Ремонт станков токарно карусельных – Ремонт и модернизация токарно карусельных станков
alexxlab | 20.05.2020 | 0 | Вопросы и ответы
Ремонт и модернизация токарно карусельных станков
Орский станкостроительный завод оказывает услуги по восстановлению паспортных норм точности и жесткости, модернизации токарно-карусельных станков в рамках проведения капитального ремонта металлорежущего оборудования. Все виды работ проводятся опытными высококвалифицированными специалистами в соответствии с ГОСТ 12.2.009-99, ГОСТ 7599-82 и ГОСТ Р МЭК 60204-1-2002.
Этапы работ по ремонту и модернизации токарно-карусельных станков
- Демонтаж станка
- Транспортировка станка. Работы осуществляются на собственной производственной территории Орского Станкостроительного Завода в Оренбургской области;
- Очистка, сортировка и ревизия. Процедуре подлежат все элементы станка с последующим составлением дефектной ведомости, необходимой для определения объемов предстоящих работ.
- Разработка проекта модернизации. Включает техническую и конструкторскую документацию, соответствующую нормативной базе РФ и согласованную с Заказчиком.
- Ремонт и восстановление механической части станка:
- Стойки, поперечина и салазки: восстановление геометрии направляющих методом шлифовки и шабровки, ремонт механизмов подъема и зажима поперечины посредством замены подшипников и изношенных деталей, замена ходовых гаек и винтов, РТИ, редукторов, ШВП и кабельных цепей, установка складчатой защиты направляющих, обработка направляющих салазок антифрикционным материалом ZEDEX.
- Суппорты (правый и левый): восстановление геометрии направляющих, шлифовка, шабрение и армирование поверхностей направляющих, установка новых элементов привода вертикальной подачи ползуна (планетарный редуктор, электродвигатель, ШВП).
- Проектирование, изготовление и установка кабинетной защиты с подвижной передней частью, оборудуемой концевым выключателем и электрозамком.
- Модернизация привода главного движения (планшайбы): преобразование существующей КС (18 ступеней переключения скоростей) в бесступенчатый редуктор с приводом от двигателя переменного тока «Siemens», управляемого от частотного преобразователя; замена изношенных элементов КС – подшипников, РТИ, зубчатых колес и прочих деталей.
- Модернизация приводов подач ползунов суппортов и салазок: приводы через ШВП и планетарные редукторы от электродвигателей «Siemens» (переменного тока), регулируемые с помощью модульной приводной системы Sinamics S120 (частотного преобразователя).
- Замена гидравлического оборудования – системы смазки КС главного движения, направляющих планшайбы, ползунов, поперечины, салазок и суппортов с применением немецких и итальянских комплектующих или их аналогов – «BoschRexroth», «Duplomatic», «ILC».
- Замена электрооборудования и УЦИ:
- электрошкафы Rittal,
- электродвигатели переменного тока частотно регулируемые Siemens,
- контроллер движения Simotion D,
- панель оператора SIMATIC KTP,
- индуктивные датчики BALLUF,
- датчики линейных перемещений HEIDENHAIN,
- кабели HELUKABEL или LAPPKABEL,
- пуско-коммутирующая аппаратура Siemens
- асинхронный двигатель (подъем поперечины),
- конечные выключатели,
- пульт управления,
- релейно-контактные устройства,
- светильники WALDMANN.
- Сборка и отладка станка.
- Предварительное тестирование отремонтированного станка на территории Подрядчика.
- Демонтаж станка.
- Покраска внешних поверхностей по РД2-Н06-2-77: RAL 1015 (основной цвет), RAL 2002 (выступающие элементы и кожух), RAL 2011 (лестница, защитные ограждения верхней части).
- Упаковка и перевозка станка на территорию Заказчика.
- Передача заказчику пакета документов на токарно-карусельный станок (в бумажном виде и на CD-R):
- сборочные чертежи,
- принципиальные схемы (электрические, гидравлические),
- тех. документация на приводы, контроллер и прочие приобретенные изделия.
- спецификация на оборудование (гидравлическое и электрическое)
- листинг программы электроавтоматики;
- руководство по обслуживанию и эксплуатации.
- Сборка оборудования и пусконаладочные работы.
- Тестовая обработка деталей.
