  В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
fb.ru