Револьверные станки – Токарно-револьверный станок – виды, устройство, модели
alexxlab | 16.01.2020 | 0 | Вопросы и ответы
Токарно-револьверные станки: устройство, принцип работы
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.
 Токарно-револьверные станки
Токарно-револьверные станкиОбщие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.
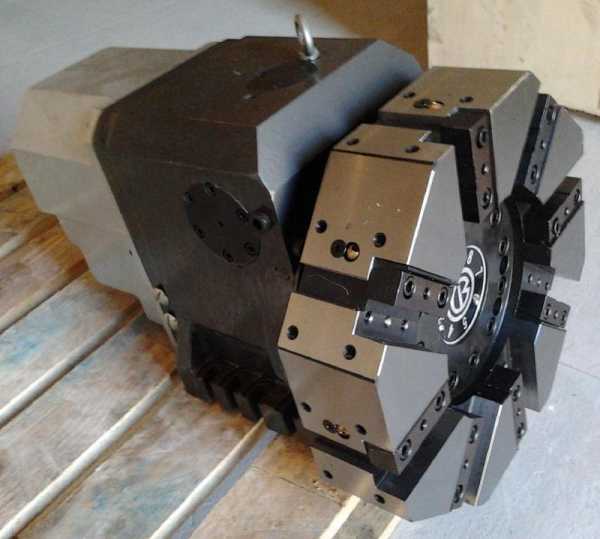
Револьверная головка
Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.

- Модель токарно-револьверного станка 1341

- Токарно-револьверный станок 1341
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.
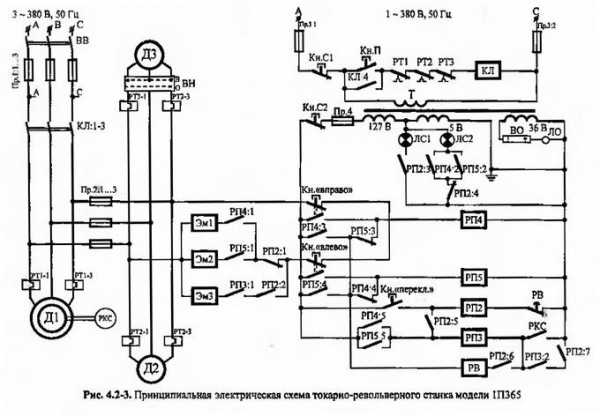
Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.
- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес. Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ

Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
применение станка в производстве, устройство и принцип работы
 Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции
:- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.
Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
 Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
 Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов
, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
 Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
tokar.guru
Токарно-револьверный станок: характеристики, виды, конструкция
Сегодня большой популярностью пользуются револьверно-токарные станки с ЧПУ, имеющие дополнительные отделения для размещения рабочих инструментов.
Револьверные станки – один из новейших видов оборудование для создания сложных конструкций из металлических заготовок. Каждый из них различается по характеристикам и предназначается для разных видов обработки. В этой статье вы узнаете необходимую информацию о технических особенностях и предназначении устройства.
Аппарат относится к устройствам токарной группы, но имеет преимущество перед старыми моделями. Поворотная головка станка состоит из многопозиционной модели. Деталь повышает скорость и эффективность работы.
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.

Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
- Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
- Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
- Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.

- Материал заготовки – чугун, углерод, легированная сталь и другие.
- Количество оборотов в минуту.
- Скорость перемещения каждого отдельного узла.
- Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
- Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
Отличия:
- Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
- Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.
Самыми распространенными являются станки с прямым расположением заготовок – вертикальным или горизонтальным.

Оборудование с наклонными заготовками дает возможность проводить некоторые дополнительные операции, но используется гораздо реже. Также такая конструкция повышает эффективность работ по заточке металла.
- Станки различаются по объему принимаемой продукции. Те, что работают с крупными видами продукции, используются на крупных промышленных предприятиях.
Особенностью таких станков является наличие планшайбы. Деталь содержит в себе несколько кулачков – 3 или 4, которые действуют за счет гидравлического двигателя.
Станки для крупной обработки используются на литейных цехах. Виды продукции приравниваются к кованым или отлитым изделиям.
Полуавтоматические токарно-револьверные станки
Существует отдельная группа револьверного оборудования, работающая в полуавтоматическом режиме. Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Характеристики полуавтоматического оборудования:
- Оборудование имеет наличие одного шпинделя. Шпиндель – конструкция с отверстием под обрабатываемый прут.
- Наличие дополнительного узла для подачи и фиксации заготовок. Эта деталь используется для создания автоматического производства, так как самостоятельно отводит готовые изделия.
На рынке оборудования предоставлен огромный выбор полуавтоматических моделей станков. Между собой они различаются по следующим параметрам:
- Количество шпинделей – влияет на количество обрабатываемой продукции.
- Расположение револьверной головки – прямое (по горизонтали и по вертикали) и наклонное.

