Rz 80 шероховатость – Ra, Rz, параметры, обозначение, виды
alexxlab | 14.07.2018 | 0 | Вопросы и ответы
Образцы шероховатости изготавливаются ООО “НПП Индентор” согласно ГОСТ 9378-93 СЕРТИФИКАТ СООТВЕТСТВИЯ ГОСТ Р №РОСС RU.АГ93.Н03349
ВЫ МОЖЕТЕ СКАЧАТЬ ПРАЙС-ЛИСТ НА ОБРАЗЦЫ ШЕРОХОВАТОСТИ: По техническому заданию Заказчика возможно изготовление наборов образцов шероховатости из титана, меди и других материалов, а так же с другими параметрами шероховатости образцов
СЕРТИФИКАТ СООТВЕТСТВИЯ НА ОБРАЗЦЫ ШЕРОХОВАТОСТИ:
| ||||||||||||||||||||||||||||

www.indentor.ru
7.7. Обработка поверхности – Ассоциация EAM
Обозначение шероховатости поверхности (смотри таблицу 7.3, таблицу 7.4):
| – знак I применяется для поверхности, вид обработки которой конструктором не устанавливается; | |
| – знак II применяется для поверхности, которая должна быть обработана удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т.п.; | |
| – знак III применяется для поверхности, образуемой без удаления слоя материала, например, литьём, объёмной ковкой, штамповкой, прокаткой, волочением и т.п. |
Таблица 7.3. Рекомендуемая шероховатость сопрягаемых поверхностей деталей.
Охватывающие и охватываемые цилиндрические и призматические поверхности
| Квалитеты | Поверхность | |||||||
|---|---|---|---|---|---|---|---|---|
| 6; 7 | 8; 9 | 11 | 12 | цилиндрическая | плоская | |||
| отверстие | вал | |||||||
| Условия работы | ||||||||
| трение, износ | без трения | трение, износ | без трения | |||||
| Номинальный размер, D и B. мм | Рекомендуемая шероховатость | |||||||
| 10-30 | – | – | – | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 |
| 30-120 | <6 | – | – | |||||
| 120-180 | 6-18 | – | – | 1,25 | ||||
| > 180 | 18-80 | <3 | – | 2,5 | 2,5 | |||
| – | 80-360 | 3-10 | – | 2,5 | ||||
| – | >360 | 10-30 | <6 | Rz20 | Rz20 | Rz20 | ||
| – | – | 30-120 | 6-15 | Rz20 | Rz20 | |||
| – | – | >120 | 15-80 | Rz40 | Rz40 | |||
| – | – | – | 80-260 | Rz40 | Rz40 | Rz40 | ||
| – | – | – | >260 | Rz80 | Rz80 | |||
Таблица 7.4. Оптимальная шероховатость поверхностей деталей при разных способах обработки
| Вид обработки | Шероховатость поверхности | |||
|---|---|---|---|---|
| Ковка | Rz630 | |||
| Ковка при нагреве поковки газообразным топливом | Rz1000 | |||
| отливки из стали | Rz1250 | |||
| отливки из чугуна | Rz630 | |||
| отливки из цветных металлов и их сплавов | Rz320 | |||
| Литьё по выплавляемым моделям | Rz80-Rz20 | |||
| Холодная штамповка, вырубка, пробивка | толщина металла, мм | <=6 | Rz160 | |
| 6-10 | Rz320 | |||
| >10 | Rz400 | |||
| Резка механическая | толщина проката, мм | <20 | Rz320 | |
| >20 | Rz500 | |||
| Резка кислородная | ручная | толщина разрезаемого металла, мм | <25 | Rz1000 |
| 25-50 | Rz1600 | |||
| <25 и >50 | не регламентируется и на чертежах не указывается | |||
| механизированная | 5-15 | Rz160 | ||
| 15-30 | Rz320 | |||
| 30-50 | Rz630 | |||
| <5 и >50 | не регламентируется и на чертежах не указывается | |||
| Слесарная обработка | Rz40-2,5 | |||
| Зачистка наждачным полотном | 2,5-0,63 | |||
| Точение наружное и по торцам | предварительное | Rz320-Rz80 | ||
| чистовое | Rz80-2,5 | |||
| тонкое | 1,25-0,63 | |||
| Строгание | предварительное | Rz160-Rz80 | ||
| чистовое | Rz40-Rz20 | |||
| тонкое | 2,5-1,25 | |||
