Риски для уголков – . . . . . . .
alexxlab | 16.06.2019 | 0 | Вопросы и ответы
ГОСТ 24839-2012 Конструкции строительные стальные. Расположение отверстий в прокатных профилях. Размеры, ГОСТ от 29 ноября 2012 года №24839-2012,
ГОСТ 24839-2012
Группа Ж34
МКС 91.080.10
Дата введения 2013-07-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2-2009 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены”
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом “Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова” (ЗАО “ЦНИИПСК им.Мельникова”)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 “Строительство”
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Республика Беларусь | BY | Министерство архитектуры и строительства |
Киргизия | KG | Госстрой |
Россия | RU | Департамент регулирования градостроительной деятельности Министерства регионального развития |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 4-2016).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1674-ст межгосударственный стандарт ГОСТ 24839-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 24839-81
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциях. Расположение отверстий для высокопрочных болтов предусмотрено только для уголков.
Настоящий стандарт не распространяется на конструкции опор воздушных линий электропередачи.
2 Нормативные ссылки
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры
Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
– в двутавровых балках по ГОСТ 8239 – указанным на рисунке 1 и в таблице 1;
– в швеллерах с уклоном внутренних граней полок и швеллерах с параллельными гранями полок по ГОСТ 8240 – указанным на рисунке 2 и в таблице 2;
– в равнополочных уголках по ГОСТ 8509 и неравнополочных уголках по ГОСТ 8510 – указанным на рисунке 3 и в таблице 3.
Рисунок 1
Таблица 1
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
10 | 32 | 9 | 30 | 9 |
12 | 36 | 11* | 36 | 13 |
14 | 40 | 13* | 40 | 15 |
16 | 45 | 13* | 40 | 15 |
18 | 50 | 15 | 50 | 21 |
18а | 55 | 17 | 50 | 19 |
20 | 55 | 17 | 50 | 19 |
20а | 60 | 19* | 50 | 19 |
22 | 60 | 19* | 60 | 25 |
22а | 65 | 19 | 60 | 25 |
24 | 60 | 19* | 60 | 25 |
24а | 70 | 21 | 60 | 25 |
27 | 70 | 21 | 60 | 25 |
27а | 70 | 21 | 60 | 23 |
30 | 70 | 21 | 65 | 25 |
30а | 80 | 25* | 65 | 25 |
33 | 80 | 25* | 65 | 25 |
36 | 80 | 25* | 70 | 25 |
40 | 80 | 25* | 70 | 25 |
46 | 90 | 26 | 70 | 25 |
50 | 100 | 28** | 80 | 28 |
55 | 100 | 28** | 80 | 28 |
60 | 110 | 28 | 90 | 31 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 2
Таблица 2
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
5 | 20 | 9* | 25 | 7 |
6,5 | 20 | 11* | 32,5 | 11 |
8 | 25 | 11* | 40 | 15 |
10 | 30 | 13* | 33 | 11 |
12 | 30 | 17* | 40 | 15 |
14 | 35 | 19* | 45 | 17 |
14а | 35 | 19 | 45 | 17 |
16 | 40 | 19 | 50 | 19 |
16а | 40 | 23* | 50 | 19 |
18 | 40 | 23* | 55 | 23 |
18а | 45 | 23 | 55 | 21 |
20 | 45 | 25* | 60 | 25 |
20а | 50 | 25 | 60 | 25 |
22 | 50 | 25 | 65 | 28 |
22а | 50 | 28** | 65 | 25 |
24 | 50 | 28** | 65 | 25 |
24а | 60 | 28 | 65 | 25 |
27 | 60 | 28 | 70 | 28 |
30 | 60 | 31** | 70 | 28 |
33 | 60 | 31** | 70 | 25 |
36 | 70 | 31** | 75 | 28 |
40 | 70 | 31** | 75 | 28 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 3
Таблица 3
Размеры в миллиметрах
Однорядное расположение отверстий | Двухрядное расположение отверстий | ||||||||||
, не более | Порядок расположения отверстий | , не более | |||||||||
для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | ||||||||
45 | 3-5 | 25 | 13 | – | Шахматный | 7-12 | 55 | 35 | 28 | 25 | |
50 | 3-8 | 30 | 15 | – | 14; 16 | 25 | – | ||||
56 | 4-6 | 30 | 17 | – | 140 | Рядовой | 8-10 | 55 | 55 | 21 | 21 |
8 | 15 | 12 | – | ||||||||
63 | 4-8 | 35 | 19 | – | Шахматный | 8-12 | 60 | 45 | 28 | 25 | |
10 | 17 | ||||||||||
70 | 4,5-8 | 40 | 23 | – | 160 | Рядовой | 9-20 | 65 | 65 | 25 | 23 |
75 | 5-9 | 45 | 25 | – | Шахматный | 9-20 | 65 | 60 | 28 | 25 | |
80 | 5-8 | 45 | 25 | – | |||||||
10; 12 | 23 | – | Рядовой | 0-12 | 65 | 75 | 28 | 28 | |||
90 | 5,5-7 | 50 | 28 | 31 | 80 | Шахматный | 0-12 | 65 | 70 | 31 | 31 |
8; 9 | 28* | ||||||||||
10 | 25 | – | 200 | Рядовой, шахматный | 11-30 | 80 | 80 | 31 | 31 | ||
100 | 6-12 | 60 | 31 | 31 | |||||||
14; 16 | 28 | 220 | Рядовой, шахматный | 14; 16 | 80 | 90 | 31 | 31 | |||
110 | 6,5-12 | 60 | 31 | 31 | |||||||
125 | 7-16 | 75 | 31 | 31 | 250 | Рядовой, шахматный | 2-30 | 90 | 100 | 31 | 31 |
* Максимальный диаметр болта 24 мм. Примечание – Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм. | |||||||||||
4 Отступления от размеров
Отступления от размеров, установленных в разделе 3, допускаются при выполнении стыков деталей или элементов конструкций из уголков с накладками из уголков того же размера, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо проводить строжку обушка (внешней кромки угла) уголка накладки для ее плотного прилегания к стыкуемому уголку.
5 Предельные отклонения
Предельные отклонения диаметров и расположения отверстий должны соответствовать ГОСТ 14140 и предельным отклонениям, установленным для различных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2013
docs.cntd.ru
ГОСТ 24839-2012 – Конструкции строительные стальные. Расположение отверстий в прокатных профилях. Размеры
| МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION | |
МЕЖГОСУДАРСТВЕННЫЙ | ГОСТ |
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ.
РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ В ПРОКАТНЫХ
ПРОФИЛЯХ
Размеры
| Москва |

Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (ЗАО «ЦНИИПСК им. Мельникова»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (МНТКС) (протокол от 4 июня 2012 г. № 40)
За принятие проголосовали:
Краткое наименование страны по MK (ИСО 3166) 004-97 | Код страны по MK (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Республика Беларусь | BY | Министерство архитектуры и строительства |
Киргизия | KG | Госстрой |
Россия | RU | Департамент регулирования градостроительной деятельности Министерства регионального развития |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. № 1674-ст межгосударственный стандарт ГОСТ 24839-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 24839-81
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок – в
ГОСТ 24839-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ. Размеры Structural steelwork. Layout of holes in rolled shapes. Dimensions |
Дата введения – 2013-07-01
1 Область применения
Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциях. Расположение отверстий для высокопрочных болтов предусмотрено только для уголков.
Настоящий стандарт не распространяется на конструкции опор воздушных линий электропередачи.
2 Нормативные ссылки
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры
Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
– в двутавровых балках по ГОСТ 8239 – указанным на рисунке 1 и в таблице 1;
– в швеллерах с уклоном внутренних граней полок и швеллерах с параллельными гранями полок по ГОСТ 8240 – указанным на рисунке 2 и в таблице 2;
– в равнополочных уголках по ГОСТ 8509 и неравнополочных уголках по ГОСТ 8510 – указанным на рисунке 3 и в таблице 3.