Горизонтальные станки, при выводе продукции, ведут её в одном направлении, которое зависит от того, по какой оси вращается головка.
Станки с вертикальным или наклонным расположением головок используют различные виды суппортов. В основном используются поперечные или револьверные.
Современные токарно-револьверные станки в паре с ЧПУ изменяют положение револьверной головки. Это позволяет им выполнять работу с высокой точностью.
Кроме того, такое оборудование безопасно – главные узлы аппарата находятся под специальной защитной конструкцией. Её ещё называют защитным кожухом.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.

Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.

Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.
Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
- Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
- Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
- Работа с внутренней и внешней резьбой.
- Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
- Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
- Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.

vseochpu.ru
Револьверный станок – это… Что такое Револьверный станок?
Металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой (См. Револьверная головка), несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п.На Р. с. получают детали сложной формы из прутков и штучных заготовок. Прутковые Р. с. имеют механизм для подачи и зажима прутка. Р. с., на которых обрабатывают штучные заготовки, называются патронными; они снабжены патроном с ручным или механизированным зажимом. Различают Р. с. с вертикальным (рис., а), горизонтальным (рис., б) и наклонным расположением револьверной головки; ручные, механизированные и автоматизированные. В ручных Р. с. подача прутка осуществляется вручную, поворот револьверной головки — автоматически при отводе суппорта в исходное положение. Механизированный Р. с. обычно имеют механизированный зажим, подачу прутка и движение суппортов. Автоматизированный Р. с. оснащают устройствами для автоматического переключения скоростей шпинделя и подачи суппортов при повороте револьверной головки. В Р. с. с цикловым программным управлением автоматизация цикла, а также движений рабочих органов осуществляется электромагнитными муфтами, электродвигателями, гидроцилиндрами и т.п. Программа обработки задаётся соответствующей установкой штеккеров, перемещения рабочих органов — переставными упорами, воздействующими на путевые выключатели.
Для повышения производительности труда предусматривается настройка инструментов вне станка. Упоры настраивают на требуемые размеры также вне станка в быстросъёмном барабане, который налаживают заранее и затем закрепляют на станке. Р. с. применяют в мелкосерийном и серийном производстве.
Развитие Р. с. привело к созданию револьверных полуавтоматов, главным образом патронных с автоматизацией цикла работы (кроме загрузки и выгрузки деталей), оснащенных системами циклового или числового программного управления. Револьверные полуавтоматы применяют в серийном и крупносерийном производствах, а в связи с расширением использования программного управления — и в мелкосерийном.
Лит.: Металлорежущие станки, 2 изд., т. 1, М., 1965.
Г. А. Левит.

Револьверный станок с горизонтальной осью револьверной головки: 1 — станина; 2 — коробка передач; 3 — шпиндельная бабка; 4 — поперечный суппорт.
Револьверный станок с вертикальной осью револьверной головки: 1 — станина; 2 — коробка передач; 3 — шпиндельная бабка; 4 — поперечный суппорт; 5 — продольный суппорт с револьверной головкой.
dic.academic.ru
Токарно-револьверный станок – высокопроизводительный универсальный металлообрабатывающий агрегат
Для производства деталей разной конфигурации используется универсальный высокопроизводительный токарно-револьверный станок, который может иметь стандартную конструкцию либо оснащаться устройством ЧПУ (числового программного управления).
1 Общая информация о токарно-револьверных агрегатах
Данное оборудование, как правило, используется на предприятиях, где осуществляется серийное и массовое изготовление металлических изделий из любых по величине профиля прутков, поковок и отливок. Также револьверные станки работают с заготовками, которые прошли обработку на иных станочных установках.
Рассматриваемые агрегаты позволяют растачивать и сверлить отверстия, обтачивать поверхности, выполнять нарезание резьбы (снаружи и внутри детали), выполнять другие работы, которые подробнее описаны ниже.

