Резцы для фрезы – Резец для дорожных фрез, price, where to buy in Russia
alexxlab | 26.09.2016 | 0 | Вопросы и ответы
типы и особенности – «Nord West Tool»
Металлообработка, как физический процесс, представляет собой деформацию заготовки с целью придания ей необходимой геометрической конфигурации. Одна из наиболее распространённых технологий, так называемая субтрактивная (от англ. subtraction – вычитание), предполагает удаление «лишнего» металла из тела заготовки на токарном или фрезерном станке. Режущими инструментами в этих машинах являются соответственно резец и фреза.
Эта оснастка выполняется в виде стальной основы с острыми кромками, срезающими металл и деформирующими заготовку согласно своей геометрии. Удаление металла осуществляется при вхождении инструментов в механический контакт с болванкой. Резцы и фрезы изготавливаются из углеродистой инструментальной стали с высоким пределом прочности. Недорогими являются инструменты с наваренными кромками. В этих модификациях основа производится из дешёвой конструкционной стали, а режущая головка изготавливается из победита, металлокерамики или покрывается синтетическим алмазным напылением (для высокоточных станков).
Концептуальное различие между резцом и фрезой
Главная разница между этими режущими инструментами обусловлена различием самих методов токарной и фрезерной металлообработки. В первом случае, то есть при точении изделий вращается заготовка, в то время как резец неподвижно зафиксирован в суппорте и вместе с ним может совершать движение влево или вправо и вперёд или назад. В процессе фрезерования вращается, наоборот, фреза, а будущее изделие совершает либо поступательное, либо винтовое, либо какое-то более сложное движение вместе со столом.
Типы фрез
Фрезеровка позволяет получать изделия с многочисленными сочетаниями простых и фасонных поверхностей. С помощью фрезерной технологии можно изготавливать элементы косозубых передач с плавными и пересекающимися линиями. Широкие возможности данного вида металлообработки обусловлены наличием большого количества типов фрез, среди которых распространены следующие:
- цилиндрические;
- торцовые;
- угловые;
- дисковые;
- фасонные.
Существуют также специальные фрезеровальные инструменты, к которым относятся, например, фрезы для обработки пазов Т-образной формы.
Типы резцов
Несмотря на то, что точение намного проще фрезеровки, токарная оснастка, как и фрезерная, представлена большим числом разновидностей. В зависимости от вида обработки заготовки резцы подразделяются на следующие типы:
- проходные;
- отрезные;
- расточные;
- фасонные.
Кроме того, эти инструменты классифицируются и по другим критериям. К примеру, по направлению подачи резец может левым или правым, а в зависимости от сечения основы – прямоугольным, квадратным, круглым.
Особенности эксплуатации режущих инструментов
Как сказано выше, режущие кромки резцов и фрез изготавливаются из углеродистой инструментальной стали. Это очень прочный материал, но, тем не менее, и он подвержен износу, который является причиной снижения точности токарной и фрезерной обработки. При резке металла кромки нагреваются до высоких температур, в силу чего изнашиваются. Поэтому оснастка должна периодически подвергаться заточке. Понятно, что эта процедура не может проводиться бесконечно – рано или поздно резец или фреза придут в полную негодность, поскольку их режущие кромки окажутся сточенными до предела.
В связи с этим при организации промышленного предприятия, оснащаемого токарными и фрезерными станками, нужно предусмотреть установку заточного оборудования. В статью регулярных расходов также необходимо закладывать затраты на покупку новых режущих инструментов.
вернуться назад
www.nordwesttool.ru
Фрезы по металлу для фрезерного станка: дисковые, концевые, торцевые
Содержание статьи:
Фреза — это инструмент для обработки металлических деталей на станках. Процесс называется фрезерованием, по эффективности и производительности он превосходит другие способы обработки изделий из металла.
Принцип работы и конструкция
конструкция фрезы
Инструмент на большой скорости двигается вокруг собственной оси и на малой — вперед, обрабатывая заготовку из металла. Формы поверхностей получаются различные: канавки, цилиндр, пазы или гладкие плоскости, зависит от характера прямолинейного движения.
Вращающаяся поверхность заготовки обрабатывается вращательным, подающим движением. Для создания винтовых углублений используется вращательное движение.
Фреза состоит из корпуса, к которому крепятся рабочие выступы — зубья. Весь корпус делится на рабочую часть, хвостовик и переходную — шейку. Конечная форма заготовки зависит от положения инструмента и исходной формы.
Виды фрез
Существует множество видов, предназначенных для выполнения различных работ:
- торцевые;
- цилиндрические;
- угловые;
- дисковые;
- концевые;
- фасонные;
- шпоночные;
- для выполнения Т-образных углублений;
- насадные (составные и цельные).
Составные насадные применяют для создания сложных форм. С помощью цельных выполняют особо точные операции, они отлично уравновешены.