Рисунок 1
Таблица 1
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
a1 | d, не более | a2 | d, не более | |
10 | 32 | 9 | 30 | 9 |
12 | 36 | 11* | 36 | 13 |
14 | 40 | 13* | 40 | 15 |
16 | 45 | 13 | 40 | 15 |
18 | 50 | 15 | 50 | 21 |
18а | 55 | 17 | 50 | 19 |
20 | 55 | 17 | 50 | 19 |
20а | 60 | 19* | 50 | 19 |
22 | 60 | 19* | 60 | 25 |
22а | 65 | 19 | 60 | 25 |
24 | 60 | 19* | 60 | 25 |
24а | 70 | 21 | 60 | 25 |
27 | 70 | 21 | 60 | 25 |
27а | 70 | 21 | 60 | 23 |
30 | 70 | 21 | 65 | 25 |
30а | 80 | 25* | 65 | 25 |
33 | 80 | 25* | 65 | 25 |
36 | 80 | 25* | 70 | 25 |
40 | 80 | 25* | 70 | 25 |
46 | 90 | 26 | 70 | 25 |
50 | 100 | 28** | 80 | 28 |
55 | 100 | 28** | 80 | 28 |
60 | 110 | 28 | 90 | 31 |
_______ * Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||

Рисунок 2
Таблица 2
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
a1 | d, не более | a2 | d, не более | |
5 | 20 | 9* | 25 | 7 |
6,5 | 20 | 11* | 32,5 | 11 |
8 | 25 | 11* | 40 | 15 |
10 | 30 | 13* | 33 | 11 |
12 | 30 | 17* | 40 | 15 |
14 | 35 | 19* | 45 | 17 |
14а | 35 | 19 | 45 | 17 |
16 | 40 | 19 | 50 | 19 |
16а | 40 | 23* | 50 | 19 |
18 | 40 | 23* | 55 | 23 |
18а | 45 | 23 | 55 | 21 |
20 | 45 | 25* | 60 | 25 |
20а | 50 | 25 | 60 | 25 |
22 | 50 | 25 | 65 | 28 |
22а | 50 | 28** | 65 | 25 |
24 | 50 | 28** | 65 | 25 |
24а | 60 | 28 | 65 | 25 |
27 | 60 | 28 | 70 | 28 |
30 | 60 | 31** | 70 | 28 |
33 | 60 | 31** | 70 | 25 |
36 | 70 | 31** | 75 | 28 |
40 | 70 | 31** | 75 | 28 |
_________ * Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||