Рекомендуем ознакомиться
Их эксплуатация экономически целесообразна в тех ситуациях, когда для обработки изделий последовательно используется несколько рабочих приспособлений (машинных метчиков, сверл, резцового инструмента и так далее).
Указанные приспособления заранее устанавливаются и фиксируются в резцедержателях и в требуемых позициях головки станка с заданной последовательностью. При обработке заготовки инструменты параллельно либо поочередно вводят в работу. Револьверная головка совершает поворот при окончании одного рабочего хода и деталь обрабатывается следующим приспособлением. Упоры, предназначенные для отключения поперечной и продольной подачи агрегата, определяют показатель хода инструмента.
Станки револьверной группы дают возможность обрабатывать при помощи комбинированных, специальных и обычных инструментов партии деталей без предварительных промеров и проходов, без необходимости изменения настроек агрегата (то есть за одну установку изделия).
2 Классификация револьверных агрегатов
Отечественное токарно-револьверное оборудование подразделяют на разные группы по двум показателям:
- По типу деталей, которые подвергаются обработке. Станки могут предназначаться для патронных либо прутковых работ.
- По оси размещения рабочей головки (револьверной). В этом случае агрегаты бывают наклонными, горизонтальными и вертикальными.
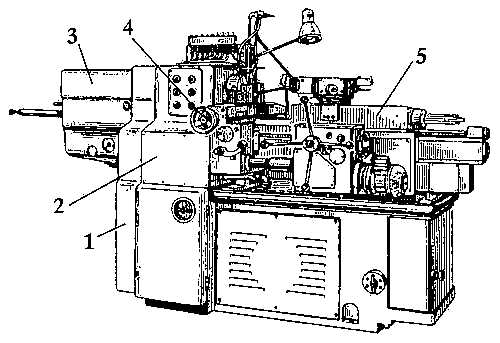
Токарно-револьверный станок для выполнения патронных работ (представлен на фото) с ЧПУ или без программного управления применяется для обработки штампованных, литых и кованых изделий. Такое оборудование оснащается ручным либо гидравлическим приводом фиксации детали, патронами с тремя или четырьмя кулачками, планшайбами. Это дает возможность обрабатывать на нем заготовки с большими геометрическими размерами.
Станки для работ с прутками имеют малое сечение отверстия в шпиндельном узле. В них есть специальный механизм, позволяющий производить подачу прутковой заготовки и ее фиксацию. Если установить на такие агрегаты патрон, на них допускается осуществлять обработку литых, штампованных и кованых деталей.
Револьверные станки, у которых поворотная ось рабочей головки располагается горизонтально (смотрите фото), есть только револьверный суппорт, а вот поперечный отсутствует. За счет данной конструкционной особенности их головка способна выполнять и круговую, и продольную подачу.
А вот на агрегатах с вертикальной и наклонной осью (на фото) всегда есть поперечный и револьверный суппорт. Первый снабжается задним и передним резцедержателем, на которые можно смонтировать до шести рабочих приспособлений. Револьверная головка располагается на втором (револьверном) суппорте.
3 Какие работы производятся на токарно-револьверном оборудовании?
Станки с ЧПУ и без него дают возможность осуществлять практически любые виды токарной обработки болтов, колец, ступенчатых валиков, гаек, фланцев, втулок, включая и следующие:
- нарезание (с помощью специальных головок и метчиков) внутренней и внешней резьбы;
- подрезание торцов изделий;
- обтачивание поверхностей цилиндрической формы;
- протачивание канавок.
На агрегатах с ЧПУ и без числового управления, оснащенных ходовым винтом, дополнительно при помощи гребенок и резцов разрешено выполнять разнообразные резьбы.

При серийном изготовлении деталей чаще всего используются резьбонарезные головки с гребенками круглой, радиальной и тангенциальной формы. Максимальная точность выполнения работ при этом отмечается при эксплуатации круглых гребенок. Головки для выполнения резьбы используются для резьб от М4 до М60.
Если резьбы нарезают метчиками и плашками, в конструкции станков предусматриваются особые державки. При рабочем ходе суппорта они позволяют вывинчивать метчик либо плашку за счет их свободного осевого передвижения.
На револьверных станках также можно обрабатывать:
- Поверхности фасонного типа. Для выполнения таких работ требуется установить криволинейный шаблон вместо копировальной линейки. Допускается и обработка указанных поверхностей специальными резцами (фасонными) с поперечной подачей.
- Поверхности конического типа. В этом случае применяют копировальный инструмент или широкие резцы.
4 Некоторые важные особенности револьверных станков
Описываемые агрегаты характеризуются более высоким уровнем производительности по сравнению с обычными токарными установками за счет следующих факторов:
- использование скоростных устройств подачи и зажима обрабатываемой детали;
- комбинированная работа поперечного и револьверного суппортов;
- быстрая замена рабочих приспособлений;
- применение инструментов комбинированного вида и многорезцовых державок.

