Резцы токарные виды – Резцы для токарного станка по металлу – классификация, виды, назначение
alexxlab | 21.11.2019 | 0 | Вопросы и ответы
описание видов изделий и их назначение, заточка инструмента для станка
Токарные резцы — основной рабочий инструмент металлообрабатывающих станков. В зависимости от вида резца, на поверхности детали образуются разные прорези, проходы или другие сложные конфигурации. В процессе работы инструмент тупится. Через определенное время он нуждается в заточке, которая проводится на абразивном круге.
Конструкция токарного инструмента
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
- Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
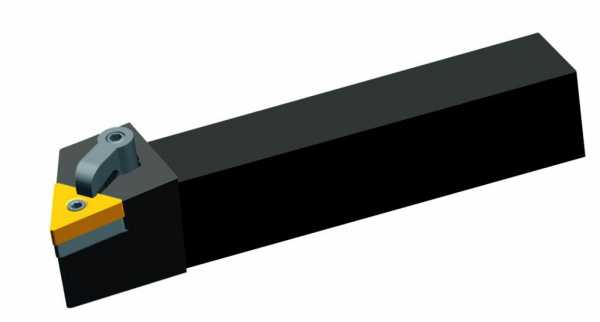
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
Классификация токарных резцов по металлу:
 Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.
- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
Особенности долбежного изделия
Долбежный резец решает задачи, которые невыполнимы никаким другим инструментом. С его помощью изготавливаются канавки, фасонные отверстия, создаются зубья, формируются пазы, обрабатываются сложные поверхности.
Устанавливаются они на специальном долбежном станке и бывают трех видов:
- проходные;
- прорезные;
- для шпоночных пазов.
Поскольку работают они своей нижней частью, совершая возвратно-поступательные движения, их форма выглядит изогнутой.
Как правило, изготавливается инструмент из быстрорежущей стали. Некоторые резцы имеют напаянные пластины, что увеличивает их долговечность.
Правила заточки режущей части
 Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
Для доводки простых резцов используются медные оселки и специальные присадочные элементы. Если доводятся твердосплавные пластины, то применяется паста борный карбид, которая смачивается керосином или автомобильным маслом.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
obrabotkametalla.info
Токарные резцы, виды токарных резцов и их назначение
Резцы для токарных станков являются одним из наиболее часто используемых видов оснастки. Резец необходим для обработки цилиндрических, плоских и фасонных поверхностей, нарезания резьб и других операций выполняемых на токарных металлообрабатывающих станках. А так как именно токарный станок является наиболее распространенным и функциональным из металлообрабатывающего оборудования, то и резцу, как его основному рабочему инструменту, следует уделить особое внимание.
Виды токарных резцов
По своему технологическому назначению резцы для токарных станков подразделяются на следующие категории:
- Проходные – данные резцы используются для обработки цилиндрических и конических наружных поверхностей.
- Отрезные – отрезание заготовки или части детали по нужному размеру.
- Фасонные – используются для обтачивания фасонных поверхностей.
- Расточные – подразделяются на упорные и проходные и используются для расточки сквозных и глухих отверстий.
- Прорезные – используются для проточки кольцевых канавок.
- Резьбовые – нарезка внутренних и наружных резьб.
- Галтельные – обработка переходных поверхностей.
Помимо этого, резцы для токарных станков подразделяются по характеру обработки на черновые, получистовые и чистовые; по движению подачи – на правые и левые. По конструкции можно выделить щие виды токарных резцов:
- цельные;
- со съёмной пластиной;
- с несъёмной (приваренной) пластиной.
В первом случае резец в целом и режущая часть изготавливаются из одного материала, в остальных – могут различаться. Также резцы отличаются и по форме державки. Чаще всего она бывает квадратной или прямоугольной, но встречаются и цилиндрические державки.
Резцы для токарных станков – на что обратить внимание
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
- материал и геометрия режущей части;
- способ стружколомания;
- прочность и устойчивость к вибрации режущих кромок и державки;
- форма и размеры съёмной или привариваемой пластинки;
- геометрия, конструкция и шероховатость гнезда для пластины;
- стойкость и размерная стойкость резца;
- углы резца;
- обеспечение заданной шероховатости обрабатываемой поверхности.
Все виды токарных резцов вы можете приобрести в Интернет-магазине «Мекка Инструмента». Для вас – огромный ассортимент, приятные цены и оперативная доставка в любой регион России.
mekkain.ru
Резцы для токарного станка по металлу: виды
Токарные работы на сегодня играют очень важную роль и в зависимости от потребностей и поставленной цели требуются резцы для токарного станка по металлу. На сегодняшний день без них практически невозможно обходиться, так как в любой промышленной отрасли их использование – это необходимость.
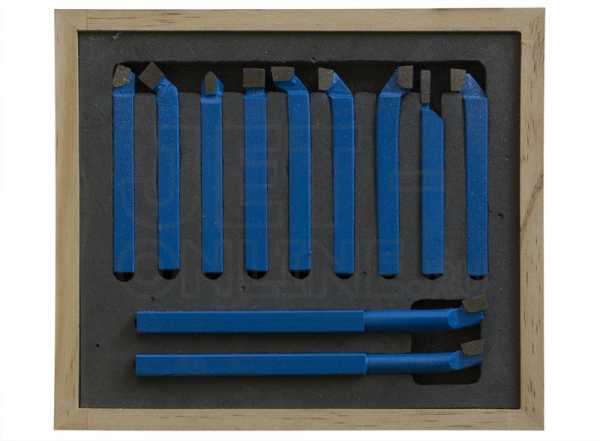
К токарной установке всегда прилагается определенный набор резцов, которыми производится обработка металла. От них зависит качество работ.
Качество обработки зависит от видов резцов
Что касается получистовых и чистовых инструментальных приспособлений, то этот тип предназначен для доводки уже готовых изделий после первого этапа работ. Такие резцы применяются во время невысокой скорости проведения работ.
Черновой инструмент дает возможность выполнить обработку детали с повышенными показателями скорости, при этом можно снимать более толстый слой металлической стружки. Рассматриваемые резцы имеют высокую механическую прочность, хорошие высокотемпературные показатели. Один недостаток – это низкое качество.
В зависимости от того, какая цель поставлена перед металлообработкой – используются разные типы приспособлений и насадок. Они предназначаются для черновых, получистовых и чистовых обработок.
Классификация металлорежущих инструментов
Зависимо от направления, которое должно осуществляться во время движения, резец бывает левым и правым. В первом случае обработка происходит слева направо, а во втором случае наоборот – справа налево.
Классификация зависит от способа установки, например, «аксессуар» для токарного станка бывает в виде радиальных и тангенциальных заготовок.
Тангенциальные приспособления монтируют не под прямым углом, все зависит от потребностей и поставленной цели.
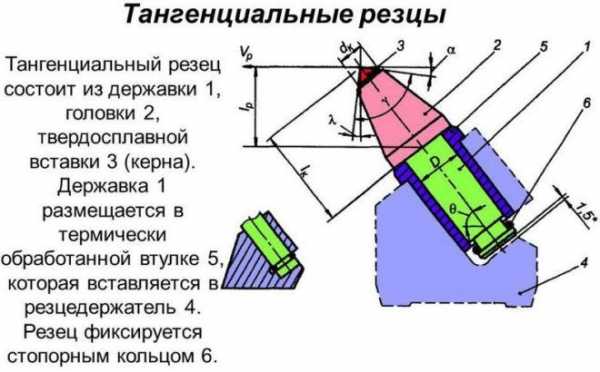
Установка немного усложняется, но стружка снимается достаточно качественно.
Важно понимать, что даже мельчайшие особенности во время точения способны серьезно влиять на результат и качество проделанной работы. Это важно учитывать перед обработкой детали.
Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей. Это дает возможность использовать более удобные, во время заточки, типы кромок.
Токарные резцы для чайников
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.
Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата.
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
Подрезной
Подрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.

Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
Расточной
Этот инструмент применяется для внутренней расточки заготовок.
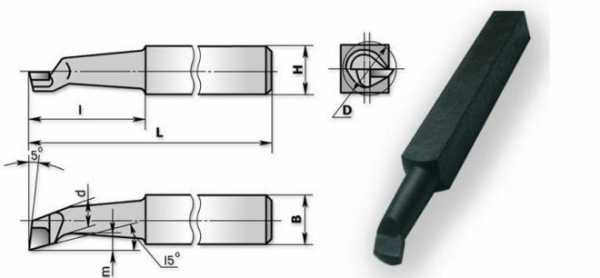
Расточной резец
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
Отрезной
Отрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.
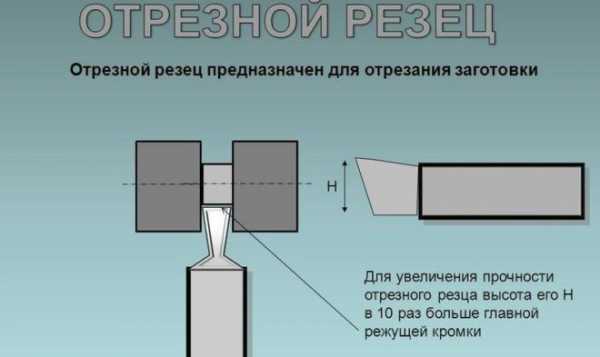
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
Проходной
Торцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.

Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
Резьбовой
В комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).

Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.
Державки и их размеры
Державки резцов бывают различных размеров, в зависимости от возможностей станков и предполагаемого качества:
- самыми распространенными размерами является 25х16 мм;
- если державка изготавливается под заказ, то она может быть 40х25 мм, они практически не продаются;
- не менее популярным и практичным считается 32х20 мм;
- при нестандартных размерах державки бывают 20х12 мм;
- для учебных станков чаще применяются размеры 16х10 мм.
Бывают и другие размеры, которые на практике могут использоваться часто.
Чтобы правильно выбрать нужный инструмент, нужно ознакомиться с особенностями и характеристиками.
Сегодня на рынке есть разные виды рассматриваемых инструментов, при покупке стоит соблюдать особое внимание, особенно новичкам, которые решили приобрести наборы резцов для токарных работ.
Видео по теме: Токарные резцы
promzn.ru
Основные типы резцов, классификация и назначение
Самой распространенной операцией при производстве различных деталей является, пожалуй, токарная. Инструментальная промышленность выпускает большое количество разновидностей и типов резцов для обработки тел вращения на токарных станках, а также для растачивания отверстий на координатно-расточных агрегатах и обрабатывающих центрах. Токарная обработка позволяет снимать припуск и получать изделия с цилиндрической и фасонной поверхностью (в том числе резьбовой). Можно также нарезать пруток на заготовки нужной длины.

Конструкция резцов для токарной обработки
Несмотря на большое количество типов резцов, все они имеют одинаковые конструктивные элементы. И обычный токарный резец с напайной пластинкой из инструментальной стали, и резец со сменной режущей пластинкой из современных порошковых материалов, схожи между собой по конструкции. У каждого резца имеется державка. Она крепится в револьверную головку токарного станка с ЧПУ или в четырехпозиционное приспособление для крепления инструмента универсального станка.
Для любого типа резца обязательным элементом является также головка, на которую напаивается пластинка из инструментальной стали (типа ТК15). В настоящее время инструмент с напайными пластинами используется очень редко. Предприятия закупают в основном державки резцов с быстросъемными пластинками. Для изготовления таких пластин применяются самые современные материалы, полученные средствами и методами порошковой металлургии.