Рисунок 3
Таблица 3
Размеры в миллиметрах
Однорядное расположение отверстий | Двухрядное расположение отверстий | ||||||||||
b | s | а | d, не более | b | Порядок расположения отверстий | s | a1 | a2 | d, не более | ||
для болтов классов прочности 4.6 – 8.8 и заклепок | для высокопрочных болтов | для болтов классов прочности 4.6 – 8.8 и заклепок | для высокопрочных болтов | ||||||||
45 | 3 – 5 | 25 | 13 | – | Шахматный | 7 – 12 | 55 | 35 | 28 | 25 | |
50 | 3 – 8 | 30 | 15 | – | 14; 16 | 25 | – | ||||
56 | 4 – 6 | 30 | 17 | – | 140 | Рядовой | 8 – 10 | 55 | 55 | 21 | 21 |
8 | 15 | 12 | – | ||||||||
63 | 4 – 8 | 35 | 19 | – | Шахматный | 8 – 12 | 60 | 45 | 28 | 25 | |
10 | 17 | ||||||||||
70 | 4,5 – 8 | 40 | 23 | – | 160 | Рядовой | 9 – 20 | 65 | 65 | 25 | 23 |
75 | 5 – 9 | 45 | 25 | – | Шахматный | 9 – 20 | 65 | 60 | 28 | 25 | |
80 | 5 – 8 | 45 | 25 | – | |||||||
10; 12 | 23 | – | Рядовой | 0 – 12 | 65 | 75 | 28 | 28 | |||
90 | 5,5 – 7 | 50 | 28 | 31 | 80 | Шахматный | 0 – 12 | 65 | 70 | 31 | 31 |
8; 9 | 28* | ||||||||||
10 | 25 | – | 200 | Рядовой, шахматный | 11 – 30 | 80 | 80 | 31 | 31 | ||
100 | 6 – 12 | 60 | 31 | 31 | |||||||
14; 16 | 28 | 220 | Рядовой, шахматный | 14; 16 | 80 | 90 | 31 | 31 | |||
110 | 6,5 – 12 | 60 | 31 | 31 | |||||||
125 | 7 – 16 | 75 | 31 | 31 | 250 | Рядовой, шахматный | 2 – 30 | 90 | 100 | 31 | 31 |
________ * Максимальный диаметр болта 24 мм. Примечание – Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм. | |||||||||||
4 Отступления от размеров
Отступления от размеров, установленных в разделе 3, допускаются при выполнении стыков деталей или элементов конструкций из уголков с накладками из уголков того же размера, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо проводить строжку обушка (внешней кромки угла) уголка накладки для ее плотного прилегания к стыкуемому уголку.
5 Предельные отклонения
Предельные отклонения диаметров и расположения отверстий должны соответствовать ГОСТ 14140 и предельным отклонениям, установленным для различных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
Ключевые слова: строительные стальные конструкции, горячекатаные профили, двутавровые балки, швеллеры, уголки, расположение отверстий, предельные отклонения |
stroysvoimirukami.ru
ГОСТ 24839-81 – Конструкции строительные стальные. Расположение отверстий в прокатных профилях. Размеры.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНСТРУКЦИИ
СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ.
РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ
В ПРОКАТНЫХ ПРОФИЛЯХ
РАЗМЕРЫ
ГОСТ 24839-81
ГОСУДАРСТВЕННЫЙ СТРОИТЕЛЬНЫЙ КОМИТЕТ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ. РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ В ПРОКАТНЫХ ПРОФИЛЯХ Размеры Structural steelwork. Lay-out
of holes in rolled |
ГОСТ |
Постановлением Государственного комитета СССР по делам строительства от 9 нюня 1981 г. № 90 срок действия установлен
с 01.01.83
1. Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциям. Расположение отверстий для высокопрочных болтов, предусмотрено только в угловой стали.
Стандарт не распространяется на конструкции опор воздушных линий электропередач.
2. Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
в двутавровых балках по ГОСТ 8239-72 – указанным на черт. 1 и в табл. 1;
в швеллерах по ГОСТ 8240-72 – указанным на черт. 2 и в табл. 2;
в угловой равнополочной стали по ГОСТ 8509-86 и угловой неравнополочной стали по ГОСТ 8510-86 - указанным на черт. 3 и в табл. 3.
Черт. 1
Таблица 1
Размеры в мм
|
Номер профиля |
Расположение отверстий |
|||
|
в полке |
в стенке |
|||
|
а1 |
d, не более |
а2 |
d, не более |
|
|
10 |
32 |
9 |
30 |
9 |
|
12 |
36 |
11* |
36 |
13 |
|
14 |
40 |
13* |
40 |
15 |
|
16 |
45 |
13* |
40 |
15 |
|
18 |
50 |
15 |
50 |
21 |
|
18а |
55 |
17 |
50 |
19 |
|
20 |
55 |
17 |
50 |
19 |
|
20а |
60 |
19* |
50 |
19 |
|
22 |
60 |
19* |
60 |
25 |
|
22а |
65 |
19 |
60 |
25 |
|
24 |
60 |
19* |
60 |
25 |
|
24а |
70 |
21 |
60 |
25 |
|
27 |
70 |
21 |
60 |
25 |
|
27а |
70 |
21 |
60 |
23 |
|
30 |
70 |
21 |
65 |
25 |
|
30а |
80 |
25* |
65 |
25 |
|
33 |
80 |
25* |
65 |
25 |
|
36 |
80 |
25* |
70 |
25 |
|
40 |
80 |
25* |
70 |
25 |
|
45 |
90 |
26 |
70 |
25 |
|
50 |
100 |
28** |
80 |
28 |
|
55 |
100 |
28** |
80 |
28 |
|
60 |
110 |
28 |
90 |
31 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм.
** Разность между диаметрами отверстия и болта должна быть не менее 4 мм.
Черт. 2
Таблица 2
Размеры в мм
|
Номер профиля |
Расположение отверстий |
|||
|
в полке |
в стенке |
|||
|
а1 |
d, не более |
а2 |
d, не более |
|
|
5 |
20 |
9* |
25 |
7 |
|
6,5 |
20 |
11* |
32,5 |
11 |
|
8 |
25 |
11* |
40 |
15 |
|
10 |
30 |
13* |
33 |
11 |
|
12 |
30 |
17* |
40 |
15 |
|
14 |
35 |
19* |
45 |
17 |
|
14а |
35 |
19 |
45 |
17 |
|
16 |
40 |
19 |
50 |
19 |
|
16а |
40 |
23* |
50 |
19 |
|
18 |
40 |
23* |
55 |
23 |
|
18а |
45 |
23 |
55 |
21 |
|
20 |
45 |
25* |
60 |
25 |
|
20а |
50 |
25 |
60 |
25 |
|
22 |
50 |
25 |
65 |
28 |
|
22а |
50 |
28** |
65 |
25 |
|
24 |
50 |
28** |
65 |
25 |
|
24а |
60 |
28 |
65 |
25 |
|
27 |
60 |
28 |
70 |
28 |
|
30 |
60 |
31** |
70 |
28 |
|
33 |
60 |
31** |
70 |
25 |
|
36 |
70 |
31** |
75 |
28 |
|
40 |
70 |
31** |
75 |
28 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм.
** Разность между диаметрами отверстия и болта должна быть не менее 4 мм.
Черт. 3
Таблица 3
Размеры в мм
|
Однорядное расположение отверстий |
Двухрядное расположение отверстий |
||||||||||
|
b |
s |
a |
d, не более |
b |
Порядок расположения отверстий |
s |
a1 |
a2 |
d, не более |
||
|
для болтов классов прочности 4.6 – 8.8 и заклепок |
для высокопрочных болтов |
для болтов классов прочности 4.6 – 8.8 и заклепок |
для высокопрочных болтов |
||||||||
|
45 |
3 – 5 |
25 |
13 |
– |
125 |
Шахматный |
7 – 12 |
55 |
35 |
28 |
25 |
|
50 |
3 – 8 |
30 |
15 |
– |
|
|
14; 16 |
|
|
25 |
– |
|
56 |
4 – 6 |
30 |
17 |
– |
140 |
Рядовой |
8 – 10 |
55 |
55 |
21 |
21 |
|
|
8 |
|
15 |
|
|
|
12 |
|
|
|
– |
|
63 |
4 – 8 |
35 |
19 |
– |
|
Шахматный |
8 – 12 |
60 |
45 |
28 |
25 |
|
|
10 |
|
17 |
|
|
|
|
|
|
|
|
|
70 |
4,5 – 8 |
40 |
23 |
– |
160 |
Рядовой |
9 – 20 |
65 |
65 |
25 |
23 |
|
75 |
5 – 9 |
45 |
25 |
– |
|
Шахматный |
9 – 20 |
65 |
60 |
28 |
25 |
|
80 |
5 – 8 |
45 |
25 |
– |
|
|
|
|
|
|
|
|
|
10; 12 |
|
23 |
|
|
Рядовой |
10 – 12 |
65 |
75 |
28 |
28 |
|
|
5,5 – 7 |
|
28 |
31 |
180 |
Шахматный |
10 – 12 |
65 |
70 |
31 |
31 |
|
90 |
8; 9 |
50 |
|
28* |
|
|
|
|
|
|
|
|
|
10 |
|
25 |
– |
200 |
Рядовой, |
11 – 30 |
80 |
80 |
31 |
31 |
|
100 |
6 – 12 |
60 |
31 |
31 |
|
шахматный |
|
|
|
|
|
|
|
14; 16 |
|
28 |
|
220 |
Рядовой, |
14; 16 |
80 |
90 |
31 |
31 |
|
110 |
6,5 – 12 |
60 |
31 |
31 |
|
шахматный |
|
|
|
|
|
|
125 |
7 – 16 |
75 |
31 |
31 |
250 |
Рядовой, шахматный |
12 – 30 |
90 |
100 |
31 |
31 |
* Максимальный диаметр болта 24 мм.
Примечание. Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм.
3. Отступления от размеров, установленных п. 2, допускаются при выполнении стыков деталей или элементов конструкций из угловой стали накладками из угловой стали того же профиля, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо соблюдать требования главы СНиП по проектированию стальных конструкций.
4. Предельные отклонения расположения и диаметров отверстий должны соответствовать ГОСТ 14140-81 и предельным отклонениям, установленным для розничных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
snipov.net
Геодезические работы при возведении крупнопанельных зданий
При возведении крупнопанельных зданий с продольными несущими стенами наносят ориентирные риски для установки панелей стен, лестнично-лифтовых узлов и других элементов. Наносятся риски на верхних поверхностях перекрытий над смонтированными ниже этажами.Ориентирные риски для наружных стен размечают с внутренней стороны корпуса, средние продольные оси — со стороны, противоположной лестнично-лифтовому узлу, а для стенок жесткости — с любой стороны.
Во всех случаях ориентирные риски размечают единообразно на всех этажах. Ориентирные и контрольные ориентирные риски наносят по три для каждой монтируемой панели: две в продольном и одну в поперечном направлениях.Для зданий с поперечными внутренними несущими стенами направление разметки выбирают от габаритных осей к середине корпуса. Разметку производят нарастающим итогом от начала разбивки с обязательным контрольным промером всех расстояний. До установки панелей стен по высотным отметкам по результатам нивелирования выравнивают монтажный горизонт. Для этого нивелируют все опорные плоскости, на которые будут устанавливаться панели стен. Отметки определяют не менее чем в двух точках под каждую панель. Нивелирную рейку устанавливают таким образом, чтобы определялась наивысшая точка опорной плоскости (обычно стыки смежных перекрытий или перекрытий и наружных стен). Отметку наивысшей точки монтажного горизонта увеличивают на минимальную толщину растворной постели и по найденной отметке раствором выравнивают монтажный горизонт. Для этого из небольших порций раствора устраивают маяки 1, которые служат уровнями для расстилаемого раствора.
Положение панелей в нижнем сечении относительно осей выверяют, совмещая боковую и торцовую грани с ориентирными ; рисками 7. С контрольными ориентирными рисками совмещают, монтажные уголки или Т-образные упоры 6, при этом совмещают продольную и торцовую грани с щечками 10 уголков или упоров.
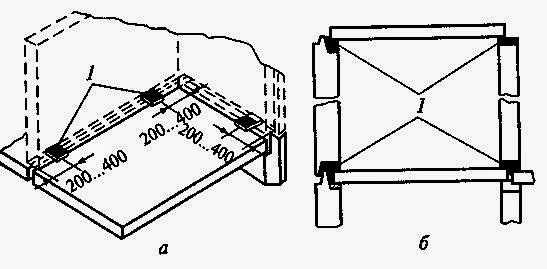 |
| Выравнивание монтажного горизонта: а — установка маяков под панели; 6 — выравнивание стен и перекрытий;1— маяки |
