Резцы токарные отрезные – Отрезной резец: виды токарных резцов и их назначение
alexxlab | 27.11.2019 | 0 | Вопросы и ответы
Отрезной резец: виды токарных резцов и их назначение
Содержание статьи:
Большинство токарных обработок производится с помощью резцов. Среди основных видов отрезной резец занимает лидирующее место по частоте использования. Их изготавливают из специальных марок стали особой твердости.
Назначение отрезного резца

отрезной резец
В зависимости от вида операции используются основные типы резцов:
- резьбовые для внешней и внутренней нарезки;
- проходные прямые, отогнутые и упорные;
- расточные для глухих и сквозных отверстий;
- отрезные.
Токарные отрезные резцы применяют для отрезания детали от прута малого диаметра и формирования канавок в заготовке. Их вырезают отрезными инструментами особого назначения — канавочными. Форма рабочей головки соответствует размерам и форме будущей канавки. Зачастую в один проход паз нужного размера сделать не получается. В несколько заходов работают и с твердыми металлами, а также при большой ширине паза.
Длина рабочей области должна составлять немногим больше половины от поперечника разрезаемой детали.
Виды конструкций отрезных инструментов:
- цельные: выточен из единого куска металла. Их изготавливают из инструментальной углеродистой стали, мелкие — из быстрорежущих. Не нашли широкого применения на практике;
- с приваренными пластинками: на головке приварена твердосплавная или быстрорежущая пластинка. При их приваривании важно соблюдать технологию, иначе возникают трещины, инструмент быстро разрушается;
- с механической фиксацией пластин: в головку инструмента вставляется режущая пластинка и крепится механически. Их часто используют для минералкерамических режущих пластин.
Токарные резаки могут быть левыми и правыми, прямыми или отогнутыми. Наиболее распространены на практике левые отогнутые и правые прямые.
Конструкция отрезного резца
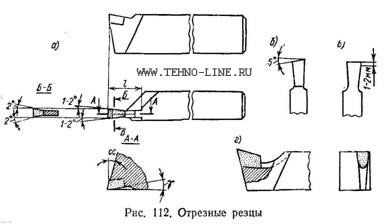
углы заточки отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла. Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Установка резца
Инструмент устанавливают под углом 90 градусов к обрабатываемой заготовке, по ее центру. Перепад в доли миллиметра приводит к поломке резца.
При токарной обработке хрупких металлов резец держат под углом до 10 градусов. В противном случае заготовка отломается быстрее, чем резак достигнет центра. При работе с быстрорежущими инструментами из цельного металла необходимо соблюдать скорость обработки не более 30 м\минуту. Твердосплавные резаки с напайками работают на повышенных скоростях — до 130 метров в минуту.
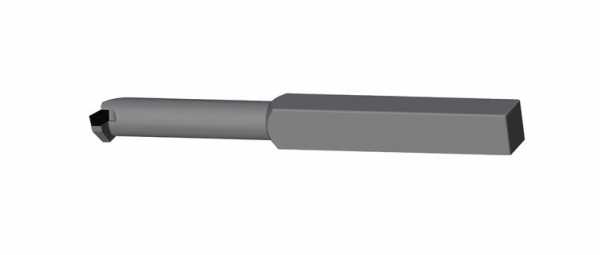
Резец отрезной инвертированный
инвертированный отрезной резец
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.
Критерии выбора резца
Чтобы отрезной резец служил эффективно и долго, необходимо учитывать следующие параметры при его выборе:
- обрабатываемый материал и виды обработок, интенсивность нагрузок;
- приоритет качеству поверхности или точности габаритов детали;
- степень износостойкости инструмента.
Видеоролик о том, как самому сделать отрезные резцы и правильно его заточить:
stanokgid.ruГОСТ 18884-73 Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры (с Изменениями N 1, 2, 3), ГОСТ от 08 июня 1973 года №18884-73
ГОСТ 18884-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ
С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped cutting-off turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 20.03.81 N 1460
ВЗАМЕН ГОСТ 6743-61 в части типа IX; МН 5204-64; МН 596-64; МН 598-64; МН 597-64
ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в марте 1981 г., июне 1985 г., январе 1986 г. (ИУС 6-81, 9-85, 5-86)
1. Настоящий стандарт распространяется на токарные отрезные резцы общего назначения с напаянными пластинами из твердого сплава.
(Измененная редакция, Изм. N 1).