различные виды фрез
Цилиндрические фрезы
Устанавливаются на фрезерные станки горизонтального типа. Рабочие зубья могут иметь винтовую или прямую форму. Винтовые удобны для работы на узких участках, когда свойства винтовых зубов значительно не влияют на процесс резания. Чтобы уменьшить осевые усилия используются сдвоенные цилиндрические фрезы с различным наклоном режущих поверхностей. Такая форма выравнивает осевые усилия, влияющие на инструмент во время работы по металлу. Инструменты выполняются из быстрорежущих металлов с твердосплавными включениями на рабочих поверхностях.
Торцевые фрезы
Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.
В связи с тем, что профилирующими являются только верхушки кромок, формы кромок отличаются разнообразием. Наиболее удобны инструменты с рабочими кромками в виде окружности или ломаной. С помощью торцового инструмента работа выполняется плавно при минимальном размере припуска. В данном случае величина припуска никак не влияет на угол соприкосновения с деталью, важны лишь диаметр инструмента и ширина фрезерования. По сравнению с другими видами торцовый может обладать большими габаритами и жесткостью, поэтому режущие зубья крепятся надежно и дополнены пластинами из твердых сплавов. Этот инструмент обладает большей производительностью, нежели цилиндрический.
Угловые фрезы
Используют для фрезеровки наклонных металлических плоскостей и угловых выемок на станках. Делятся на одноугловые и двухугловые. У первых активные зубья покрывают всю рабочую часть корпуса, у вторых — лишь конус.
В металлообработке применяются для выполнения стружечных углублений. Двухугловые фрезы работают сравнительно плавно. Чтобы верхушка инструмента не стачивалась слишком быстро, ее делают закругленной.
Концевая фреза
Вырабатывает глубокие выемки и пазы на металлических деталях. Хвостовик для крепления в станке у концевой фрезы отличается своей формой — конус или цилиндр. Торцевые кромки несут вспомогательную функцию, основная нагрузка лежит на зубьях, расположенных в цилиндрической части. Их выполняют наклонными или винтовыми. Во втором случае необходимо выдержать наклон не более 45 градусов.
Шпоночные фрезы
Используются в основном для выполнения отверстий в металле. Работают только торцовые кромки. При затачивании затрагиваются задние рабочие кромки, поэтому диаметр инструмента со временем не уменьшается.
Для выполнения Т-образных выемок
Т-образные выемки на металлических деталях не редкость, для их исполнения разработан специальный вид фрез. В процессе работы стружка выводится плохо, поэтому они быстро ломаются. За один оборот инструмента зуб работает дважды. Зубья разнонаправлены, затачиваются поочередно — то с одной, то с другой стороны.
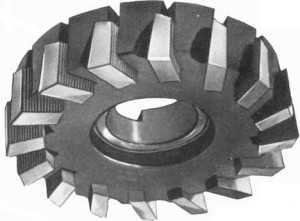
Дисковые фрезы
дисковая фреза
Может быть двухсторонней, пазовой или трехсторонней, вырезает выемки и углубления различной формы. Пазовые дисковые инструменты оснащены зубьями на цилиндре, с их помощью можно выполнить неглубокие пазы. Чтобы снизить трение в торцах, инструмент затачивают под углом, уменьшающим толщину к центру. Толщина инструмента предусматривает допуск до 0,05 миллиметров, которая постепенно уменьшается в процессе стачивания.
Двухсторонние и трехсторонние фрезы оснащены рабочими зубцами, в том числе на торцах. Рабочие зубья в торцах имеют вспомогательное значение, основную нагрузку на металл несут зубцы на цилиндре.
Зубья дисковых инструментов могут быть наклонными или располагаться прямо. Первые повышают производительность инструмента. Для этого на трехсторонних фрезах делают разнонаправленные зубья. Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность.
Фасонные фрезы
Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Сборные фрезы
Представляют собой корпус, в который вставляются рейки или зубья нужного размера из твердых сплавов. Форма рабочих кромок таких инструментов простая, обработка сложных деталей обеспечивается за счет особых профилей корпуса, в которые вставляются зубья.
Видео о дисковых и циркулярных фрезах по металлу:
stanokgid.ru
Какие бывают фрезы для нарезки шестернь.
Недавно мне один человек задал такой вопрос: Какие бывают фрезы для обработки шестернь? Думаю опытные зуборезчики знают исчерпывающий ответ на это вопрос, а вот для новичков и просто интересующихся людей я с удовольствием отвечу. Итак фрезы и прочий инструмент для нарезания различных шестернь:
- Червячные фрезы. Бывают от модуля (какими я работал лично) 0,4 до модуля 30 (очень редко встречаются фрезы модуль 32, я не видел). Больше модуля 32 червячных фрез нет. Есть червячные фрезы для нарезания: шестернь, шлицев (30-ти градусный и прямой шлиц), звёздочек, спец фрезы определённого диаметра для нарезания червячных колёс, фрезы с заборным конусом, различные спецфрезы. Обработка таким фрезами достаточна проста, быстра, удобна. Обработка методом обкатки. Но следует участь не малую стоимость данного инструмента.