- Сдача-приемка в соответствии ГОСТ 44-93, составление Акта, подтверждающего соблюдение всех условий договора.
- Обучение персонала: наладчиков и операторов.
Чтобы заказать ремонт токарно-карусельного станка или его модернизацию и получить более подробную информацию о стоимости услуги позвоните в наше представительство по телефону: +7(3537)34-13-33.
orskstanzavod.ru
Капитальный ремонт токарно-карусельных станков 1525, 1Л532
Наша фирма выполняет работы по капитальному ремонту токарно-карусельных станков 1525, 1Л532 с последующей модернизацией электрооборудования и системы смазки.
При проведении капитального ремонта токарно-карусельных станков 1525, 1Л532 полностью восстанавливаются узлы и механизмы станка, обеспечиваются паспортные нормы точности, увеличиваются технологические возможности, уменьшается энергопотребление. Заказчик получает новый станок с широкими возможностями и большим рабочим ресурсом.
Типовые работы по механической части:
► Основание и планшайба
Производится замена подшипников шпиндельной группы, ревизия, либо замена текстолитовых направляющих планшайбы, проверка состояния венца и, при необходимости, замена венца и ведущей шестерни, замена подшипников ведущего вала, шабровка круговых направляющих основания и планшайбы. Модернизация коробки скоростей в 2-х ступенчатую, с плавным регулированием оборотов.
► Замена подшипников, дефектных шестерен и муфт.Ремонт системы смазки основания с заменой маслонасоса, реле давления, фильтров и трубок.
► Поперечина и сани
Выполняется шлифовка или шабровка направляющих поперечины, доработка базы для установки линейных фотоэлектрических преобразователей, ШВП и редукторов.
Изготовление узлов для установки редукторов и ШВП. Установка современных импортных антифрикционных материалов на направляющие саней, подгонка клиньев и планок, установка кабельных цепей.
► Замена коробок подач на планетарные необслуживаемые редукторы.
► Модернизация системы смазки с установкой новой станции импульсной смазки, дозаторов смазки, золотников и разводки трубок смазки.
► Суппорты
Установка независимых приводов подач ползунов. Изготавливаются новые силовые кожуха для установки ШВП, двигателей и редукторов.
Производится доработка суппортов для установки линейных фотоэлектрических преобразователей.
► Шлифовка или шабровка ползунов, подгонка клиньев и планок, установка кабельных цепей. Разводка новой системы смазки.
► Револьверная головка (при наличии) – ревизия, переборка механизма поворота и зажима револьверной головки с заменой электродвигателя, подшипников и дефектных деталей.
► Нормы точности станка – восстановление до паспортных (шлифовка стоек и шабровка всех направляющих в процессе ремонта и монтажа).
► Замена подшипников, шестерен.
► Замена, или калибровка винтов подъема поперечины с изготовлением новых гаек.
Работы по электрической части.
► Полная замена электрического оборудования, сборка новых электрошкафов фирмы «RITTAL» (Германия) с использованием современной аппаратуры и контроллера.
► Изготовление нового пульта управления, разводка новых электрических трасс по станку с использованием импортных кабельных цепей.
► Главный привод – частотный преобразователь фирмы «OMRON», Япония (либо аналог), электродвигатель – специальный, асинхронный, регулируемый.
► Приводы подач – преобразователи фирм или «OMRON», Япония (либо аналог), серводвигатели.
► Система управления – по желанию Заказчика станок может быть оснащён:
- УЦИ (устройством цифровой индикации) с установкой линейных фотоэлектрических преобразователей на конечном звене перемещения для исключения погрешностей кинематики станка.
- Устройством управления фирмы «OMRON» на базе ПК (программируемого контроллера). Устройство выполняет контурную обработку тел вращения, используя стандартные опции обработки, заложенные в память контроллера. Это позволяет обходиться без написания сложных технологических программ обработки детали.
► Замена всех электродвигателей на станке.
Мы много лет занимаемся капитальным ремонтом токарно-карусельных станков 1525, 1Л532 и знаем все особенности конструкции оборудования. Станки 1525 и 1Л532 прошедшие капитальный ремонт и модернизацию на нашей фирме успешно работают на многих Российских предприятиях.