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1
Таблица 1
Размеры в мм
Резцы | ||||||||||||||
правые | левые | Испол- нение | Сече- ние резца | Тип пластин по ГОСТ 17163-90 для резцов исполнения | ||||||||||
Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | 1 | 2 | |||||
2130-0451 | 2130-0452 | 2130-0453 | 2130-0454 | 2 | 12х12 | 4 | – | |||||||
2130-0251 | 2130-0261 | 2130-0301 | 2130-0302 | 1 | 16х10 | 100 | 20 | 3 | ||||||
2130-0001 | 2130-0002 | 2130-0303 | 2130-0304 | 2 | ||||||||||
2130-0253 | 2130-0263 | 2130-0305 | 2130-0306 | 1 | 20х12 | 120 | 25 | 4 | ||||||
2130-0005 | 2130-0006 | 2130-0307 | 2130-0308 | 2 | ||||||||||
2130-0255 | 2130-0265 | 2130-0311 | 2130-0312 | 1 | 25х16 | 140 | 35 | 5 | 13, испол- нение 3 | 13, испол- нение 2 | ||||
2130-0009 | 2130-0010 | 2130-0313 | 2130-0314 | 2 | ||||||||||
2130-0257 | 2130-0267 | 2130-0315 | 2130-0316 | 1 | 32х20 | 170 | 38 | 6 | ||||||
2130-0013 | 2130-0014 | 2130-0317 | 2130-0318 | 2 | ||||||||||
2130-0259 | 2130-0269 | 2130-0321 | 2130-0322 | 1 | 40х25 | 200 | 45 | 8 | ||||||
2130-0017 | 2130-0018 | 2130-0323 | 2130-0324 | 2 | ||||||||||
Пример условного обозначения правого резца исполнения 1, сечением мм, °, с пластиной из твердого сплава марки ВК6:
Резец 2130-0255 ВК6 ГОСТ 18884-73
Черт.2
Таблица 2
Размеры в мм
Резцы | ||||||||||||||||
правые | левые | |||||||||||||||
Испол- нение | Сече- ние резца | Тип пластин по ГОСТ 17163-90 для резцов исполнения | ||||||||||||||
Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | Обозна- чение | Приме- няе- мость | 3 | 4 | |||||||
2130-0151 | 2130-0152 | 2130-0331 | 2130-0332 | 3 | 20х12 | 120 | 35 | 45 | 30 | 4 | ||||||
2130-0101 | 2130-0102 | 2130-0333 | 2130-0334 | 4 | ||||||||||||
2130-0153 | 2130-0154 | 2130-0335 | 2130-0336 | 3 | 25х16 | 140 | 40 | 50 | 35 | 5 | ||||||
2130-0103 | 2130-0104 | 2130-0337 | 2130-0338 | 4 | ||||||||||||
2130-0155 | 2130-0156 | 2130-0341 | 2130-0342 | 3 | 32х20 | 170 | 50 | 60 | 40 | 6 | 13, испол- нение 3 | 13, испол- нение 2 | ||||
2130-0105 | 2130-0106 | 2130-0343 | 2130-0344 | 4 | ||||||||||||
2130-0157 | 2130-0158 | 2130-0345 | 2130-0346 | 3 | 40х25 | 240 | 65 | 75 | 55 | 8 | ||||||
2130-0107 | 2130-0108 | 2130-0347 | 2130-0348 | 4 | ||||||||||||
2130-0159 | 2130-0160 | 2130-0351 | 2130-0352 | 3 | 50х32 | 280 | 80 | 95 | 65 | 10 | ||||||
2130-0109 | 2130-0110 | 2130-0353 | 2130-0354 | 4 | ||||||||||||
Пример условного обозначения правого резца исполнения 4, сечением мм, , с пластиной из твердого сплава марки ВК6:
Резец 2130-0103 ВК6 ГОСТ 18884-73
(Измененная редакция, Изм. N 1, 2, 3).
3. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
6. Технические требования – по ГОСТ 5688-61.
7. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Элементы конструкций и геометрические параметры резцов указаны на черт.1-4 и в табл.1-4.
Черт.1
__________________
* Выдержать на длине 2 … 3 мм.
Черт.1
Таблица 1
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 17163-90 | Наибольший диаметр отрезки | |||
16х10 | 2,5 | 10,7 | 12,9 | 13673 | 30 |
20х12 | 3,5 | 12,4 | 15,8 | 13693 | 35 |
25х16 | 4,5 | 14,1 | 19,8 | 13713 | 50 |
32х20 | 5,5 | 15,7 | 25,8 | 13733 | 60 |
40х25 | 7,3 | 17,3 | 32,7 | 13753 | 70 |
Черт.2
__________________
* Выдержать на длине 2 … 3 мм.
Черт.2
Таблица 2
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 17163-90 | Наибольший диаметр отрезки | ||
12х12 | 10,4 | 7,8 | 13532 | 22 |
16х10 | 8,8 | 12,9 | 13492 | 30 |
20х12 | 10,4 | 15,8 | 13532 | 35 |
25х16 | 12,1 | 19,8 | 13572 | 50 |
32х20 | 13,7 | 25,8 | 13592 | 60 |
40х25 | 15,4 | 32,7 | 13612 | 70 |
Черт.3
_________________
* Выдержать на длине 2 … 3 мм.
Черт.3
Таблица 3
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 17163-90 | Наибольший диаметр отрезки | |||
20х12 | 3,5 | 12,4 | 25,8 | 13693 | 60 |
25х16 | 4,5 | 14,1 | 29,8 | 13713 | 65 |
32х20 | 5,5 | 15,7 | 33,8 | 13733 | 85 |
40х25 | 7,3 | 17,3 | 47,7 | 13753 | 110 |
50х32 | 9,3 | 22,0 | 56,7 | 13773 | 135 |
Черт.4
_______________
* Выдержать на длине 2 … 3 мм.
