Резец для нарезания резьбы внутренней – Резец токарный резьбовой для нарезания внутренней резьбы Т5К10,ВК8
alexxlab | 17.06.2018 | 0 | Вопросы и ответы
Нарезание резьбы резцами
Нарезание резьбы резцами осуществляется за несколько проходов. Инструмент совершает следующие движения: (Рис. 78) I. – радиальное SP (движение подачи),
П. – рабочий ход вдоль оси детали на длину резьбы (движение формообразования.
Ш. – быстрый радиальный отвод.
IV. – быстрый обратный холостой ход вдоль оси заготовки в исходное положение. Такой цикл вручную или автоматически повторяют до полного удаления припуска.
При нарезании метрических резьб при врезании используют два направления подачи: 1. Радиальное и 2. Боковое (Рис. 79).
Геометрические параметры резьбовых резцов (Рис. 80)
ε – угол при вершине. Для метрической резьбы ε = 60°; с учетом “разбивки” резьбы при нарезании рекомендуют угол
Вершину резца делают либо плоской шириной f, либо закругленной радиусом r величины которых выбираются в зависимости от шага резьбы Р .
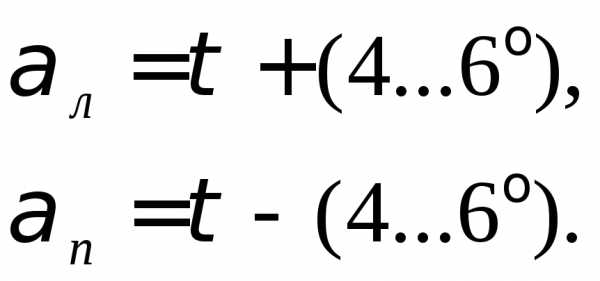
Боковые поверхности резьбы являются винтовыми с углом подъема τ (по наружному диаметру). Для правой резьбы задний угол у левой кромки (αл) должен быть больше угла τ, чтобы левая поверхность резца не задевала боковую поверхность резьбы (Рис. 81).
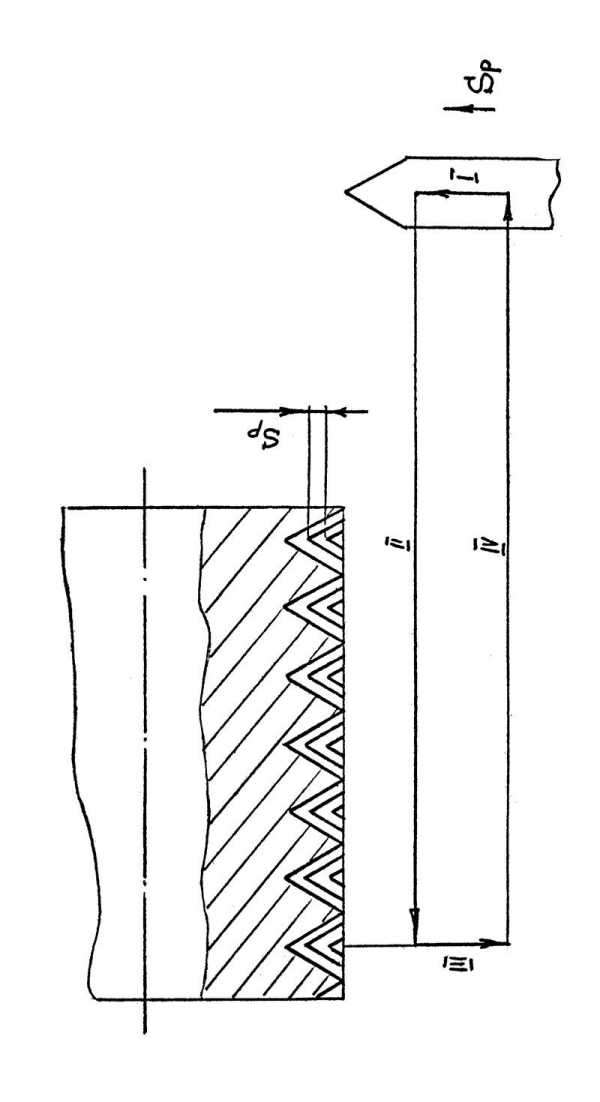
Рис. 78. Схема резания при многопроходном нарезании резьбы резцом

Рис. 79. Схемы резания при многопроходном нарезании резьбы
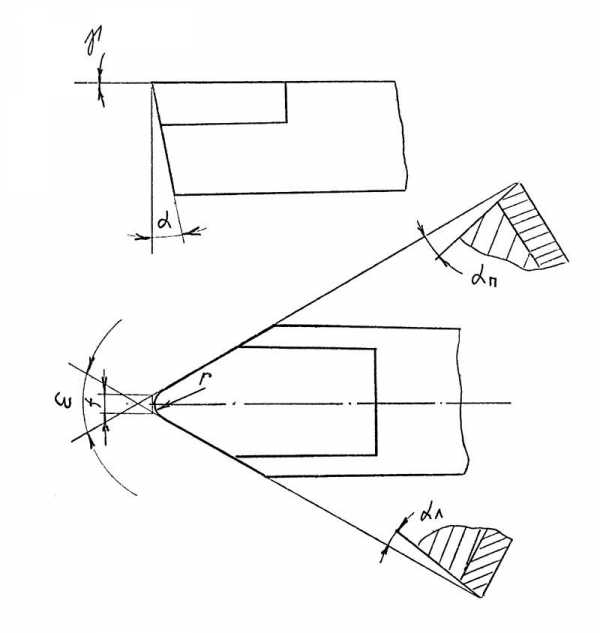
Рис. 80. Геометрические параметры резьбового резца
Обычно:
Задний угол α в плоскости перпендикулярной оси резьбы обычно задают α = 10 – 12°, для обработки резьб на закаленных сталях α = αл = αп = 6 °.
Передний угол γ = 0 – 25° для черновых резцов.
Для чистовых резцов γ = 0° для избежания коррекционных расчетов профиля резца.
Нарезание резьб плашками
Плашками нарезают наружные резьбы. Во время работы плашку устанавливают в плашкодержатель. Круглая плашка, подобно гайке, имеет центральное отверстие с резьбой, вокруг которого расположено несколько гладких отверстий, пересекающих центральное для образования передней поверхности. Режущие части у плашки выполнены с двух сторон. Плашками работают с теми же движениями что и метчиками.
Геометрия плашек (Рис.82)
Угол режущей части 2φ = 50°. Длина режущей части l1 = (1,5…2)Р. Задний угол α = 7 – 10°, получают затылованием зубьев на режущей части. Передний утл γ = 15 – 20°.
Элементы резания и срезаемого слоя у плашек те же, что и у метчиков.
Метчики и плашки требуют принудительного осевого движения при врезании только по 1 – 2 шага. Дальнейшее осевое движение инструмента осуществляется за счет самозатягивания.