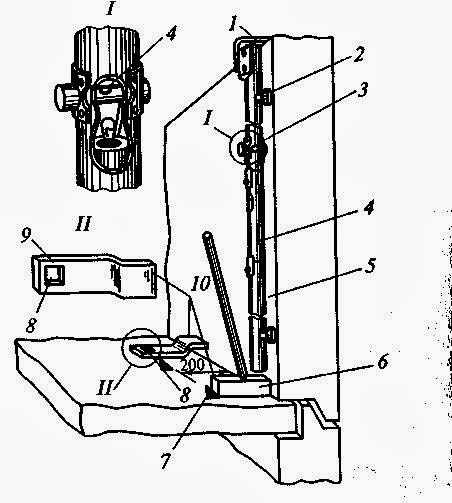 |
| Выверка панелей в нижнем сечении относительно осей: 1 — скоба; 2 — упор; 3 — уровень; 4 — дюралюминиевая труба; 5 — выверяемая панель; 6 — Т-образный упор; 7—ориентирная риска; 8 — окно; 9 — установочная риска; 10 — щечки уголка и упора |
 |
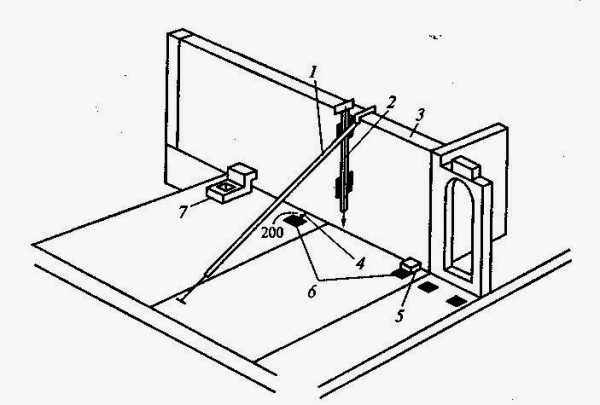
| Выверка панелей в отвесном положении: 1 — телескопический подкос; 2 — рейка-отвес; 3 — выверяемая панель; 4 — ориентирные риски; 5 — упор; 6 — окно; 7 — уголок |
 |
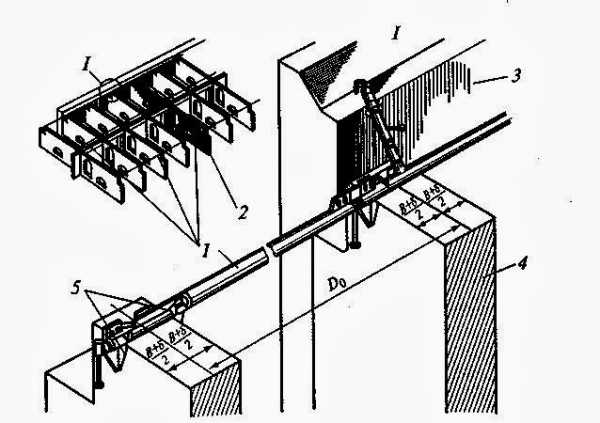
| Групповое монтажное оснащение: 1 — горизонтальная связь; 2 — базовая панель; 3 — панель наружной стены; 4 — панель внутренней стены; 5 — щечки вилочного захвата; В + δ— половина толщины панели и погрешность изготовления панели; В — толщина панели; D0 — проектное расстояние между осями панели |
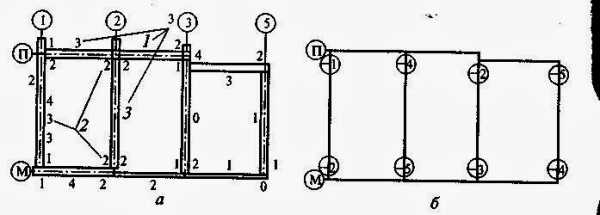 |
| Пример исполнительной съемки крупнопанельного здания: а — в плане; б — по высоте; 1 — отклонение опорных площадок до маяков; 2,3 — смещение панелей соответственно в нижнем сечении и от вертикали |
pgs-student.blogspot.com
Гибка металлов при изготовлении конструкций
Гибка металлов при изготовлении конструкций
Категория:
Сборка металлоконструкций
Гибка металлов при изготовлении конструкций
Холодная гибка. При изготовлении трубопроводов, газопроводов, резервуаров, листовых конструкций доменных цехов, газгольдеров, силосов, бункеров, монорельсов детали их гнут в холодном состоянии. Холодную гибку выполняют на листогибочных вальцах, кромкогибочных прессах, роликогибочных станках, горизонтальных правильно-гибочных прессах и механических прессах.
Листогибочные вальцы придают листовой стали цилиндрическую и коническую форму. Применяя специальную оснастку, на вальцах изготовляют детали со сферической и седлообразной поверхностью.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь максимальной шириной до 2100…8000 мм при максимальной толщине 20…50 мм. Наиболее распространены трехвалковые вальцы с пирамидальным расположением вальцов.
Листогибочные трехвалковые вальцы имеют нижние приводные валки, которые получают вращение от электродвигателя через редуктор. Верхний валок может перемещаться по высоте и вращается трением между валками и изгибаемым листом.
Листовая сталь для гибки не должна иметь хлопунов и заломленных кромок. Из-за дефектов усложняется процесс гибки и деталь не приобретает заданной формы.
Перед гибкой проверяют размеры разверток и равенств диагоналей, так как даже незначительное несоответствие размеров сказывается на качестве и трудоемкости сборки.
При выполнении гибочных работ необходимо стремиться изготовлять обечайки из одного листа; при малой кривизне вальцевать по 2…3 листа одновременно; кромки заготовок из низколегированной стали после газовой и механической резки для гибки на минимальный радиус подвергать механической обработке.
При гибке листовых деталей цилиндрической формы необходимо обеспечить перпендикулярность продольной оси листа и оси валков, так как при неправильной установке листа в вальцах кромки свальцованного цилиндра не совпадут.
При вальцовке листов, соединенных между собой сваркой, проверяют толщину сварного шва — она не должна превышать толщины листа более чем на 2 мм. При большей толщине шов срезают.
Для того чтобы листы между валками установить без перекосов, необходимо соблюдать следующие условия: столы для укладки листовой стали, предназначенные для гибки и поддержания деталей во время гибки, должны иметь поверхность из листовых полос, расположенных строго перпендикулярно к оси валков; на столах или роликовых конвейерах устанавливают перпендикулярно валкам линейку или упоры, по которым ориентируют лист; вальцуемый лист подают торцом в упор заднего валка вальцов; вспомогательные линии наносят по образующим цилиндрической поверхности, которые при вальцовке совмещают с осью нижнего валика с помощью ломиков или легким постукиванием кувалдой.
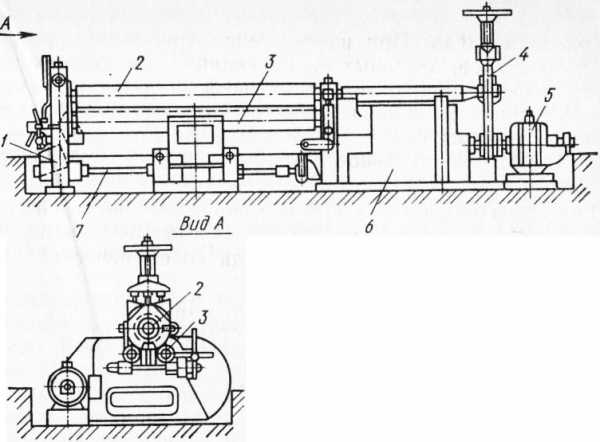
Рис. 1. Трехвалковые листогибочные вальцы 2680П: 1 — станина, 2, 3 — верхний и нижний валки, 4 — механизм поворота валка, 5 — электродвигатель, 6 — редуктор, 7 — механизм подъема и опускания валка
Перед гибкой листовых деталей цилиндрической формы на трехвалковых вальцах подгибают оба торца всей партии листов на подкладном листе. Без подгибки кромок концы листов остаются плоскими на участке, равном половине расстояния между центрами нижних валков. В связи с этим заготовку для вальцуемого листа вырезают с припуском 200 … 250 мм на каждый конец для того, чтобы после вальцовки можно было отрезать участки листа, оставшиеся прямыми. Подкладной лист должен иметь ширину, в два раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10… 17%, чем радиус гибки детали, учитывая упругую деформацию стали. Подкладной лист обычно имеет толщину 25… 30 мм, однако она должна быть не менее двукратной толщины вальцуемого листа. Мощность вальцов должна быть достаточной для гибки листа в три раза толще вальцуемого.
При радиусах гибки свыше 2000 мм концы листов не подгибают, так как стрела прогиба на длине плоского участка незначительна. При вальцовке листовой стали малых толщин кромки подгибают после вальцовки и соединения кромок листов сварными швами.
После сварки кромки листов из-за усадочных напряжений в сварных швах деформируются. Эти деформации устраняют и подгибают обе кромки листа на вальцах следующим образом. Обечайку надевают на верхний валок и прокатывают между валками. Подкладной лист 3 укладывают на нижний валок 4 и прокатывают на нем концевые участки листов.
После того как концы листов всей партии будут подогнуты, подкладной лист снимают с вальцов и приступают к вальцовке листов. Для этого листы пропускают через вальцы несколько раз в обоих направлениях, периодически проверяя радиус вальцовки шаблоном. Степень изгиба листа регулируют, поднимая или опуская верхний валок.
После окончания вальцовки листов в замкнутые цилиндрические поверхности один конец верхнего валка освобождают от подшипника. Затем нажимают на противоположный конец верхнего валка, наклоняют его и снимают свальцованный лист краном, сдвигая его вдоль валка, и укладывают у вальцов.
Иногда свальцованные детали представляют собой часть окружности; в этом случае их снимают краном, не поднимая верхнего валка. Необходимо иметь в виду, что из-за упругой деформации наименьший диаметр вальцовки листов на 15… 20% больше диаметра верхнего валка.
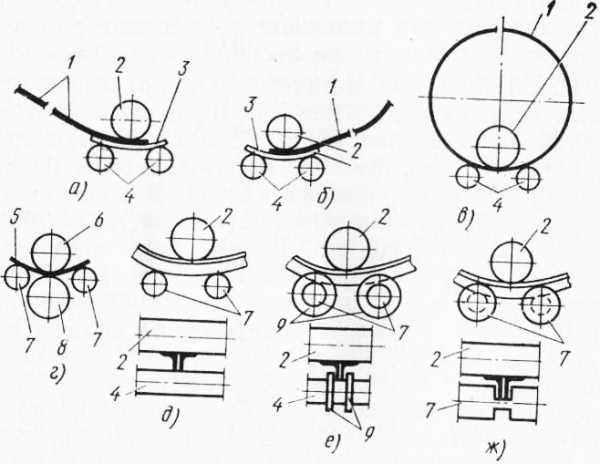
Рис. 2. Схема гибки листовой и угловой стали на листогибочных вальцах: а — подгибка первой листовой кромки, б — подгибка второй листовой кромки, в — вальцовка двух уголков, г — гибка на че-тырехвалковых вальцах, д — вальцовка двух уголков, е — вальцовка уголков с бандажами, ж — вальцовка уголков с прорезью; 1,5 — вальцуемый лист, 2,6 — верхние валки, 3 — подкладной лист, 4, 7, 8—нижние валки, 9 — бандаж
Обычно звено гибщиков состоит из двух человек: гибщика и оператора, при гибке крупногабаритных толстостенных листов — из трех человек.
На листогибочных четырехвалковых машинах кромки подгибают одновременно с вальцовкой. Верхний и нижний валки приводные и вращаются в разные стороны, передвигая изгибаемый лист. Два боковых валка не имеют привода и могут перемещаться по наклонным направляющим, приближаясь или отдаляясь от верхнего валка. Кромки подгибаются за счет давления одним из боковых валков.
На листогибочных вальцах можно вальцевать листы на прямые усеченные конусы с углом не свыше 60° и диаметром окружности меньшего основания конуса Dmln^Kd/cos а, где а — угол между образующей и высотой конуса; d — диаметр верхнего валка; К= 1,1 … 1,18 — коэффициент, зависящий от угла а, толщины заготовки и радиуса гибки.
При гибке листов с конической поверхностью в упор к станине верхний валок устанавливается в наклонное положение под углом, величина которого зависит от радиуса гибки и толщины изгибаемого листа. Так как расстояние между верхним и нижним валками по их длине различно, то лист будет изгибаться на разные радиусы кривизны. Со стороны пониженного конца верхнего валка радиус гибки будет меньше, чем на противоположном приподнятом конце валка.
Так же как и при вальцовке цилиндрических поверхностей, у листовых заготовок конусов предварительно подгибают обе продольные кромки на подкладном листе. В начале гибки рабочий, ломиком прижимая заготовку к верхнему валку, увеличивает трение между валком и поверхностью заготовки, чем способствует обкатыванию заготовки кромкой меньшей дуги вокруг станины вальцов.
При гибке в упор к станине вальцов рекомендуется на верхний валок надевать кронштейн с роликом. В четырехвалковых вальцах устанавливают два опорных ролика наклонно в просвете по бокам валка.
При гибке с прокладками у меньшего основания листовой заготовки устанавливают более толстую прокладку и лист вместе с прокладками прокатывается до тех пор, пока не будет достигнут требуемый прогиб. После этого, отступив в сторону большего основания листовой заготовки конуса, закладывают подкладку меньшей толщины и гнут деталь. Эти операции по гибке производят до тех пор, пока не будет окончена конусная гибка листа по всей длине.