- Дисковые фрезы. Бывают различных модулей. Мне встречались дисковые фрезы от модуля 7 до модуля 45. Подбирать дисковые фрезы необходимо под определённое количество зубьев, естественно смотрите модуль. Фрезы под прямой зуб, отличаются от фрез для косого зуба. Есть черновые и чистовые фрезы. При работе дисковыми фрезами используйте шаблон. Так удобней ориентироваться при подачи глубины чернового (черновых) прохода. Нарезка производится способом единичного деления. Подобные фрезы более востребованы при нарезке: больших модулей, шестернь с малым количеством зубьев, реек, внутреннего зуба, прямоугольных шлицев, звёздочек. При нарезке данными фрезами можно использовать довольно высокие режимы резания (подачу, обороты), фрезы выдерживают большую нагрузку.







- Пальцевые фрезы предназначены для нарезки зубьев путём единичного деления. Бывают различных модулей, в основном крупных. Лично я нарезал зуб пальцевой фрезой от модуля 16 до модуля 36. Преимущество данных фрез в простоте изготовления, недостаток в том, что нельзя давать большую нагрузку. Незаменимы при нарезке шевронов без канавки (закрытых). Можно нарезать наружный зуб, внутренний. Так же как на дисковых фрезах пользуйтесь шаблоном.

- Долбяки используют на зубодолбёжных станках. Бывают с разным количеством зубьев с большим диапазоном модулей. Чаще небольшого модуля (до 16), так как сейчас редко встречаются большие зубодолбёжные станки (хотя существуют). Зубодолбление незаменимо при нарезки шестерней с малым выходом и шестерней малого диаметра с внутренним зубом.



- При нарезке конических колёс с обычным и круговым зубом используют специальные резцы и головки.



