Риски уголков неравнополочных – . . . . . . .
alexxlab | 03.01.2021 | 0 | Вопросы и ответы
ГОСТ 24839-2012 Конструкции строительные стальные. Расположение отверстий в прокатных профилях. Размеры / 24839 2012
КОНСТРУКЦИИ
СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ.
РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ В ПРОКАТНЫХ
ПРОФИЛЯХ
Размеры
|
Москва |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (ЗАО «ЦНИИПСК им. Мельникова»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (МНТКС) (протокол от 4 июня 2012 г. № 40)
За принятие проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа государственного управления строительством |
|
Республика Беларусь |
BY |
Министерство архитектуры и строительства |
|
Киргизия |
KG |
Госстрой |
|
Россия |
RU |
Департамент регулирования градостроительной деятельности Министерства регионального развития |
|
Узбекистан |
UZ |
Узстандарт |
(Поправка).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. № 1674-ст межгосударственный стандарт ГОСТ 24839-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 24839-81
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок – в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ 24839-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КОНСТРУКЦИИ
СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ. Размеры Structural steelwork. Layout of holes in rolled shapes. Dimensions |
Дата введения – 2013-07-01
Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциях. Расположение отверстий для высокопрочных болтов предусмотрено только для уголков.
Настоящий стандарт не распространяется на конструкции опор воздушных линий электропередачи.
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
– в двутавровых балках по ГОСТ 8239 – указанным на рисунке 1 и в таблице 1;
– в швеллерах с уклоном внутренних граней полок и швеллерах с параллельными гранями полок по ГОСТ 8240 – указанным на рисунке 2 и в таблице 2;
– в равнополочных уголках по ГОСТ 8509 и неравнополочных уголках по ГОСТ 8510 – указанным на рисунке 3 и в таблице 3.
Рисунок 1
Таблица 1
Размеры в миллиметрах
|
Номер профиля |
Расположение отверстий | |||
|
в полке |
в стенке |
|||
|
a1 |
d, не более |
a2 |
d, не более |
|
|
10 |
32 |
9 |
30 |
9 |
|
12 |
36 |
11* |
36 |
13 |
|
14 |
40 |
13* |
40 |
15 |
|
16 |
45 |
13* |
40 |
15 |
|
18 |
50 |
15 |
50 |
21 |
|
|
55 |
17 |
50 |
19 |
|
20 |
55 |
17 |
50 |
19 |
|
20а |
60 |
19* |
50 |
19 |
|
22 |
60 |
19* |
60 |
25 |
|
22а |
65 |
19 |
60 |
25 |
|
24 |
60 |
19* |
60 |
25 |
|
24а |
70 |
21 |
60 |
25 |
|
27 |
70 |
21 |
60 |
25 |
|
27а |
70 |
21 |
60 |
23 |
|
30 |
70 |
21 |
65 |
25 |
|
30а |
80 |
25* |
65 |
25 |
|
33 |
80 |
25* |
65 |
25 |
|
36 |
80 |
25* |
70 |
25 |
|
40 |
80 |
25* |
70 |
25 |
|
46 |
90 |
26 |
70 |
25 |
|
50 |
100 |
28** |
80 |
28 |
|
55 |
100 |
28** |
80 |
28 |
|
60 |
110 |
28 |
90 |
31 |
|
_______ * Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. |
||||
Рисунок 2
Таблица 2
Размеры в миллиметрах
|
Номер профиля |
Расположение отверстий |
|||
|
в полке |
в стенке |
|||
|
a1 |
d, не более |
a2 |
d, не более |
|
|
5 |
20 |
9* |
25 |
7 |
|
6,5 |
20 |
11* |
32,5 |
11 |
|
8 |
25 |
11* |
40 |
15 |
|
10 |
30 |
13* |
33 |
11 |
|
12 |
30 |
17* |
40 |
15 |
|
14 |
35 |
19* |
45 |
17 |
|
14а |
35 |
19 |
45 |
17 |
|
16 |
40 |
19 |
50 |
19 |
|
16а |
40 |
23* |
50 |
19 |
|
18 |
40 |
23* |
55 |
23 |
|
18а |
45 |
23 |
55 |
21 |
|
20 |
45 |
25* |
60 |
25 |
|
20а |
50 |
25 |
60 |
25 |
|
22 |
50 |
25 |
65 |
28 |
|
22а |
50 |
28** |
65 |
25 |
|
24 |
50 |
28** |
65 |
25 |
|
24а |
60 |
28 |
65 |
25 |
|
27 |
60 |
28 |
70 |
28 |
|
30 |
60 |
31** |
70 |
28 |
|
33 |
60 |
31** |
70 |
25 |
|
36 |
70 |
31** |
75 |
28 |
|
40 |
70 |
31** |
75 |
28 |
|
_________ * Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. |
||||
Рисунок 3
Таблица 3
Размеры в миллиметрах
|
Однорядное расположение отверстий |