Рис. 81. Задние углы резьбового резца
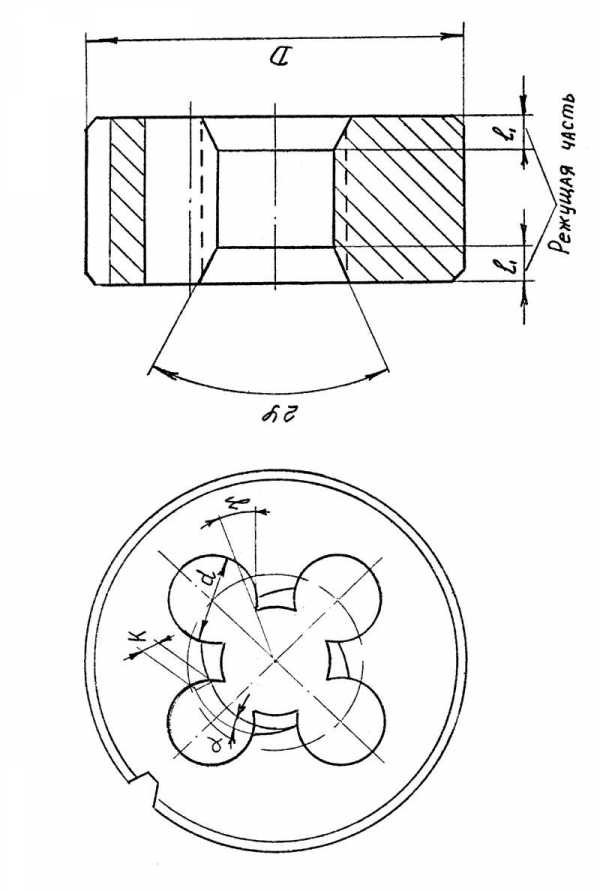
Рис. 82. Основные конструктивные элементы плашки
Фрезерование
Фрезерование является одним из наиболее распространенных видов обработки плоскостей, пазов, а также фасонных поверхностей. Главным движением при фрезеровании является вращение фрезы, а движением подачи – обычное поступательное перемещение заготовки.Типы фрез
По своему назначению фрезы делятся на: 1. цилиндрические, 2. торцовые, 3. дисковые, 4. прорезные и отрезные, 5. концевые, 6. фасонные фрезы.
По конструктивному оформлению фрезы бывают цельными, составными и сборочными, как из быстрорежущих сталей, так и из твердых сплавов. По способу крепления фрезы бывают насадочными и с хвостовиком.
Элементы резания при фрезеровании
Рассмотрим элементы резания и срезаемого слоя при цилиндрическом и торцовом фрезеровании.
Цилиндрическое фрезерование (Рис. 83)
К элементам резания относятся:
t – глубина резания, мм ,
S – подача, мм,
V – скорость резания, м/мин,
В – ширина фрезерования, мм.
К элементам срезаемого слоя относятся:
a – толщина срезаемого слоя,
b – ширина срезаемого слоя.
Различают следующие размерности подачи:
1. Подача на 1 оборот фрезы
S0 – величина перемещения за 1 оборот.
2. Подача на зуб SZ
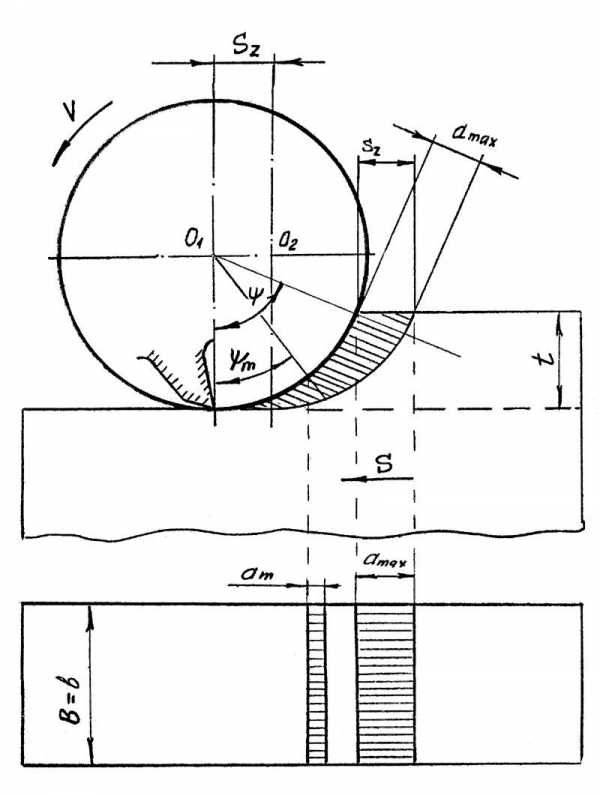
Рис. 83. Элементы срезаемого слоя при работе прямозубой цилиндрической фрезой
 мм/зуб.
мм/зуб.
мм/мин.
Скорость резания:
 м/мин,
м/мин,
где D – диаметр фрезы.
Ширина фрезерования В – величина обрабатываемой поверхности, измеренная в направлении параллельной оси фрезы.
Толщина срезаемого слоя имеет переменные значения:
Толщина срезаемого слоя в любой точке дуги контакта (мгновенная толщина) определяется:
Для прямозубых фрез ширина срезаемого слоя равна ширине фрезерования b = B.
Число одновременно работающих зубьев
где Ψ – угол контакта фрезы.
ε – угловой шаг зубьев, фрезы.
Цилиндрическое (также и торцовое) фрезерование может осуществляться двумя способами: (Рис. 84)
а) встречное фрезерование,
б) попутное фрезерование.