| Хонингование | чистовое | 0,63-0,32 | ||
| 0,16-0,04 | ||||
| Суперфиниширование | чистовое | 0,32-0,16 | ||
| тонкое | 0,16-0,04 | |||
| Притирка | чистовая | 2,5-0,32 | ||
| тонкая | 1,25-0,08 | |||
| отделочная | 0,08-0,04 | |||
| зеркальная | Rz0,1-Rz0,05 | |||
| Доводка | механическая чистовая | 0,32-0,16 | ||
| ручная | предварительная | 1,25-0,63 | ||
| средняя | 0,63-0,32 | |||
| чистовая | 0,16-0,08 | |||
| отделочная | 0,04-Rz0,1 | |||
| зеркальная | Rz0,1-Rz0,05 | |||
| Раскатка поверхности роликовой раскаткой | 0,63-0,16 | |||
| Обкатка поверхности роликов и шариком | 0,63-0,16 | |||
| Обработка пластических масс | прессование, литьё под давлением | 1,25-0,16 | ||
| точение и фрезерование | Rz40-Rz20 | |||
| сверление | Rz80-Rz20 | |||
| полирование | 2,5-1,25 | |||
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз. Диаметр вспомогательного знака О — 4-5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа с ссылкой на буквенное обозначение поверхности.
На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесён размер.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение (знак I ). Когда часть поверхностей не обрабатывается по данному чертежу, в правом верхнем углу чертежа перед обозначением (знак I) помещают знак III. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости: для параметра Ra — без символа; для параметра Rz — с символом (рисунок 7.3).
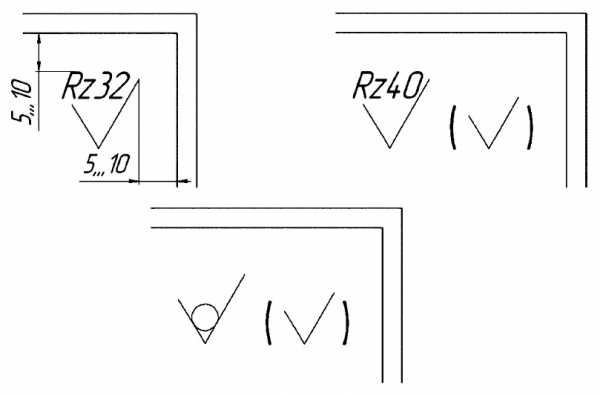
Рисунок 7.3 — Обозначение шероховатости на чертеже
eam.su
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше. Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
Если Вам встретился класс шероховатости, то используйте таблицу ниже: Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
Обозначение шероховатости на чертежах. Структура обозначения: Значения параметров шероховатости указывают на чертежах нижеследующим образом:
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют). Рисунок. Условные обозначения направлений неровностей на значке шероховатости. | ||||
www.dpva.ru
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
www.dizelmotor.in
Меры шероховатости ОШС-ШП (Rz 20, 40, 60, 80)
Возможно приобретение мер шероховатости как комплектом из 4х штук, так и по отдельности.
Набор образцов шероховатости поверхности (сравнения) (ОШС-ШП) состоит из 4-х стальных пластин, изготовленных методом плоского шлифования с различными значениями параметров Rz и Ra.
Набор ОШС предназначен для контроля шероховатости поверхности изделий (преимущественно на рабочем месте) путем ее сравнения с шероховатостью образцов (визуально или на ощупь) при проведении визуального контроля (ПНАЭГ-7-016-89), капиллярной (ПНАЭГ-7-018-89), магнитопорошковой (ПНАЭГ-7-015-89) и ультразвуковой (ПНАЭГ-7-014-89) дефектоскопии.
Комплектация набора:
Мера шероховатости Rz 20
Мера шероховатости Rz 40
Мера шероховатости Rz 60
Мера шероховатости Rz 80
Футляр
Паспорт
Порядок работы с образцами:
1. Из этого набора выбираются два образца: первый – с номинальным значением параметра шероховатости Rz (или Ra), соответствующим требованиям НТД, а второй, смежный с ним в наборе образец – с меньшим значением параметра Rz (или Ra). Шероховатость поверхности детали визуально или на ощупь сравнивается с шероховатостью выбранных образцов.