Общая классификация токарных резцов
В зависимости от формы державки, в сечении различают прямоугольные и круглые резцы. Прямоугольную в сечении державку имеют резцы для обработки наружных поверхностей (резьба, канавки, цилиндр и так далее). Державка округлой формы характерна для резцов, которыми обрабатываются внутренние поверхности (внутренняя резьба, внутренние канавки под стопорные кольца подшипников, отверстия и так далее). Такие типы резцов (с круглой державкой) устанавливаются в револьверную головку через специальный переходник, который позволяет регулировать угол поворота резца вокруг оси с целью совмещения вершины резца с осью вращения заготовки. Если вершина резца не будет совпадать с осью вращения заготовки, то инструмент будет подвержен повышенному износу из-за неправильного схода стружки и увеличенной нагрузки.
Еще один признак, по которому классифицируются токарные резцы, – направление рабочей подачи резания. По данному признаку резцы делят на правые и левые.
В зависимости от вида рабочей части инструмента, резцы бывают прямыми и отогнутыми.
Кроме того, существуют резцы цельного и составного типов. Токарные резцы составного типа являются разборными. Стоимость таких резцов на порядок выше обычного инструмента. Составные головы имеют сложную конструкцию и выполняются из очень дорогих материалов.
Классификация токарного инструмента в зависимости от ориентации относительно заготовки
По данному признаку весь токарный инструмент можно разделить на следующие типы: тангенциальный, параллельный, радиальный.
Тангенциальный инструмент устанавливается к оси вращения заготовки под острым углом. Таким образом получают фаски и другие фасонные поверхности. Теоретически фаски могут точиться путем совмещения продольной и поперечной подач. Однако такой метод требует высокой квалификации токаря и не всегда осуществим.
Параллельная установка используется для рассверливания и растачивания отверстий по оси вращения заготовки со стороны торца.
Радиальная установка используется для точения наружных поверхностей.
Основные типы токарных резцов по металлу
Токарной обработке подвергаются не только металлы и стали, но и другие материалы: древесина, пластик и даже стекло. И, разумеется, не существует таких резцов, которые бы подходили для обработки всех этих материалов. И если раньше быстрорежущая сталь ТК15 (и ее аналоги) использовалась практически повсеместно, то сегодня этот материал не может удовлетворить растущую потребность в качественном и долговечном инструменте. Такие резцы очень быстро тупятся, и их необходимо перетачивать. А это время и деньги на зарплату высококлассного специалиста.
Гораздо более выгодно и удобно использовать резцы со сменными пластинами. Стойкость таких пластин из порошковых композиционных материалов на порядок выше традиционной инструментальной режущей стали. К тому же одна такая пластина может иметь до шести рабочих граней. Пластина позволяет осуществлять обработку с очень большими скоростями резания. Когда рабочая грань приходит в негодность, то достаточно лишь повернуть ее другой стороной. Точность позиционирования такой пластины очень большая, а значит, нет необходимости останавливать оборудование на переналадку.
Инструментальная промышленность освоила производство режущих пластин для широкой гаммы материалов: сталь, медь, алюминий, пластик и так далее. Применение пластин по назначению гарантирует получение задекларированных производителем инструмента долговечности, шероховатости и чистоты обрабатываемой поверхности.

Классификация резцов по виду обработки
В соответствии с установленным и действующим ГОСТом, типы резцов по виду обработки бывают следующими: для черного точения, для чистовой (получистовой) обработки.
Режущая пластина для черновой обдирки поковок и проката имеет большой радиус в вершине, что позволяет за один проход снимать значительный припуск (до 4 миллиметров и более на станке с ЧПУ).
Чистовые пластины, а также пластины для обработки цветных металлов (алюминий и медь) имеют незначительный радиус в вершине резца. Обработка такими пластинами ведется на очень больших оборотах (от тысячи и более единиц в минуту), что позволяет получать очень качественную и чистую поверхность.
По данному признаку можно классифицировать как проходные токарные резцы, так и различные типы расточных резцов.

Описание резьбовых резцов для наружной резьбы
Как понятно из названия, данный резец служит для обработки резьбовых поверхностей.
Резьба может нарезаться как снаружи, так и изнутри. Резьбовой резец для наружной резьбы внешне напоминает проходной прямой тип резца. Отличие лишь в угле заточки – он составляет 60 градусов (если необходимо нарезать метрическую резьбу) или 55 градусов (для получения дюймовой резьбы).
Описание резьбовых резцов для нарезания внутренней резьбы
Резец для нарезания внутренней резьбы внешне очень напоминает инструмент для растачивания внутреннего диаметра отверстий. Отличия все те же: фасонная заточка под определенным углом.
Заточка, а также установка инструмента на станок и его наладка – дело очень сложное. С этой задачей способен справиться лишь специалист с большим опытом подобных работ. Применение резьбовых резцов со сменными пластинками решает эту проблему и существенно упрощает процесс наладки станка.

Характеристика проходных резцов
Проходной резец наиболее часто используется при токарной обработке. Без него просто невозможно придать поковке или заготовке из прутка форму и необходимые для проведения последующих технологических операций размеры. Поэтому проходной относится к основному типу резцов.
Данный вид используется для снятия припуска по наружной поверхности тела вращения, а также для подрезания торцевых поверхностей. Угол в вершине может быть разным: 45, 60, 75 и даже 90 градусов. Значение угла продиктовано назначением резца. Назначение и типы проходных резцов: обдирка, подрезка, чистовая обработка.