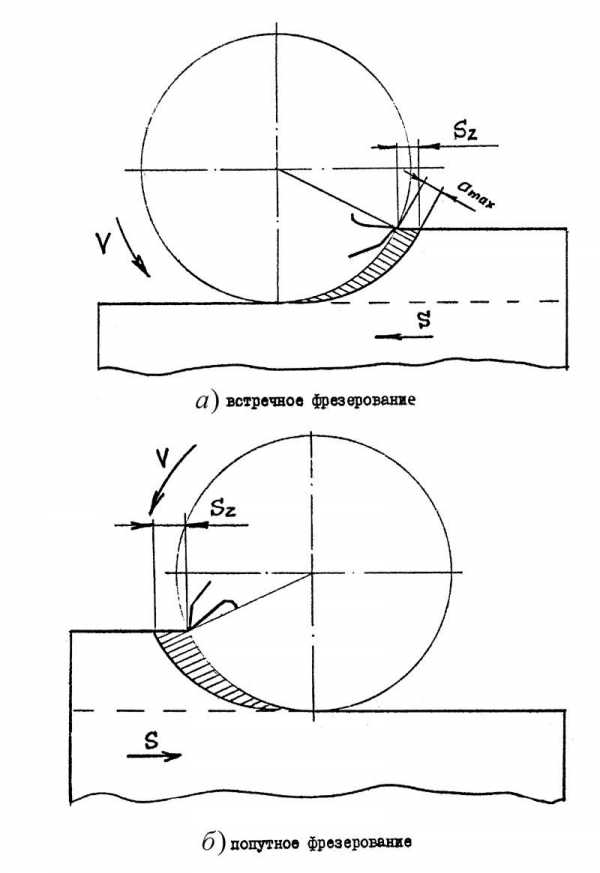
Рис. 84. Схемы фрезерования
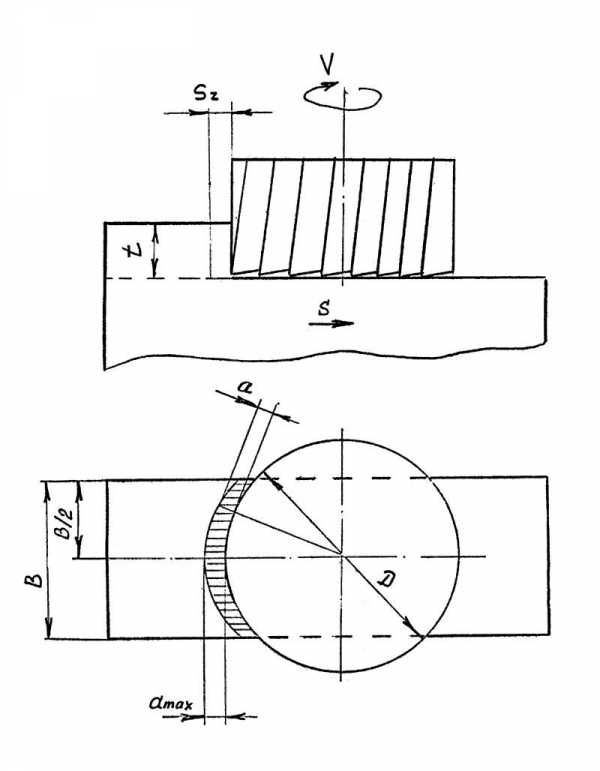
Рис. 85. Схема симметричного торцевого фрезерования
При встречном фрезеровании направление подачи противоположно направлению вращения фрезы.
При попутном фрезеровании направление подачи и вращение фрезы совпадают.
При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума. При этом силы стремятся оторвать заготовку от стола станка, что вызывает вибрации и ухудшается шероховатость обработки. Преимуществом встречного фрезерования является работа зубьев “из-под корки”, что весьма важно при обработке отливок с коркой, загрязненной литейной землей.
При попутном фрезеровании зуб фрезы начинает работать с максимальной толщины среза. Стойкость фрез в 2 – 3 раза при попутном фрезеровании выше, чистота обработанной поверхности лучше, прижим детали силами резания осуществляется к столу станка. Однако, для этого типа фрезерования необходимо плотное соединение ходового винта и маточной гайки стола.
Торцовое фрезерование
В зависимости от расположения оси торцовой фрезы относительно оси симметрии заготовки различают симметричное и несимметричное фрезерование.
При симметричном фрезеровании ось фрезы совпадает с осью симметрии заготовки. Глубина резания t определяется так же, как и у цилиндрической фрезы: шириной фрезерования является размер обрабатываемой поверхности, в направлении, перпендикуляном подаче (Рис. 85).
Максимальное значение толщины среза равно подаче на зуб:

Мгновенная толщина срезаемого слоя определяется так же, как и для цилиндрических фрез:

Геометрические параметры фрез
По конструкции зубьев фрезы бывают с затылованными и острозаточенными зубьями.
Фрезы с острозаточенными зубьями обычно затачиваются по задним поверхностям (Рис. 86).
Фрезы с затылованными зубьями затачивают по передней поверхности. С затылованными зубьями делают только фасонные фрезы.
Основные элементы конструкции острозаточенных фрез стандартизованы. Этими элементами являются диаметр фрезы, форма зуба и впадины/ диаметр посадочного отверстия, шпоночного паза, а также размеры, посадочного хвостовика.
Форма зуба
Объем впадины и ее профиль должны обеспечивать свободное размещение и выход стружки.
Для острозаточенных фрез рекомендуются следующие формы зубьев (Рис. 87). Для мелкозубных фрез, предназначенных для чистовой обработки, рекомендуются следующие формы зуба.
Высота зуба где
Sокр – окружной шаг зубьев.
Радиус закругления у дна впадины:
r = 0,5…2,5 мм,
f = 1 – 2 мм – длина задней поверхности.
Для достаточной прочности угол η не должен быть меньше 45 – 50°. υ = 45-100°.
Геометрические параметры фрез
γ = 5 – 25°- в зависимости от обрабатываемого материала (для быстрорежущих фрез).
γ = –15 ÷ +15°- для твердосплавных фрез.
α = 12 – 20° – для быстрорежущих фрез.
α = 8 – 20° – для твердосплавных фрез.
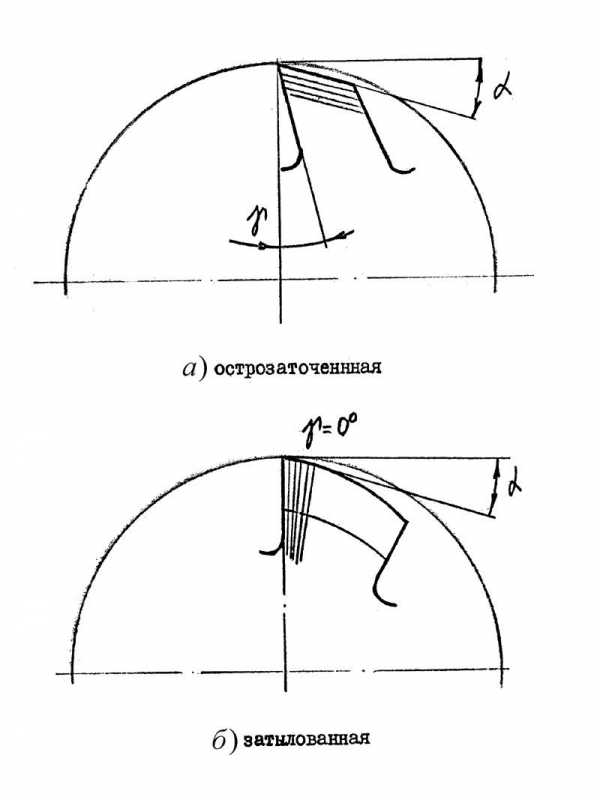
Рис. 86. Схема заточки зуба фрезы
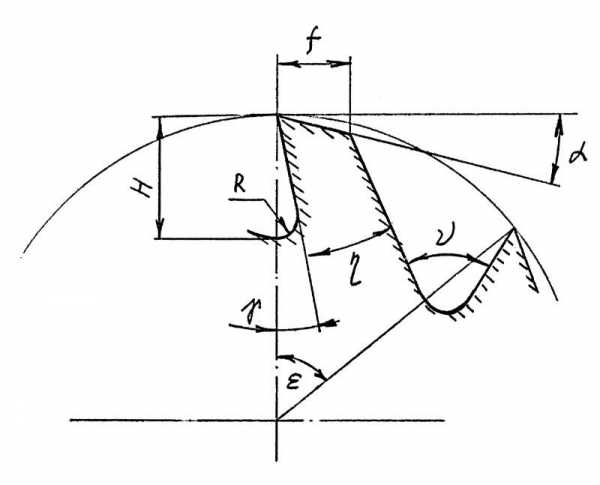
Рис. 87. Форма и основные геометрические параметры зубьев острозаточенных фрез
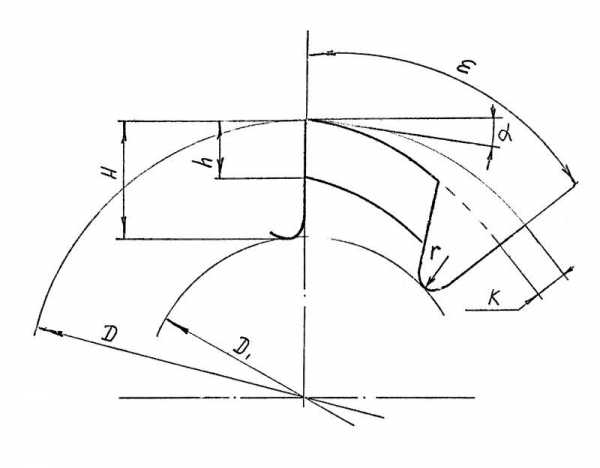
Рис. 88. Форма и основные геометрические параметры зубьев затылованных фрез
Для затылованных фрез рекомендуется следующая форма зуба. (Рис. 88)
К – величина затылования.
