Ручной полуавтомат – Какой лучше выбрать и купить сварочный полуавтомат?
alexxlab | 28.11.2020 | 0 | Вопросы и ответы
Автоматическая и полуавтоматическая сварка: скорость и нюансы (видео)
Полуавтоматическая сварка и автоматическая позволяют получить высокую точность шва. Такая сварка имеет много преимуществ, нежели обычная ручная, поскольку процесс не зависит от уровня квалификации рабочего. Исходя из этого, можно проследить значительную экономию финансов, так как если работать с мастером высокой квалификации, то можно получить хорошее качество, но при этом высокую стоимость. Если же экономить на уровне квалификации, в данном случае будет страдать качество сварки.
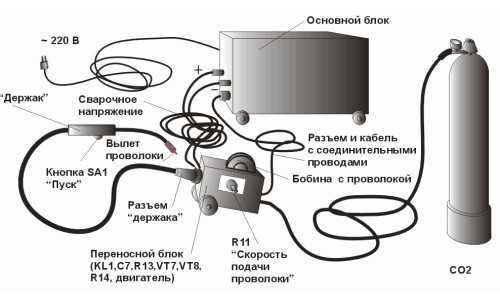
Схема устройства сварочного полуавтомата.
Сущность автоматизированного процесса состоит в механическом перемещении электрода вдоль шва и подачи электрода в дугу. Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную. Полуавтоматом работать несложно: это некая альтернатива между ручной и автоматизированной работой.
Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
Дуговая сварка встречается двух видов: это автоматическая и полуавтоматическая дуговая сварка. Автомат прекрасно подойдет для массового производства или серийного. Для мелкосерийного лучше всего использовать полуавтомат. В индивидуальном случае применяют ручную дуговую сварку. Не всегда для предметов, на которых нужно осуществить сваривание, хорошо подходит автоматический процесс. Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
- Сварка, которая производится с помощью лежачего электрода или наклонного.
- Шланговая сварка.
Классификация дуговой сварки.
В первом случае используется электрод, который имеет толстую смазку, ложится на предмет, который прикрыт писчей бумагой. После этого на него ложится большой прижимной брусок, который обязательно должен быть из меди. В этом бруске необходимо наличие канавки, которая позволит передвигаться электроду. К электроду подводится сварочный ток. Он крепится на свободный от смазки конец, который для удобства имеет согнутую форму.
Зажигание дуги происходит специальным зажигательным стержнем, который подносят к концу электрода, что примыкает к изделию.После загорания дуга временно становится невидимой, поскольку она ползет под брусок по электроду, расплавляя его. Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Если воспользоваться вторым вариантом, то можно изменять сечение наплавленного металла в зависимости от изменения угла. Для этого существуют определенные пределы. Что в первом, что во втором вариантах электрод опирается на изделие, при этом стержень в обоих случаях изолируется от предмета благодаря обмазке, которая выступает так называемым козырьком.
Вернуться к оглавлению
Шланговая полуавтоматическая дуговая сварка
Схема полуавтоматической шланговой сварки.
Вместе с другими видами, данный вариант сварки получил достаточно широкое распространение. Изначально в шланговых полуавтоматах использовалась уникальная система сварки: она производилась за счет электродной тонкой проволоки, которая имела диаметр 4-5 мм.
Вся работа осуществлялась на маленьких сварочных токах. Из-за того, что проволока имела большой диаметр сечения, сам шланг был тяжелым и неудобным, поскольку не мог обеспечить необходимую гибкость при работе. К тому же из-за маленькой производительности не достигался необходимый результат, поэтому предпочтение отдавали применению ручной сварки.
Созданию более удобного шланга для сварки послужило уменьшение толщины проволоки до 0,2 — 0,25 см, а также ее покрытие флюсом — это дало возможность увеличить сварочный ток. Теперь шланг стал более гибким, не таким тяжелым и удобным для работы.
Вернуться к оглавлению
Сварка под флюсом, ее основные возможности и принцип работы
Автоматическая и полуавтоматическая сварка под флюсом — это высокопроизводительный процесс, поскольку она позволяет хорошо обеспечить технологичность в производстве. Чаще всего используется для изготовления и соединения технологических трубопроводов.
Схема сварки под слоем флюса.
Принцип ее действия состоит в том, что сварочная дуга находится между предметом, который непосредственно сваривается и электродной голой проволокой. При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
Такой процесс осуществляется благодаря сварочной головке. В автоматическом процессе она перемещается, соответственно, автоматически, а вот при использовании полуавтомата головка вдоль шва перемещается вручную.
Подготовке кромок сварных труб для автомата и полуавтоматической сварки уделяют больше внимания, чем ручной. Это объясняется тем, что обеспечивается большая жидкотекучесть и точность в процессе, поэтому необходимо при сборке установить одинаковые зазоры и разделки фасок.
Только при таком условии можно получить идеально точный размер и толщину шва, а также отличное качество и отлаженную производительность процесса.
Благодаря тому, что повышается коэффициент наплавки, увеличивается плотность тока и растет скорость самой сварки. Полуавтоматы могут увеличивать производительность под слоем флюса практически от 2 до 5 раз больше, чем ручная сварка.
Вернуться к оглавлению
Варианты использования флюса в зависимости от характеристик стали
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь — применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали — используется флюс ФЦЛ-2;
- углеродистые и легированные стали — необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Вернуться к оглавлению
Сварочный пост и его конструкция
Схема соединения сварочного поста.
Сварочный пост — это рабочее место мастера. Оно оснащено различными инструментами и еще целым комплектом технологического приспособления, которое необходимо для работы сварщику. Они могут быть двух видов: передвижные и стационарные.
Передвижной пост обычно применяется в том случае, если необходимо осуществить сварку на большом изделии. Обычно он расположен на свободном пространстве, при этом закрыт навесом во избежание попадания светового излучения. Еще могут использоваться защитные щиты.
Стационарный пост — это кабинка, которая имеет размер 2000х2500х2000, она не имеет крыши. Стенки ее изготавливают из нескольких материалов: брезента, тонкой стали или фанеры. Однако перед установкой нужно обязательно обработать огнеустойчивой смесью или раствором квасцов. Это позволит обезопасить работу сварщика. Пол обязан состоять из огнестойкого материала. Освещенность кабинки не может быть меньше 80 лк. Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Сам процесс выполняется на столе высотой 500-700 мм при наличии чугунной крышки, которая должна быть 20-25 мм толщиной. Нельзя пренебрегать техникой безопасности, поскольку сварка может быть очень опасна, если не соблюдаются все положенные правила.
В кабине сварщика имеется магнитный пускатель или рубильник, который непосредственно обеспечит доступ тока при сварке.
expertsvarki.ru
Cварочный аппарат полуавтомат для дома, гаража: как выбрать?
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтоматический сварочный аппарат
для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Можно сделать вывод, что для осуществления сварных работ при ремонте авто вполне будет достаточно полуавтомата инверторного типа средней мощности. Он достаточно экономичен в плане расходования электроэнергии, не будет перегружать сеть, и сам перегружаться, при этом обеспечит необходимую продолжительность включения.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Также рекомендуется приобретать универсальный полуавтомат, позволяющий работать в ручном режиме с использованием электродов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
electrod.biz
Какой сварочный полуавтомат выбрать – рейтинг лучших
Поставив перед собой задачу, какой сварочный полуавтомат выбрать, каждый должен понимать, что собой представляет это оборудование. Это не аппарат ручной дуговой сварки, хотя и выполняет те же функции. Это агрегат с полуавтоматической подачей сварной проволоки в зону сварки. Поэтому состоит он из двух частей: собственно сварочного выпрямителя (он же источник электроэнергии) и кассеты, на которую намотана проволока.