Значение параметра Rz (или Ra), детали соответствует требованиям НТД, если шероховатость ее поверхности визуально или на ощупь вписывается между значениями шероховатости двух выбранных образцов, или чище наиболее чистого из них.
Если шероховатость поверхности детали одинакова или грубее поверхности образца с номинальным значением параметра Rz (или Ra), соответствующим требованиям НТД, то принимается отрицательное решение о соответствии параметра Rz (или Ra), поверхности детали требованиям НТД.
2. Если требования НТД заданы диапазоном, то из набора ОШС выбираются два образца с номинальными значениями параметра Rz (или Ra), соответствующими границам диапазона. Значение параметра Rz (или Ra) детали соответствует требованиям НТД, если ее шероховатость визуально или на ощупь вписывается между двумя выбранными образцами. В противном случае принимается отрицательное решение о соответствии параметра Rz (или Ra) поверхности детали требованиям НТД.
При оценке шероховатости выбирается участок поверхности детали с наиболее грубой обработкой.
traderentgen.ru
|
Обрабатываемые поверхности |
Методы обработки |
Параметры шероховатости, мкм |
||||||||||||||||||||||||||||
|
Rz |
Ra |
Rz |
||||||||||||||||||||||||||||
|
320 |
160 |
80 |
40 |
20 |
2,5 |
1,25 |
0,63 |
0,32 |
0,16 |
0,08 |
0,04 |
0,1 |
||||||||||||||||||
|
Наружные цилиндрические |
Обтачивание |
Предварительное |
||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Шлифование |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Притирка |
Грубая |
|||||||||||||||||||||||||||||
|
Средняя |
||||||||||||||||||||||||||||||
|
Тонкая |
||||||||||||||||||||||||||||||
|
Отделка абразивным полотном |
||||||||||||||||||||||||||||||
|
Обкатывание роликом |
||||||||||||||||||||||||||||||
|
Шлифование – отделка (суперфиниширование) |
||||||||||||||||||||||||||||||
|
Обрабатываемые поверхности |
Методы обработки |
Параметры шероховатости, мкм |
||||||||||||||||||||||||||||
|
Rz |
Ra |
Rz |
||||||||||||||||||||||||||||
|
320 |
160 |
80 |
40 |
20 |
2,5 |
1,25 |
0,63 |
0,32 |
0,16 |
0,08 |
0,04 |
0,1 |
||||||||||||||||||
|
Наружные цилиндрические |
Растачивание |
Предварительное |
||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Сверление |
||||||||||||||||||||||||||||||
|
Зенкерование |
Черновое (по корке) |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Развертывание |
Нормальное |
|||||||||||||||||||||||||||||
|
Точное |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Протягивание |
||||||||||||||||||||||||||||||
|
Внутреннее шлифование |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Калибрование шариком |
||||||||||||||||||||||||||||||
|
Притирка |
Грубая |
|||||||||||||||||||||||||||||
|
Средняя |
||||||||||||||||||||||||||||||
|
Тонкая |
||||||||||||||||||||||||||||||
|
шлифование- притирка (хронингование) |
Нормальное |
|||||||||||||||||||||||||||||
|
Зеркальное |
||||||||||||||||||||||||||||||
|
Обрабатываемые поверхности |
Методы обработки |
Параметры шероховатости, мкм |
||||||||||||||||||||||||||||
|
Rz |
Ra |
Rz |
||||||||||||||||||||||||||||
|
320 |
160 |
80 |
40 |
20 |
2,5 |
1,25 |
0,63 |
0,32 |
0,16 |
0,08 |
0,04 |
0,1 |
||||||||||||||||||
|
Наружные цилиндрические |
Строгание |
Предварительное |
||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Цилиндрическое фрезерование |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Торцевое фрезерование |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Торцевое точение |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Тонкое |
||||||||||||||||||||||||||||||
|
Плоское шлифование |
Предварительное |
|||||||||||||||||||||||||||||
|
Чистовое |
||||||||||||||||||||||||||||||
|
Грубая |
||||||||||||||||||||||||||||||
| Средняя | ||||||||||||||||||||||||||||||
|
Тонкая |
|
|||||||||||||||||||||||||||||
tpi-steel.kz
| Лидеры продаж ВИК
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
www.ntcexpert.ru