При гибке конусов по участкам поверхность заготовки разбивают на несколько равных частей размером 150… 250 мм, по границам которых мелом проводят риски (рис. 61,г). Заготовку укладывают в вальцы риской 1—1 параллельно оси нижнего валка. Гибку ведут на первом участке АВгб по обе стороны от риски 1—1 до получения заданного радиуса кромки А—В. Затем заготовку устанавливают в вальцах риской 2—2 параллельно оси нижнего валка и выполняют гибку второго участка ВГдба, доводя радиус кромок Б—В и б—в до заданного. После гибки третьего участка ВДев участок заготовки, ограниченный риской 3—3 до кромки А—б, оказывается выгнутым по заданному радиусу. Дальнейшую гибку выполняют в такой же последовательности по осям участков и в последнюю очередь участка с центральной риской. Для гибки по участкам требуются рабочие высокой квалификации.
На листогибочных вальцах, оборудованных специальными приспособлениями, проводят также гибку лепестков сферических поверхностей. Приспособление состоит из бочки, которую надевают на верхний валок, и постели-шаблона, который укладывают на нижние валки (рис. 61,(5). Бочка представляет собой отрезок толстостенной трубы, сваренной из листовой стали. Наружная поверхность бочки обточена по радиусу шара. Постель из листовой стали также имеет кривизну в двух направлениях (поперек и вдоль валков).
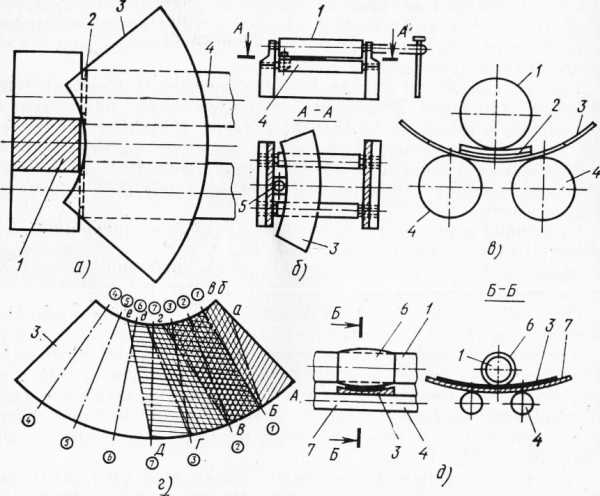
Рис. 3. Гибка листов на трехвалковых листогибочных вальцах: а —в упор к станине, б —с опорным роликом, в —с прокладками, г — по участкам. д — с бочкой и постелью-шаблоном; 1, 4 — верхний и нижний валки, 2 —прокладка, 3 — заготовка, 5 — ролик, 6 — бочка, 7 — постель-шаблон
Заготовки лепестков, вырезанные из листовой стали, укладывают на постель и, прижимая бочкой, прокатывают несколько раз между бочкой и постелью.
Сферические лепестки изготовляют таким способом только при серийном производстве однотипных деталей и длительной загрузке вальцов.
Минимальный радиус сферической поверхности, изготовляемый холодной вальцовкой, составляет 3500 мм.
Листогибочные прессы применяют для гибки листовых деталей с большой длиной линии изгиба и малыми радиусами закругления. На листогибочных прессах можно гнуть из листовой стали профили, заменяющие сложные составные сварные элементы.
Наиболее часто применяемые листогибочные прессы развивают усилие 1000… 3150 кН, а наибольшая длина изгибаемого листа (в зависимости от усилия пресса и толщины деталей) составляет 6000 мм. При оборудовании пресса приставками максимальная длина изгибаемого листа может быть увеличена до 7000 мм. На листогибочных прессах гнут листы максимальной толщины 16… 20 мм. Она ограничивается усилием пресса, а также значительным снижением пластических свойств стали при увеличении толщины листа.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщин. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50% больше, чем для углеродистой стали. В деталях из низколегированной стали строгают кромки, пересекающие линии гиба.
Листогибочный пресс имеет рабочий инструмент в виде матрицы и пуансона, которые изготовляют из легированной инструментальной стали марки Х12М. Они бывают составные и цельные по длине.
На каждой из четырех граней матрицы сделаны пазы различного размера. Угол гиба детали зависит от ширины паза матрицы и величины опускания в него пуансона: чем шире паз и меньше опускание пуансона, тем на меньший угол можно загнуть листовую деталь.
К листогибочному прессу сталь подают на механизированной тележке, которая может двигаться вдоль станка с листовой сталью размером 1400X6000 мм.
Для гибки профильной стали применяют роликогибочные станки с тремя вертикальными роликами, листогибочные вальцы и горизонтальные правильно-гибочные прессы с механическим или гидравлическим приводом.
На листогибочных вальцах гнут (в плоскости полок) швеллеры и двутавровые балки небольших размеров. Для кольцевой гибки угловой стали по концам нижних валков делают прорези (см. рис. 60, ж) или надевают бандажи 9 (см. рис. 60, е), так как при вальцовке без этих приспособлений (см. рис. 62, д) перья уголков сминаются. Концы уголков, швеллеров и двутавровых балок длиной 200—500 мм при любом способе вальцовки с обеих сторон остаются прямыми и после вальцовки их срезают.
Для гибки фасонного и сортового проката чаще применяют горизонтальные правильно-гибочные прессы усилием 2500— 3150 кН.
Для гибки деталей небольшого размера, которые изготовляют большими партиями, применяют кривошипные и фрикционные прессы усилием 1600 … 3150 кН.
Правильность гибки детали в процессе работы проверяют шаблонами. Шаблон прикладывают у торцевых кромок листовой детали, свальцованной на листогибочных вальцах. Зазоры между кромкой шаблона и поверхностью детали не должны превышать 2 мм при длине дуги шаблона 1500 мм, 4 мм при длине дуги шаблона 3000 мм. Зазор между шаблоном длиной 1500 мм (по дуге) и кромкой полки швеллера или двутавровой балки при гибке на листогибочных вальцах или кулачковых прессах не должен превышать 2 мм.
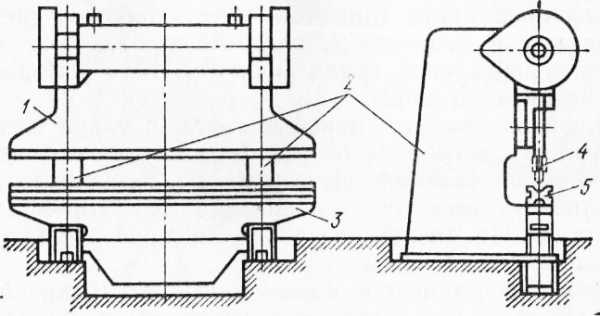
Рис. 4. Листогибочный пресс: 1 — ползун, 2 — стойка, 3 — стол, 4 — пуансон, 5 — матрица
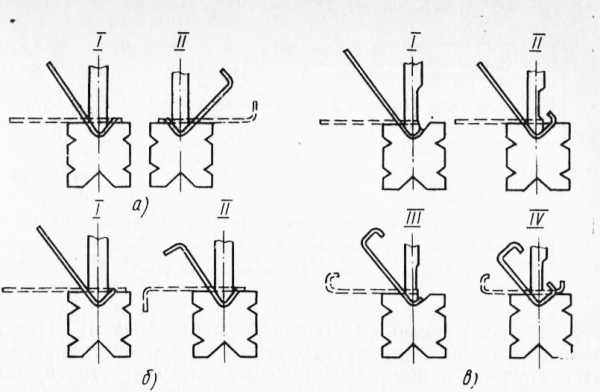
Рис. 5. Работы, выполняемые на листогибочном прессе: а, б, я — гибка профилей; /—/У — последовательность операций гибки
Поверхность уголков, швеллеров и двутавровых балок после гибки должна быть ровной, не винтообразной.
Длину заготовки определяют как сумму размеров прямолинейных и изогнутых участков детали по нейтральной оси.
При работе на гибочном оборудовании соблюдают следующие правила. В начале работы убеждаются в исправности оборудования, смазывают его, опробуют на холостом ходу. Во время работы металл подают в рабочую зону без перекосов; во время гибки поддерживать металл руками нельзя. Запрещается удалять окалину и посторонние предметы из рабочей зоны. Поправлять металл в рабочей зоне можно только ломиками. При ручной подаче деталей в рабочую зону работа оборудования самоходом не допускается. При фронте обслуживания оборудования более 6 м станок должен быть оснащен дистанционным управлением.
Горячая гибка. На заводах металлических конструкций горячую гибку применяют в ограниченных количествах. Этим способом гнут расчетные элементы конструкций, когда заданные радиусы кривизны менее, а стрелки прогиба более нормативных, при раз-малковке и смалковке уголков, при высадке уголков жесткости.
Горячая гибка слагается из нагрева и гибки деталей.
Детали небольших размеров нагревают в печах на твердом топливе, в газовых или нефтяных печах; детали больших размеров — в открытых горнах на коксе.
Детали гнут после нагрева до температуры 900…1100 °С (от вишневого до оранжевого цвета каления) и прекращают при температуре не ниже 700 °С (красный цвет каления). При дальнейшем понижении температуры сталь теряет пластичность, становится хрупкой и ломкой. Чрезмерный нагрев деталей ведет к пережогу, в результате чего сталь становится хрупкой и подлежит замене.
Рис. 6. Горячая гибка угловой стали: а — гибка на плите, б — размалковка, в —смалковка; 1 — кузнечная плита, 2 — шаблон, 3 — уголки, 4, 8 — штампы, 5 — размалкованный уголок, в, 10 — прокладки, 7 — боек, 9 — смалкованный уголок
Гибку деталей выполняют на кузнечных плитах, наковальнях, пневматических молотах.
Стальные кузнечные плиты размером 1500X1500 мм, толщиной 100 150 мм имеют по всей поверхности квадратные отверстия раз ером 30X30 мм, в которых укрепляют различные приспособления для гибки.
Уголки гнут на плите по шаблону, который крепят к кузнечной плите болтами, вставляемыми в отверстия, или штырями с загнутым под прямым углом концом. Конец нагретого уголка прижимают скобами к шаблону и ударами кувалд через гладилку постепенно огибают шаблон уголком.
Крупные уголки изгибают лебедками.
Размалковывают и смалковывают уголки при наклоне полок 1/10 в горячем состоянии под пневмомолотом бойком. При размалковке уголков пользуются штампом с цилиндрической прокладкой. Смалковывают уголки в штампах с прокладкой.
После окончания горячей гибки детали необходимо охлаждать медленно и равномерно, иначе они могут потрескаться и покоробиться. Качество горячей гибки деталей проверяют деревянными шаблонами, обитыми по кромкам кровельной сталью, или шаблонами из листовой стали толщиной 2. ..3 мм.
Реклама:
Читать далее:
Строгание и фрезерование металла
Статьи по теме:
pereosnastka.ru
алюминиевые, сетчатые, металлические изделия, инструкция, видео, фото
Чтобы стык плоскостей стен при выравнивании был оформлен правильно, мастера очень часто применяют разнообразные штукатурные уголки. И хоть данная деталь и кажется очень простой, при ее использовании стоит соблюдать некоторые правила. Именно вопросам выбора и применения штукатурных накладок мы и посвятим данный материал.
Детали из оцинковки отличаются высокой надежностью
Разновидности изделий
Металлические модели
Приступая к работе, нам необходимо приобрести достаточное количество угловых накладок. А поскольку ассортимент подобных изделий в торговых сетях весьма обширен, стоит заранее определиться с моделью.
В зависимости от материала накладки на углы для оштукатуривания и шпатлевки делятся на металлические и пластиковые. Ниже мы рассмотрим обе группы изделий, и начнем с наиболее распространенных.
Металлический уголок под штукатурку может быть изготовлен:
- Из алюминия. В этом случае изделие получается более долговечным, менее склонным к коррозии и более легким. В то же время механические характеристики такой накладки буду несколько хуже, чем у альтернативных вариантов, ведь алюминий – довольно мягкий металл.
- Из оцинкованной стали. Такие изделия будут более прочными, но в то же они тяжелее. К тому же есть риск, что со временем уголок начнет ржаветь, особенно в тех местах, где слой штукатурки истончается и металл подвергается прямому воздействию атмосферной влаги.