Двухрядное расположение отверстий |
||||||||||
|
b |
s |
а |
d, не более |
b |
Порядок расположения отверстий |
s |
a1 |
a2 |
d, не более |
||
|
для болтов классов прочности 4.6 – 8.8 и заклепок |
для высокопрочных болтов |
для болтов классов прочности 4.6 – 8.8 и заклепок |
для высокопрочных болтов |
||||||||
|
45 |
3 – 5 |
25 |
13 |
– |
Шахматный |
7 – 12 |
55 |
35 |
28 |
25 |
|
|
50 |
3 – 8 |
30 |
15 |
– |
14; 16 |
25 |
– |
||||
|
56 |
4 – 6 |
30 |
17 |
– |
140 |
Рядовой |
8 – 10 |
55 |
55 |
21 |
21 |
|
8 |
15 |
12 |
– |
||||||||
|
63 |
4 – 8 |
35 |
19 |
– |
Шахматный |
8 – 12 |
60 |
45 |
28 |
25 |
|
|
10 |
17 |
||||||||||
|
70 |
4,5 - 8 |
40 |
23 |
– |
160 |
Рядовой |
9 – 20 |
65 |
65 |
25 |
23 |
|
75 |
5 – 9 |
45 |
25 |
– |
Шахматный |
9 – 20 |
65 |
60 |
28 |
25 |
|
|
80 |
5 – 8 |
45 |
25 |
– |
|||||||
|
10; 12 |
23 |
– |
Рядовой |
0 – 12 |
65 |
75 |
28 |
28 |
|||
|
90 |
5,5 - 7 |
50 |
28 |
31 |
80 |
Шахматный |
0 – 12 |
65 |
70 |
31 |
31 |
|
8; 9 |
28* |
||||||||||
|
10 |
25 |
– |
200 |
Рядовой, шахматный |
11 - 30 |
80 |
80 |
31 |
31 |
||
|
100 |
6 – 12 |
60 |
31 |
31 |
|||||||
|
14; 16 |
28 |
220 |
Рядовой, шахматный |
14; 16 |
80 |
90 |
31 |
31 |
|||
|
110 |
6,5 - 12 |
60 |
31 |
31 |
|||||||
|
125 |
7 – 16 |
75 |
31 |
31 |
250 |
Рядовой, шахматный |
2 – 30 |
90 |
100 |
31 |
31 |
|
________ * Максимальный диаметр болта 24 мм. Примечание – Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм. |
|||||||||||
Отступления от размеров, установленных в разделе 3, допускаются при выполнении стыков деталей или элементов конструкций из уголков с накладками из уголков того же размера, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо проводить строжку обушка (внешней кромки угла) уголка накладки для ее плотного прилегания к стыкуемому уголку.
Предельные отклонения диаметров и расположения отверстий должны соответствовать ГОСТ 14140 и предельным отклонениям, установленным для различных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
|
Ключевые слова: строительные стальные конструкции, горячекатаные профили, двутавровые балки, швеллеры, уголки, расположение отверстий, предельные отклонения |
files.stroyinf.ru
ГОСТ 24839-2012
ГОСТ 24839-2012
Группа Ж34
МКС 91.080.10
Дата введения 2013-07-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2-2009 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены”
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом “Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова” (ЗАО “ЦНИИПСК им.Мельникова”)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 “Строительство”
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (МНТКС) (протокол от 4 июня 2012 г. N 40)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Республика Беларусь | BY | Министерство архитектуры и строительства |
Киргизия | KG | Госстрой |
Россия | RU | Департамент регулирования градостроительной деятельности Министерства регионального развития |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 4-2016).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1674-ст межгосударственный стандарт ГОСТ 24839-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 24839-81
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциях. Расположение отверстий для высокопрочных болтов предусмотрено только для уголков.
Настоящий стандарт не распространяется на конструкции опор воздушных линий электропередачи.
2 Нормативные ссылки
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры
Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
– в двутавровых балках по ГОСТ 8239 – указанным на рисунке 1 и в таблице 1;
– в швеллерах с уклоном внутренних граней полок и швеллерах с параллельными гранями полок по ГОСТ 8240 – указанным на рисунке 2 и в таблице 2;
– в равнополочных уголках по ГОСТ 8509 и неравнополочных уголках по ГОСТ 8510 – указанным на рисунке 3 и в таблице 3.