Отметим, что для обеспечения высокой производительности функционирования токарно-револьверных агрегатов (без ЧПУ или с ним) важно грамотно выполнить их настройку. Под таковой понимают выбор рабочих инструментов и их технологически рациональный монтаж в державки, установку поперечного и продольного упоров, регулировку в радиальном и осевом направлениях используемых приспособлений для металлообработки.
На большинстве револьверных станков подача и частота вращения выбираются чаще всего посредством командоаппаратов. Патронные агрегаты советского и российского производства могут работать с заготовками сечением 16–63 сантиметра. Прутковое оборудование характеризуется тремя ключевыми параметрами:
- максимальным расстоянием, на которое может передвигаться головка;
- наибольшим сечением изделия, обрабатываемого над суппортом и над станиной;
- максимальная дистанция от торца либо передней грани головки до переднего края шпиндельного узла.
5 Краткий обзор токарно-револьверных агрегатов с ЧПУ
Обычные револьверные станки (1П371, 1365, 1Н318, С193А, 1А365 и другие) активно применяются многими отечественными предприятиями. При этом в последнее время четко отмечается тенденция замены их на более современное оборудование с числовым программным управлением. Станки с ЧПУ имеют массу достоинств, обусловленных высочайшим уровнем автоматизации их функционирования и отличной точностью обработки заготовок.
Высокими техническими характеристиками обладает популярный в России станок 1В340Ф30 (представлен на фото), который выпускался Бердичевским комбинатом. Этот агрегат управляется комплексом ЧПУ “Электроника НЦ-31”, он располагает гидрофицированным поперечным суппортом и револьверной головкой с восемью позициями. Станок дает возможность обрабатывать:
- штучные изделия сечением не более 20 сантиметров;
- прутковые заготовки сечением не более 4 сантиметров.
Хорошо известен и револьверный агрегат 1П426ДФ3 Алапаевского станкостроительного предприятия. Эта установка с ЧПУ, которую вы видите на фото, подходит для средне-, мелко- и единичного производства штучных изделий. На крестовом суппорте 1П426ДФ3 располагаются две головки. Одна (восьмипозиционная, круглая) предназначена для работы с наружными поверхностями, вторая (шестигранная) – для работы с внутренними поверхностями.