Стандартное металлическое изделие
Совет! Чтобы избежать этого, стоит очень аккуратно обращаться с накладкой во время монтажа. Старайтесь не повреждать оцинковку при закреплении изделия на стене, а обрезку выполняйте не болгаркой, а ножницами по металлу.
По форме такие накладки также могут быть разными:
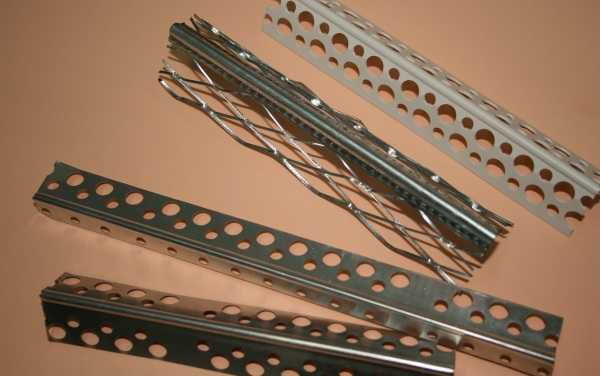
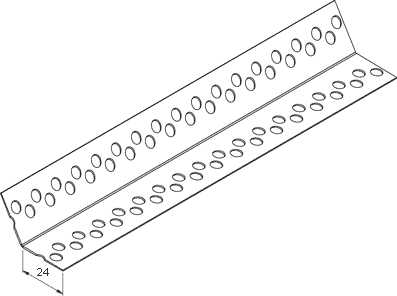
- Чаще всего используются простейшие уголки, которые представляют собой изогнутую под 900 полосу металла толщиной до 0,4 мм. На бортики такой накладки наносится перфорация, которая не только снижает массу изделия, но и обеспечивает сцепление со штукатурным раствором.
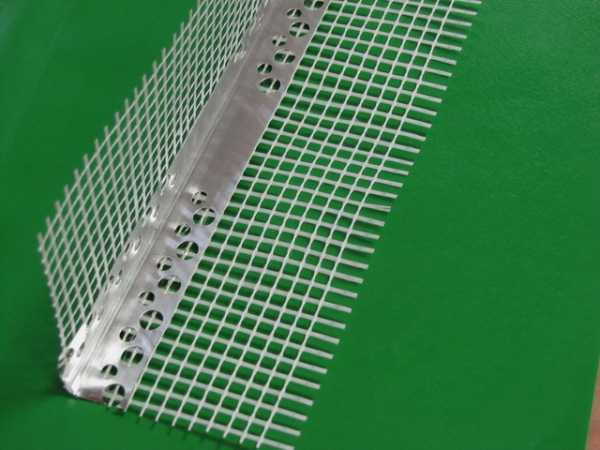
- Несколько иначе выгладят модели с сеткой, которые используются при мокром оштукатуривании. В этом случае на сам угол устанавливается узкая накладка, к краям которой крепится стальная сетка шириной в несколько сантиметров.
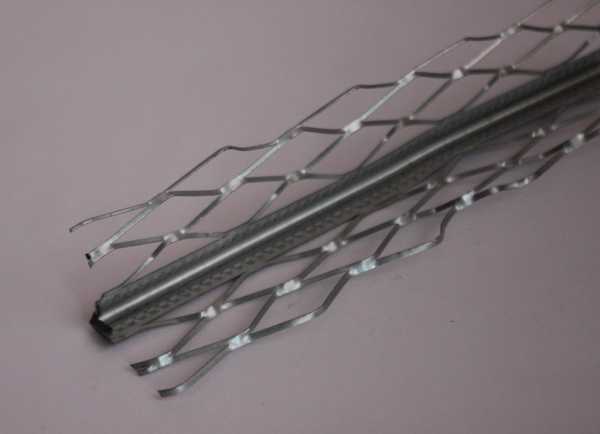
Угол с сетчатой частью
- Применение подобных угловых накладок дает возможность надежно закрепить плоскости и сделать отделку более долговечной.
- Также на рынке можно найти комбинированные модели, у которых стальной или алюминиевый уголок оснащается сеткой из полимеров (наиболее популярным является стекловолокно). Такие разновидности сочетают в себе преимущества металлических и пластиковых моделей.
Комбинированная модель «металл + пластик»
Обратите внимание! Цена таких комбинированных накладок несколько выше, но и служат они дольше.
Основной сложностью при использовании металлических штукатурных накладок является их склонность к коррозии под воздействием кислот и щелочей. Вот почему мастера рекомендуют устанавливать их под отделку на основе гипса, акрила или латекса.
Пластиковые модели
Накладки из пластика также являются довольно популярными.
Среди чаще всего используемых разновидностей внимание стоит уделить следующим:
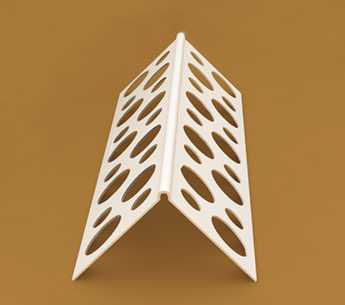
Пластиковая деталь с перфорацией
- Стандартная накладка. По конструкции аналогична металлическому уголку, разве что вместо стали или алюминия для производства используется довольно прочный пластик. Подобные накладки не подвержены коррозии, потому при штукатурке помещений с повышенной влажностью используют именно их.
- Ключевой минус стандартных пластиковых уголков – относительно большая толщина материала. Впрочем, штукатурка – не шпатлевка, так что обычно ее наносят слоем не менее 3 мм. А этого для маскировки пластика вполне достаточно.
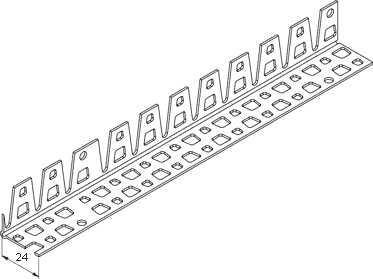
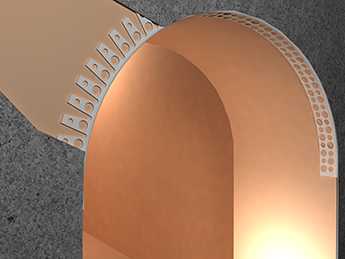
Чертеж арочной модели
- Арочные модели накладок применяются тогда, когда нам необходимо оформить стык плоскостей на криволинейных поверхностях. Один бортик такого уголка делается не сплошным, а сегментированным, что дает возможность изгибать изделие по произвольному радиусу.
- Также можно найти модели с накладной сеткой, которые используются для заделки в толстый слой штукатурки. При этом надежность фиксации повышается многократно, ведь уголок держится не только на основании, но и за счет адгезии раствора с сетчатой частью.
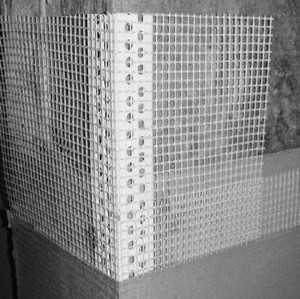
Наклеенный уголок с сеткой
- Еще одна модель, которая используется довольно редко – это универсальный сетчатый уголок. Он представляет собой тонкую полосу пластика или ленту достаточно прочной сетки, которую можно сгибать под любым углом. Используется такая накладка для оформления непрямых углов, т.е. тех, которые больше или меньше 900.
Обратите внимание! Очень часто такая модель применяется для отделки внутреннего стыка стен, который в противном случае пришлось бы делать вообще без накладки.
Универсальная пластина для тупых углов
Основной плюс уголков из пластика — химическая инертность. Их часто используют для закладки в цементный раствор, который имеет щелочную реакцию. Да и вообще полимеры практически не подвержены коррозии, что во многом компенсирует их меньшую прочность.
Применение угловых накладок
Подготовка угла к отделке
Чтобы пластиковый или металлический уголок для штукатурки исправно выполнял свою функцию, предохраняя стык плоскостей от повреждений, его необходимо правильно установить.
И хоть задача эта довольно проста, некоторые нюансы все же стоит учитывать:
- Во-первых, под угловой накладкой должна располагаться прочная капитальная стена. Для этого проверяем качество поверхности и при необходимости удаляем шатающиеся части.
- Затем обеспыливаем и грунтуем все стены, включая угол. Делать это нужно в любом случае, поскольку так мы обеспечиваем адгезию штукатурного слоя к основанию.
- Если стык стен сильно поврежден, но перед установкой накладки выравниваем его цементным раствором. Конечно, так мы увеличиваем время, затраченное на отделку, но лучше потратить несколько дней, чем получить полость под углом.
- Далее необходимо выставить штукатурные маяки на плоскостях. Именно по ним мы будем выравнивать наш алюминиевый или стальной уголок.