Рисунок 1
Таблица 1
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
10 | 32 | 9 | 30 | 9 |
12 | 36 | 11* | 36 | 13 |
14 | 40 | 13* | 40 | 15 |
16 | 45 | 13* | 40 | 15 |
18 | 50 | 15 | 50 | 21 |
18а | 55 | 17 | 50 | 19 |
20 | 55 | 17 | 50 | 19 |
20а | 60 | 19* | 50 | 19 |
22 | 60 | 19* | 60 | 25 |
22а | 65 | 19 | 60 | 25 |
24 | 60 | 19* | 60 | 25 |
24а | 70 | 21 | 60 | 25 |
27 | 70 | 21 | 60 | 25 |
27а | 70 | 21 | 60 | 23 |
30 | 70 | 21 | 65 | 25 |
30а | 80 | 25* | 65 | 25 |
33 | 80 | 25* | 65 | 25 |
36 | 80 | 25* | 70 | 25 |
40 | 80 | 25* | 70 | 25 |
46 | 90 | 26 | 70 | 25 |
50 | 100 | 28** | 80 | 28 |
55 | 100 | 28** | 80 | 28 |
60 | 110 | 28 | 90 | 31 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 2
Таблица 2
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
5 | 20 | 9* | 25 | 7 |
6,5 | 20 | 11* | 32,5 | 11 |
8 | 25 | 11* | 40 | 15 |
10 | 30 | 13* | 33 | 11 |
12 | 30 | 17* | 40 | 15 |
14 | 35 | 19* | 45 | 17 |
14а | 35 | 19 | 45 | 17 |
16 | 40 | 19 | 50 | 19 |
16а | 40 | 23* | 50 | 19 |
18 | 40 | 23* | 55 | 23 |
18а | 45 | 23 | 55 | 21 |
20 | 45 | 25* | 60 | 25 |
20а | 50 | 25 | 60 | 25 |
22 | 50 | 25 | 65 | 28 |
22а | 50 | 28** | 65 | 25 |
24 | 50 | 28** | 65 | 25 |
24а | 60 | 28 | 65 | 25 |
27 | 60 | 28 | 70 | 28 |
30 | 60 | 31** | 70 | 28 |
33 | 60 | 31** | 70 | 25 |
36 | 70 | 31** | 75 | 28 |
40 | 70 | 31** | 75 | 28 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 3
Таблица 3
Размеры в миллиметрах
Однорядное расположение отверстий | Двухрядное расположение отверстий | ||||||||||
, не более | Порядок расположения отверстий | , не более | |||||||||
для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | ||||||||
45 | 3-5 | 25 | 13 | – | Шахматный | 7-12 | 55 | 35 | 28 | 25 | |
50 | 3-8 | 30 | 15 | – | 14; 16 | 25 | – | ||||
56 | 4-6 | 30 | 17 | – | 140 | Рядовой | 8-10 | 55 | 55 | 21 | 21 |
8 | 15 | 12 | – | ||||||||
63 | 4-8 | 35 | 19 | – | Шахматный | 8-12 | 60 | 45 | 28 | 25 | |
10 | 17 | ||||||||||
70 | 4,5-8 | 40 | 23 | – | 160 | Рядовой | 9-20 | 65 | 65 | 25 | 23 |
75 | 5-9 | 45 | 25 | – | Шахматный | 9-20 | 65 | 60 | 28 | 25 | |
80 | 5-8 | 45 | 25 | – | |||||||
10; 12 | 23 | – | Рядовой | 0-12 | 65 | 75 | 28 | 28 | |||
90 | 5,5-7 | 50 | 28 | 31 | 80 | Шахматный | 0-12 | 65 | 70 | 31 | 31 |
8; 9 | 28* | ||||||||||
10 | 25 | – | 200 | Рядовой, шахматный | 11-30 | 80 | 80 | 31 | 31 | ||
100 | 6-12 | 60 | 31 | 31 | |||||||
14; 16 | 28 | 220 | Рядовой, шахматный | 14; 16 | 80 | 90 | 31 | 31 | |||
110 | 6,5-12 | 60 | 31 | 31 | |||||||
125 | 7-16 | 75 | 31 | 31 | 250 | Рядовой, шахматный | 2-30 | 90 | 100 | 31 | 31 |
* Максимальный диаметр болта 24 мм. Примечание – Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм. | |||||||||||
4 Отступления от размеров
Отступления от размеров, установленных в разделе 3, допускаются при выполнении стыков деталей или элементов конструкций из уголков с накладками из уголков того же размера, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо проводить строжку обушка (внешней кромки угла) уголка накладки для ее плотного прилегания к стыкуемому уголку.
5 Предельные отклонения
Предельные отклонения диаметров и расположения отверстий должны соответствовать ГОСТ 14140 и предельным отклонениям, установленным для различных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2013
docs.cntd.ru
Применение неравнополочных уголков
Неравнополочный уголок — вид фасонного металлического проката, который широко применяется в строительстве. Он представляет собой профиль, который изогнут в форме буквы «Г». Его полки не равны друг другу:
- по длине;
- толщине;
- ширине.