Мы готовы проконсультировать наших заказчиков по телефону или выехать на ваше предприятие для ведения переговоров.
stankoservise.ru
Ремонт токарно-карусельного станка 1516
Токарно-карусельный станок 1516
Ремонт и модернизация токарно-карусельного станка 1516,
установка устройства цифровой индикации УЦИ
установка контроллеров DVP-EX, DVP-SV, пульта управления.
По заданию «Заказчика» была произведена замена шагового искателя
для переключения коробки скоростей планшайбы.
Управление муфтами переключения скоростей осуществляется
контроллером фирмы ” DELTA ”. Ввиду многообразия карусельных
станков серии 1516,1525 необходим индивидуальный подход к каждому
станку при модернизации, замена Т-логики, замена УЦИ, замена приводов,
установка частотных преобразователей и т. д..
Токарно-карусельный станок 1516
Руководство оператора модернизированного токарно-карусельного станка 1516
Перечень органов управления подвесного пульта.
1. Переключатель включения освещения
2. Сигнальная лампа включения электропитания станка
3. Кнопка включения электропитания станка
4. Кнопка «Общий стоп» «Авария»
5. Прибор — указатель нагрузки в приводе главного движения
6. Переключатель коррекции.
7. Сигнальная лампа вращения планшайбы в режиме постоянной скорости.
8. Кнопка «Пуск» вращения планшайбы в режиме постоянной скорости.
9. Переключатель режимов вращения планшайбы
10. Переключатель ступеней редуктора привода главного движения
11. Кнопка «Пуск» вращения планшайбы
12. Кнопка «Стоп» вращения планшайбы
13. Сигнальная лампа включения 1-й ступени редуктора
15. Переключатель включения постоянного и прерывистого вращения планшайбы
16. Сигнальная лампа смазки привода главного движения
17. Прибор частоты вращения планшайбы
18. Переключатель частоты вращения планшайбы
19. Сигнальная лампа движения оси вниз
20. Кнопка «Пуск» перемещения горизонтальной оси вправо
21. Кнопка «Пуск» перемещения вертикальной оси вниз
22. Кнопка «Пуск» перемещения горизонтальной оси влево
23. Сигнальная лампа движения оси влево
24. Сигнальная лампа движения оси вправо
25. Кнопка «Пуск» перемещения вертикальной оси вверх
26. Сигнальная лампа движения оси вверх
27. Переключатель величины перемещения осей в режиме подач мм/мин
28. Переключатель величины масштаба перемещения осей в режиме подач мм/оборот
или выбор перемещения осей в режиме подач мм/мин
29. Переключатель величины перемещения осей в режиме подач мм/оборот
30. Кнопка «Стоп» подач осей

Пульт оператора токарно-карусельного станка 1516
Включение станка.
1. Включем главный рубильник, находящийся на шкафу главного привода.- включается маслостанция- появляется цифровая индикация на УЦИ (устройство цифровой индикации)- все светодиоды на панели управления мигают2. Нажимаем кнопку 3 — включение электроавтоматики станка два раза.- при первом нажати включается цепь управления- при втором нажатии включаются все привода- при исправном оборудовании все светодиоды перестают мигать ( смотрите описание индикации неисправностей) светится светодиод 2 — сигнальная лампа включения электропитания станка.- светится сигнальная лампа 13 или 14 включения ступеней редуктора
Перемещение осей.
В ручном режиме переключатель 28 в положении мм/мин , величина скорости переключатель 27.Нажимаем кнопки 25,21,22,20 в соответствии с выбранным направлением и скоростью.Ось движется пока нажата кнопка , при движении оси появляется соответствующая индикация 26,24,19,23.При наезде на ограничитель перемещения индикатор перемещаемой оси начинает мигать с частотой 1 гц.В полуавтоматическом режиме (без УЦИ) переключатель 28 в положении мм/оборот , величина скорости переключатель 27.Нажимаем кнопки 25,21,22,20 в соответствии с выбранным направлением, скоростью и масштабом, ось начинает движение , при движении оси появляется соответствующая индикация 26,24,19,23. При отпускании кнопки выбора направления , ось продолжает двигаться. Любое движение прекращается при нажатии на кнопку 30 стоп осей.Внимание!Все перемещения в полуавтоматическом режиме возможны только при вращающемся столе.
Вращение стола — планшайбы.