studfiles.net
Нарезание резьбы резцами | Токарная обработка металла
Наиболее распространенным способом нарезания резьбы на токарно-винторезных станках является нарезание резьбовыми резцами.
Конструкция резцов для нарезания резьбы. Профиль режущей части резца должен соответствовать профилю резьбы. Угол режущей части для метрической резьбы должен быть 60°, для дюймовой и трубной резьб – 55°. Чтобы избежать при нарезании резьбы искажения ее профиля, резьбовые резцы затачивают по передней поверхности с передним углом у = 0° и устанавливают вершину резца на высоте линии центров станка; на резцах для черновых проходов передний угол равен от 5 до 25° в зависимости от механических свойств обрабатываемого материала; задний угол на боковых поверхностях резца – от 5 до 10°.
Типы резцов
Различают резьбовые резцы для нарезания наружной резьбы (рис. 215, а) и резцы для нарезания внутренней резьбы (рис. 215, б). Те и другие могут быть цельными или вставными. Головка резьбового резца для внутренней резьбы должна быть
Рис. 215. Резцы для нарезания треугольной резьбы: а – наружной, б – внутренней
перпендикулярна оси стержня резца. Длина и сечение стержня зависят от диаметра отверстия.
Токарь-новатор В. К. Семинский для нарезания внутренних резьб применяет специальные резьбовые резцы. У этих резцов (рис. 216) головка повернута относительно стержня путем
Рис. 216. Резьбовой резец для нарезания внутренней резьбы конструкции В. К. Семинского
скручивания державки на 45°. Это придает резцу повышенную жесткость и обеспечивает более спокойную работу по сравнению с обычным резьбовым резцом (рис. 215, б).
Чистовой проход
Для чистовых проходов при нарезании резьб иногда применяют пружинящие державки и пружинящие резцы, позволяющие получать чистую и гладкую резьбу. Такой резец, встречая на своем пути более твердую часть металла, слегка отжимается и не портит резьбы.
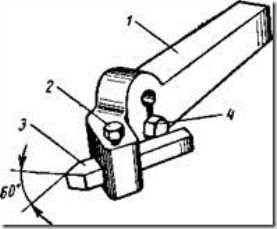
Рис. 217. Пружинящая державка с резьбовым резцом
На рис. 217 показана пружинящая державка 1. Болт 2 служит для крепления вставного резьбового резца 3 в державке. Особенность этой державки в том, что она может работать и как пружинящая, и как жесткая. Это достигается при помощи винта 4: когда винт затянут, державка работает как жесткая; когда вин г отпущен, она работает как пружинящая.
Черновое нарезание производят резцом, закрепленным в жесткой державке, а чистовое – резцом, закрепленным в пружинящей державке.
Рис. 218. Установка резьбового резца: а – правильная, б – неправильная
Установка резца
Устанавливают резьбовой резец точно на высоте центров, иначе профиль резьбы получится неправильным. Кроме того, средняя линия профиля резца должна быть перпендикулярна к оси детали (рис. 218, а).
Эти требования остаются в силе при нарезании не только наружных, но и внутренних резьб. Если пренебречь этими требованиями, то профиль резьбы окажется повернутым в сторону (несимметричным), как показано на рис. 218, б.
Резьбовой резец устанавливают при помощи шаблона, как показано на рис. 219 (при нарезании наружной резьбы) и на рис. 220 (при нарезании внутренней резьбы).
Правильность установки
Правильность установки резьбового резца по шаблону проверяют так: прикладывают шаблон к цилиндрической
поверхности детали в горизонтальной плоскости точно на высоте оси детали, затем вводят резец в вырез шаблона и на просвет определяют, есть ли зазор между его режущими кромками и вырезом. Если зазор имеется, то перестановкой резца его устраняют, после чего резец прочно закрепляют в резцовой головке. При установке резца для нарезания внутренней резьбы шаблон можно устанавливать также по торцу детали (см. рис. 220).
Рис 219. Установка резьбового резца по шаблону при нарезании наружной резьбы
Проверка шаблонами
Рис. 220. Установка резьбового резца по шаблону при нарезании внутренней резьбы
Шаблонами (см. рис. 219 и 220) проверяют также правильность заточки резьбовых резцов.
Похожие материалы
www.metalcutting.ru
Резцы для нарезания внутренней резьбы — КиберПедия
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.
 Расточные резцы для сквозных отверстий
Расточные резцы для сквозных отверстий
Сверла
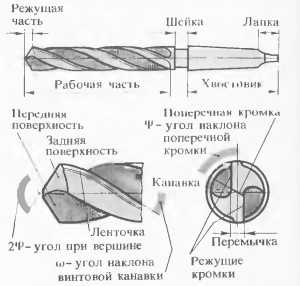
Части и элементы спирального сверла
Сверление — высокопроизводительный способ обработки отверстий, однако обеспечивает невысокую точность размера (до 5 км.) и шероховатость только до третьего класса.
Наиболее распространенным инструментом для сверления является спиральное сверло. Сверло состоит из рабочей части, шейки и хвостовика (картинка 1). Часть сверла, на которой расположены две режущие кромки, называется режущей частью. Угол между режущими кромками (для обработки стали и чугуна) обычно составляет 118—120°.