Изделия производятся методом горячего проката. Их изготавливают из конструкционной или углеродистой стали, реже — из нержавеющей или легированной.
Неравнополочные уголки — изделия, которые незаменимы в сфере машиностроения. С их помощью изготавливают автомобильные рамы, элементы спецтехники и грузовых транспортных средств.
Помимо этого, данный вид металлического проката активно используется при производстве военной и авиационной техники. Связано это с тем, что изделие имеет высокую поперечную прочность и небольшую массу. Эти характеристики выгодно отличают неравнополочные уголки от других видов металлопроката.
Изделия используют в строительной сфере — при возведении зданий жилого или производственного назначения. С их помощью фиксируют сварные конструкции, а также скрепляют металлические опорные профили. Применение неравнополочных уголков позволяет надежно соединять деревянные балки под углом 90 градусов: такая необходимость возникает при возведении частных загородных домов, бань и других видов строений.
Неравнополочные уголки удобно использовать при устройстве тяжелых конструкций, так как они обладают высокой прочностью. С их помощью проводят работы по строительству мостовых, железнодорожных мостов и применяют при производстве рекламных или декоративных арочных конструкций, которые имеют большие размеры.
Данный вид металлического проката отлично подходит для создания сооружений, которым в процессе эксплуатации предстоит выдерживать значительные нагрузки. В ООО «МС» вы можете купить неравнополочные металлические уголки по цене производителя. Мы оказываем услугу доставки товаров по СПб, ЛО и в близлежащие регионы.
metallbase.com
Уголок неравнополочный ГОСТ 8509-93: сортамент, маркировка и применение
 Большинство образцов профильного (сортового) проката относится к разряду продукции общего назначения. Металлические уголки – из их числа. Эта статья посвящена их сортаменту и будет полезна как индивидуальному застройщику, так и собственнику частного дома.
Большинство образцов профильного (сортового) проката относится к разряду продукции общего назначения. Металлические уголки – из их числа. Эта статья посвящена их сортаменту и будет полезна как индивидуальному застройщику, так и собственнику частного дома.
Люди, не имеющие профильного образования, часто путаются в терминологии и нормативных документах. Поэтому следует уточнить, что сортамент неравнополочных уголков описывается ГОСТ № 8510 от 1986 года. А вот ГОСТ № 8509 от 1993 года, который пользователи часто вводят в строку запроса, распространяется на их аналоги с полками, имеющими одинаковые параметры. Это не одно и то же, хотя многие линейные размеры (например, длины, толщины) изделий идентичны.
Наверное, путаница происходит по той причине, что в ГОСТе от 1986 года указано, что он распространяется и на уголки равнополочные. Тем не менее, для этого вида проката уже есть более поздний документ (8509-93).
Основные характеристики неравнополочных уголков
Перечислять их все не стоит по ряду причин. Во-первых, подробнее, чем в первоисточнике, не скажешь, (ссылки на ГОСТы выше). Во-вторых, многие из характеристик (к примеру, радиус и момент инерции) для рядового пользователя практического значения не имеют, да и вряд ли некоторые из них будут понятны неспециалисту. Поэтому лишь то, что действительно следует знать о неравнополочных уголках.
Размеры в ГОСТ указаны в «мм».
- Сырье – сталь.
- Вид проката – горячий.
- Класс точности: A (высокий), B (обычный).
- Длина: 4 000 – 12 000.
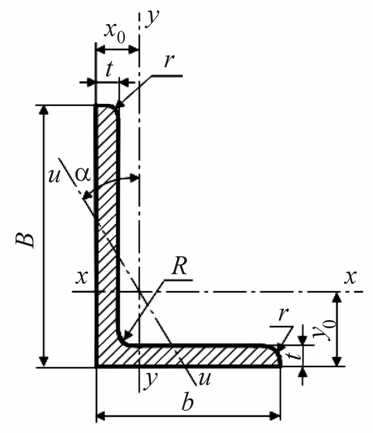
- Полки: большая (B) – от 25 до 200, меньшая (b) – 16 – 125.
- Толщина (t) – 3 – 16.
- Вес (кг/п.м.) – от 0,91 до 39,07.
В зависимости от сечения профиля в 1 т продукции может быть от 25,6 до 1 098 (м) уголка неравнополочного.
Маркировка
Позиции:
- Первая и вторая – параметры полок (большей и меньшей соответственно).
- Толщина стали.
Пример – L 40 х 25 х 4; L 200 х 125 х 11.
Применение
- Монтаж рамных конструкций.
- Армирование бетона.
- Обустройство навесов, полок, стеллажей, ограждений, перегородок.
- Сборка каркасов различного назначения.