Полуавтомат выполнен в двух вариация:
- Со встроенной кассетой.
- С кассетой, которая является отдельной частью.
Встроенная касета и отдельное подающее устройство
Критерии выбора
На выбор сварочного полуавтомата влияют несколько критериев.
- Какие требования к нему предъявляет потребитель. Аппарат будет использован для бытовых нужд или для мелкого бизнеса, к примеру, для кузовных работ. Или это сварочный аппарат будет использован в промышленных условиях.
- Какие требования будут предъявляться качеству шва. Для ремонта автомобиля (для кузова) необходимо качество внешнего шва, есть конструкции общего назначения (декоративные решетки, калитки и прочее), есть ответственные конструкции, к которым можно отнести сварку водопровода, газовой трубы или сборку гаражной металлической постройки.
- Многое в выборе будет зависеть от толщины свариваемого шва.
- Следующий критерий – виды свариваемых металлов. Здесь вариантов много: низкоуглеродистая сталь, алюминий, нержавейка и так далее. Полуавтомат для сварки алюминия требует присутствия баллона с инертным газом, чаще аргона.
- Длина шва.
- Характеристики сети питания.
Для начинающих сварщиков лучше всего обратить внимание на конкретные характеристики. И не стоит начинать свою деятельность со сложных приборов. Для них оптимальным вариантов будет бытовой полуавтоматический аппарат.
Бытовой сварочный полуавтомат
 Бытовой полуавтомат
Бытовой полуавтомат
К этой категории относятся приборы, которые работают от сети переменного тока напряжением 220 вольт. Рассчитаны они на непродолжительную работу, использовать их можно несколько часов в день. И если даже степень работы увеличивает продолжительность использования, то рекомендуется делать перерывы, чтобы полуавтомат остыл.
Токовая нагрузка бытового аппарата – 16 ампер, при этом величина сварочного тока не превышает 200 ампер. В этом приборе могут быть использованы разные проволоки: стальная диаметром 0,8 мм, алюминиевая – 1 мм, порошковая – 0,9 мм. Кассета подачи проволоки оснащена двумя роликами. Это хороший сварочный полуавтомат для дома, его можно установить в гараже, в небольших мастерских, где сваркой пользуются время от времени.
Профессиональный

Его отличают вот такие характеристики:
- Номинальный ток сети – более 16 ампер, подключается только к 380 В.
- Токовая нагрузка: 200-400 ампер.
- Длительный режим работы.
- Диаметр используемой проволоки от 0,8 до 1,6 мм.
- В подающем устройстве могут быть однороликовые кассеты или двухроликовые. В этом механизме устанавливается электродвигатель мощностью 50 Вт.
- Высокое качество комплектующих, которые гарантируют 5-7 лет жесткой работы.
Что такое полупрофессиональный полуавтомат? Такого чисто технического понятия не существуют. Сварщики под этим термином понимают агрегат профессиональный с небольшой мощностью.
Промышленный