Стол вращается в двух режимах – толчковый и постоянное вращение.Толчковый — переключатель 15 в положении вниз , при нажатии на кнопку 11 — пуск вращения планшайбы стол начинает вращаться с малой скоростью не зависящей от положения регулятора скорости 18.
Постоянный – переключатель 15 в положении вверх, при нажатии на кнопку 11 стол начинает вращаться со скоростью установленной регулятором скорости вращения стола 18 и отображенной на приборе 17. На приборе 5 контролируется нагрузка на главный привод , показан ток якоря двигателя вращения стола.Для прекращения вращения стола нажимаем кнопку 12 «Стоп» вращения планшайбы.
Работа в автоматическом режиме с помощью УЦИ.Здесь кратко описана работа станка совместно с УЦИ, более подробная работа УЦИ описана в приложении к данному руководству.
Вывод осей в нулевую точку.
Горизонтальная ось Х.
Нажимаем на УЦИ кнопку (Х), загорается красный светодиод выбранной оси.Нажимаем на УЦИ кнопку (RI), после нажатия этой кнопки горизонтальная ось двинется влево на малой скорости, не зависящей от установленных регуляторами скоростей, при этом цифровая индикация на УЦИ мигает (см. описание УЦИ) , после достижения выключателя ограничения перемещения оси влево, движение оси изменяется на противоположное и после нахождения нулевой метки ось останавливается, индикация на УЦИ перестает мигать.На цифровом табло появится «А 0000».Это значит ось выведена в 0.
Вертикальная ось Y.
Нажимаем на УЦИ кнопку (Y), загорается красный светодиод выбранной оси.Нажимаем на УЦИ кнопку (RI), после нажатия этой кнопки вертикальная ось двинется вверх на малой скорости, не зависящей от установленных регуляторами скоростей, при этом цифровая индикация на УЦИ мигает (см. описание УЦИ) , после достижения выключателя ограничения перемещения оси вверх, движение оси изменяется на противоположное и после нахождения нулевой метки ось останавливается, индикация на УЦИ перестает мигать.На цифровом табло появится «А 0000».Это значит ось выведена в 0.
Функция позиционирования.
Функция позиционирования предназначена для перемещения узла объекта в положениес заданными координатами (координатами позиционирования).В УЦИ предусмотрена возможность формирования сигналов управления для движения кдвум координатам позиционирования для каждой оси. Значение одной координатыпозиционирования задается в качестве параметра H и может быть изменено. Другаякоордината позиционирования О всегда является НУЛЕМ выбранной в данный моментсистемы координат.Для запуска функции позиционирования с клавиатуры УЦИ служат две кнопки.Нажатие на кнопку « Н » приводит к формированию сигналов управления для движенияк координате позиционирования Н, для выбранной оси, а нажатие на « 0 »приводит к формированию сигналов управления для движения к координатепозиционирования О ( НУЛЕВОЙ позиции текущей системы координат).
Включение функции позиционирования индицируется светодиодом «индикациидвижения», расположенным перед индикационным табло.Для досрочного прекращения действия функции позиционирования необходимо нажать кнопку 30, при этом оси остановятся и позиционирование будет прекращено.
Значение координаты позиционирования Н для выбранной оси можно просмотретьнажатием кнопки Н и изменить его при помощи цифровой клавиатуры.Кнопка +/- позволяет изменить знак координаты позиционирования. Значениекоординаты позиционирования сопровождается буквой Н в функциональном разрядеиндикатора. Ввод нового значения и выход из режима просмотра завершается повторнымнажатием кнопки Н.
Индикация аварийных сигналов.
При возникновении неисправности индикатор начинает мигать с частотой 1 гц.
1. Авария осевых приводов — мигают сигнальные лампы 19,23,24,26.2. Авария главного привода — мигают сигнальные лампы 13,14.3. Неисправность источника питания — мигает сигнальная лампа 24. Наезд на ограничитель движения оси — мигает сигнальная лампа соответствующей оси 19,23,24,26.5. Превышение температуры осевых двигателей — мигают сигнальные лампы 19,23,24,26.
xn--80aehbndjbfjoheipfgqei1u.xn--p1ai
Ремонт токарно-карусельного станка 1516Ф1 – РемСтан-ремонт и обслуживание станков
Ремонт токарно-карусельного станка 1516Ф1 с модернизацией и установкой ЧПУ и ШВП
Целью проведения модернизации и капитального ремонта является:
- Модернизация и капитальный ремонт механической части,
- Модернизация электрооборудования и установки системы ЧПУ,
- Модернизация гидравлической части и системы смазки станка.