- В качестве элементов усиления (подпорки, перемычки и тому подобное).
Стоимость
Она зависит как от номера неравнополочного уголка, так и от объема закупки. Ориентировочные цены:
- 18,2 руб/кг;
- 147 руб/п.м.
ismith.ru
Уголок стальной гнутый неравнополочный в СПб. Изготовление уголков ГОСТ 19772-93.
Уголок стальной гнутый неравнополочный 
Уголок стальной гнутый неравнополочный ГОСТ 19772-93 изготавливается из холоднокатаного или горячекатаного листового металла, путем деформации листа на профилегибочном оборудовании. Жестокостью данный вид металлопроката уступает профилированной трубе или двутавру, но уголок обладает минимальным весом, при достаточной сопротивляемости нагрузкам на кручение и изгиб.
Характерной особенностью гнутого уголка является радиус скругления между его полками, поскольку деформировать металл точно под прямым углом невозможно без риска разрушения или внутренних напряжений.
Необходимость купить гнутый стальной уголок испытывают как строительные и монтажные компании, так и физические лица. Монтаж конструкций из данного вида металлопроката не требует специального оборудования и специализированных знаний.
Основные особенности производства гнутого стального уголка 
Чаще всего при изготовлении используется углеродистая или низколегированная сталь, поскольку она обладает достаточной пластичностью и вязкостью, чтобы минимизировать риски возникновения дефектов в месте гиба. Для защиты готовых изделий от коррозии применятся нанесение слоя оксида цинка, лакокрасочных покрытий. В условиях агрессивной среды могут комбинироваться оба способа.
Предложения нашего завода
- Завод металлоконструкций «Северозапад» производит неравнополочный уголок всех типоразмеров, представленных в ГОСТ 19772-93.
- Если клиенту нужно купить гнутый стальной уголок нестандартного размера, переналадка оборудования возможна в течение нескольких часов (в зависимости от текущей загрузки оборудования). Также возможен подбор нестандартных марок сталей под требования заказчика.
Цена на уголок ГОСТ 19772-93
Вид металла |
Полка 1 |
Полка 2 |
Ширина |
ГОСТ, ОСТ, ТУ |
Марка |
Цена |
| Уголок гнутый неравнополочный | 25 | 16 | 3 | ГОСТ 19772-93 | 3СП |
42500 |
| Уголок гнутый неравнополочный | 30 | 20 | 3 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 30 | 20 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 32 | 20 | 3 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 32 | 20 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 40 | 25 | 3 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 40 | 25 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 40 | 25 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 40 | 30 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 40 | 30 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 45 | 28 | 3 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 45 | 28 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 50 | 32 | 3 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 50 | 32 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 56 | 36 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 56 | 36 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 63 | 40 | 4 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 63 | 40 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 63 | 40 | 6 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 63 | 40 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 65 | 50 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 65 | 50 | 6 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 65 | 50 | 7 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 65 | 50 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 70 | 45 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 75 | 60 | 5 | ГОСТ 19772-93 | 3СП |
41500.0 |
| Уголок гнутый неравнополочный | 75 | 60 | 6 | ГОСТ 19772-93 | 3СП |
41500.0 |
| Уголок гнутый неравнополочный | 75 | 60 | 7 | ГОСТ 19772-93 | 3СП |
41500.0 |
| Уголок гнутый неравнополочный | 75 | 60 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 80 | 50 | 5 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 80 | 50 | 6 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 80 | 60 | 6 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 80 | 60 | 7 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 80 | 60 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 90 | 56 | ГОСТ 19772-93 | 3СП |
42500.0 |
|
| Уголок гнутый неравнополочный | 90 | 56 | 6 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 90 | 56 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 100 | 63 | 6 | ГОСТ 19772-93 | 3СП |
45400.0 |
| Уголок гнутый неравнополочный | 100 | 63 | 7 | ГОСТ 19772-93 | 3СП |
45400.0 |
| Уголок гнутый неравнополочный | 100 | 63 | 8 | ГОСТ 19772-93 | 3СП |
45400.0 |
| Уголок гнутый неравнополочный | 100 | 63 | 10 | ГОСТ 19772-93 | 3СП |
45400.0 |
| Уголок гнутый неравнополочный | 100 | 65 | 7 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 100 | 65 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 100 | 65 | 10 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 110 | 70 | ГОСТ 19772-93 | 3СП |
42500.0 |
|
| Уголок гнутый неравнополочный | 110 | 70 | 8 | ГОСТ 19772-93 | 3СП |
42500.0 |
| Уголок гнутый неравнополочный | 125 | 80 | 7 | ГОСТ 19772-93 | 3СП |
48500.0 |
| Уголок гнутый неравнополочный | 125 | 80 | 8 | ГОСТ 19772-93 | 3СП |
49800.0 |
| Уголок гнутый неравнополочный | 125 | 80 | 10 | ГОСТ 19772-93 | 3СП |
51900.0 |
| Уголок гнутый неравнополочный | 125 | 80 | 12 | ГОСТ 19772-93 | 3СП | 51900.0 |
www.zavodsz.ru
Типы сечений стержней ферм. Принципы компоновки сечений стержней ферм из равнополочных и неравнополочных уголков
Определение площади сечения элемента
Стержни работают на растяжение или на сжатие.