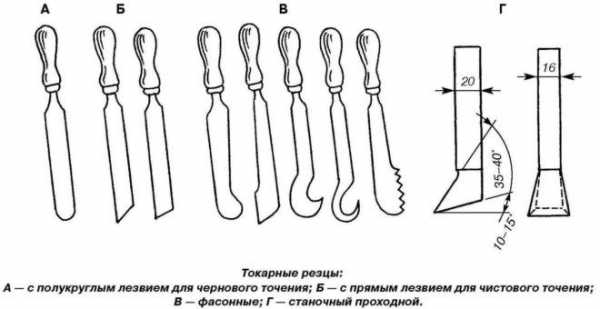
Особенности токарных резцов по дереву
Весь токарный режущий инструмент имеет одно предназначение – обработка заготовок (тел вращения) на станках и придание им заданной формы. Но несмотря на это, сам принцип работы инструмента по дереву и сама физика процесса резания разительно отличаются от процессов, протекающих в процессе резания металла.
Главное отличие – незначительное усилие резания. Большинство мастеров столярного дела предпочитают использовать в работе ручной инструмент. Так создается эксклюзивная продукция. А вот для токарной обработки древесины в условиях серийного и массового производства используются так называемые копиры. Суть подобной технологии заключается в следующем: щуп перемещается по шаблону и передает движение рабочему органу станка, в результате чего формируется контур детали.
Следует отметить, что качественное изделие можно получить лишь при ручной обработке. Заготовки, полученные с использованием автоматических и полуавтоматических методов, нуждаются в последующей доводке и шлифовании с полированием.
fb.ru
Элементы резца | Виды резцов
Плоскости резания
Для определения углов резца устанавливаются исходные плоскости: основная и плоскость резания (рис. 1.6).
Плоскость резания – плоскость, касательная к поверхности резания и проходящая через режущую кромку.
Основная плоскость – плоскость, параллельная направлениям продольной и поперечной подач. У токарных и строгальных резцов призматической прямоугольной формы в качестве этой плоскости можно принять опорную поверхность резца. У долбежных резцов основная плоскость перпендикулярна опорной поверхности.
Рассмотрим части и углы резца в соответствии с ГОСТ 6897 и 6898.
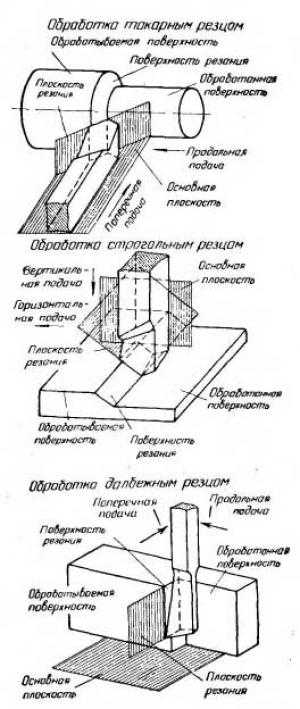
Рисунок 1.6 – Поверхности и исходные плоскости резца при точении, строгании и долблении

Рисунок 1.7 – Элементы резца. Рисунок 1.8 – Высота и длина головки резца
Элементы резца
Резец (рис. 1. 7) состоит из головки, т. е. рабочей части резца, и тела, или стержня, служащего для закрепления резца в суппорте или державке.
Высота головки резца (рис. 1.8) – расстояние между вершиной резца и опорной поверхностью, измеренное перпендикулярно этой поверхности. Высота головки обозначается буквой h и измеряется в миллиметрах. Высота головки резца может иметь отрицательное значение.
Длина головки резца (см. рис. 1.8) -наибольшее расстояние от вершины резця до линии выхода поверхности заточки, измеренное параллельно продольным граням тела резца. Длина голоики обозначается буквой l и измеряется в миллиметрах.
Различают переднюю и задние поверхностн, режущие кромки и вершину резца (см. рис. 1.7).
Передняя поверхность – поверхность резца, по которой сходит стружка. Задние поверхности – поверхности резца, обращенные к обрабатываемой детали.
Режущая кромка – кромка, образованная пересечением передней н задних поверхностей. Различают главную режущую кромку, выполняющую основную работу резания, и вспомогательную режущую кромку. Резцы могут иметь одну (например проходные) или две (например отрезные; вспомогательные режущие кромки).
Задняя поверхность, примыкающая к главной режущей кромке, называется главной задней поверхностью.
Вершина резца – место сопряжения главной режущей кромки со вспомогательными. Вершина резца может быть н плане острой или закругленной.
Виды резцов
Резцы могут быть правыми и левыми.
Правые резцы (рис. 1.9, б)- резцы, у которых при наложении на них сверху ладони – правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка будет расположена в сторону большого пальца. На токарном станке эти резцы работают при подаче справа налево, т. е. по направлению к передней бабке станка.
Левые резцы (рис. 1.9, а) резцы, у которых при указанном способе наложения левой руки главная режущая кромка будет расположена в сторону большого пальца.
Головка резца может иметь различную форму и различное расположение относительно стержня резца (рис. 1.10).