Это мощное сварочное оборудование, с помощью которого можно варить детали толщиною до 5 см. Интенсивное использование, практически безграничное время работы. У таких полуавтоматов механизм подачи является отдельной частью.
Характеристики выбора
Один их основных показателей выбора полуавтомата – это номинальный ток сварки. Как правило, он соответствует продолжительности нагрузки. Чем дольше ток такой силы купленный аппарат может выдержать, тем дольше без остановок он может работать. Продолжительность нагрузки исчисляется в процентах, и оно равно сумме времени нагрузки и времени холостого хода, то есть, когда аппарат не работает, но и не отключен от сети.
Внимание! Оптимальный вариант данного показателя – 60%.
Сама же величина номинального тока говорит о том, что аппарат под ее действием не будет перегреваться. Конечно, с учетом продолжительности нагрузки (%). К примеру, если в мастерской будут свариваться детали и узлы толщиною до 3 мм, для чего потребуется проволока диаметром 0,8 мм (см. таблицу ниже), то для этого необходим будет ток силой 80-100 ампер. Для проведения этой работы рекомендуется приобрести полуавтомат сварочный с запасом по току не менее 50%. Оптимальный вариант – 160-200 ампер.
Если решено приобрести профессиональный агрегат, то вопрос, как выбрать полуавтомат, будет основываться и на характеристиках питающей сети. Это 220 или 380 вольт. Если в мастерскую подведена одна фаза, то соответственно придется приобретать однофазный вариант оборудования. Если три фазы, то можно покупать и однофазный аппарат, и трехфазный. Но лучше предпочтение отдать второму, потому что с его помощью получается лучшее качество сварного шва, да и питающая сеть будет без перекосов и перегрузок на одну фазу.
Что касается диаметра используемой проволоки, то на этот показатель влияет в основном толщина свариваемых металлических деталей.
| Диаметр проволоки, мм | Толщина деталей, мм |
| 0,6 | 0,5-1,5 |
| 0,8 | 0,8-2,5 |
| 1,0 | 1-4 |
| 1,2 | 1,5-8 |
| 1,6 | 2-20 |
Обратите внимание при покупке на питающий кабель. Если он небольшого сечения 2-2,5 мм² и имеет длину больше 15 м, то это гарантия, что при падении напряжения в сети (180-200 вольт) мощность аппарата сильно падает. А это влияет на силу сварочного тока, и соответственно на качество сварного шва.
Тонкости выбора
Есть определенные тонкости, который помогут выбрать лучший сварочный полуавтомат.
- Обратите внимание на евроразъем, который соединяет горелку. Это возможность заменить ее в случае необходимости.
- Если механизм подачи проволоки небольшой с маломощным двигателем, то это гарантированно, что он скоро выйдет из строя. Обратите внимание на сами ролики подачи, их размер не должен быть меньше вот этих параметров: 30х22х10 мм.
- Регулировка индуктивности должна быть плавной. От нее зависит качество сварочного шва, плюс в процессе работы отсутствует разбрызгивание искр, правильно проваривается металл. По сути, регулировка индуктивности – это регулировка жесткости электрической дуги.
- Индуктивность цифровая лучше, чем ручная. С ее помощью можно легко настроить сам режим сварочного процесса, при этом аппарат запомнит установленные параметры сварки.
- Автоматический выключатель, который спасет прибор от перегрузки и короткого замыкания.
Классика или инверторный
Что лучше, сварочный полуавтомат инверторного типа или классический? Здесь нельзя ответить однозначно.
Классический прибор устойчив к перепадам напряжения, по конструкции прост, легко можно отремонтировать. Правда, является обладателем большого веса и габаритов, по сравнению с инверторным. Второй гарантирует качественный шов даже при сварке тонколистовой стали, на которой не появятся прожоги. Легко настроить его режим работы, настройка очень гибкая.
Выбор моделей и марок
Определим рейтинг лучших сварочных полуавтоматов. То есть, определим, какой фирмы оборудование лучше. Хотя вопрос поставлен не корректно, просто обозначим те марки, которые сегодня популярны.
AURORA. Один из лидеров российского рынка, который ориентирован, как на Европу, так и на Россию. Два года гарантии и постгарантийного обслуживания. Сервисные центры есть практически во всех больших городах России.
FUBAG. Немецкая марка с высоким немецким качеством. В его пользу говорит тот факт, что МЧС России пользуется именно этими сварочными полуавтоматами. Сегодня немецкий концерн открыл несколько заводов в России, где производится жесткий контроль качества.
WESTER. Отличный вариант, когда дело доходит до вопроса, какой сварочный полуавтомат лучше купить? Высокое качество, долгосрочный срок эксплуатации. Отзывы потребителей говорят о том, что оборудование этой марки практически не ломается.
Интерскол. Этот российский производитель не делает упора в производстве на сварочное оборудование. Но его модели – это оптимальное соотношение цены и качества. Отсюда и спрос. Так что к вопросу, какой полуавтомат приобрести, можно подходить с этой финансовой стороны.
Ресанта. Еще один россиянин, который может похвастаться достаточно широкой модельной линейкой сварочных полуавтоматов. В любом специализированном магазине эту марку можно встретить. Особенно хотелось бы отметить модель САИПА-135.
Как видите, на российском рынке можно встретить и отечественные марки, и зарубежные. Какой купить сварочный полуавтомат, каждый решает сам. Но предложенные нами параметры выбора являются основополагающими. Отталкиваясь от них, можно приобрести хороший сварочный аппарат под свои нужды. Правильно выбирать то же надо уметь. Обязательно посмотрите видео – как выбрать сварочный полуавтомат.
Поделись с друзьями
0
0
1
0
svarkalegko.com
10 лучших сварочных полуавтоматов – рейтинг 2018
Обновлено: 16.05.2018 16:03:51
Высокое качество соединения нескольких металлических изделий в единое целое способны обеспечить сварочные полуавтоматы. Сегодня эти приборы используют не только профессионалы, но и домашние или гаражные мастера. Причем отдельными сварочниками может успешно пользоваться даже новичок. В основе принципа полуавтоматической сварки заложена расплавленная дуга из проволоки в среде инертного газа. Защитная атмосфера требуется для предотвращения преждевременного окисления свариваемых поверхностей. Когда требуется соединить стальные детали, то чаще всего выбирается полуавтоматическая сварка в среде углекислого газа. А вот для соединения изделий из сплавов алюминия применяется дуговая сварка в среде аргона. Для разных видов работ специалисты советуют выбирать прибор с набором определенных качеств. В первую очередь стоит обратить внимание на следующие критерии.
Критерии выбора
-
Одной из важных величин, которая характеризует работоспособность сварочного аппарата, является максимальный ток. Однако этот показатель должен сочетаться с коэффициентом постоянного включения, который выражается в процентном соотношении. Например, прибор с ПВ равным 60 % необходимо чаще выключать для охлаждения, чем устройство с показателем 80 %. Этот факт необходимо учитывать профессионалам, когда требуется длительная беспрерывная работа.
-
Мощность сварочного полуавтомата в нашей стране имеет две стороны медали. С одной точки зрения, чем выше мощность, тем производительнее аппарат. А со второй стороны более мощный сварочник способен выдержать большие просадки напряжения, что часто наблюдается в бытовой сети.
-
Функция смены полярности помогает использовать не только режим сварки в атмосфере углекислоты, но и переходить на работу с флюсовой проволокой. Если в первом случае к горелке присоединяется “плюс”, то для работы с легированными щелочными металлами на горелку подается “минус”.
-
Полезными в ряде случаев становятся и некоторые дополнительные функции. Например, режим дуговой сварки позволяет соединять массивные стальные конструкции, когда проволока не обеспечит необходимой надежности стыка.
В наш обзор попали лучшие сварочные полуавтоматы. При составлении рейтинга учитывались следующие факторы:
-
многофункциональность;
-
надежность и долговечность;
-
цена;
-
мнение экспертов;
-
отзывы потребителей.
Рейтинг лучших сварочных полуавтоматов
Лучшие недорогие сварочные полуавтоматы
Среди бюджетных сварочных полуавтоматов есть несколько моделей, которые отличаются надежностью и функциональными возможностями. Их часто называют полупрофессиональными, а используются они при ремонте машин в гаражах или в бытовых целях. Наши эксперты выбрали несколько интересных моделей.
Elitech ИС 220П
Рейтинг: 4.8