Предварительное выравнивание стен
Только когда все работы по подготовке завершены, можно начинать монтаж направляющей.
Крепление накладки
Инструкция по установке уголка на стену не отличается сложностью:
- На поверхности накладываем небольшие горки раствора. Оптимальный шаг составляет около 30 см.

Фото правильной установки
- Накладку обрезаем по размеру с помощью ножа (пластиковые модели) или ножниц по металлу (стальные и алюминиевые). Использовать дисковую пилу не стоит, поскольку в месте нагрева активизируются процессы коррозии.
- Устанавливаем уголок на стену, вдавливая его в раствор таким образом, чтобы штукатурка проникла в перфорацию. Если есть сетчатые накладки на краях – погружаем их в выравнивающий слой как можно глубже.
Размещение арочной модели
- С помощью правила и уровня контролируем правильность установки уголка. При необходимости плавными нажатиями корректируем положение детали.
Обратите внимание! Если уложено недостаточно раствора – снимаем накладку и добавляем выравнивающую смесь. В любом случае уголок нужно выставлять на одном уровне с маяками, не пытаясь «вывести» плоскости одной штукатуркой.

Наклеиваем уголок
При использовании тонкого слоя отделки допускается монтаж уголка на механический крепеж.
При этом:
- Устанавливаем накладку на угол, выравнивая по вертикали и плоскости.
- С помощью перфоратора пробуриваем отверстия для крепежа.
- В отверстия забиваем пластиковые гильзы, которые фиксируем нержавеющими стопорными шурупами.
- Если материал стены это позволяет, вместо анкеров можно использовать саморезы из нержавеющей стали.
Обратите внимание! Применять стандартные крепления нельзя, поскольку при их окислении возможно появления ржавых следов на штукатурке или нанесенной на нее отделке.
Выравнивание и затирка стыка плоскостей
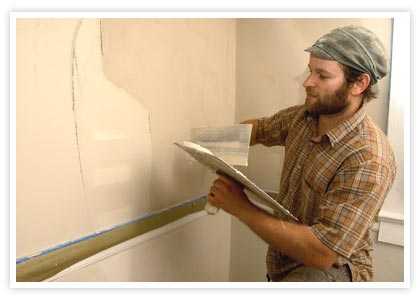
После того как раствор, на который была установлена угловая накладка, схватится, можно приступать к оштукатуриванию:
- На первом этапе выравниваем стены, не доходя до угла примерно на 40 см.
- Затем укладываем в непосредственной близости от установленного уголка раствор и с помощью правила заглаживаем его, удаляя излишки.
- Повторяем операции, только вместо правила на этот раз используем полутерок или широкий шпатель.

Шпатель для угловой обработки
- Выравниваем соединяющиеся плоскости, стараясь, чтобы при этом не обнажался металл или пластик.
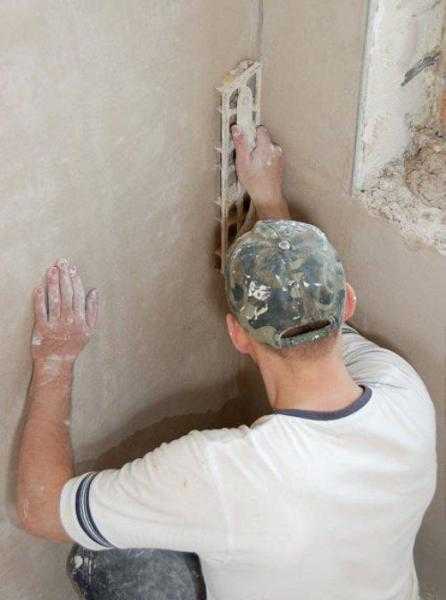
- Для оформления внутреннего угла можно использовать специальный шпатель. Особая форма его лезвия позволяет качественно выводить обе поверхности, формируя правильное углубление между ними.
Процесс оштукатуривания
После этого просушиваем штукатурку до полимеризации наружного слоя, а затем приступаем к затирке:
- Затираем угол сначала с одной, а затем с другой стороны.
- При движении терки следим, чтобы она не снимала материал с края, поскольку в этом случае возможно образование сколов.
- Внутренний угол также затираем теркой с губкой. Если не планируется шпатлевка, можно поправить штукатурку с помощью наждачной бумаги.
Затираем штукатурку в углу
Вывод
Применение угловых накладок для оштукатуривания стен способно облегчить работу тем владельцам домов и квартир, которые решат выполнить ремонт своими руками. Конечно, без должного опыта оформить угол качественно довольно сложно, так что пренебрегать вспомогательными приспособлениями определенной не стоит. Для более подробного ознакомления с методикой использования таких изделий рекомендуем изучить видео в этой статье.
Добавить в избранное Версия для печатиnashaotdelka.ru
опирание, как правильно крепить стропильную ногу, уголки для крепежа, кронштейн, узлы
Содержание:
Грамотное крепление стропил к мауэрлату обеспечит долговечность кровли, позволит избежать множества проблем.