Рисунок 1.10 – Формы резцов

Рисунок 1.9 – Резцы. а – правый, б – левый
Прямыми резцами называются такие резцы, у которых ось (ось симметрии) в плане и боковом виде прямая.
Отогнутыми резцами называются такие резцы, у которых ось в боковом виде прямая, а в плане изогнутая.
Изогнутыми резцами называются такие резцы, у которых ось в плане прямая, а в боковом виде изогнутая.
Резцы с оттянутой головкой – это такие резцы, у которых головка уже (тоньше) тела. Головка может быть расположена относительно оси тела резца или симметрично, или с одной стороны, причем головка может быть прямой, отогнутой в сторону или изогнутой.
Вправо (или влево) оттянутыми резцами называются такие, у которых при указанном ранее способе наложения ладони правой (или соответственно левой) руки головка оказывается сдвинутой в сторону большого пальца.
Рассмотрим углы резца как геометрического тела, находящегося в покое (статическое состояние). Ниже рассматриваются углы прямого резца, ось которого установлена перпендикулярно направлению продольной подачи, а вершина расположена по линии центров (рис. 1. 11). Различают углы главные, вспомогательные и углы в плане.
Углы резца
Главные углы резца измеряются в главной секущей плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость. К ним относятся следующие углы.
Главный задний угол α – угол между следами главной задней поверхности резца и плоскости резания.
Угол заострения β – угол между следами передней и главной задней поверхностей резца.
Передний угол γ – угол между следом плоскости, перпендикулярной к плоскости резания, проходящей через главную режущую кромку, и следом передней поверхности резца.
Угол резания δ – угол между следом передней поверхности и плоскости резания. Обычно δ = α + β = 90° – γ (1.5)
Вспомогательные углы резца α1, φ1, β1 измеряются во вспомогательной секущей плоскости (см. рис. 1.11) и определяются по аналогии с главными углами резца.
Углы в плане измеряются в основной плоскости.
Главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость н направлением подачи.
Вспомогательна угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине в плане ε – угол между проекциями режущих кромок на основную плоскость. Из рис. 1.11 видно, что ε + φ + φ1 = 180°. (1.6)
Углом наклона главной режущей кромки λ – называется угол, заключенный между режущей кромкой и прямой линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно основной плоскости.
Похожие материалы
Токарные резцы — типы и конструкция.
 Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
- Правильный подбор материала и геометрических размеров режущей части инструмента.
- Достаточная виброустойчивость державки.
- Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
- Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
- Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
- Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
- Качество обрабатываемой поверхности.
- Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
 Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Основные типы токарных резцов » Привет Студент!
В зависимости от характера выполняемой токарной работы применяются различные типы резцов. Различают резцы проходные обдирочные и чистовые, подрезные, отрезные, расточные, фасонные и резцы для скоростного резания.
Проходные резцы применяются для наружного точения изделий с продольной подачей. Проходные резцы разделяются на обдирочные и чистовые; первые применяются для предварительной обработки изделия, вторые—для окончательной отделки. На фиг. 450, а показан обдирочный резец, а на фиг. 450,6— чистовой.