Состав работ:
Перед началом работ должны быть оговорены контрольные точки приемки качества изготовления деталей (на этапе разборке и на этапе сборки уже отремонтированных узлов).
- отключение станка от энергоносителей
- демонтаж узлов и механизмов станка
- работы проводятся на территории ООО «РемСтан».
- ООО «РемСтан» обязан после начала выполнения работ предоставить Заказчику, для согласования, уточненную дефектную ведомость.
- дефектовка всех узлов станка;
Механическая часть.
1.Планшайба, основание:
- Восстановление рабочей поверхности планшайбы.
- Ревизия и замена при необходимости шестерен и подшипников.
- Восстановление направляющих планшайбы и основания.
- Ревизия и восстановление зубчатого венца.
- Ревизия и ремонт разводки системы смазки направляющей планшайбы.
- Стойки:
- Восстановление направляющих.
- Восстановление механизма подъема траверсы.
- Поперечина:
- Шлифовка продольных направляющих траверсы.
- Шабровка поперечных направляющих.
- Ремонт и подгонка прижимных планок и клиньев поперечных направляющих.
- Ревизия и ремонт механизма зажима поперечины.
- Изготовление узлов горизонтальных подач, замена коробок подач на редуктора, установка винтов ШВП, разводка новой импульсной смазки.
- Установка защиты направляющих.
- Суппорта:
- Восстановление направляющих, восстановление направляющих ползунов.
- Изготовление и подгонка клиньев. Подгонка прижимных планок.
- Изготовление узлов вертикальных подачи, силовых кожухов, установка необслуживаемых редукторов, винтов ШВП, разводка новой импульсной смазки.
- Привод главного движения:
- Ревизия и ремонт с переделкой коробки скоростей в 2-х ступенчатую.
- Замена и регулировка подшипников в коробке скоростей.
- Восстановление разводки маслопровода в коробке скоростей.
- Изготовление новой муфты для двигателя главного движения.
- Покраска станка (цвет согласовывается с заказчиком)
- Гидрооборудование:
- Замена насоса, распределительной и контрольной гидроаппаратуры системы смазки направляющих планшайбы и коробки скоростей.
- Замена системы импульсной смазки направляющих на новую из комплектующих
- импортного производства, разводка новых трубок импульсной смазки.
- Замена всех РТИ.
- Электрооборудование и система управления:
- Система управления ЧПУ NC230 фирмы «БАЛТ-СИСТЕМ».
- Привода подач — частотно регулируемые с использованием преобразователя в комплекте со специальными двигателями.
- Привод главного движения — частотно регулируемый с использованием преобразователя ( двигатель мощностью 55 кВт)
- Замена всех электродвигателей.
- Установка линейных измерительных датчиков.
Прочее
- Восстановление мостков, ограждений и защитных кожухов станка в соответствии с паспортом завода изготовителя.
- Изготовление новой технической и руководящей документации (чертежей, схем).
- Установка на старое место, подключение.
- Все материалы и комплектующие изделия, включены в стоимость работ.
remstan.ru
Ремонт токарно-карусельных станков | 4NE.ru – Деревообрабатывающие станки и оборудование
Опубликовано admin Авг 29, 2018 в Ремонт станков
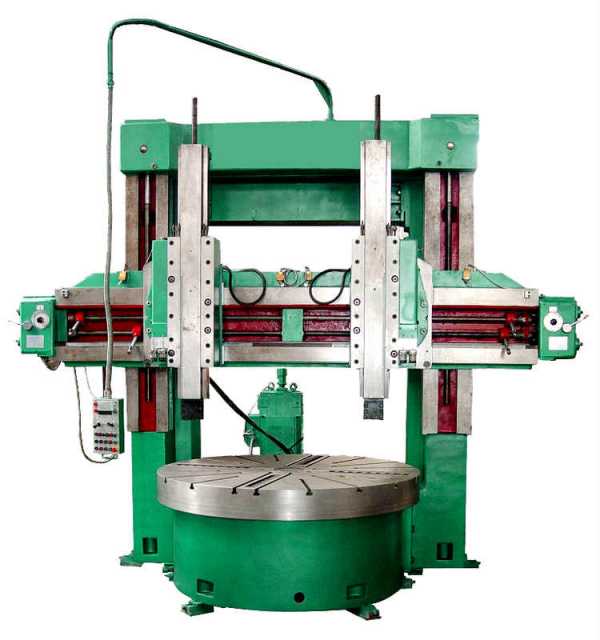
Токарно-карусельные станки незаменимы, когда на крупном предприятии требуется расточка или обработка крупноформатных металлических деталей, чьи размеры не позволяют установить их в оборудование классического типа. Главной рабочей деталью агрегата является дискообразная планшайба, где надежно фиксируется заготовка и обрабатывается во время вращения. Именно размеры планшайбы влияют на конструкцию станка, которая бывает одно- или двухстоечной. В первом случае диаметр рабочего диска не превышает двух метров, а во втором — больше указанных параметров.