Черт.4
Таблица 4
Размеры в мм
Сечение резца | Обозначение пластин по ГОСТ 17163-90 | Наибольший диаметр отрезки | ||
20х12 | 10,4 | 25,8 | 13532 | 60 |
25х16 | 12,1 | 29,8 | 13572 | 65 |
32х20 | 13,7 | 33,8 | 13592 | 85 |
40х25 | 15,4 | 47,7 | 13612 | 110 |
50х32 | 17,0 | 56,7 | 13632 | 135 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1, 2, 3).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 18874-73 Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры (с Изменениями N 1, 2), ГОСТ от 07 июня 1973 года №18874-73
ГОСТ 18874-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS grooving and cutting-off turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН ГОСТ 10043-62 в части типов VIII и IX; МН 646-64; 647-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1981 г., декабре 1985 г. (ИУС 4-81, 3-85)
1. Настоящий стандарт распространяется на токарные прорезные и отрезные резцы общего назначения из быстрорежущей стали.
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Резец прорезной
Черт.1
Таблица 1
Размеры, мм
Обозначение резцов | Применяемость | Сечение резца | ||||
2120-0501 | 4х4 | 4 | 4 | |||
2120-0502 | 6х6 | 6 | 5 | |||
2120-0503 | 50 | – | 3 | |||
2120-0504 | 8х8 | 8 | 4 | |||
2120-0505 | 5 | |||||
2120-0507 | 4 | |||||
2120-0520 | 5 | |||||
2120-0508 | 10х10 | 60 | 10 | 6 | ||
2120-0509 | 8 | |||||
2120-0511 | 4 | |||||
2120-0521 | 5 | |||||
2120-0512 | 12х12 | 70 | 12 | 30 | 6 | |
2120-0513 | 8 | |||||
2120-0514 | 10 | |||||
2120-0515 | 5 | |||||
2120-0516 | 6 | |||||
2120-0517 | 16х16 | 80 | 15 | 8 | ||
2120-0518 | 10 | |||||
2120-0519 | 12 |
Пример условного обозначения отрезного правого резца сечением мм, с шириной мм, при :
Резец 2130-0517 ГОСТ 18874-73
(Измененная редакция, Изм. N 1).
Резец отрезной
Черт.2
Таблица 2
Размеры, мм
Резцы | ||||||||||||||
правые | левые | Испол- нение | Сечение резца | |||||||||||
при | при | при | при | |||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | |||||||
2130-0501 | 2130-0502 | 2130-0361 | 2130-0362 | 6х6 | 50 | 6 | – | 1,5 | ||||||
2130-0503 | 2130-0504 | 2130-0363 | 2130-0364 | 8х8 | 8 | 2,0 | – | |||||||
2130-0505 | 2130-0506 | 2130-0365 | 2130-0366 | 1 | 10х10 | 60 | 30 | |||||||
2130-0507 | 2130-0508 | 2130-0367 | 2130-0368 | 12х12 | 70 | 10 | ||||||||
2130-0509 | 2130-0510 | 2130-0371 | 2130-0372 | 16х10 | 100 | 20 | 3,0 | |||||||
2130-0511 | 2130-0512 | 2130-0373 | 2130-0374 | 20х12 | 120 | 20 | 50 | 5 | ||||||
2130-0513 | 2130-0514 | 2130-0375 | 2130-0376 | 25 | 4,0 | |||||||||
2130-0515 | 2130-0516 | 2130-0377 | 2130-0378 | 2 | 25х16 | 140 | 20 | 3,0 | ||||||
2130-0517 | 2130-0518 | 2130-0381 | 2130-0382 | 35 | 60 | 5,0 | 6 | |||||||
2130-0519 | 2130-0520 | 2130-0383 | 2130-0384 | 32х20 | 170 | 25 | 4,0 | |||||||
2130-0521 | 2130-0522 | 2130-0385 | 2130-0386 | 40 | 6,0 | |||||||||
2130-0401 | 2130-0402 | 2130-0387 | 2130-0388 | 20х12 | 120 | 4,0 | ||||||||
2130-0403 | 2130-0404 | 2130-0391 | 2130-0392 | 3 | 25х16 | 140 | – | – | 5,0 | – | ||||
2130-0405 | 2130-0406 | 2130-0393 | 2130-0394 | 32х20 | 170 | 4,0 | ||||||||
2130-0407 | 2130-0408 | 2130-0395 | 2130-0396 | 8,0 | ||||||||||
Пример условного обозначения прорезного резца сечением мм, с шириной мм:
Резец 2120-0507 ГОСТ 18874-73
3. Размеры радиусов скруглений и фасок, не указанные на чертеже, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
6. Технические требования – по ГОСТ 10047-62.