- Резец — летучка используется для нарезки червячных колёс с одним заходом, двумя и тремя заходами червяка. Набирается определённая высота (выход резца) относительно определённого диаметра червяка и определённый угол. Преимущество данного инструмента в простоте изготовления, ведь намного тяжелее сделать фрезу, а часто требуется специальная фреза (имеющая определённое количество заходов и определённый диаметр). Недостаток в длительности обработки. Нарезается тангенциальной подачей.

zuborez.info
Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.

Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
 Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
 Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.

Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.

Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.
Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.

Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
ismith.ru
Дорожные резцы
Дорожные резцы и резцедержатели для дорожно-фрезерной техники (резцы для дорожной фрезы, ресайклера (рециклера), стабилизатора, профилировщика, навесного фрезерного оборудования).
Твердосплавные резцы применяются для дорожной техники различных марок: Амкадор-8047, ОФ-400, ДЭМ–121, ФД-500, ФДБ-1100, ФДН-500, ФДХС-К-1000-01, ДС-197, ЕМ-400 / ЕМ-600 / ЕМ-1000 (ОРФ, ОНФ), НО-83; Wirtgen, Weber, Vogele, Kleemann, Bitelli, Stavostroy, Roadtech, Vielhaben, Abg, Bobcat, Bomag, Caterpillar, Bauer, Casagrande, Soilmec, Barat Carbide, Kennametal, Roatec и др.
| A30W-16F | A34W-18F | A34W-20F (W6/20, W6HR)
|
 |  |  |
A34WL-20F(W6/20, W6HR,RZ25) | ||
 | ||
резцедержатель DA004-03 | резцедержатель DA003 | |
 | ||
.
.
.
.
.
.
.
дорожные резцы для холодного фрезерования асфальта и бетонных покрытий, резцедержатели для дорожных фрез. Резцы дорожные, резец для дорожных фрез Wirtgen (Виртген).Резец дорожный для фрезы в России по лучшей цене. Резцы дорожные для фрез.Твердосплавные резцы, специальный инструмент и резцедержатели для дорожно-фрезерных, профилировочных машин и ресайклеров используются на машинах почти всех производителей дорожной и строительной техники.Дорожный инструмент от ведущего мирового лидера в производстве компании Kennametal (США) отличается высокими стандартами качества, эффективностью и великолепным дизайном.дорожные резцы для холодного фрезерования асфальта и бетонных покрытий, резцедержатели для дорожных фрез. (зубья)(зубки) и резцедержатели для фрезы дорожной
primulats.ru
Резцы-фрезы для станка с пантографом
Резцы-фрезы для станка с пантографом
Категория:
Граверное дело
Резцы-фрезы для станка с пантографом
Режущим инструментом для станка с пантографом являются резцы-фрезы. Для качественного гравирования и повышения производительности труда нужно заточить резец в соответствии с обрабатываемым материалом и глубиной гравирования. Для выбора описываемых ниже форм резцов-фрез решающим является вид работы в каждом данном случае. Наиболее ходовой резец для плоскостной гравировки — конусный резец-фреза. Для рельефных работ в зависимости от контура гравируемого рисунка применяют различные профили резцов. На рис. 63 изображены лишь некоторые из разнообразнейших резцов-фрез, которыми пользуются при механическом гравировании на пантографе.
Опыт показал, что при гравировании на мягких металлах и материалах наиболее пригодны резцы-фрезы из легированной стали, так как благодаря своей стойкости они всегда дают чистый и гладкий срез. При трудоемком гравировании или для небольших фрезерных работ применяют в основном резцы-фрезы из быстрорежущей стали. Кроме того, при гравировании деталей, изготовленных из материала повышенной твердости, наиболее целесообразно применять твердосплавные резцы марки ВК-8. Изготовление резцов-фрез требует особой тщательности.
Рис. 1. Резцы-фрезы для станка с пантографом