Зафиксированную на планшайбе деталь очень удобно стачивать с разных сторон без необходимости регулярно переставлять ее корпус под разными углами, поэтому токарно-карусельные станки стали очень популярны при доводке до нужных значений конических и цилиндрических заготовок, фрезеровки, нарезания резьбы, сверления и подрезания торцевых кромок, устройства канавок, зенкеровки и др. Конструкция станка позволяет на поддерживающих суппортах закрепить сразу несколько обрабатывающих инструментов и использовать их при обточке детали.
Токарно-карусельный станок — практически единственный и рациональный вариант оборудования, когда требуется придать нужную форму по чертежу массивной заготовке большого диаметра. Это так называемое короткомерное изделие, которое невозможно обточить на классических станках. Многие предприятия активно используют подобные агрегаты, пусть они и остались нам с советских времен. Техника очень надежная, но иногда все-таки требуется ремонт токарно-карусельных станков.
Капитальным обслуживанием карусельных станков занимаются определенные организации, где работают квалифицированные инженеры, знающие толк в заводском оборудовании. Ремонт и восстановление состоит из заранее известных стадий: демонтажа, транспортировки до мастерской, ревизии и очистки всех составных конструктивных деталей, восстановлении геометрии станины, замены шпинделей и подшипников, проверка электропроводки и модернизации гидравлики и приводов. Помимо обновления механических узлов, сейчас активно предлагают оснастить станки оперативной системой управления (ОСУ).
ОСУ относится к подвиду ЧПУ и позволяет почти в том же объеме автоматизировать процесс изготовления и обработки заготовок на станке. Отличие заключается в том, что оператору оборудования не требуется навыков программирования. С внедрением системы появляется возможность легко обрабатывать криволинейные поверхности, нарезки резьбы у заготовок со сложной формой и др. Рабочие операции происходят быстро и в едином цикле, не требуя постоянной смены инструмента для перехода в следующую стадию обработки.
После завершения модернизации и восстановления механических узлов станка заказчик от компании-подрядчика получает полный комплекс проектной документации, а оборудование проходит пуско-наладочные испытания.