7. Маркировать – по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Элементы конструкций и геометрические параметры прорезных резцов указаны на черт.1 и в табл.1.
Черт.1
Черт.1
Таблица 1
Размеры, мм
Сечение резца | |
4х4 | 4 |
6х6 | |
8х8 | 6 |
10х10 | 8 |
12х12 | 10 |
16х16 | 12 |
2. Элементы конструкций и геометрические параметры отрезных резцов указаны на черт.2 и в табл.2.
Черт.2
Черт.2
Таблица 2
Размеры, мм
Сечение резца | Наибольший диаметр отрезка | ||
6х6 | 1,5 | 10 | |
8х8 | 5 | 2,0 | 12 |
10х10 | |||
12х12 | 8 | 16 | |
16х10 | 3,0 | 30 | |
20х12 | 12 | ||
4,0 | 35 | ||
25х16 | 14 | 3,0 | 30 |
5,0 | 50 | ||
32х20 | 18 | 4,0 | 35 |
6,0 | 60 | ||
20х12 | 12 | 4,0 | 35 |
25х16 | 14 | 5,0 | 50 |
32х20 | 18 | 4,0 | 35 |
6,0 | 60 |
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 18884-73 Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
Текст ГОСТ 18884-73 Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped cutting-off turning tools. Design and dimensions
ГОСТ
18884-73
Взамен ГОСТ 6743—61 в части типа IX; МН 5204-64;
МН 596-64;
МН 598-64;
МН 597-64
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 20.03.81 № 1460
1. Настоящий стандарт распространяется на токарные отрезные резцы общего назначения с напаянными пластинами из твердого сплава.
(Измененная редакция, Изм. № 1).
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Исполнение 1
Исполнение 2
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, 3, утвержденными в марте 1981 г., июне 1985 г., январе 1986 г.
(ИУС6-81, 9-85, 5-86).
|
Резцы |
Исполнение |
Сечение резца hb |
L |
/ |
а |
Тип пластин по ГОСТ 17163-90 для резцов исполнения | ||||||||
|
правые |
левые | |||||||||||||
|
о ON II 9- |
-G II О О |
Ф = 90′ |
-G II О О | |||||||||||
|
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе- мость |
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость | |||||||
|
1 |
2 | |||||||||||||
|
2130-0451 |
2130-0452 |
2130-0453 |
2130-0454 |
2 |
1212 |
100 |
20 |
4 |
_ |
13, исполнение 2 | ||||
|
2130-0251 |
2130-0261 |
2130-0301 |
2130-0302 |
1 |
1610 |
3 |
13, исполнение 3 | |||||||
|
2130-0001 |
2130-0002 |
2130-0303 |
2130-0304 |
2 | ||||||||||
|
2130-0253 |
2130-0263 |
2130-0305 |
2130-0306 |
1 |
2012 |
120 |
25 |
4 | ||||||
|
2130-0005 |
2130-0006 |
2130-0307 |
2130-0308 |
2 | ||||||||||
|
2130-0255 |
2130-0265 |
2130-0311 |
2130-0312 |
1 |
2516 |
140 |
35 |
5 | ||||||
|
2130-0009 |
2130-0010 |
2130-0313 |
2130-0314 |
2 | ||||||||||
|
2130-0257 |
2130-0267 |
2130-0315 |
2130-0316 |
1 |
32-20 |
170 |
38 |
6 | ||||||
|
2130-0013 |
2130-0014 |
2130-0317 |
2130-0318 |
2 | ||||||||||
|
2130-0259 |
2130-0269 |
2130-0321 |
2130-0322 |
1 |
40-25 |
200 |
45 |
8 | ||||||
|
2130-0017 |
2130-0018 |
2130-0323 |
2130-0324 |
2 | ||||||||||
Пример условного обозначения правого резца исполнения 1, сечением hb = = 25-16 мм, ф = 90 мм, с пластиной из твердого сплава марки ВК6:
Резец 2130-0255 ВК6 ГОСТ 18884- 73
Черт. 2
|
Резцы |
Исполнение |
Сечение резца hb |
L |
/ |
К |
h |
а |
Тип пластин по ГОСТ 17163-90 для резцов исполнения | ||||||||
|
правые |
левые | |||||||||||||||
|
о ON II 9- |
-G II О О |
Ф = 90′ |
-G II О О | |||||||||||||
|
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость | |||||||||
|
3 |
4 | |||||||||||||||
|
2130-0151 |
2130-0152 |
2130-0331 |
2130-0332 |
3 |
2012 |
120 |
35 |
45 |
30 |
4 |
13, исполнение 3 |
13, исполнение 2 | ||||
|
2130-0101 |
2130-0102 |
2130-0333 |
2130-0334 |
4 | ||||||||||||
|
2130-0153 |
2130-0154 |
2130-0335 |
2130-0336 |
3 |
2516 |
140 |
40 |
50 |
35 |
5 | ||||||
|
2130-0103 |
2130-0104 |
2130-0337 |
2130-0338 |
4 | ||||||||||||
|
2130-0155 |
2130-0156 |
2130-0341 |
2130-0342 |
3 |
32-20 |
170 |
50 |
60 |
40 |
6 | ||||||
|
2130-0105 |
2130-0106 |
2130-0343 |
2130-0344 |
4 | ||||||||||||
|
2130-0157 |
2130-0158 |
2130-0345 |
2130-0346 |
3 |
40-25 |
240 |
65 |
75 |
55 |
8 | ||||||
|
2130-0107 |
2130-0108 |
2130-0347 |
2130-0348 |
4 | ||||||||||||
|
2130-0159 |
2130-0160 |
2130-0351 |
2130-0352 |
3 |
50-32 |
280 |
80 |
95 |
65 |
10 | ||||||
|
2130-0109 |
2130-0110 |
2130-0353 |
2130-0354 |
4 | ||||||||||||
Пример условного обозначения правого резца исполнения 4, сечением hb = = 25-16 мм, ср = 90°, с пластиной из твердого сплава марки ВК6:
Резец 2130-0103 ВК6ГОСТ 18884- 73 (Измененная редакция, Изм. № 1, 2, 3).
3. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
6. Технические требования — по ГОСТ 5688—61.
7. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкций и геометрические параметры резцов указаны на черт. 1—4 и в табл. 1—4.
При (р=100‘
Исполнение 1
Гнездо под пластину
Черт. 1
|
Сечение резца h b |
а, |
п |
К |
Обозначение пластин по ГОСТ 17163-90 |
Наибольший диаметр отрезки D |
|
1610 |
2,5 |
10,7 |
12,9 |
13673 |
30 |
|
2012 |
3,5 |
12,4 |
15,8 |
13693 |
35 |
|
2516 |
4,5 |
14,1 |
19,8 |
13713 |
50 |
|
32-20 |
5,5 |
15,7 |
25,8 |
13733 |
60 |
|
40-25 |
7,3 |
17,3 |
32,7 |
13753 |
70 |
Исполнение 2
При <р=90°
Гнездо под пластину ~^и> , 10°
* Выдержать на длине 2 … 3 мм.
Черт. 2
|
Сечение резца h b |
п |
К |
Обозначение пластин по ГОСТ 17163-90 |
Наибольший диаметр отрезки D |
|
1212 |
10,4 |
7,8 |
13532 |
22 |
|
1610 |
8,8 |
12,9 |
13492 |
30 |
|
2012 |
10,4 |
15,8 |
13532 |
35 |
|
2516 |
12,1 |
19,8 |
13572 |
50 |
|
32-20 |
13,7 |
25,8 |
13592 |
60 |
|
40-25 |
15,4 |
32,7 |
13612 |
70 |
Исполнение 3
* Выдержать на длине 2 … 3 мм.
Черт. 3
Гнездо под пластину
|
Сечение резца hb |
а, |
п |
К |
Обозначение пластин по ГОСТ 17163-90 |
Наибольший диаметр отрезки D |
|
2012 |
3,5 |
12,4 |
25,8 |
13693 |
60 |
|
2516 |
4,5 |
14,1 |
29,8 |
13713 |
65 |
|
32-20 |
5,5 |
15,7 |
33,8 |
13733 |
85 |
|
40-25 |
7,3 |
17,3 |
47,7 |
13753 |
110 |
|
50-32 |
9,3 |
22,0 |
56,7 |
13773 |
135 |
Исполнение 4
При <р=100°
При (р=90° 1°*
Гнездо под пластину
* Выдержать на длине 2 … 3 мм.
Черт. 4
|
Сечение резца h b |
п |
К |
Обозначение пластин по ГОСТ 17163-90 |
Наибольший диаметр отрезки D |
|
20-12 |
10,4 |
25,8 |
13532 |
60 |
|
25-16 |
12,1 |
29,8 |
13572 |
65 |
|
32-20 |
13,7 |
33,8 |
13592 |
85 |
|
40-25 |
15,4 |
47,7 |
13612 |
110 |
|
50-32 |
17,0 |
56,7 |
13632 |
135 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1, 2, 3).
allgosts.ru
разновидности, свойства и область применения
В настоящее время в промышленной индустрии во многих станках используются такие приспособления, как резцы. Существуют различные типы данных изделий. Они применяются в токарном, строгальном, токарно–револьверном, долбежном, специальном станках. 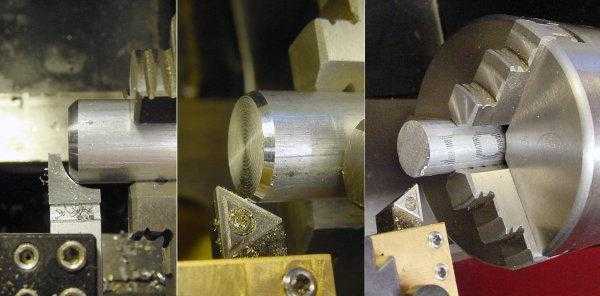 Классифицируют резцы по виду работы, которую ими выполняют, то есть они бывают отрезными, проходными, расточными, резьбовыми, подрезными, фасонными. Рассмотрим подробнее отрезной резец.