Подрезные резцы употребляют для подрезки торцов и уступов. На фиг. 451, а показан подрезной резец в рабочем положении при подрезке торца от центра, а на фиг. 451, б — при подрезке к центру. На фиг. 451, в показан резец в рабочем положении при подрезке уступа.
При подрезных работах диаметр обрабатываемой детали меняется в процессе работы от нуля к максимальной величине и наоборот; поэтому скорость резания при таких работах является величиной переменной. При расчетах необходимо применить максимальное ее значение.
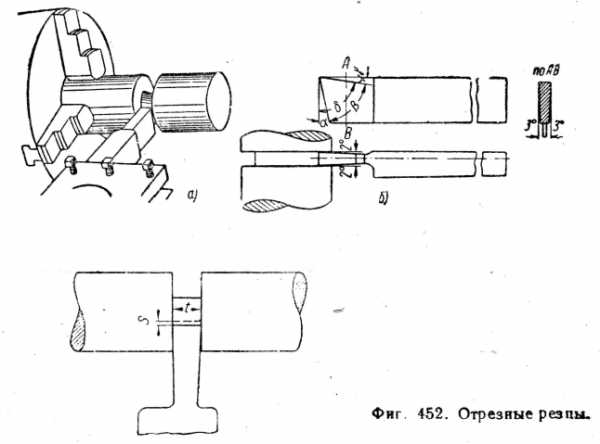
Отрезными называются резцы, применяемые для разрезания деталей на токарном станке. На фиг. 452, а показан отрезной резец в работе при отрезании конца прутка, на фиг. 452, б приведен чертеж отрезного резца. Скорость резания при отрезных работах, как и при подрезных, является величиной переменной и при расчетах берется по максимальному диаметру. Глубина резания при этих работах равна длине режущей кромки резца; из фиг. 452, в видно, что сечение снимаемой стружки при отрезной работе f = st, где s — подача, a t — глубина резания, равная в данном случае длине режущей кромки.
Расточные резцы применяют для обработки внутренних поверхностей детали на токарных станках. Резцы для расточки готовят из прутков прямоугольного сечения; конец прутка оттягивают на нужную длину (ковкой) и закругляют, после этого концу придают форму головки резца. На фиг. 453 показан общий вид расточного резца и его чертеж.
Фасонные резцы применяют для обработки тел вращения непрямолинейной образующей.
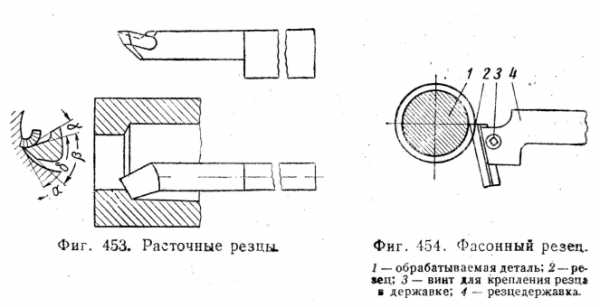
Фасонные резцы обычно подразделяют на две группы — призматические резцы и дисковые. Призматический резец устанавливают таким образом, чтобы передняя грань его находилась на линии центров станка (фиг. 454), тогда передняя грань резца будет находиться на линии центров станка. Фасонные резцы можно многократно перетачивать без нарушения их профиля по передней грани резца.
Резцы для скоростного резания. Как указано выше, выделяющееся при скоростном резании тепло на процесс резания влияет благоприятно. Нагрев металла в зоне резания достигает 800°; такую температуру без размягчения выдерживают лишь резцы, оснащенные пластинками из твердых сплавов. Это свойство твердых сплавов даже при обычной геометрической форме резцов позволило перейти на обработку с большими скоростями резания. Однако ввиду того, что твердые сплавы плохо работают на изгиб и срез и хорошо на сжатие, выявилась целесообразность изготовлять резцы из таких сплавов с отрицательными передними углами, так как при этом пластинка из твердого сплава работает в более благоприятных условиях, т. е. на сжатие. На фиг. 455, а показан резец с пластинкой из твердого сплава, имеющий положительный передний угол. Как видно из чертежа, в этом случае давление стружки на резец вызывает в нем напряжения изгиба и среза.

На фиг. 455, б показан резец с отрицательным передним углом; здесь пластинка испытывает со стороны стружки напряжение сжатия.
Отдельные конструкции резцов, применяемых мастерами скоростного резания, были приведены выше.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com