Применение прогрессивных средств термической обработки гарантирует достаточную стойкость фрезы и сохранность правильной геометрической формы. Для станка с пантографом, как и для всякого другого металлорежущего станка, стойкость инструмента зависит не только от его качества, но и от режимов резания.
Перемещение пантографа осуществляется от руки, поэтому не всегда можно поддерживать равномерную подачу. Однако следует обратить внимание на то, чтобы подача и число оборотов резца-фрезы соответствовали данному материалу. Обычно при гравировании на мягких металлах и материалах работают с большим числом оборотов, при гравировании на латуни, бронзе и т. п.— со средним и, наконец, на стали — с низким числом оборотов. Это особенно важно при предварительной обдирке, где ширина и толщина стружки значительны. При стружке малого сечения это не столь существенно. Сталь, например, при ширине резца-фрезы 1 мм и глубине резания 0,03 мм можно обрабатывать с наивысшим числом оборотов.
Для каждой граверной работы в отдельности подбирают резец-фрезу определенной формы и размера, который не нуждается в дополнительной переделке. Наиболее удобной конструкцией резцов-фрез являются резцы с обычным цилиндрическим хвостовиком диаметром 3—8 мм (ранее применялись резцы с конусным хвостовиком). Размер резца зависит от габаритов и мощности пантографа в целом, а также от вида граверных работ в каждом данном случае.
Весьма важно для любого пантографа иметь 3—4 комплекта зажимных цанг с различным внутренним диаметром отверстий, с помощью которых можно всегда закрепить резец нужного диаметра. Иногда для закрепления резца-фрезы меньшего диаметра, чем отверстия имеющихся в наличии цанг, применяют разрезные переходные втулки. Однако применять их рекомендуется лишь в случае крайней необходимости, так как этим можно нарушить соосность резца-фрезы и шпинделя пантографа.
Качество любой риски или штриха на изделии за-исит от того, как заточен и доведен резец и совпадет ли его центр заточки с осью вращения шпинделя пантографа, как было сказано выше. Заточку резцов-фрез с углом в 180° производят на специальных центровочно-затыловочных станках с последующей доводкой их на точильных брусках, о чем более подробно будет изложено ниже.
резец-фреза с постоянным центром. В полукруглых резцах (или в резцах с углом в 180°) центр режущей кромки и затыловка могут быть получены, как уже упоминалось, на специальном центровочно-затыловочном станке. Резец-фреза с углом в 100° в этом станке не нуждается, так как при любых заточках (не касаясь граней ав и аб) на обычном карборундовом круге и при затыловке центр такого резца-фрезы остается постоянным, если при изготовлении ребро а сделано на оси резца. Благодаря этому важному свойству резца при гравировании им могут быть получены очень тонкие риски с шириной до 0,15 мм.
Большое значение имеет соосность оси резца-фрезы и оси шпинделя. Можно производить заправку резца-фрезы с любым профилем и любой шириной режущей кромки по торцу в пределах радиуса самого резца. Процесс затыловки резца с углом в 100° можно производить на любом имеющемся в наличии карборундовом круге; при этом заправку резца такой конструкции может произвести от руки низкоквалифицированный гравер-станочник. Необходимо следить за тем, чтобы во время заправки не перегрелась рабочая часть резца-фрезы.
Таким образом, основными достоинствами резца-фрезы с углом в 100° является постоянство положения центра при достаточной прочности фрезы, простая и легкая заты-ловка и заточка, не требующая высокой квалификации гравера, а также отсутствие необходимости применения специального станка для заточки резца. При изготовлении в инструментальном цехе резца-фрезы с углом в 100° особое внимание следует уделить тому, чтобы плоскость среза при шлифовании была доведена точнейшим образом до оси: например, если диаметр заготовки равен 8 мм, то после доводки его радиус должен быть равен 4 мм. Затем заготовку поворачивают на 80°, шлифуют и доводят переднюю поверхность так, чтобы ребро а точно совпадало с осью резца.