Классифицируют резцы по виду работы, которую ими выполняют, то есть они бывают отрезными, проходными, расточными, резьбовыми, подрезными, фасонными. Рассмотрим подробнее отрезной резец.
Описание и конструктивные особенности
Отрезной резец применяется в токарных станках для резки металлических изделий и проделывания узких канавок в деталях. Данное приспособление может иметь разную конструкцию. Для каждого вида токарных работ применяются специальные виды резцов. Все зависит от типа обработки. Так, например, углубления в детали осуществляют с помощью канавочного резца. Режущая головка такого приспособления подобна форме проделываемой канавки. Все зависит от размера требуемого углубления. При использовании жесткого металла приходится выполнять по несколько заходов для того, чтобы сделать канавку.
Резцы токарные отрезные подразделяют по следующим характеристикам.
- По направлению: правые и левые, отогнутые и прямые.
- По типу отделки металла: отрезной резец для черновой, чистовой и тонкой обработки.
- По форме сечения: круглые, квадратные и прямоугольные.
- По разнице в установке по отношению к детали: радиальные и тангенциальные резцы.
- Еще данные приспособления различаются в зависимости от конструкции устройства для ломки стружки и материала, из которого они изготовлены.
Работа отрезного резца происходит в сложных условиях. Любая ненужная нагрузка может привести к выходу из строя данного приспособления в результате того, что его рабочая поверхность слишком мала. При правильной заточке и установке резца можно избежать его поломки. Чтобы увеличить срок службы этого изделия, припаивают пластинку в проточенный угловой паз. Для недопущения поломки режущего инструмента или недоработки выступа на торце детали резец следует устанавливать не выше и не ниже оси. Обработку хрупких материалов проводят под углом примерно 5-10°.
Резец токарный отрезной – установка изделия
Данный процесс не является слишком сложным. Большое распространение имеют резцы из цельного металла, и немного реже применяются данные приспособления с твердосплавной напаянной пластиной. Так как в работе головка данного изделия подвержена сильному боковому трению, то его нужно заузить на 1-2 градуса. И монтируют такое приспособление к обтачиваемому предмету под прямым углом. Существенным моментом при установке является нахождение отрезного резца точно в центре детали. Это является немаловажным в данном случае. В токарных работах с хрупкими материалами применяемый режущий инструмент устанавливают под небольшими углами – 5-10 градусов. В противном случае обрабатываемый пруток может сломаться. Для быстрорежущих приспособлений рабочая скорость должна находиться в интервале от 25 до 30 м/минуту, а для данных изделий с напайкой из твердого сплава – от 125 до 150 м/мин.
Совет
Следует помнить, что отрезной резец должен быть правильно установлен и заточен, иначе он может выйти из строя. Для повышения прочности и жесткости головки указанного изделия ее высота делается больше, чем у стержня. Также необходимо знать, что с целью предотвращения отрывания от державки пластинки целесообразно в угловой паз осуществлять ее напайку, что приведет к увеличению ее площади прилегания и эксплуатационного срока резца.
fb.ru
Токарные резцы со сменными пластинами с механическим креплением
Покупка сменных пластин обходится намного дешевле, чем самих инструментов. Механические резцы со сменными пластинами позволяют заметно увеличить производительность. Благодаря таким свойствам они стали незаменимыми в производстве. Номенклатура серийного производства постоянно растет и в это же время нужно ускорять переходные процессы на станках, чтобы подготовить их к новым заданиям.
Когда только появился резец с механическим креплением сменной пластины, то многие специалисты перешли на них, так как в работе они намного более практичные. В качестве материала может использоваться быстрорежущая сталь, как резец с пластиной ВК8, так и твердосплавные материалы, причем большинство элементов становится взаимозаменяемыми. Изделия относятся к ГОСТам: 19086-80, 19042-80, 25490-90.
Преимущества и недостатки резцов
Отрезной резец со сменными пластинами имеет следующий ряд преимуществ:
- Быстрая смена рабочей режущей детали;
- Хорошая совместимость с инструментами и агрегатами;
- Высокая надежность даже при интенсивной работе;
- Переналадка режущих инструментов;
- Относительно низкая стоимость сменных деталей.
В качестве недостатков можно отметить только то, что данные изделия могут сломаться, если совершить неправильное крепление пластины, а сами изделия являются менее долговечными, хотя в экономическом плане и выходят намного выгоднее.
Виды токарных резцов со сменными пластинами
Резцы с пластинами из твердого сплава, а также те, которые изготавливаются из быстрорежущей стали, имеют несколько разновидностей, которые зависят от того, для какой именно работы они будут предназначаться. Здесь выделяются такие разновидности как:
- Механический резьбовой резец – с помощью данного инструмента можно нарезать внутренние и наружные резьбы на цилиндрических заготовках.