Удобное сечение = два уголка в виде тавра (а—в). Расстояние между уголками должно быть достаточным для пропуска фасонки.
 Из одиночных уголков (е) = трудоемкость меньше. Затруднения = при конструировании узлов. Эти фермы можно применять в помещениях с агрессивной средой.
Из одиночных уголков (е) = трудоемкость меньше. Затруднения = при конструировании узлов. Эти фермы можно применять в помещениях с агрессивной средой.
Рациональным сечением для сжатых элементов = трубчатое сечение (з). Ограниченность применения = трудности соединения.
Возможно применение гнутых профилей (ж).
Для λх = λу надо . Это = неравнобокие уголки (б).
Если , равноустойчивость пояса = при неравнобоких уголках. Но они легко гнутся.
Рациональные профили для верхнего пояса – два неравнобоких уголка с большими полками в стороны, или 2 равнобоких уголка.
Для опорных раскосов = неравнобокие уголки с большими полками в стороны.
Остальные сжатые раскосы и стойки с = из равнобоких уголков (а).
Для растянутых элементов = равнобокие и неравнобокие уголки (б).
Порядок подбора сечения растянутых и сжатых стержней ферм
Определение требуемой площади сечения растянутого элемента
Гибкость растянутых элементов ≤ 400!
Площадь сечения сжатого элемента
Если усилие сжатия невелико, то надо вводить коэффициент условий работы
Fтр сжатого стержня = методом последовательного приближения, задаваясь различными значениями
Подбор сечений
Подбираем сечение сжатого элемента, с наибольшим усилием. Далее по предельной гибкости подбирают элемент с минимальным усилием и устанавливают диапазон профилей уголкового сортамента.
При малых усилиях в сжатых стержнях Fтр = по заданной предельной гибкости Сначала а по радиусу инерции подбираются соответствующие уголки. В табл. приведены значения радиусов инерции для различных сечений из уголков.
Подобрав сечение растянутого элемента, надо проверить расчетные напряжения
подобранные сжатые стержни проверяем
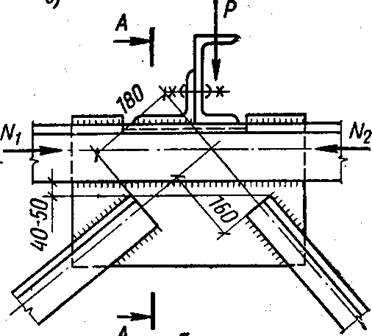
Выбор толщины фасонок производится в зависимости от значения наибольшего усилия в опорном раскосе, причем толщина фасонок = одинаковая для всей фермы.
Расчет и конструирование узлов ферм.
 Уголки:
Уголки:
Верхний = 100х10
Левый = 90х6
Правый = 50х5
По сортаменту находим для уголков z0:
Для верхнего = 2,83см ≈ 3 см
Для левого сжатого = 2,43 ≈ 2,5 см
Для правого растянутого = 1,42 ≈ 1,5 см
Конструируем швы прикрепления уголков к фасонке:
τобушка ≤ Rш γш γс
τпера ≤ Rш γш γс
τобушка = 0,7 (N1 / Aш) ≤ Rш γш γс
Aш = 2 βш кш Lш
Кш = толщина листа – (1-2)мм
Кш ≥ 4мм.
megaobuchalka.ru
Способ производства гнутых неравнополочных уголков
Изобретение относится к обработке металлов давлением, в частности к производству холодногнутых профилей проката. Способ заключается в последовательной по проходам подгибке элементов полосовой заготовки толщиной 0,7… 2,5 мм с образованием равнополочного швеллерного профиля и последующей продольной разрезкой горизонтальной стенки между подгибаемыми краевыми элементами, которую осуществляют валками вдоль по оси симметрии. В предпоследнем проходе эти элементы достигают угла подгибки 83…86°, а в последнем проходе оба горизонтальных элемента дополнительно подгибают вверх на угол 5…8°. Предложенный способ производства гнутых неравнополочных уголков позволит снизить трудозатраты за счет повышения производительности, сокращения простоев и расхода валков. 1 ил.
Изобретение относится к прокатному производству и может быть использовано при изготовлении неравнополочных уголков на профиленгибочных многоклетевых станах.