На рабочей части сверла имеются два спиральных пера, связанные перемычкой. На наружной поверхности перьев прошлифованы узкие направляющие ленточки. Между перьями расположены две спиральные канавки. Одна из стенок каждой канавки образует переднюю поверхность режущею клипа сверла. По канавкам к режущим кромкам подается охлаждающая жидкость и по ним же стружка выходит из отверстия. Хвостовик служит для закрепления сверла. Хвостовик может иметь коническую и цилиндрическую форму. Конический хвостовик выполняется по стандарту (конус Морзе № I, 2, 3, 4, 5).
Картинка 2. Закрепление сверла при помощи переходной втулки. 1-сверло, 2-переходная втулка
Картинка 3. Патрон для закрепления сверл. а-общий вид, б-разрез, в-ключ. 1-хвостовик, 2-корпус, 3-обойма, 4-резьбовое кольцо(гайка), 5-кулачек
Конус хвостовика обеспечивает надежное центрирование сверла и удерживание ею от проворачивания. Если конус хвостовика сверла обличается по размеру (номеру) от конусного отверстия пиноли задней бабки, то применяют переходные втулки (картинка 2). Сверла с цилиндрическими хвостовиками закрепляют в пиноли задней бабки при помощи сверлильных патронов. Простейший кулачковый сверлильный патрон показан на картинке 3. а, б. В корпусе 2 патрона наклонно расположены три кулачка, имеющие наружную резьбу. На эту резьбу навертывается гайка 4, связанная с обоймой 3, которую вращают зубчатым ключом (картинка 3, в), вставляемы в отверстие корпуса патрона. При вращении ключа вращается и обойма, а с нею гайка, что заставляет кулачки перемещаться по наклонным гнездам и при этом сходиться, закрепляя сверло, или расходиться, освобождая его.
Рабочая часть сверла изготовляется из инструментальной стали, а шейка и хвостовик — из конструкционной стали; обе части соединены сваркой.
Картинка 4. Твердосплавные сверла
Картинка 5. Сверло Овчинниковас внутренними каналами для охлаждения
Для обработки твердых материалов применяют сверла, оснащенные твердым сплавом в виде впаянной пластинки (картинка 4, а) пли припаянной спиральной коронки (картинка 4, б). Твердосплавные сверла диаметром до 8 мм изготовляют цельными и впаивают в стальные хвостовики (картинка 4, в).
Высокую стойкость имеют сверла конструкции Овчинникова с внутренним подводом охлаждающей жидкости (картинка 5, а, б). В каждом пере сверла проходит сквозное отверстие, оба отверстия соединяются в хвостовике, образуя центральный канал. Через специальный патрон жидкость от насоса поступает в хвостовик сверла, затем по каналам к режущим кромкам, охлаждает и принудительно удаляет стружку из отверстия.
Развертки
Развертки – вид металлорежущего инструмента, используемого для технологического процесса обработки металла, называемого развертыванием. Развертывание применяется для растачивания подготовленных отверстий с целью получения более высокого их качества (чистоты) и точности соблюдения геометрических размеров при их обработке. За счет того, что класс точности разверток значительно выше, чем у сверл, при помощи развертывания удается получить отверстие с классом чистоты обработки поверхности 7-8 и классом точности 2-3. С помощью разверток производится однократная или, в некоторых случаях, многократная (черновая, промежуточная и чистовая) обработка цилиндрических и конических отверстий, имеющих небольшую шероховатость, с целью получения требуемых параметров точности и чистоты.
Развертки изготавливаются из быстрорежущих сталей марок 9XC, Р6М5, Р9 и Р18 (обладают лучшими качествами).
cyberpedia.su
нарезание резьбы резцом на токарном станке, нарезание резьбы чпу, точение резьбы, способы нарезания резьбы, инструмент для нарезания наружной резьбы, нарезание наружной и внутренней резьбы, технология нарезания наружной резьбы, технология нарезания резьбы, инструмент для нарезания наружной резьбы, пластины для нарезания резьбы, резьбовые пластины
Главная страница » Нарезание резьбы ЧПУ
Нарезание резьбы на токарном станке является распространенной обработкой, как наружной, так и внутренней. Это частая операция и о ней необходимо знать всё. И в первую очередь знать технологию нарезания резьбы, способы нарезания резьбы, а также уметь правильно подбирать инструменты для нарезания внутренней и наружной резьбы. Об этом и будет рассказано в данной статье.
Нарезание резьбы резцом на токарном станке является наиболее производительным и эффективным способом обработки резьбы, он обеспечивает высокое качество поверхности резьбы.
Помним и применяем:
1. Подача равна шагу резьбы.
2. Для нарезания резьбы на нержавеющей стали и других материалах, склонных к наклёпу, не выбираем слишком малые глубины резания.
3. Резьбу с большим шагом сначала точим обычными токарными пластинами треугольными, а на чистовом проходе используем резьбовую пластину, для повышения стойкости резьбовых пластин. При черново_й разгрузке применяем наиболее подходящее врезание (одностороннее боковое, двухстороннее боковое, радиальное врезание).
4. Использует пластины с полным профилем, так как они обеспечивают максимальную производительность. Иногда имеет смысл брать многозубые пластины для еще большей производительности, но необходима повышенная жесткость системы.
5. Применяем СОЖ желательно под давлением (10…70 бар). Для эвакуации стружки, охлаждения, смазки, снижения трения, повышения качества поверхности резьбы и повышения стойкости инструмента для нарезания резьбы на токарном станке.
6. Преимущественно применяем одностороннее боковое врезание, так как обеспечивает_ся лучшее стружкодробление, процесс напоминает простое точение, высокое качество обработки.
7. Стараемся снизить вибрации путем: минимальный вылет инструмента, жесткие инструменты, разумное кол-во проходов и глубина врезания.
8. Следим, чтобы вершина резца точно была настроена по центру заготовки.
9. Крепление пластин с помощью динамометрического ключа. Нельзя перетягивать или не дотягивать винты крепления пластин. Момент затяжки смотреть в каталоге инструментов.
10. Следим за стружкодроблением, не допускаем наматывания стружки на инструмент, особенно на токарных автоматах, где нет контроля оператора.
12. При нарезании внутренней резьбы на токарном станке обеспечиваем безпрепятственный выход стружки, желательно внутренний подвод СОЖ.
13. При нарезании внутренней резьбы желательно работать от патрона, это обеспечит выход стружки из отверстия.
14. Направление подачи от патрона или к патрону не влияет на качество резьбы.
15. Не забываем добавлять припуск на диаметр 0,03…0,07 мм на радиус при работе пластиной с полным профилем.
16. Используем твердосплавные оправки при большом вылете инструмента, а также антивибрационные оправки, особенно при внутреннем нарезании резьбы с большим вылетом.