Одним из лучших недорогих сварочных полуавтоматов, по мнению экспертов, является модель Elitech ИС 220П. Главным достоинством сварочника стала стойкость к перепадам напряжения. При нижнем пределе 160 В прибор сохраняет хорошую производительность и низкое потребления электроэнергии (до 5,4 кВт). Сила тока составляет 180 А, но при эффективном охлаждении ПВ составляет 80%. Очень комфортно работать с проволокой толщиной до 1 мм. Поэтому устройство пользуется высоким спросом у гаражных мастеров, за что и стало победителем рейтинга.
Следует отметить заботу производителя об удобстве пользования. На наклонной панели расположены регуляторы напряжения и скорости подачи проволоки. Пользоваться сварочным полуавтоматом комфортно и стоя, и сидя.
Достоинства
-
экономичный расход электричества;
-
компактные размеры;
-
доступная цена;
Недостатки
- не обнаружены.
Aurora OVERMAN 160
Рейтинг: 4.7

Отличным полуавтоматом инверторного типа является модель Aurora OVERMAN 160. Сила тока в этом аппарате достигает отметки 160 А, а продолжительность включения составляет 60%. Устройство может работать в диапазоне напряжений 187-253 В, достигая мощности 4 кВт. Попасть на вторую строчку рейтинга сварочнику позволили такие качества, как надежность и долговечность. Даже при возникновении технических проблем можно получить поддержку без особых проблем.
Аппарат отличается неприхотливостью, он не боится пыльных и малогабаритных помещений. В отзывах потребители лестно высказываются относительно качества сварочного шва, но в том случае, если не предъявляются повышенные требования к скорости обработки.
Достоинства
-
широкий диапазон сварочного тока;
-
качественная сборка;
-
стойкость к скачкам напряжения;
Недостатки
- отсутствует регулировка подачи защитного газа.
Foxweld Invermig 160 combi
Рейтинг: 4.6

При выборе бюджетного универсального сварочного полуавтомата эксперты обратили внимание на модель Foxweld Invermig 160 combi. Попасть в наш рейтинг ему помогли не высокая сила тока (160 А) и не внушительный показатель ПВ (60%). Эти параметры не всегда требуются при работе в гаражных условиях. Среди преимуществ специалисты отмечают удобное управление прибором, производить точную и быструю регулировку позволяет цифровое управление. Аппарат достаточно экономичен, при работе в режиме MMA он потребляет не более 4,6 кВт, устанавливая регулятор в положение MIG можно надеяться на расход энергии до уровня 3,8 кВт.
Инвертор не боится перепадов напряжения, а в комплекте имеется подогреваемый редуктор. Благодаря этому можно эффективно работать в неотапливаемом гараже в холодное время года.
Достоинства
-
удобное управление;
-
стойкость к скачкам напряжения;
-
экономичная работа;
Ресанта САИПА-200
Рейтинг: 4.5

Наибольшую популярность среди сварочных полуавтоматов марки Ресанта получила модель САИПА-200. Аппарат обладает большим запасом по току (200 А) при ПВ до 70%. Сварочник не перегревается при работе с проволокой толщиной до 1 мм. К сильным сторонам нельзя отнести доступную цену, да и в отзывах проскальзывают негативные оценки. Поэтому полуавтомату не удалось добраться до призовой тройки.
Не может похвастаться прибор и богатством комплектации. Многие пользователи отмечают короткий электропровод (2 м). Не красит производителя и перепутанные местами шкалы на панели приборов. Вместо напряжения регулятором настраивается скорость протяжки. Поэтому придется запомнить эти неприятные нюансы при эксплуатации.
Достоинства
-
большой запас по току;
-
отсутствие перегрева;
-
стойкость к скачкам напряжения;
Интерскол ИСП-160/5,9
Рейтинг: 4.5

Распространенным брендом в России среди сварочных аппаратов является Интерскол. Модель ИСП-160/5,9 сделана очень просто и понятно для обычных потребителей. Эксперты также отмечают высокое качество сборки, что и позволило изделию попасть в наш рейтинг. Обычные умельцы отмечают удобную работу с применением проволоки не самого лучшего качества. Выгодно отличается аппарат и легкостью замены катушки.
Очень просто выставляется на сварочнике сила тока, а также скорость подачи проволоки. Устройство достойно справляется с перепадами напряжений, стабильно работая с минимальными показателями тока. Инвертор позволяет осуществлять как полуавтоматическую, так и ручную дуговую сварку. Мощность аппарата составляет 5,9 кВА при продолжительности включения 80% и силе тока 145 А.
Достоинства
-
небольшой вес;
-
простота в эксплуатации;
-
стойкость к перепадам напряжения;
Лучшие профессиональные сварочные полуавтоматы
Решать серьезные задачи на производстве призваны профессиональные сварочные аппараты. Эти полуавтоматы характеризуются высокой производительностью и долговечностью. Они могут быть многофункциональными или узконаправленными. Все зависит от особенностей производства. В наш обзор попало несколько популярных моделей.
Aurora SPEEDWAY 175
Рейтинг: 4.9