Гнутые сортовые профили проката (в том числе, угловые) изготавливают путем последовательной подгибки элементов полосовой заготовки в калибрах профилегибочного стана за несколько проходов. Технология изготовления таких профилей достаточно подробно описана, например, в книге под ред. И.С. Тришевского “Производство гнутых профилей (оборудование и технология)”. – М.: Металлургия, 1982, с. 243 – 250. Для изготовления гнутых неравнополочных профилей требуется увеличенное число проходов (по сравнению с формовкой равнополочных уголков) и более тщательная настройка стана, так как при профилировании их наблюдается устойчивая тенденция продольного скручивания профилей в сторону малой полки, что также увеличивает износ отдельных формирующих элементов валков. Известен способ изготовления несимметричных гнутых профилей (неравнополочных уголков), при котором с целью уменьшения продольного их скручивания место изгиба переформовывают смещением его в сторону большой полки уголка на определенную величину (см. авт. св. СССР B 1238825, B 21 D 5/06, 1986). Известен также способ производства несимметричного углового профиля, при котором в черновых проходах часть большей полки определенной длины подгибают на высоту, равную высоте малой полки в этих проходах, после чего в промежуточных проходах осуществляют подгибку горизонтального участка (см. авт. св. СССР N 1625544, B 21 D 5/06, 1991). Недостатком известных способов является ускоренный износ отдельных формующих элементов нижних валков, подвергающихся повышенным реактивным усилиям со стороны металла. Наиболее близким аналогом к заявленному объекту является способ изготовления несимметричных гнутых профилей (см. авт. св. СССР N 1315076, B 21 D 5/06, 1987). Этот способ заключается в последовательной по проходам подгибке элементов полосовой заготовки и получении U-образного и зигзагообразного профилей, которые затем с помощью дисковых ножниц разделяются, соответственно на 2 и 3 части с образованием угловых профилей, подвергающихся дополнительной правке в роликоправильной машине. Недостатком этого способа является необходимость в дополнительном оборудовании (дисковые ножницы и правильная машина), что повышает трудозатраты на производство угловых профилей. Целью предлагаемого изобретения является сокращение трудозатрат при производстве гнутых неравнополочных уголков. Для достижения этой цели в способе, заключающемся в последовательной по проходам подгибке элементов полосовой заготовки толщиной 0,7…2,5 мм и продольной ее разрезке, разрезку горизонтальной стенки между подгибаемыми краевыми элементами осуществляют валками вдоль по ее средней линии и при достижении этими элементами в предпоследнем проходе угла подгибки 83…86o, а в последнем проходе оба горизонтальных элемента дополнительно подгибают вверх на угол 5…8o. Сущность найденного технического решения заключается в продольной разрезке стенки сформированного швеллерного профиля (с наклоненными к горизонтали под углом 83…86o полками) в предпоследнем калибре стана с последующей подгибкой в последнем калибре полученных горизонтальных элементов вверх на угол 5…8o с образованием двух неравнополочных уголков. Одним из основных дефектов при профилировании неравнополочных уголков является их продольное скручивание, обусловленное неравенством усилий, действующих со стороны нижних валков на полки разной ширины. Так как большое усилие действует на более широкую полку, то скручивание уголка происходит в сторону узкой полки. В результате этого увеличивается износ элементов валков, формующих узкую полку уголка, возрастает нагрузка на вертикальные ролики, расположенные между клетями стана, и затрудняется его настройка. Все это приводит к повышению производственных затрат на профилирование, т.е. к увеличению себестоимости проката. В предлагаемом же способе сначала осуществляется формообразование равнополочного швеллерного профиля с одинаковой нагрузкой на противолежащие боковые элементы нижних валков, что не вызывает каких-либо затруднений с настройкой калибров на получение требуемой геометрии профиля. Затем после продольной разрезки стенки швеллера в предпоследнем проходе с помощью валков специальной конструкции (см. ниже) полученные узкие полки двух уголков подгибаются вверх в последнем проходе. Таким образом, в результате приложения усилий к этим полкам создаются моменты скручивания, противоположные по направлению моментам от усилия со стороны боковых элементов нижнего валка, что и устраняет продольное скручивание неравнополочных уголков в сторону малых полок. Предлагаемый способ может реализоваться в 7 – 8 проходах (в зависимости от толщины заготовки), что на один-два превышает число проходов при “однотипном” профилировании неравнополочного уголка, однако увеличение производительности вдвое при реализации найденного технического решения снижает расход