www.4ne.ru
|
|
Получение станка в ремонт -проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей |
|
|
Ремонт стойки -снятие винтов с опорами от стойки. -замена подшипников качения опор винтов.; -ремонт направляющих, шлифовка-сборка. -покраска. |
|
|
Ремонт планшайбы и стола: -демонтаж планшайбы от основания планшайбы станка -промывка планшайбы и основания планшайбы -составление дефектной ведомости -дефектация и восстановление центральной опоры планшайбы. -шабрение кольцевых направляющих планшайбы, пригонка к основанию «по пятну контакта» -мехобработка зеркала планшайбы -сборка планшайбы с основанием станка |
|
|
Ремонт поперечины: -демонтаж поперечины от стойки станка. -промывка поперечины. -составление дефектной ведомости -разработка эскизов на вновь изготавливаемые детали -установка ШВП перемещения суппорта -ремонт направляющих, шлифовка -сборка. |
|
|
Ремонт суппорта: -разборка суппорта -промывка деталей суппорта -составление дефектной ведомости установка ШВП на вертикальное перемещение суппорта, замена подшипников -шлифовка, шабровка ползуна. -замена накладок ползуна. -восстановление клиньев саней суппорта к поперечине -замена всех подшипников качения. -сборка суппорта. -покраска. |
|
|
Ремонт револьверной головки: -разборка, промывка, дефектация -ремонт , окраска -сборка |
|
|
Ремонт редуктора привода главного движения: -разборка, промывка, дефектация -замена подшипников -окраска -сборка |
|
|
Ремонт механизма перемещения поперечины: -разборка, промывка, дефектация -ремонт и замена комплектующих -сборка |
|
|
Ремонт системы смазки станка: -замена насоса -замена рукавов и трубопроводов системы смазки Ремонт защитных ограждений |
|
|
Ремонт электрооборудования -подготовка и разработка проекта модернизации по электрической части -демонтаж старого электрооборудования -установка системы ЧПУ НЦ-210, наладка -установка сервоприводов “Omron” -установка редуктора «Альфа» -установка линеек СКБ ИС -установка новых частотных приводов и эл. двигателей -установка новой аппаратуры цепей управления -установка нового электрошкафа |
|
|
Сдача ОТК -механика(проверка геометрической точности, проверка на чистоту обработки детали, проверка паспортных данных) -электрика (проверка функционала, проверка соответствия маркировок электрическим схемам, визуальный контроль) Сдача станка заказчику |







www.isrz.ru
Основные характеристики карусельных станков – РемСтан-ремонт и обслуживание станков
Основные характеристики карусельных станков
Станки карусельного типа карусельный станок предназначены для того чтобы обрабатывать металлоизделия большой массы с небольшими габаритными данными, то есть не особо длинные, и большие по диаметру изделия. Станки совершенны и имеют широкие технические возможности и высокой производительностью. Они бывают на двух колоннах. Они соответствуют жестким критериям и стандартам производства изделии. Такие станки объединяют в себе множество механизмов, электронику, а так же и гидравлику. На станках этого типа производятся работы по расточке и обточке фасонных, конических и цилиндрических поверхностей изделии, так же возможна подрезка торцов. С использованием дополнительных специальных приспособлении на станке можно нарезать резьбу, произвести долбление, шлифовку и фрезеровку. При наличии револьверной головки – сверление, развертывание и зенкерование. Для повышения производительности станка используют дополнительные инструменты установленных на суппортах – проще говоря вести много инструментальную обработку изделия или заготовки. С такими станками карусельного типа возможно обрабатывать заготовки или изделия массой свыше 500 тонн, и диаметром 30 метров.
Станки имеют суппорта вертикальные и боковые, На одном из вертикальных суппорте устанавливают поворотно-револьверную головку. Привода у таких станков несколько, это и на привод шпинделю с планшайбой, и дополнительным суппортам с их ускоренной и холостой работе, так же для крепежа поперечины, не забываем и про тормоза, и всякого рода дополнительного оборудования типа сервоприводов.
Заготовки крепятся на станине планшайбе, которая имеет свободное перемещение, и вращение вокруг оси шпинделя. Крепление заготовки происходит с помощью кулачков стягивая заготовку своим радиальным перемещением. Это дает более тщательную и точную установку и крепление заготовки или изделия на планшайбе. Заготовка прикрепленная к планшайбе вращается вокруг оси шпинделя, при этом частично масса изделия и ее нагрузка переходит на круговые направляющие планшайбы. Главные движения станка направлены с горизонтальным и вертикальным движением суппортов боковых и вертикальных. Так для обработки наружних поверхностей используется движение вертикальное бокового суппорта. Для снятия фасок или вырезания канавок и всякого рода дополнительных работ таких как обработка торцов, идет горизонтальное движение.
Станки карусельного типа с использованием ЧПУ (числовое программное управление) имеют множество преимуществ. Это и высокая точность в процессе обработки заготовки, и точность самого готового изделия, простота в управлении с использованием новейших программ для изготовления изделия, и высокая надежность при использовании. ЧПУ предотвращает возможные ошибки в процессе производства и обработки изделия. Автоматизация производства – это неотъемлемая часть производства, сейчас одно из главных направлении всех крупных предприятии.