Популярным сварочным полуавтоматом в среде профессионалов является модель Aurora SPEEDWAY 175. Устройство позволяет применять такие популярные виды сварки, как MMA, MIG/MAG, TIG. Сила тока регулируется в диапазоне 10-175 А, а выходное напряжение составляет 187-253 В. Мощность агрегата ограничивается показателем 4,8 Квт. Сварочный аппарат заслуженно стал победителем нашего рейтинга.
Профессионалы отмечают такие положительные свойства модели, как высокий КПД (80%), степень защиты IP23S, небольшой вес (12,8 кг). Он способен бесперебойно работать в широком температурном диапазоне (-20…+50°С). Для удобства оператора имеется функция VRD, благодаря классу изоляции F достигается высокая безопасность при работе.
Достоинства
-
мощность;
-
богатая комплектация;
-
качественная сборка;
-
многофункциональность;
Недостатки
- не обнаружены.
Сварог PRO MIG 200 SYNERGY (N229)
Рейтинг: 4.8

Высокой оценки от экспертов заслужил сварочный полуавтомат Сварог PRO MIG 200 SYNERGY (N229). Вторую строчку рейтинга аппарат занял благодаря универсальности. Смена полярности производится с помощью ручки переключателя, устройство может работать в режиме MMA (со штучными электродами), а также с использованием аргоновой горелки (режим TIG DC). Поражает профессионалов и максимальный показатель ПВ (100 %) при силе тока 160 А.
Еще одним достоинством может похвастаться прибор Сварог PRO MIG 200 SYNERGY. Это грамотная схема управления дугой, которая изменяет режим работы сварочника. При работе в среде аргона возможен как двухтактный, так и четырехтактный режим. Производитель подтверждает высокое качество изготовления пятилетней гарантией.
Достоинства
-
гибкость настройки режимов работы;
-
доступная цена;
-
компактность;
Недостатки
- отсутствует режим сварки легких сплавов.
Fubag INMIG 200 Plus
Рейтинг: 4.7

Образцом европейского качества является сварочный полуавтомат из Германии Fubag INMIG 200 Plus. Эксперты считают основной причиной его популярности у отечественных сварщиков сочетание простоты и долговечности. Среди одноклассников агрегат выделяется высокой мощностью, но низкий уровень ПВ (20 %) не позволил подняться выше третьего места в рейтинге. Аппарат может работать как в полуавтоматическом режиме с проволокой 0,8 мм (ток 90 А), так и в варианте дуговой сварки (ток 170 А). В процессе длительной работы аппарат не перегревается.
Профессионалы выделяют и такую особенность прибора, как механическое переключение полярности. Что касается системы управления, то в наборе имеются стандартный выключатель питания, переключатель режимов, регулятор силы тока и скорости подачи проволоки.
Достоинства
-
качественная сборка;
-
простое управление;
-
надежная конструкция;
СВАРОГ MIG 250 Y (J04)
Рейтинг: 4.7
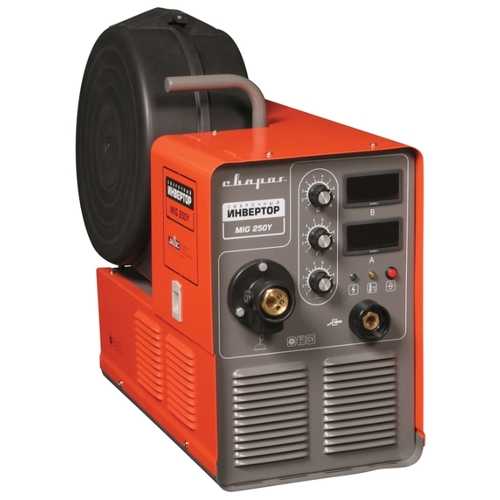
Полуавтоматический сварочный аппарат СВАРОГ MIG 250 Y (J04) попал в наш рейтинг за счет исключительной надежности. Его возможности высоко оценили в Аттестационном комитете сварочного производства. Прибор попал в наш рейтинг не только за высокую надежность, но и за мощный ток, который вырабатывается в процессе полуавтоматического режима (MIG/MAG). При силе тока 250 А и напряжении 323-437 В от способен выдать 9,2 кВА (ПВ 60 %). Скорость подачи проволоки варьируется в пределах 2…15 м в минуту. Дополнительных режимов в модели не предусмотрено, что не позволило обойти призеров рейтинга.
Возможности этого аппарата по достоинству могут оценить только профессиональные сварщики. Чтобы достоинства устройства полностью были реализованы в жизнь, от оператора требуются опыт и высокие навыки.
Недостатки
-
высокая цена;
-
большой вес.
Кедр MIG-175GD
Рейтинг: 4.7

Отлично выглядит с точки зрения функциональности сварочный полуавтомат Кедр MIG-175GD. Он может варить металл в полуавтоматическом режиме, при помощи электродов или в среде аргона. Несложно и перебросить кабели при изменении полярности. Агрегат обладает программным управлением, для установки оптимального режима работы имеется многофункциональный регулятор. Это особенно удобно при частых сменах режимов сваривания. При полуавтоматическом режиме работы профессионалы ценят возможность ручной подстройки кривизны вольтамперной характеристики. Это позволяет с одинаковым успехом варить как массивные детали, так и изделия из тонколистового железа.
Прибор обеспечивает комфортную работу в режиме MMA при силе тока 175 А. При ПВ в 60 % оптимально будет использовать электроды толщиной 2-3 мм.
Достоинства
-
удобная работа;
-
отсутствие жалоб;
-
многофункциональность;
Недостатки
- особый способ управления.
Внимание! Данный рейтинг носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
expertology.ru
Технология сварки полуавтоматом: основные этапы работы
На сегодня сварочное дело распространено повсюду. Сварка используется в различных отраслях промышленности: машиностроение, металлургия. Она нашла широкое применение при прокладке и ремонте трубопроводов, в судостроении, в процессе осуществления монтажных работ. Известно несколько видов сварки: ручная дуговая, газовая, полуавтоматическая, автоматическая. Технология сварки полуавтоматом несколько отличается от простой дуговой. Главное отличие — автоматизация процесса. Если при ручной дуговой сварке всю работу выполняет человек, то здесь требуются меньшие усилия.