Инструменты для нарезания резьбы на токарном станке
В основном используются резцы со сменными твердосплавными пластинами для нарезания резьбы. Давайте рассмотрим основные типы резьбовых пластин. На сегодняшний день применяются три типа резьбовых пластин.
Пластины с полным профилем
Обеспечивают высокопроизводительное нарезание резьбы, являются частым выбором, они:
1. Полностью формируют профиль резьбы и впадину, и вершину, и радиусы на вершине и впадине резьбы. Поэтому данные пластины гарантированно выдерживают все параметры резьбы и обеспечивают требуемую прочность. Обеспечивают более высокое качество резьбы.
17. Не нужна точная предварительная обработка диаметра под резьбу, и последующем снятии заусенцев после нарезания резьбы.
18. Так как пластина обрабатывает вершину резьбы необходимо назначить небольшой припуск на предварительный диаметр под резьбу, порядка 0,03…0,07 мм на радиус.
19. Соответственно для каждого шага и профиля резьбы применяется своя резьбовая пластина.
20. Требуется выполнять несколько проходов, т.к. пластины имеют большой радиус.
Пластины с не полным профилем
1. Не обрабатывают вершину резьбы.
2. Поэтому нужна точная обработка диаметра вала или отверстия под нарезание резьбы.
3. Одна пластина может нарезать резьбу с разным шагом, но одного профиля.
4. Поэтому нет необходимости закупать большое количество инструментов под каждый шаг резьбы.
5. Пластины имеют низкую стойкость, так как радиус на вершине минимален и рассчитан на наименьший шаг. Каждый профиль резьбы имеет свой радиус.
Пластины многозубые
Обеспечивают максимальную производительность нарезания резьбы на токарном станке.
1. Работают аналогично, как и пластины с полным профилем, однако имеют более одного зуба и требуют меньшего количества проходов.
2. Производительность увеличивается в 2 раза при 2 зубьях, в 3 при 3-х зубьях и т.д.
3. Платины требуют больше места под выход из резания.
4. Необходима высокая жесткость технологической системы, так как возникают большие силы резания.
5. Такие пластины имеются только для распространенных размеров резьбы.
Количество проходов и глубина резания при нарезании резьбы
Резьба нарезается за несколько проходов, при этом важное значение имеет глубина резания на каждом проходе. Стоит отметить, что глубина врезания не зависит от способа врезания (одностороннее боковое, двухстороннее боковое, радиальное врезание).
В зависимости от глубины врезания можно выделить два способа обработки резьбы.
1. Постоянная площадь сечения стружки и разная глубина врезания. Наиболее популярный способ, так как обеспечивает максимальную производительность. В данном способе каждый последующий проход имеет меньшую глубину врезания, и она уменьшается до 0,09…0,02 мм на последнем проходе. Так пластина срезает стружку с одинаковой площадью сечения, соответственно воспринимает постоянные нагрузки и равномерный износ, что увеличивает ее стойкость.
2. Постоянная глубина врезания. Используется, когда есть проблемы со стружкодроблением. Каждый проход имеет одинаковую глубину врезания. Обычно данный способ требует большего количества проходов, чем первый. Толщина стружки постоянная на каждом проходе, но площадь сечения стружки на последующих проходах больше, соответственно нагрузка на инструмент увеличивается на каждом проходе.
Последний зачистной проход выполняют без врезания. Его делают для устранения погрешностей. Рекомендации по количеству проходов обычно приводятся в каталоге инструментов.
Нарезание наружной и внутренней резьбы на токарном станке довольно широкий вопрос, имеет много тонкостей, но применяя основные вышеперечисленные рекомендации точения резьбы, способы нарезания резьбы и технологию нарезания резьбы, а также подбирая правильные инструменты для нарезания резьбы Вы добьетесь высокой производительности при нарезании наружной и внутренней резьбы на токарном станке.
Возможно Вам также будет интересно:
Фрезерование резьбы
Точение канавок
Обработка канавок
Фрезерование канавок
Похожие записи:
vys-tech.ru
Внутренняя метрическая резьба. Расшифровка и способы нарезание резьбы.
На сегодняшний день в машиностроении часто применяется внутренняя метрическая резьба. Резьба служит для свинчивания изделий. Внутренние резьбы нарезаются на станках токарной и сверлильной группы резцами, метчиками, раскатниками (пластичным деформированием). При нарезании внутренней метрической резьбы метчиками необходимо помнить, что диаметр нарезаемой резьбы от 1 до 52мм. Метрическая резьба имеет профиль резьбы 60°, а так же внутренняя резьба делится на резьбу с мелким и крупным шагом, глухая и сквозная. Более подробно поговорим ниже.
Расшифровка внутренней резьбы
М10х1,5-7Н
- Профиль метрической резьбы равен 60°.
- М10 – означает что резьба метрическая диаметром 10мм
- 1,5 – это шаг резьбы
- 7Н – поле допуска резьбы (большая буква говорит о внутренней резьбе)
Если в обозначении имеется буква L, то резьба левая.
Нарезание внутренней метрической резьбы метчиками
Метчики бывают нескольких типов: для сквозной резьбы, резьба в упор (специальные метчики), машинные метчики и другие. Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Нарезание внутренней метрической резьбы резцом
При нарезании внутренней резьбы резцом потребуется определенный навык и знание. Как и для метчика сверлим отверстие под резьбу, выполняем фаску на шаг резьбы. Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Непроходная сторона резьбового калибра допускается завинчивания максимум до 1,5 оборота. При нарезании резьбы скрытый брак не допускается. Требования к резьбе по обработке или точности могут изменяться в зависимости от предприятия, тогда основной ГОСТ будет изменен на ОСТ или ТУ данного предприятия.
Дополнительный материал
- Метрическая резьба
- Инструментальные материалы для изготовления режущей части резьбонарезного инструмента
- Таблица диаметров сверл под нарезание внутренней резьбы с допусками стандартизированные ГОСТ 16093-81
- Виды брака и способы его устранения при нарезании резьбы
www.tokar-work.ru
Резьбовые резцы – Токарное дело
Резьбовые резцы
Категория:
Токарное дело
Резьбовые резцы
Резьбы с высокими требованиями к соосности с другими поверхностями выполняют резьбовыми резцами на токарном станке, настроенном на подачу,- соответствующую шагу нарезаемой резьбы.
Различают резьбовые резцы быстрорежущие и твердосплавные для нарезания наружных и внутренних резьб. Профиль резьбового резца соответствует профилю нарезае-емой резьбы: для метрической резьбы угол профиля е = 60°, для дюймовой £ = 55°. В процессе нарезания резцом возможна некоторая «разбивка» профиля резьбы. Поэтому фактически профиль резца занижается: для резцов из быстрорежущей стали на 10—20’, дЛя твердосплавных резцов на 20—30’.