- Расточные резцы с механическим креплением – с их помощью происходит расточка сквозных и глухих отверстий в заготовках. В зависимости от того, с каким именно отверстием придется работать, выделяют упорные, которые протачивают глухие отверстия, включая обработку дна, а также проходные – для сквозной обработки. Проходными можно также делать обработку цилиндрических поверхностей.
- Фасонные – это один из самых сложных видов, которые выходит за рамки принятых стандартов, так как имеет индивидуальный профиль. Некоторые из них изготавливают по индивидуальному заказу, так что они имеют массу возможностей в обработке.
- Резец отрезной с механическим креплением – используется для отрезания лишних частей, как крупных, так и мелких с заготовок. В основном, и используют для прутковых заготовок.
- Прорезные – применяются для проточки кольцевых канавок по всей поверхности заготовки.
- Галтельные – используются для обточки переходной поверхности, которая находится по всему радиусу между ступенями валов.

фото:виды токарных резцов со сменными пластинами
Основные размеры
| Размеры резца, мм | Длина, мм | |
|---|---|---|
| Короткие | Длинные | |
| 8-8 | 40 | 60 |
| 10-10 | 50 | 70 |
| 12-12 | 60 | 80 |
| 16-16 | 70 | 100 |
| 20-20 | 80 | 125 |
| 25-25 | 100 | 150 |
| 32-32 | 125 | 170 |
| 40-40 | 150 | 200 |
| 50-50 | – | 250 |
Выбор токарного резца с механическим креплением пластин
Существуют резцы с пластинами из твердого сплава и из быстрорежущей стали. Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов. Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо. Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары.
В остальном же выбор зависит от типа работ, для которых берется инструмент. От этого зависят особенности его заточки и другие факторы, которые оказываются очень важными для технологически правильного выполнения действий.
«Совет профессионалов! Для автоматических станков стоит подбирать те инструменты, которые предназначены именно для них.»
Режимы резания токарного резца
Каждый резец токарный с механическим креплением пластин имеет свои особенности в режиме работы. В отрезном типе применяются длительные поперечные движения, так как в основном, инструменты здесь содержат твердосплавные пластины. Расточные во время работы передвигаются на десятые доли миллиметра, как продольными, так и поперечными движения и скорость проточки составляет около 0,1 мм за оборот. Режим прохода резьбового вида зависит от типа нарезаемой резьбы и в основном это вращательно-поступательные движения.
Обозначения
Резцы токарные с механическим креплением пластин обозначаются согласно тому, какой состав материала у этой пластины. Одним из самых распространенных является состав титановольфрамовой твердосплавной группы Т5К10 – где имеется 5% карбида титана, а кобальта – 10%.
Нужна армейская амуниция? Интернет-магазин макетов оружия Exo-Voyn предлагает на ваш выбор огромный ассортимент товаров. Обращайтесь!
www.metalstanki.com.ua
инженер поможет – Резцы токарные
Необходимость в токарных резцах возникла, можно сказать, с появлением первых станков для механической обработки. Здесь сам резец был неподвижно закреплен, а обрабатываемая заготовка приводилась в движение при помощи животных, а затем паровых машин.
С тех пор прошло много времени, однако принцип такой обработки сохранился. В настоящее время это осуществляется на токарных, строгальных, долбежных станках всевозможных конструкций. Именно на них обрабатываются валы, без которых невозможно было бы создание любых видов машин. Для таких станков токарный резец является основной составляющей их оснастки.

Что такое резец токарный
Этот инструмент представляет собой металлический стержень, выполненное в форме параллелепипеда. Предназначен для механической обработки тел вращения. Его особенностью является то, что он неподвижно закрепляется на станке, а в движение приводится платформа с заготовкой. Благодаря этому, инструмент в целом может выдержать большие нагрузки, даже при использовании обычных инструментальных или быстрорежущих сталей. С другой стороны, это накладывает некоторые ограничения к форме заготовке. Необходимо рассчитывать ее геометрические параметры при создании технологии процесса таким образом, чтобы она не разрушилась.
Резец состоит из режущей части и хвостовика. Хвостовик обычно выполняется прямоугольным, что позволяет его более надежно фиксировать как в горизонтальном, так вертикальном направлениях. При этом могут быть использованы различные приспособления, например, прямоугольные штыри.
В режущей части принято различать передние и задние углы, которые вместе формируют угол заострения. Передний угол выбирается в диапазоне от – 5 до 10° для твердых материалов, а для мягких – от 10 до 25°. Следует различать рассматриваемые от угла в плане. Вторые могут быть 25, 30 или 45°.
Как правило, из технологических соображений для более мягких материалов принимают более острые углы заострения, а для твердых – углы близкие к 90°. Например, для чугуна рекомендуемый угол заострения составляет 81°, для стали – 68°, а для алюминия уже равняется 48°.
Режущая часть может быть цельной или состоящей из элементов. Известны решения, в которых применяются пластины из твердых сплавов. По способу крепления они могут быть как напайными, так и съемными.