Классификация видов сварки.
В настоящее время сварка полуавтоматом используется в основном для соединения различных деталей из стали, алюминия и железа. Благодаря точно установленному режиму работы сварочного аппарата можно добиться получения отличного сварного шва и прочности конструкции. Чтобы этого достичь, требуется правильно подготовить оборудование и само рабочее место. Большое значение имеет скорость подачи сварной проволоки, а также подаваемая сила тока и напряжение сети. Необходимо более подробно рассмотреть основные этапы работы при сварке полуавтоматом.
Подготовительный этап работы
Подключение сварочного аппарата.
Для сварки полуавтоматом потребуется приобрести необходимое оборудование. В первую очередь понадобится сварочный полуавтомат. Он представляет собой устройство, с помощью которого осуществляется сам процесс сварки. В качестве электрода в данной ситуации выступает проволока. Она может быть различного диаметра. Это во многом зависит от толщины свариваемых изделий. Если при автоматическом процессе все делает сам агрегат, а человек только наблюдает за процессом, то здесь работник должен сваривать сам, аппарат только подает ток и проволоку. Оборудование для сварки таким способом различается по устройству и внешним параметрам.
Выделяют стационарные, передвижные и переносные агрегаты. В зависимости от того, какая используется проволока, различают автоматы со сплошным электродом из стали, алюминия или универсальные. Существует и другая классификация. Она основана на механизме защиты сварного шва. Важно, что сварной шов должен быть защищен специальным газом. Выделяют сварку в среде защитного газа, под флюсом.
Подготовительный этап включает в себя организацию заземления, установление нужного напряжения и силы тока. Режим работы выбирается индивидуально для каждого изделия. Непосредственно до сварки нужно правильно отрегулировать наконечник. Его величина должна превышать размер проволоки. Проволока должна быть цельной. Что же касается подающего механизма, то целесообразно проверить его исправность. Сварка осуществляется с соблюдением всех мер безопасности. При этом используются средства индивидуальной защиты (перчатки, невозгораемая одежда, щиток или маска).
Технология сварки в среде защитного газа
Сварка в среде защищенного газа.
В качестве защитного газа чаще всего выступает углекислота или гелий. Защитный газ в значительной степени снижает окисление металла, что повышает прочность изделия. До сварки деталей из нержавейки или другого металла нужно тщательно очистить поверхность от грязи, мусора, смазочных веществ. Делается это при помощи щетки или ветоши. Если сварка деталей проводится в вертикальном положении или планируется формирование потолочного шва, то проволока берется небольшого сечения. Сила тока тоже не должна быть большой.
Технология сваривания бывает следующих типов:
- непрерывного;
- точечного;
- с помощью коротких замыканий.
Сварочный полуавтомат в углекислой газовой среде.
Чаще всего сварка проводится при подаче переменного тока. Углекислый газ для сварки выпускается в баллонах. Он нетоксичен. Выделение газа из баллона осуществляется при помощи сопла горелки. Необходимый расход газа зависит от режима сварки. Что же касается подачи проволоки, то оптимальный расход ее составляет около 35-40 мм/с. После того как оборудование подготовлено, осуществляется возбуждение электрической дуги. Делается это посредством касания проволоки о поверхность изделия. Движение сварочной проволоки достигается путем нажатия на кнопку «пуск», расположенную на держателе.
Проволока не должна располагаться слишком близко к изделию, так как это ухудшает обзор для работника. Проволоку нужно вести прямо. В целях обеспечения безопасности не рекомендуется направлять сопло горелки на себя. Одной рукой нужно придерживать деталь, а второй — держать горелку. При сварке важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине металла до 10 мм зазор должен быть не более 1 мм, при толщине изделий более 10 мм зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на подложке. При этом ее располагают снизу и очень плотно к основному металлу.
Технология сварки алюминия
Сваривать полуавтоматом можно не только сталь, но и алюминий. Сложность сварки этого металла в том, что на его поверхности имеется особый слой амальгамы. Он затрудняет процесс плавления и образования сварного шва. Соединение деталей полуавтоматом осуществляют при подаче защитного газа аргона. В данной ситуации подойдут плавящиеся электроды. Так как металл обладает высокой текучестью, под изделие устанавливается подкладка.
Особенность этого вида сварки в том, что она проводится под действием постоянного тока обратной полярности.
Аргонная сварка.
При этом на горелку подключается «-», а на деталь — «+». Это обеспечивает разрушение поверхностного слоя алюминия и плавление детали. Необходимо помнить, что этот метод будет эффективным только в случае небольшой толщины защитной пленки. Если же слой окиси алюминия значительный, то перед проведением сварочных работ рекомендуется провести механическую или химическую обработку поверхности деталей.