Кроме того, на отечественном рынке металлообрабатывающих станков сейчас имеется немало высокоэффективного зарубежного токарно-револьверного оборудования:
- агрегаты серий ST и DS производства американской компании Haas Automation Inc., которые позволяют обрабатывать заготовки из обычной и нержавеющей стали;
- установки серии GS-200 от фирмы Goodway.
tutmet.ru
Токарно-револьверные станки | Назначение, виды, область применения, схемы станков
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Область применения
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большою количества режущею инструмента и размер партии детали составляет не менее 10-20 шт. К преимуществам токарно-револьверных станков но сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Виды
Токарно-ренольверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера-прутковые, а среднего размера – как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и станки с горизонтальной осью вращения револьверной головки (рис. 71). Револьверные головки бывают призматические и цилиндрические. Призматические головки (рис. 71,а) обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис. 71, 6,в) с расположением горизонтальной оси головки параллельно (рис. 71,6) или перпендикулярно оси шпинделя станка (рис. 71,е).
Движения в револьверных станках
Главным движением в рассматриваемых станках является вращение шпинделя, несущего заготовку: движением подачи – продольное s, и поперечное s, перемещения суппортов, несущих режущий инструмент.
В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением головки (рис. 71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
Вспомогательными движениями в рассматриваемых станках являются повороты (индексирование) револьверной головки для последовательного «вода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппорта и др.
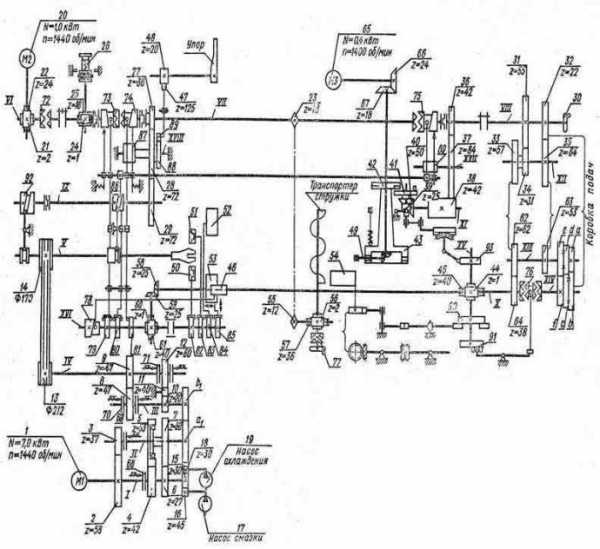
Рис. 71 – Кинематаическая схема револьверного станка
Похожие материалы
www.metalcutting.ru
3.3.2. Токарно-револьверные станки
В отличие от токарно-винторезных станков револьверные имеют вместо задней бабки револьверный суппорт. Револьверная головка этого суппорта позволяет закреплять значительное количество инструментов и, путем периодических поворотов ее, производить быструю смену инструментов в нужной последовательности. Во многих станках револьверный суппорт снабжается механизмом быстрых перемещений.
Револьверные станки не имеют ходового винта, поэтому нарезание резьбы производится только плашками и метчиками.
Характерным элементом для конструкции револьверных станков являются механизмы автоматического останова суппортов, обеспечивающие получение линейных размеров.
Револьверные станки делятся на две группы в зависимости от назначения: для прутковой и патронной работы.
Станки для прутковой работы снабжаются специальным зажимным устройством с пружинящими втулками-цангами. Станки для работы со штучными заготовками (штампованными, литыми) оснащаются самоцентрирующими патронами, которые могут иметь сменные вкладыши. Зажимные устройства обоих типов (цанговые и патронные) часто приводятся в действие от пневматического цилиндра, монтируемого на заднем конце шпинделя.
В зависимости от расположения оси револьверной головки различают станки с вертикальной и горизонтальной осью револьверной головки (рис.14).
Станки с вертикальной осью головки, кроме револьверного суппорта, имеют еще поперечный суппорт. Станки с горизонтальной осью револьверной головки, располагаемой параллельно оси шпинделя, в большинстве случаев поперечного суппорта не имеют. На этих станках работы с поперечной подачей производятся при помощи вращения револьверной головки.