Рис. 2. Резец-фреза с постоянным центром:
а — до затыловки: б — после затыловки и заправки
Убедившись в том, что шлифование и доводка произведены правильно, можно считать полученную внутреннюю грань резца-фрезы его постоянным центром.
Особенности указанной технологии и конструкции резца не допускают каких-либо механических воздействий на его внутренние грани; затыловка, заточка и доводка его режущих кромок могут быть произведены только лишь по задней поверхности.
Полукруглый резец-фреза (половинчатый). Этот резец-фрезу широко применяют при оаботе на стали для грубого гравирования и черновой обдирки. Заточка, затыловка и правка или соответственно профилирование этого резца-фрезы производится только машинным способом, так как при заточке от руки получение соосности в резцах такой конструкции исключено.
Для мелких гравировок, требующих тонкого острия режущего инструмента, применяют цилиндрические резцы-фрезы, острие которых заточено на три или четыре грани. Они плотно зажимаются в цанге и затачиваются по мере изнашивания, что дает возможность использовать их почти по всей длине.
Для гравирования более тонких и мелких рисок применяют резцы-фрезы разметочного типа с использованием их без вращения шпинделя, который на это время блокируется. Указанный резец-фреза представляет собой конус, заточенный под углом в 60°, заканчивающийся иглообразным острием. Иногда такие резцы оснащают пружиной, вставленной в полый хвостовик резца, резец имеет внутри резьбу для нажимного винта, который через пружину давит на вставленный плавающий резец. Такое устройство рез-
позволяет компенсировать все неровности гравируемой детали. Однако указанные резцы иглообразной формы применяются главным образом на мягких материалах и металлах.
Затыловка и заточка резцов-фрез. Непременным условием для выполнения качественного гравирования является безупречно затылованный и заточенный инструмент. Поэтому независимо от формы, назначения и конструкции резца-фрезы необходимо обратить исключительное внимание на его заточку. Ниже приведены некоторые указания по заточке наиболее распространенных резцов-фрез. Следует всегда помнить, что правильно заточенный резец-фреза имеет абсолютно точный ход.
Как уже было сказано выше, резец-фреза с углом в 100° с успехом может быть заправлен от руки для любого вида граверной работы. Если затачивать резец, немного наклоняя его, создается задний угол, причем режущая кромка резца всегда должна быть короче кромки задней грани, как показано на рис. 64, б. Заточка от руки «половинчатого» резца-фрезы с углом в 180° невозможна, так как малейшее отклонение его острия (при заправке) от центра оси вращения нарушает правильность и ухудшает качество гравирования. На заводах, где применяют «половинчатые» резцы-фрезы, для заточки их обычно используют специальное центровочно-затыловочное приспособление. Конструкция этого приспособления позволяет производить заточку резцов-фрез любого необходимого образца; одни затачиваются с использованием конструктивных особенностей данного приспособления, другие же заправляются на абразивном круге от руки.
У резцов-фрез упрощенного профиля, применяемых либо при наличии цилиндрических контуров резания, либо для гравирования более значительных по размерам плоских поверхностей, последовательность процесса заточки аналогична упомянутой выше с той лишь разницей, что вместо конуса должна затачиваться боковая кромка. Режущая кромка по торцу затачивается от руки, причем резец-фрезу держат сначала вертикально к плоскости шлифовального круга, а затем придают ему легкий наклон вправо вниз, что дает необходимую заточку по задней поверхности, т. е. за-тыловку, благодаря которой режущая кромка располагается слегка наклонно относительно средней оси резца-фрезы.
Резцы-фрезы с закругленной торцевой режущей кромкой, предназначенные для профилей круглого сечения при рельефном гравировании и для всевозможных обдирочных работ, также затачивают до полной готовности от руки, подобно резцам с плоской наружной кромкой лезвия. Закругление резца во время заточки достигается путем медленного плавного поворачивания резца-фрезы с приближением к плоскости шлифовального круга. И здесь следует позаботиться о достижении хорошей заточки по задней поверхности. Она определяется тем, что вершина закругления располагается не посередине передней грани резца, а смещена по направлению к режущей стороне. Контур профиля закругления резца-фрезы, если смотреть по направлению к режущей поверхности, имеет подъем справа налево.