Технология обработки довольно проста. При давлении резца на поверхность вращающейся заготовки происходит плавное снятие слоя металла. При этом стараются добиться, чтобы его толщина была минимальной. Для увеличения скорости выброса стружки передняя поверхность выполняется дугообразной с плоским участком.
Изготовляется в основном из углеродистой, легированной и быстрорежущей стали.
Резец из углеродистого сплава используется при обработке мягких материалов. Обеспечивают хорошее качество поверхности до скорости резания 12 м/мин. В то время как легированные сплавы позволяют увеличить этот показатель до 15 м/мин.
Появление быстрорежущих сталей, например, Р6М5, Р18, позволили создавать инструменты, которые выдерживают обработку на скоростях в 2-3 раза выше.
Также для увеличения скорости, срока службы и прочностных характеристик в зависимости от материала заготовки используются твердые сплавы из соединений вольфрама, тантала, кобальта, титана. Инструмент из такого материала способна выдерживать большие нагрузки.
Применение токарных резцов
Они используются для механической обработки в следующих сферах деятельности:
– машиностроение;
– электротехническая промышленность;
– авиа-, космическая отрасль;
– деревообработка;
– мебельное производство и другие;
Они могут применяться для черновой, получистовой и чистовой обработки заготовок из таких материалов, как сталь, чугун, цветные металлы, твердая резина, дерево. Резцы с напайными пластинами используются для точения форм, где требуется большая точность. Это, например, нарезание резьбы.
Разновидности токарных резцов
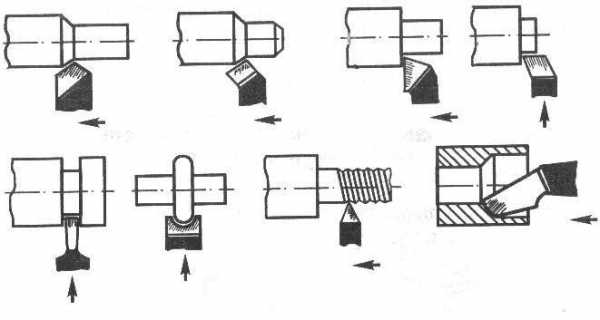
Основное различие между токарными резцами состоит в конструкции режущей части в зависимости от вида обрабатываемой поверхности. Наиболее распространены проходные, расточные для точения сквозных отверстий, резьбовые для нарезания резьбы и отрезные резцы. Стоит отметить, что все основные виды резцов стандартизованы.
Проходные токарные резцы
Это вид является самым известным и применяется для обработки валов. В свою очередь делится на три типа. Это проходные прямые и отогнутые, упорные резцы.
Как следует из названия, инструмент по всей длине выполнен прямым. Угол резца в плане может составлять 45, 60 или 75°. Причем суммарное значение равняется 90°. Применяется для обработки ступеней валов при продольной подаче заготовки.
У отогнутых резцов режущая часть отогнута на определённый угол, который обычно равен 45°. Их особенностью является то, что могут использоваться для обработки как при продольной, так и поперечной подаче.
В обоих случаях образовывается переходной участок конической формы между ступенями вала. Для точения ступеней без такого участка применяются упорные резцы. У них передний угол равняется 90°.
Расточные токарные резцы
Применяется для формирования посредством точения как глухих, так сквозных внутренних отверстий. Причем при наличии выбора между ним и сверлом, предпочтение отдается именно резцу. Это связано с тем, что благодаря конструкции и способу крепления обеспечивается более чистая поверхность обработки.
У него режущая часть выполнен коническим, а хвостовик в сечении имеет форму прямоугольника. Конец резца, на котором режущая кромка, отодвинут на некоторый угол от его оси. Она заточена под углом относительно плоскости обработки в двух взаимно перпендикулярных поверхностях. У резцов для сквозных отверстий один из таких углов составляет 60°.
Резьбовые токарные резцы
Предназначены для нарезания внутренней и внешней, метрической и трапецеидальной резьбы.
Хвостовик традиционно имеет прямоугольную форму. Общий угол заострения режущей кромки равен 60°.
Для нарезания внутренней резьбы режущая часть выполнена перпендикулярным относительно его оси. Чаще всего здесь используются твердосплавные пластины, которые впаиваются в стержень.
Отрезные токарные резцы
Используются для отрезания заготовок круглой формы. Здесь режущая часть выполнена плоской и имеет ширину меньше половины такого же размера хвостовика. Могут также применяться для образования кольцевых канавок на поверхности цилиндрических заготовок. Типичным примером является канавка на валу коробки передач под стопорное кольцо.
Для уменьшения вибрации, и как следствие для получения боле чистой поверхности, профессионалы рекомендуют обеспечивать минимальный вылет инструмента за область крепления.
Как и любой инструмент, токарный резец при работе нагревается и требуется отвод тепла. Особенно актуально при работе с цветными и черными металлами. Это делается при помощи подведения системы трубок в зону резки. Из них подается охлаждающая жидкость. Обычно используются эмульсолы для стали, а для алюминия – керосин. При обработке мягких материалов, как дерево достаточно обдувать сжатым воздухом.
engcrafts.com