Станки карусельного типа предназначены для разного вида работ карусельные станки их широкий спектр возможностей захватывают даже такое производство для атомных и гидроэлектростанции. В настоящий момент они вытесняют станки старого образца таких как токарных, фрезерных, шлифовальных и т. д. Так же возможно применение полуавтоматических станков. Сейчас идет модернизация производства, уже с использованием ЧПУ производительность машиностроительных предприятий растет, модернизация станков модернизация станков. Высокая точность требуется во всех производствах, что дополнительно дает конкурентноспособность предприятиям, появляются еще более жесткие стандарты, и требования к изделиям произведенным с помощью станков карусельного типа. Эти стандарты готовы выполнять станки, и стандарты не только отечественные но и зарубежные. КПД зависит от использования, от степени нагрузки. Рентабельность производства на прямую зависит от решения руководства использовать станки такого типа. Отечественные станки имеют возможности не хуже зарубежных, и отвечают всем критериям производства изделия. Запчасти из которых состоит станок могут быть как зарубежными так и отечественными, так же как и управление станком. Сборка станка ведется по согласованию с клиентом, с его возможностями и потребностями.
Ремонтируем Ваши токарно-карусельные станки (токарно-карусельный станок 1512, 1516, токарно-карусельный станок 1541, 1531). Ремонт токарно-карусельного станка (станок 1512, станок 1516, станок 1541, станок 1531) и модернизация токарно-карусельного станка (станок 1512, станок 1516, станок 1541, станок 1531) .
Карусельный станок бывает двухстоечный и одностоечный. Обычно одностоечные токарно-карусельные станки имеют боковой и вертикальный суппорты, а двухстоечные один или два боковых и два вертикальных. Поворотная револьверная головка крепится к одному из вертикальных суппортов. Сфера применения токарно-карусельных станков достаточно велика. На данном виде станков успешно проводится подрезка торцовых поверхностей, обтачивание и растачивание цилиндрических, фасонных и конических поверхностей. На станке с револьверной головкой могут выполняться: зенкерование, сверление, развертывание.
Карусельный станок имеет различные приспособления, при помощи которых нарезается резьба, производится фрезерование, долбление, шлифование.
Планшайба карусельного станка располагается горизонтально, что дает возможность устанавливать и выверять массивные крупногабаритные детали. На карусельных станках выполняется токарная обработка внутренних и наружных профилей заготовок. На тяжелых карусельных станках обрабатывают заготовки, имеющие большой диаметр (20-25м).
Основным движением, совершаемым карусельным станком является вращательное движение. Осуществляется вращение планшайбы с закрепленной на ней заготовкой. Инструмент подается за счет вертикального и горизонтального перемещения боковых и вертикальных суппортов. По средствам вертикальной подачи выполняется обработка наружных поверхностей, а горизонтальная используется для снятия фасок, вырезания канавок. Горизонтальная подача позволяет обрабатывать торцы, в то время как вертикальная дает возможность обработки внутренних и наружных поверхностей. Токарные станки обеспечивают обработку деталей с высокой точностью и надежностью.
Своим широким применением токарно-карусельные станки обязаны тому, что на них можно выполнять обработку заготовки используя сразу несколько инструментов. Это становится осуществимо за счет того, что различные инструменты устанавливаются в разные суппорты. Таким образом, можно добиться значительного повышения производительности.
В зависимости от типа системы управления карусельные станки бывают:
• С ЧПУ;
• Универсальная система;
• Оснащенные устройством цифровой индексации.
Токарно-карусельный станок 1516 предназначен для проведения черной или чистовой обработки заготовок из цветных или черных металлов.
Токарные станки выбираются в зависимости от следующих основных параметров: высота, диаметр, масса, сложность заготовки поступающей на обработку.
Продажа токарных станков сегодня является одним из наиболее вытребованных видов бизнеса. Однако компания решившая заниматься реализацией токарных станков должна досконально знать свою продукцию. Дилетантов в данной отрасли быть не должно. Только высококвалифицированным продавцам под силу организовать эффективный сбыт продукции.
Наиболее востребованным у покупателей является токарный станок с чпу, применяемый для чистовой и черновой обработки деталей. Также повышенным спросом пользуются карусельные станки. Приобретать токарные станки лучше всего у проверенной компании, имеющей большой опыт продаж.
Выполним ремонт и модернизацию токарно-карусельного станка ( 1516, 1512).
Гарантия на токарно-карусельный станок (1512, 1516, 1541, 1531) после модернизации — 12 месяцев.
remstan.ru