Револьверные станки целесообразно применять для деталей, требующих при обработке последовательного употребления большого количества инструментов с незначительным для каждого инструмента временем резания. Изделия, допускающие одновременную обработку нескольких поверхностей, выгоднее обрабатывать на многорезцовых станках.
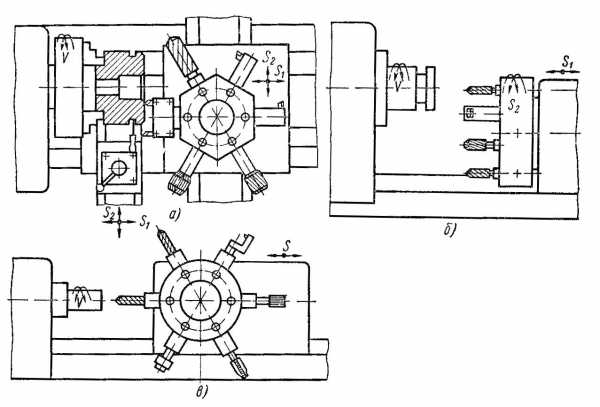
Рис.14. Револьверные головки:
а – с вертикальной осью; б, в – с горизонтальной осью
Применение револьверных станков оправдывает себя лишь при наличии инструментальных наладок. В связи с этим, эксплуатация их наиболее целесообразна при достаточно больших партиях деталей. Из области револьверных работ исключаются детали, требующие обработки в центрах.
Исполнительный механизм револьверного станка с вертикальной осью револьверной головки (рис.15) состоит из шпинделя с трехкулачковым патроном 4 или цангой для установки заготовки, револьверной головки 7 и суппорта 6 для установки режущих инструментов (резцов, сверл, расточных блоков и т.п.). На рисунке показан станок патронного исполнения. Вращательное движение со скоростью резания сообщается прутку или штучной заготовке от электродвигателя обычным передаточным механизмом, состоящим из ременной передачи и коробки скоростей. Движение подачи получает режущий инструмент, закрепленный в резцедержателе 5 поперечного суппорта (Sпоп, Snpод) или в шести гнездах револьверной головки (Sг). Это движение от вала электродвигателя станка обычно передается ременной передачей или цилиндрическими зубчатыми колесами, или червячной парой и т.д. После выполнения перехода головка поворачивается на 1/6 оборота, вводя в рабочую зону новый инструмент.
Несущая система станка аналогична системе токарного станка при работе в патроне: усилия между инструментом и заготовкой замыкаются через станину 1 с направляющими суппорта и шпиндельную бабку 3.
Закрепление штучных заготовок в самоцентрирующем патроне не отличается от аналогичных действий на токарном станке. Применяются также патроны с пневматическим приводом. При обработке заготовок из прутка зажим может обеспечиваться цанговым патроном.
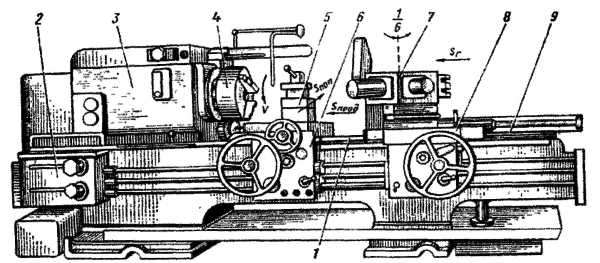
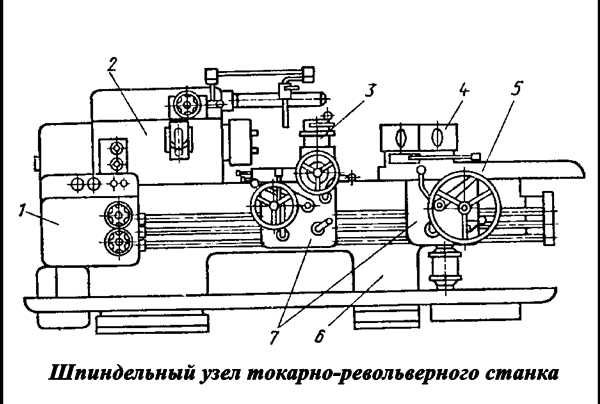
Рис.15. Токарно-револьверный станок:
1 – станина с направляющими; 2 – коробка подач суппортов; 3 – шпиндельная бабка;
4 – патрон на шпинделе; 5 – резцедержатель суппорта; 6 – суппорт с фартуком;
7 – шестигранная револьверная головка с гнездами для установки режущих инструментов;
8 – револьверный суппорт; 9 – барабан револьверного суппорта с упорами
К специфическим узлам, типичным для револьверных станков, относятся упоры, цанговый зажим и механизм в фартуке станка, выключающий подачу от упоров. Регулируемые упоры представляют собой преграду, в которую упирается рычаг, выключающий подачу и тем самым прекращающий процесс обработки при достижении соответствующего крутящего момента на червяке или другом элементе передаточной цепи подачи. Барабан с упорами 2 (рис.16) закрепляется жестко на станине станка, а его упоры регулируются в зависимости от необходимого перемещения суппорта с жестким упором 3. Корпус 1 барабана поворачивается на 1/6 часть окружности. Остановка суппорта в момент контакта упоров 2 и 3 приводит к выключению механизма подачи.
а)
б)
Рис.16. Упоры револьверного станка:
а – барабан с упорами, ограничивающими продольную подачу суппорта; б – отводной упор станка с горизонтальной продольной осью головки; 1 – поворотный корпус барабана;
2 – упоры, регулируемые для каждой позиции револьверной головки или суппорта;
3 – жесткий упор на суппорте; 4 – контргайка регулируемого упора;
5 – револьверная головка; 6 – регулирующий винт;
7 – отводной упор; 8 – станина станка
Существуют различные конструкции механизмов, выключающих движение подачи, известные под названиями падающий рычаг, или падающий червяк. В них под действием возрастающих усилий происходит быстрое разъединение муфты или червячного зацепления.
studfiles.net