валков минимум в полтора раза. Заявляемый способ производства гнутых неравнополочных уголков иллюстрируется чертежом, на котором показаны два прохода (II и V) при формообразовании равнополочного швеллера, а также предпоследний (VII) проход, в котором осуществляется продольная разрезка швеллера, и последний (VIII), в котором окончательно формируются неравнополочные уголки. Полосовая заготовка 1 задается в калибр первой формующей клети стана, где начинается подгибка краевых ее элементов 2 на углы симметрично осевой плоскости калибров yy; при этом также образуется стенка 3 швеллерного промежуточного профиля. В предпоследнем проходе, при достижении краевыми элементами 2 подгибаемой полосы угла 7= 83…86 (чем меньше толщина S заготовки, тем меньше величина 7) стенка 3 профиля разрезается верхним и нижним валками этого калибра вдоль с образованием элементов 4 одинаковой ширины “в”. В последнем проходе элементы 4 подгибаются вверх на угол = 5…8 так, чтобы 7+ = 91 (некоторый перегиб полок неравнополочного уголка делается для компенсации пружинения подогнутых элементов, в результате чего величина угла между большой и малой полками готового уголка будет близка к 90o с отклонением от этой величины в пределах допуска). Большие же полки 5 уголков шириной B в этом проходе не подгибаются, т.е. реактивное усилие от боковых элементов нижнего валка равно нулю, а продольное скручивание весьма мало или отсутствует. Опытную проверку найденного технического решения производили на профилегибочном непрерывном агрегате 1 – 4х50 – 300 АО “Магнитогорский меткомбинат” при изготовлении неравнополочных уголков 40252 и 50362,5 мм из ст.3 по ГОСТ 19772, а также на профилегибочном стане легкого типа 0,3 – 1,5х20 – 90 ММК при изготовлении уголков 25201.5 мм (ГОСТ 19772) и 20150,7 мм из ст. 08 кп. На стане “1 – 4” уголки производились за 8 проходов, а на стане “0,3 – 1,5” – за семь. Валки предпоследних клетей обоих станов были изготовлены повышенной твердости и ступенчатыми с высотой “ступеньки” (разницей диаметров бочки на ее середине): для стана “1 – 4” – 5 мм, для стана “0,3 – 1,5” – 4 мм. С целью предотвращения поперечного смещения разрезаемых швеллеров и улучшения тем самым качества реза предчистовые калибры на станах были выполнены с закрытием ребордами нижних валков. На стане “1 – 4” неравнополочные уголки получали из швеллеров соответственно 50402 и 72502, 5 мм (они формировались по режиму: 0 8 18 30 45 65 80 85…86), а на стане “0,3 – 1,5” – из швеллеров 40251,5 и 30200,7 мм (формовка по режиму: 0102036567483…84. В последних клетях станов малые полки полученных уголков подгибались на угол 6o…5o (стан “1 – 4”) и 8o…7o (стан “0,3 – 1,5”). Все размеры готовых неравнополочных уголков соответствовали допускаемым величинам, а продольное скручивание не превышало 1o на 1 м длины (норма ГОСТ 19772). Была также проведена проверка технологии производства неравнополочных уголков с продольной разрезкой промежуточного профиля (как по пат. ГДР N 35279), но без дополнительной подгибки горизонтальных элементов полосы и без правки уголков после стана. Величина продольного скручивания готовых уголков при этом достигала 2o на 1 м длины. Таким образом, опыты подтвердили приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным объектом. По данным центральной лаборатории АО “ММК” использование настоящего изобретения при производстве гнутых неравнополочных уголков снижает трудозатраты (за счет повышения производительности и сокращения простоев и расхода валков) не менее чем в 1,8 раза, а по сравнению с известным способом, взятым в качестве ближайшего аналога, примерно в 1,5 раза. Пример конкретного выполнения. Гнутый неравнополочный уголок 40322 мм изготавливается за восемь проходов путем продольной разрезки валками стенки промежуточного швеллерного профиля 64402 мм, формируемого в семи клетях с углами подгиба краевых элементов (см. фиг. 1) 08183045658085. В последнем (чистовом) проходе горизонтальные элементы разрезанного профиля подгибаются вверх на угол = 6 с образованием двух неравнополочных уголков требуемой геометрии. Величина угла = 90…9030′, что соответствует требованиям ГОСТ 19772.Формула изобретения
Способ производства гнутых неравнополочных уголков, включающий последовательную по проходам подгибку элементов полосовой заготовки с образованием равнополочного швеллерного профиля и продольную разрезку его горизонтальной стенки по оси симметрии, отличающийся тем, что при производстве гнутых неравнополочных уголков из заготовки толщиной 0,7 – 2,5 мм разрезку горизонтальной стенки равнополочного швеллерного профиля осуществляют валками при достижении в предпоследнем проходе углов подгибки 83 – 86o, а в последнем проходе горизонтальные элементы полученных неравнополочных уголков дополнительно подгибают вверх на угол 5 – 8o.РИСУНКИ
Рисунок 1www.findpatent.ru