Заточку резьбовых резцов контролируют специальным шаблоном. Чтобы при нарезании резьбы большого шага задние поверхности головки резца не терлись о стенки резьбовых канавок, применяют два способа: первый — задний угол боковой кромки с той стороны, куда направлена подача суппорта при нарезании, делают большим, чем угол наклона резьбы. Для правой резьбы азат. лев= « + а, а для левой резьбы a3aT.npair= Д + а, где и — угол подъема резьбы (рис. 229, а). Заточенный таким образом резец имеет отрицательный передний угол (—у2) у правой кромки (для правой резьбы), что нежелательно, так как увеличивает шероховатость резьбы. Чтобы избежать указанный недостаток, на передней поверхности резца вдоль правой режущей кромки (для правой резьбы) или вдоль левой режущей кромки (для левой резьбы) затачивают канавку, облегчающую сход стружки; второй — резец затачивают с одинаковыми задними углами о = а2 на правой и левой кромках, но при установке его поворачивают на угол подъема витков. Для этой цели применяют державку с поворотной головкой и делениями. Резьбовой резец ВНИИ с механическим креплением ромбической твердосплавной пластинки показан на рис. 231. Пластинка удерживается прихватом в углублении, которое создается в державке.

1. РЕЗЬБОВЫЕ РЕЗЦЫ: а—резцы в работе, б — геометрия твердосплавного резьбового резца; резцы. 1 — наружный. 2 — внутренний
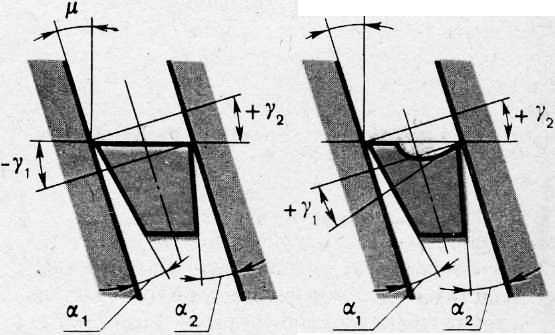
2. СХЕМА УСТАНОВКИ РЕЗЬБОВОГО ПОВОРОТА а — резец без подточки, б — резец с подточкой по передней поверхности
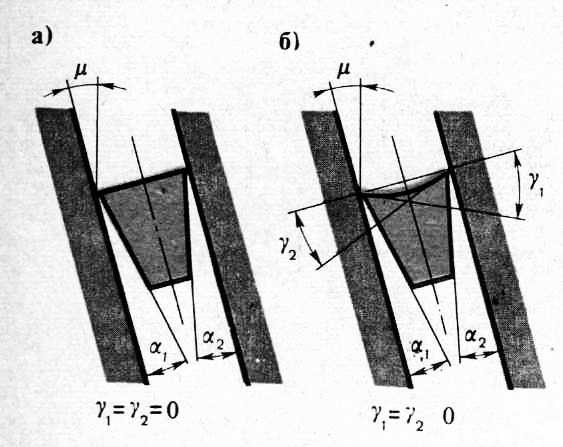
3. Резьбовой резец, установленный с поворотом: а —резец без подточки, б — резец с подточкой по передней поверхности, в — державка с поворотной головкой для резьбового резца; 1 — резец. 2 — винт. 3 — поворотная головка. 4 — корпус. 5 —1 винт
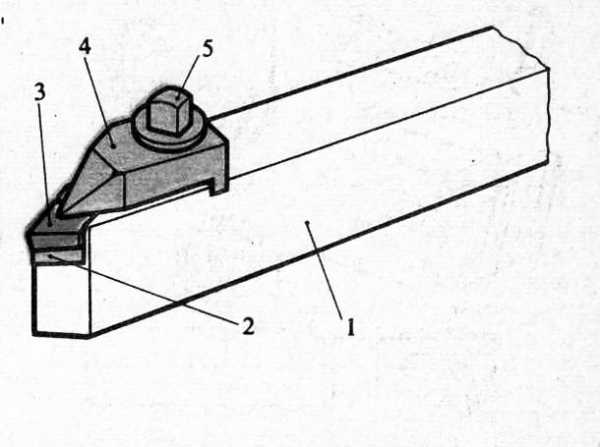
4. Резьбовой резец внии с механическим креплением ромбической пластинки: 1 — держапка. 2 — опорная пластинка. 3 — режущая пластинка. 4 —прижимная планка (прихват)

5. РЕЗЬБОВЫЕ РЕЗЦЫ, ЗАТАЧИВАЕМЫЕ ПО ПЕРЕДНЕЙ ПОВЕРХНОСТИ: а — призматический, б — дисковый
Для уменьшения числа переточек и упрощения переточки, а также сокращения времени на замену резца широко применяют призматические и дисковые резьбовые резцы, перетачиваемые только по передней поверхности. Для нарезания резьб в сквозных отверстиях (со свободным выходом резца) часто применяют резьбовые гребенки, по профилю напоминающие метчик, т. е. имеющие заборную (с постоянно возрастающей высотой элементарных резьбовых резцов) и калибрующую части. Таким инструментом резьбу нарезают на полную высоту профиля за один проход. Гребенки делятся на стержневые, призматические и круглые.
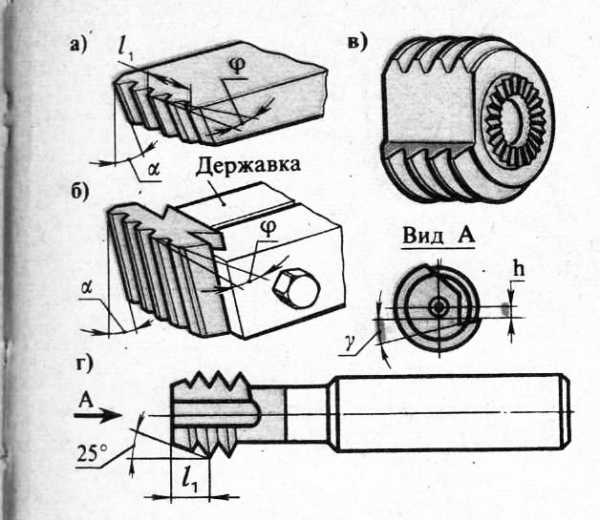
6. РЕЗЬБОВЫЕ ГРЕБЕНКИ: а — стержневая, б — призматическая, в — круглая для наружных резьб, г—круглая для внутренних резьб; 11 — заборная часть гребенки

7. СХЕМА НАСТРОЙКИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА НА НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ
Реклама:
Читать далее:
Настройка токарно-винторезного станка на нарезание резьбы резцом
Статьи по теме:
pereosnastka.ru
Нарезание резьбы на токарном станке резцом: видео, фото и приспособления
Нарезание резьбы резцом на токарном станке — процесс не самый технологически сложный, но требующий повышенного внимания, определенных навыков и теоретических знаний. Именно о последнем мы вам расскажем, что позволит максимально приблизиться к желаемому качеству обработки заготовок путем нарезания резьбы резцами.