Элементы для крепления стропил к мауэрлату
В процессе выполнения работы потребуются всевозможные врезки и различные крепежи.
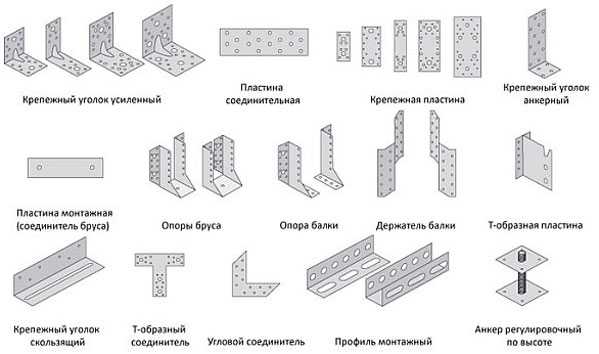
Необходимые элементы крепления:
- крепежные элементы LK;
- резьбовые изделия;
- проволочные стяжки;
- монтажная лента с перфорацией;
- уголки;
- пластины;
- гвозди;
- кронштейны для стропил.
При креплении стропил желательно использовать кронштейны. В такой ситуации не требуется врезка в стропилине, которая ослабила бы конструкцию. Подходящие кронштейны должны быть стальными, с толщиной слоя в 0.2 мм. Материал коррозионностойкий. Для фиксации кронштейна к брусу или стропилине используются гвозди резьбовые элементы.
Как правильно и чем лучше крепить
Крепежные элементы LK предназначены для опирания стропил к мауэрлату и соединения других деталей. При их использовании не требуется посадка на анкерные болты.
Перфорированная монтажная лента позволяет повысить прочность узлов крепления стропил. Ее использование обеспечит большую надежность соединения, при этом не нарушает целостность несущих конструкций, а также никак их не ослабляет. Для монтажа перфорированной лентой нужны гвозди либо винтовые крепежи.

Уголок для стропил КР, а также его разновидности — часто используемый крепежный элемент в строительстве. В нашем случае он задействован в фиксации стропильных ног. Его использование позволит сделать узлы соединения более прочными. Такие детали дают конструкции дополнительной надежности, препятствуют смещением стропилин. Монтаж уголка возможен на саморезы или ершенные гвозди, в которых имеются выступы.
Необходимо выбирать качественные крепежные элементы, в которых присутствует антикоррозийная защита. В противном случае конструкция получится недостаточно надежной, значительно возрастет риск поломки.
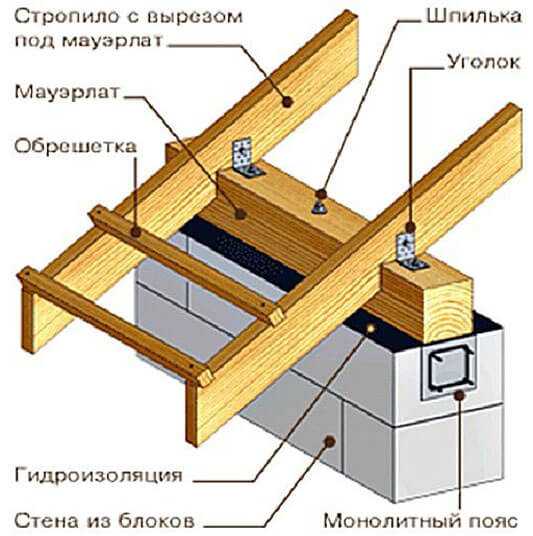
Когда нужен мауэрлат
Мауэрлат — деревянная конструкция, предназначенная для закрепления стропил и равномерному распределению давления на стены и фундамент постройки. Делается она из бруса или бревна. Такую конструкцию еще часто называют фундаментом крыши.
Рекомендация: если идет постройка дома из бруса либо бревна, в качестве опоры для стропилин выступает обвязка стен. При этом не нужен монтаж дополнительных конструкций.
Для построек, у которых стены состоят из штучных материалов (например, кирпича, газобетонных блоков и так далее), требуется установка мауэрлата. Необходимость появляется ввиду того, что стены таких сооружений неспособны выдержать точечные нагрузки. А у пенобетонных блоков недостаточная прочность для поддержки стропильной системы, высокая нагрузка просто вырвет крепеж. Теперь разберемся, как правильно крепить стропила к мауэрлату.

Специалисты советуют делать бетонный пояс с дополнительным армированием в верхней части стен. Тогда получится прочно закрепить деревянный брус на основании.
Нужно подобрать цельную балку по ширине такую же, как и стена, и высотой 20 сантиметров. В нее надежно устанавливается крепеж для опорного бруса. Обычно для этого выбирают анкерные болты, их можно заменить шпильками с диаметром не меньше 14 миллиметров, расположить их нужно вертикально. Необходимо загнуть нижние концы крепежных элементов, это исключит возможность их вырывания под действием нагрузки. Для закладного крепежа максимальный шаг составляет 1.5 м.
Совет: если использовать шпильки меньшего диаметра, то они не выдержат всю нагрузку и деформируются.
В брусе для установки мауэрлата нужно проделать отверстия для ранее вмурованных шпилек, а затем соединить обе части. Перед монтажом бруса необходимо обустроить гидроизоляцию, в противном случае возможно гниение древесины.
Монтаж стропил к мауэрлату
Выполнение данной работы потребуется для выполнения различных стропильных систем. При монтаже наслонных или висячих стропил можно использовать жесткое или скользящее соединение. Выбор конкретного вида крепления стропил зависит от особенностей конструкции.
Мастера советуют делать врубку не в мауэрлате, а в стропилине. Связано это с тем, что в противном случае несущая способность мауэрлата будет ослаблена.

При жестком соединении элементы надежно зафиксированы, никакое их смещение невозможно. Добиться такого варианта крепления получится, если для монтажа опирания стропильной ноги на мауэрлат используются уголки с опорным бруском. Альтернативный вариант — сделать вырез «седло» в стропилине. Он дополнительно закрепляется с помощью гвоздей, резьбовых крепежных изделий и болт. Помимо этого, еще потребуется проволочная скрутка, чтобы соединить узел крепления, и анкер в стене.
Опирание стропильных ног – основные правила
Для крыш деревянных домов необходимо использование так называемых салазок. Это специальные крепежные элементы, обеспечивающие скользящее соединение. С помощью «салазок» получится сделать крепление стропил к мауэрлату с возможностью движения конструкций. Тогда в случае усадки дома не произойдет деформации кровли.
Выбор способа крепежа стропил к мауэрлату должен основываться на конструктивных особенностях крыши. Если сооружение не деревянное, то необходимо делать жесткие сочленения.

Для способа выполнения задачи с вырезкой «седла» необходимо придерживаться следующей инструкции:
- Первый шаг — вырез в стропильной ноге. Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши.
- Затем стропилину нужно посадить на гвозди. По одному с каждой боковой стороны, вбивать под углом, чтобы они скрестились в мауэрлате, еще один гвоздь сверху.
- С помощью скоб и проволоки-катанки укрепляется узел соединения.
Такой подход к монтажу стропил позволяет добиться максимальной надежность узлов крепления. Конструкция прослужит весь свой срок без каких-либо поломок.
Использование уголка
Существует схема крепления стропила к мауэрлату.
Крепление стропил на металлический уголок:
- Для начала нужно сделать вырез стропильной ноги под таким углом, чтобы получился необходимый наклон кровли.
- Подшивной брус размещается по краю мауэрлата. Его длина должна составлять примерно 1 м. В брус будут упираться стропила согласно линии давления. В таком случае исключено смещение стропильной ноги при распорных нагрузках.
- Для фиксации стропилины с боковых сторон к мауэрлату используются металлические уголки. Их применение позволяет исключить поперечное смещение стропилины.
- Проволока-катанка позволяет придать дополнительной прочности узлу крепления.

Необходимо четко придерживаться инструкции, чтобы выполнить работу максимально качественно. В продаже имеются уголки для крепления стропил к мауэрлату.
Разновидности уголка КР:
- «КР5» — уголок с большой несущей способность;
- «КР 6» (еще называется усиленным уголком) — стальной элемент (толщина — 3 мм), присутствует анкерное отверстие, предназначается для фиксации тяжелых конструкций;
- «КР11» и «КР21» — модернизированные модели уголков «КР1» и «КР2», в них присутствуют отверстия для анкерных болтов, их использование снижает риск вырывания крепежа в случае повышенной нагрузки или осадки постройки.
Вспомогательные и несущие части стропильной системы фиксируются с помощью уголка КМ, который сделан из перфорированной стали. Среди достоинств данного элемента можно выделить возможность крепления на шурупы или саморезы, а также простоту монтажа.
Усиленный уголок KMPR используется для скрепления элементов под прямым углом. С его помощью получится надежно зафиксировать стропила на опорном брусе. Возможна регулировка уголка, чтобы подстроить элемент под конструкцию.
Рекомендации по крепежу
То, насколько надежной будет кровельное сооружение, зависит от грамотности крепления стропильной ноги к мауэрлату. Существует множество схем крепления, но можно выделить несколько общих правил и рекомендаций по выполнению данной работы.

Рекомендации по монтажу:
- Деревянные элементы должны плотно прилегать друг к другу. Чтобы добиться этого, предварительно нужно качественно выполнить запилы и врубки.
- Для всех болтов нужны шайбы либо специальные пластины. В противном случае гайка будет утоплена в древесину, что впоследствии может привести к различным осложнениям.
- Недопустимо использование прокладок. Связано это с тем, что со временем они деформируются. А это приводит к неравномерному распределение нагрузок и снижению срока эксплуатации кровли.
По полученной информации можно понят, как правильно закрепить стропила к мауэрлату. Следование всем рекомендациям позволит выполнить работу максимально качественно, избежав возможных проблем. Достаточно просто изучить инструкцию, подготовить все необходимые инструменты, материалы и элементы крепления.
kryshadoma.com