Алюминий лучше сваривать аппаратами с тянущим механизмом подачи проволоки. Технология сварки может проводиться в разных пространственных положениях детали. Если сварка выполняется в вертикальном положении, то горелку нужно двигать сверху вниз. Это обязательное правило, в противном случае шов не удастся. Сопло должно быть направлено несколько вверх. Вертикальные изделия нужно сваривать быстро, чтобы расплавленный металл не успевал стекать вниз.
Как варить полуавтоматом без газа?
Сварка под флюсом.
У сварки полуавтоматом масса достоинств, одним из которых является возможность проведения работ без защитного газа. В последние годы большой популярностью среди сварщиков пользуется сварка под флюсом. Она проводится с применением порошковой проволоки и представляет собой металлическую трубку, внутри которой расположен порошок. Порошок в процессе сварки плавится, в результате чего выделяется газ, который защищает поверхность деталей от окисления. Сам флюс схож по своему химическому составу со смазкой простых электродов.
При этом типе сварки не нужно покупать баллоны с газом. Способ хорош тем, что имеется широкий ассортимент порошковой проволоки. В зависимости от ее состава можно сформировать необходимый шов и организовать оптимальный режим горения дуги. Технология соединения деталей отличается тем, что подача проволоки требует определенного усилия (нажатия). Как и при сваривании алюминия, в этом случае применяется обратная полярность. Это нужно для повышения температуры сварочной дуги и расплавления флюса.
Основные правила при проведении сварочных работ
Техника безопасности при сварочных работах.
Сварщик должен помнить некоторые важные моменты. Во-первых, в самом начале сварочных работ рекомендуется сделать пробный шов на каком-либо ненужном изделии. Это необходимо, для того чтобы отрегулировать режим работы (силу тока, скорость подачи проволоки). Если этого не делать, то можно получить некачественный сварной шов. Во-вторых, сваривать изделия требуется, опираясь на инструкцию, приложенную к аппарату. В-третьих, работать необходимо в специальной одежде. При сварке выделяется большой объем газа, поэтому лучше проводить процедуру на улице или оборудовать помещение вентиляцией.
В-четвертых, для каждого типа сварочной проволоки форма канавки должна иметь определенную форму. Если проволока сплошная и сделана из стали, то канавка должна быть V-образной, при флюсовой проволоке канавка такая же, только с насечками. В-пятых, при горении дуги нельзя прикасаться к сварному шву, так как он очень сильно нагревается. В-шестых, категорически запрещено сваривать изделия, емкости, на поверхности которых имеются горючие материалы. Изделия должны быть очищены. Кроме того, не нужно работать беспрерывно, требуется делать небольшие паузы.
Необходимые инструменты и материалы
Чтобы осуществить сварочные работы, потребуется набор инструментов и материалов:
- сварочный полуавтомат;
- проволока необходимого диаметра;
- источник тока, баллон с защитным газом;
- перчатки;
- маска или щиток;
- молоток;
- щетка.
Нужно убедиться, чтобы газ и проволока были в достаточном объеме. При приобретении сварочного оборудования необходимо обращать внимание на его стоимость. Лучше приобретать товар по средней цене, дешевый агрегат может быть плохого качества.
Полуавтомат должен иметь инструкцию по применению, гарантийный талон. Рекомендуется обращать внимание на производителя. Существуют полуавтоматы с коротким и длинным шлангом. Второй вариант оптимальный. Стационарное оборудование используется только при регулярных сварочных работах. Современные же переносные аппараты являются более компактными и удобными.
Таким образом, технология полуавтоматической сварки сводится к тому, что с помощью оборудования на изделие подается проволока, а работник осуществляет плавление металла и формирует сварной шов. Условно полуавтоматическую сварку можно разделить на газовую и под флюсом. Оба метода очень эффективны и позволяют получить качественный сварной шов. От того, насколько правильно выбран режим работы оборудования, зависят результат работы и прочность полученного изделия. Если соблюдать все вышеописанные правила и опираться на инструкцию к оборудованию, то свариваемые детали не будут иметь дефектов.
moyasvarka.ru
схемы самодельного устройства из инвертора
Среди начинающих и профессиональных сварщиков сварочный полуавтомат инверторного типа является наиболее популярным устройством. Для первых он обеспечивает легкость в приобретении навыков сварки, вторым дает производительность и большой набор дополнительных настроек.
Полуавтоматическое сварочное оборудование может стать полезным практически для любого сварщика, но имеет довольно высокую стоимость. При наличии ручной дуговой сварки можно переделать ее в полуавтомат инверторного типа.