Содержание статьи
Резцы
Схема нарезания резьбы на токарном станке резцом
Для получения резьбы мастера пользуются разным резцом:
- Трубонарезные инструменты;
- Резьбонарезные головки;
- Метчики;
- Плашки.
За счет конструкции токарного станка, нарезание резьбы на токарном станке позволяет получить внутреннюю и наружную вариацию ее исполнения.
При этом приспособление, позволяющее обработать древесину путем нарезки резьбы, делится на три большие категории:
- Призматическая группа. Таким резцом можно обрабатывать внешние стороны заготовок. При этом приспособление призматической группы позволяет работать с заготовками крупных размеров. Инструмент удерживается в держателе станка специальным устройством, которое называется ласточкин хвост. Резьбонарезные элементы призматической группы подвержены множественной переточке, чем выгодно отличаются на фоне стержневых инструментов.
- Стержневая группа. Наиболее простое приспособление, позволяющее выполнять нарезку. Стержень может иметь любую форму сечения, у него имеется рабочая головка. В зависимости от формы головки определяется профиль. Стержневое приспособление — это фасонная категория деревообрабатывающих инструментов. Самое популярное из них имеет припаянные твердосплавные грани, обеспечивающие срезание излишков древесины. Они отличаются длительным сроком эксплуатации, реже остальных нуждаются в заточке.
- Круглая группа. Головки таких приспособлений позволяют нарезать резьбу внутреннего и наружного типа. С таким резцом можно выполнять широкий перечень операций, чем они выгодно отличаются от призматической группы. Важная особенность — подверженность многократной переточке инструмента без утраты изначальных характеристик.
Техника нарезки
Чертеж схемы нарезания резьбы на токарном станке резцом
- Оператор, управляя резцом, равномерно перемещает его вдоль заготовки;
- Сама рабочая головка проделывает винтовую линию своей вершиной;
- В зависимости от наклона линии к оси, которая является перпендикулярной движению рабочего инструмента, определяется угол увеличения винтовых линий;
- Этот угол зависит от особенностей подачи инструмента и скорости вращения заготовки на токарном станке;
- Когда приспособление для нарезки заглубляется в заготовку, она внутри покрывается винтовыми канавками;
- С помощью резьбы можно обеспечить высококачественный крепеж, уплотнить детали или перемещать элементы согласно требуемым направлениям с заданным шагом;
- Опираясь на конфигурацию болванки, крепление получает соответствующее название — коническое или цилиндрическое;
- Профиль, выступающий одновременно поперечником проекции на поверхности резьбы, выбирают на основе назначения;
- Самыми часто применяемыми профилями являются остроугольные, трапециевидные и прямоугольные;
- Профили нарезаются однозаходным или многозаходным методом;
- Многозаходные создаются из нескольких канавок, которые располагаются на одинаковом расстоянии относительно друг друга;
- Однозаходные создаются одной канавкой;
- Характеристики резьбы определяются шагом и ходом. Это расстояние, имеющееся между одинаковыми компонентами резьбового витка;
- Чтобы определить расстояние, нужно произвести шаг на количество заходов.
Правила получения резьбы
Резьбонарезные операции предусматривает, что мастер использует трубонарезные конические, трубонарезные цилиндрические, дюймовые, упорные виды резьбы.
Чтобы выполнение трубонарезной конструкции прошло грамотно и без ошибок, требуется опираться на определенные правила при работе с плашкой, головкой, метчиком и пр.
- Сначала выполняется настройка самого станка. Резьбонарезные, трубонарезные операции невозможно качественно выполнить при условии отсутствия соответствующего по характеристикам и возможностям оборудования. Настройка предусматривает адаптация устройства под конкретный тип резьбы, используемые резьбонарезные, трубонарезные головки, метчики, плашки. Настройка выполняется согласно инструкции к станку и рабочим инструментам. Не лишним будет подкрепить трубонарезные навыки видео уроками.
- Далее, опираясь на важные правила и рекомендации, выполняется работа по созданию резьбы с требуемыми параметрами.
- Чистота получаемой резьбы зависит от правильной постановки рабочего инструмента и его движения относительно заготовки. Для достижения нужного результата использует шаблон, устанавливаемый параллельно серединам токарного устройства на заготовке. Проекцию резака и шаблон накладывается один на другого и проверяют просвет. Режущий инструмент должен располагаться строго на центральной линии токарного станка.
- Для нарезки внутренней резьбы используют изогнутый рабочий инструмент. Если взять оправку, можно задействовать и прямой инструмент. Наружная нарезка осуществляется преимущественно гнутыми, но иногда и ровными резцами. Выбирают резцы на основе типа обрабатываемого материала и требования относительно характеристик резьбы.
- Расположение рабочих граней резцов зависит от профиля, который следует выполнить. Треугольные предусматривают изготовление нарезки при вершине 55 или 60 градусов для дюймовой и метрической резьбы соответственно.
- Выбор переднего угла резца делается на основе материала заготовки. Он может составлять от 0 до 25 градусов. При этом меньший угол выбирается для более твердых и хрупких материалов.
- Боковые углы инструмента сзади должны иметь такие параметры, чтобы при нарезке боковые элементы не касались поверхности резьбы. В большинстве случаев с левой и правой стороны они являются одинаковыми. Так, если угол резьбового подъема составляет более 5 градусов, боковые углы будут 6-8 градусов, либо 3-5 градуса при резьбовом угле менее 4 градусов.
- Внутренняя нарезка канавок выполняется после расточки или выполнения сверления отверстия. Во время обработки металл подвержен деформации, из-за чего поперечник отверстия следует выбирать немного больше внутреннего поперечника. Для хрупкого металла к значению добавляют 0,02, а для вязкого — до 0,4.
- Иногда трубонарезной станок требует завершить нарезку канавками. Внутренние поперечники делают на 0,3 миллиметра меньше по сравнению с аналогичным параметром резьбы.
- Применяя трубонарезной агрегат с целью получить на торце качественную нарезку, выполните уступ на 3 мм (не больше), не меняя при этом диаметр. Этот выступ обозначит финишный проход режущего инструмента. Когда работа завершается, уступ можно удалить.
- Черновая обработка с помощью режущей головки осуществляется на скорости не выше 30 м/мин. Чистовая обработка позволяет включать вращение головки с скоростью до 55 м/мин.
- Работа с чугуном предусматривает прохождение режущей резьбонарезной головки со скоростью до 25 м/мин. Для твердосплавных материалов этот показатель составляет до 150 м/мин.
- Если шаг резьбы составляет менее 2 мм, работа выполняется на повышенных скоростях, но понижается при шаге от 6 мм.
- Резьбу нарезают на токарном станке путем нескольких подходов. Завершая каждый подход, режущий инструмент возвращается в начальное положение.
Резьба — необходимый элемент множества конструкций, деталей. Потому к нарезке резьбы с помощью токарных станков следует подходить максимально грамотно. Это позволит избежать распространенных ошибок.
tvoistanok.ru