Полезно резцы-фрезы (любой формы) после заточки на шлифовальном круге слегка отполировать на оселке для удаления возможных неровностей. Параллельно с этим режущую кромку у резцов-фрез из инструментальной стали немного подтачивают, у резцов из быстрорежущей стали слегка снимают. При этой дополнительной доводке следует остерегаться крайности, особенно в отношении режущих кромок, так как иначе возникает опасность нарушения среднего профиля резца-фрезы, что влечет за собой непригодность резца на более или менее значительную его длину. Нужно не только следить за формой резца-фрезы при заточке, но и систематически охлаждать его в холодной воде или эмульсии, чтобы не допустить отжига, из-за которого резец-фреза может быть испорчен на довольно значительную длину.
На поверхности шлифовального круга от заточки всевозможных инструментов образуются канавки и другие неровности и, кроме того, шлифовальный круг засоряется инородными телами, что в значительной степени ухудшает его эксплуатационные свойства. Поэтому шлифовальный круг периодически необходимо выравнивать и одновременно возобновлять чистоту его поверхности.
Для этой цели пользуются специально профилированным алмазом, который следует водить по вращаю-шейся поверхности рабочей части шлифовального круга подобно резцу.
Профиль ощупывающего пальца и его размеры.
Рабочий конец ощупывающего пальца пантографа аолжен (независимо от своей формы) иметь глянцевую полированную поверхность для того, чтобы во время гравирования плавно и без заедания скользить по контуру шаблона или копира. Чем лучше заправлен палец, тем легче получается ход пантографа, тем дольше сохраняют свои эксплуатационные свойства наборные шаблоны всех обозначений и всевозможные копиры. Поэтому периодически следует внимательно проверять состояние рабочего конца пальца и своевременно полировать его. При изготовлении изделий, требующих плоского гравирования (шиль-диков, табличек, шкал и т. п.), которые выполняются при помощи обычных плоских копиров и заостренного под углом 60° ощупывающего пальца, ширина линии обусловливается самой формой резца-фрезы, т. е. профилем его заточки.
При граверно-копировальных работах необходимо выбирать профиль и диаметр ощупывающего пальца, точнее сообразуясь с профилем и толщиной резца, соблюдая строгую пропорциональность соответствующих величин. Если, например, при передаточном отношении 2:1 применен цилиндрический палец диаметром 4 мм, то требуется применить резец-фрезу с шириной режущей кромки точно 2 мм. Это основное правило применяется и при использовании конических и специально профилированных резцов и копировальных пальцев.
В рельефных работах при черновой обработке (обдирке) сначала используют палец немного больших размеров и пропорционально ему более крупный резец-фрезу. Для окончательной же доводки выбирают такие размеры пальца и резца, которые соответствуют размерам наименьшей детали орнамента. Если в процессе гравирования появится необходимость в ощупывающих пальцах специальных профилей и размеров, то их изготавливают с соответствующей точностью на токарном участке инструментального цеха. Главным здесь является соосность рабочей части пальца и копирной втулки под палец.
Перед началом работы со свободно подвешенным пантографом следует позаботиться, чтобы вертикальная ось поворота пантографа, острие резца-фрезы и ощупывающего пальца были приведены к одной плоскости рихтовальной линейкой. Это правило необходимо соблюдать также и в случае смены пальца или при перезаточке резца-фрезы, не забывая, что резец в данном случае должен быть опущен вниз, т. е. в рабочее положение.

Рис. 3. Установка резца-фрезы и копировального пальца в одной плоскости с помощью рихтовальной линейки
Реклама:
Читать далее:
Копиры и шаблоны для гравирования на пантографе
Статьи по теме:
pereosnastka.ru