Отличие от ручной варки
Полуавтоматический сварочный аппарат изначально предусмотрен для работы с присадочной проволокой в среде защитного газа (инертного или активного). Его отличие от обычного аппарата ручной дуговой сварки заключается в наличии механизма подачи проволоки, газового баллона, специальной горелки и блока управления подачей газа и присадки.
Сам источник питания в виде инвертора ничем не отличается. Если механизм подачи встроен в корпус инвертора, то имеется дополнительный разъем для проволоки.
Поэтому у многих обладателей аппаратов ручной дуговой сварки со временем возникает желание расширить свои возможности и изготовить самодельный полуавтомат. Реализовать его можно очень легко. Имеется несколько вариантов реализации, какой выбрать, зависит от наличия средств, времени и желания.
Многофункциональные устройства
 Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Некоторые модели инверторных аппаратов типа «Исток» на задней панели имеют клавишу переключения режима работы из ММА в MIG и разъем для управления включением/выключением инвертора. Механизмы подачи сварочной проволоки обычно комплектуются еврорукавом длиной 3 м с горелкой на одном конце и разъемом на другом.
Разъем позволяет подавать сварочную проволоку и защитный газ, кроме этого через него проходит кабель для подачи управляющих сигналов на электродвигатель протяжки присадки и подключения газа.
Имеется специальный кабель для подсоединения к инверторному аппарату. Его нужно присоединить к разъему, через который сварочный ток с инвертора поступал на электродержатель. Теперь, в полуавтомате, он будет поступать на MIG горелку.
Второй кабель питает механизм подачи от инвертора, если в нем предусмотрен соответствующий разъем, или от другого маломощного источника постоянного тока 12 В.
Перед работой на газовом баллоне выставляется требуемый расход газа, а на механизме протяжки скорость подачи присадки. На инверторе выставляется сварочный ток, величина которого зависит от толщины свариваемого металла.
Затем приступают к сварке. Как видим, превращение ручной дуговой сварки в полуавтомат не нуждается в переделках, достаточно прикупить недостающее оборудование. Единственный недостаток заключается в том, что инвертор будет с приставкой устройства протяжки.
Устройство протяжки
В более сложном случае изготовление полуавтомата заключается в переделке инвертора дуговой сварки и создании устройства протяжки из подручных материалов. Если приходилось делать ремонт инверторного аппарата, то можете смело осуществлять реализацию второго варианта.
В качестве корпуса для устройства протяжки полуавтомата инверторного типа идеально подойдет системный блок. Он довольно просто открывается, при этом вместительный и прочный.
Это позволит просто регулировать прижим роликов и устанавливать бобину с проволокой. В пользу системного блока и то, что в нем легко сделать отверстия в нужных местах, и имеется встроенный блок питания на 12 Вольт. Он нужен для питания привода протяжки присадки и газового клапана.
Для нужных крепежных деталей необходимо изготовить макеты встраиваемых комплектующих из подручных материалов и примерить внутри бокса. Убедившись в правильности выбранных макетов можно начинать изготовление крепежа.
Катушку для полуавтомата можно купить готовую или сделать самостоятельно. В производстве она очень проста. Диаметр щек должен быть 200 мм, а цилиндр, на который будет наматываться проволока, иметь диаметр 50 мм, чтобы можно было применить в виде оси пластиковую трубу с тем же номиналом.
Для механизма подачи потребуются два прижимных и один направляющий ролик, пружина. В качестве двигателя протяжки возможно применение электродвигателя от дворников. В качестве основания, на котором будут крепиться детали, нужно использовать металлический трехмиллиметровый лист.
В пластине в нужных местах сверлятся отверстия для крепления роликов и вала электродвигателя будущего полуавтомата. Так как один ролик прижимной, то отверстие для него сверлится продолговатой формы.
На него сверху будет давить прижимная пружина, усилие которой регулируется через винт. Ролик и подшипники монтируются с одной стороны пластины, а двигатель с другой. На вал двигателя насаживается подающий ролик.
Получившееся устройство устанавливается внутри системного блока так, чтобы место совмещения роликов и оси разъема MIG горелки находились в одной плоскости. Это предотвратит залом проволоки при протяжке. Для выправления присадки при разматывании перед роликами устанавливается трубка.
Узел управления
Для подачи газа и присадки в сварочный полуавтомата потребуются:
- 2 реле;
- диод;
- ШИМ регулятор;
- емкость с транзистором и сопротивлением;
- электромагнитный клапан;
- провода.
 Клапан требуется для поступления газа в зону сварки. Все комплектующие можно приобрести на распродаже б/у запчастей.
Клапан требуется для поступления газа в зону сварки. Все комплектующие можно приобрести на распродаже б/у запчастей.
Схемы управления в полуавтомате инверторного типа могут быть разными, но суть их проста и заключается в следующем.
При нажатии кнопки на горелке переключаются оба реле. Первое подает напряжение на клапан открывающий подачу газа.
Второе реле подает питание на электродвигатель подачи проволоки. Но его включение происходит немного позже из-за фильтра низких частот в виде RC цепочки образованной конденсатором и резистором.
Иногда требуется протяжка проволоки без подачи газа. Для этого случая предусматривается дополнительная кнопка, которая обеспечивает протяжку, минуя реле газа.
Самоиндукция с клапана снимается, если подключить диод. Чтобы запитать с инвертора MIG горелку, нужно установить рядом с евро разъемом дополнительный, через который и будет поступать ток.
При включении кнопки на горелке начинается поступление газа, через некоторое время подается присадка. Время задержки регулируется подобранными номиналами емкости и резистора. Пауза в полуавтомате инверторного типа необходима для защиты газом сварочной ванны от воздействия атмосферного воздуха.
При включении кнопки, напряжение поступает на емкость. Постепенно она заряжается, при достижении определенного значения происходит открытие транзистора, что вызывает включение реле.
Горелка
 Горелку для сварочного полуавтомата инверторного типа тоже можно сделать самому, но проще приобрести недорогую модель с достаточной силой сварочного тока.
Горелку для сварочного полуавтомата инверторного типа тоже можно сделать самому, но проще приобрести недорогую модель с достаточной силой сварочного тока.
При самостоятельном изготовлении все равно потребуется евро разъем и подающий кабель, если хотим получить в результате сварочный полуавтомат эстетического вида. Кроме сварочного тока, нужно учитывать длину и гибкость шланга.
Чрезмерная мягкость шланга приводит к перегибу и соответственно к торможению проволоки. Хорошим дополнением является пружина или мощное резиновое уплотнение в местах соединения шланга с горелкой и разъемом. Это не позволит ему переломиться в данных местах.
Инвертор
Инвертор ручной дуговой сварки тоже требуется переделать. Хотя его можно использовать и без переделок, но качество сварки тогда будет ниже, чем у заводских сварочных полуавтоматических аппаратах. Все дело в вольтамперных характеристиках. Отличие незначительное, но оно сказывается.
Для устранения этих различий потребуется тумблер, три сопротивления, одно из которых переменное.
Для регулировки характеристики необходимо установить делитель перед шунтом, который управляет током. За счет изменения параметров делителя будет происходить корректировка. Тумблер нужен для переключения режима работы инвертора из ручной дуговой в MIG.
В результате доработки инвертора и самостоятельного изготовления устройства протяжки присадочной проволоки, получается сварочное оборудование полуавтоматического типа с хорошими параметрами. При этом экономите деньги и получаете массу удовольствия от того, что сделали все сами.
Если же приходится заниматься профессиональной сваркой, то лучше все же приобрести готовый полуавтомат. На сегодняшний день выбор этих устройств широк, и вполне можно подобрать бюджетную модель приемлемого качества.
svaring.com
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему).
Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм.
Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.

Плюсами полуавтоматическая сварка обладает такими:
- Легкая и продуктивная сварка тонколистового металла – отлично подходит для автомастерских.
- Шов качественный, его можно делать очень длинным либо, наоборот, точечным.
- Возможность сваривать немало разнообразных материалов – нержавейку, алюминиевые сплавы, сталь легированную и прочее.
- Множество настроек и нужных регулировок. Удобно при разнообразных работах, так как такие у таких аппаратов можно гибко изменять параметры сварочного тока при различных работах.
- Высокая производительность.
Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются:
- Высокая стоимость полуавтоматического оборудования, а также необходимых газов и расходных материалов (сложная конструкция и дорогостоящие компоненты).
- Подключение полуавтомата осуществимо лишь при наличии специальной трехфазной сети, а еще баллоны – это делает полуавтоматическую сварку практически всегда стационарным оборудованием.
- На улице полуавтоматом работать сложно – газовую среду надо защитить, иначе сдует ветром.
Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео:
consultinfo.net