Самодельная контактная сварка из сварочного аппарата – Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
alexxlab | 20.10.2019 | 0 | Вопросы и ответы
Содержание: Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Устройство и принцип работы контактной сваркиПринцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток. Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм. Соединение поверхностей выполняется одним из трех способов:
Подготовка деталей и сборка точечной сваркиСтандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации. Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства. Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами. После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления. На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор. Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах. |






















www.samsvar.ru
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
Контактная сварка активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован своими руками из старенькой микроволновки.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
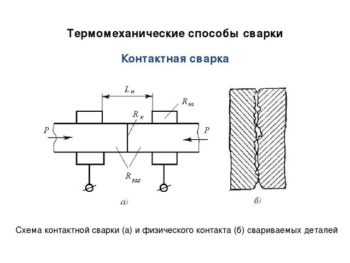
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
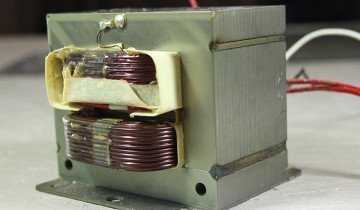
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный сварочный агрегат будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.

Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
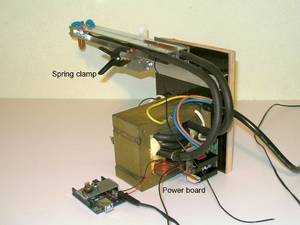
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
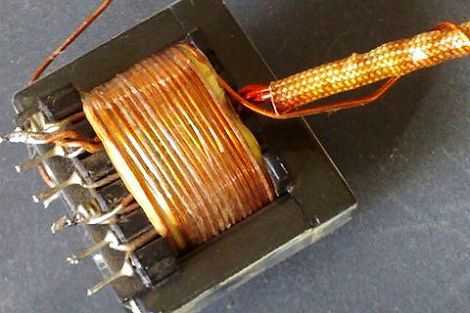
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
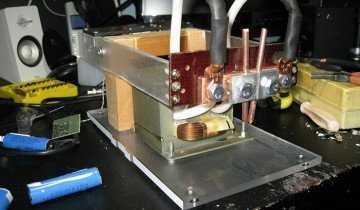
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.
Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.
Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
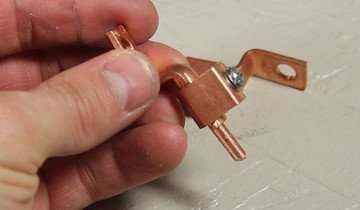
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.

Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать из меди или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов будущего аппарата для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Варианты конструкции сварочного аппарата.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
tutsvarka.ru
Контактная сварка своими руками из инвертора: схема
Создание сварочных аппаратов своими руками является весьма распространенной практикой для тех, кто предпочитает использовать его в домашних условиях не для важных целей. Контактная сварка своими руками из инвертора может стать отличным аналогом заводским вариантам. Новые аппараты зачастую стоят намного дороже, чем самодельные и не всегда их цена оправдана для домашнего применения. Имея сварочный инвертор, вполне возможно получить достаточно качественный результат по относительно невысокой цене.
Контактная сварка из инвертора
Аппарат контактной сварки, созданный своими руками, может применяться для соединения тонких листовых материалов. Для этого не нужно каких-то тонких регулировок рабочих параметров и сложной электроники, если все делается в домашних условиях. Все это делает актуальным создание техники для сварки самостоятельно. Инвертор есть у многих и его можно применить для создания контактного сварочного аппарата.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Недостатки
Тем не менее, самодельная контактная сварка из сварочного аппарата обладает и своими недостатками:
- Надежность конструкции оставляет желать лучшего, так как крепления и прочие особенности аппарата делаются вручную без контроля качества;
- Диапазон регулировки параметров зачастую ограничен и для профессиональной деятельности непригоден;
- Корпус оказывается слабо защищенным от внешних воздействий.
Устройство
Аппарат контактной точечной сварки состоит из нескольких основных функциональных узлов. В электрической части задействован сварочный инвертор. Как и в сварочном трансформаторе, в нем присутствует свой небольшой трансформатор, который помогает преобразовать электричество из сети до тех параметров, которые пригодны для работы. Данный способ производства существенно выделяет этот способ получения контактной сварки среди остальных.
Механическая часть сильно отличается от стандартных инверторов. Здесь имеются специальные электроды, которые служат одновременно зажимами во время соединения. Работают они чаще всего при помощи специального рычага, тогда как в готовых заводских моделях ставят гидравлические прессы.
Принцип работы
Данная техника обладает довольно простым принципом работы. Он основан на преобразовании электрической энергии в тепловую. Электричество поступает на силовую часть аппарата, которой выступает трансформатор сварочного инвертора. Там энергия преобразуется до нужных параметров, которые заданы по технологии сварки. После этого электричество передается на электроды, которые прижимают свариваемую заготовку. В месте прижатия образуется область сварки, которая приводит к частичному расплавлению металла под воздействием тепла и свариванию. Все это происходит за очень короткое время, так как время воздействия импульса составляет менее 1 секунды.
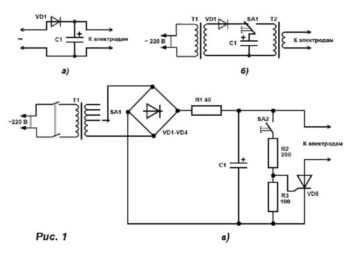
Схема
Схема контактной сварки из инвертора
Здесь показан один з возможных вариантов, в котором имеется силовая часть, автоматический выключатель, цепь управления и защита. В первый узел входит сварочный трансформатор и тиристорный пускатель. Они предназначаются для подключения первичной обмотки.
Какие компоненты необходимы из инвертора
Перед тем как сделать контактную сварку из сварочного инвертора, следует ознакомиться с тем, какие части из него пригодятся. Это должны быть:
- Трансформатор;
- Блок питания;
- Система управления;
- Выключатель.
Процесс изготовления аппарата
Аппарат точечной сварки своими руками производится следующим образом:
- Первым делом сбивается вторичная обмотка, так как во время работы она не используется и нужно исключительно первичная. Внутри трансформатора она обмотана толстым проводом, но ее слой является более тонким. Провести процедуру можно при помощи практически любого удобного инструмента, такого как стамеска, молоток, зубило, дрель и прочее. Главное, чтобы первичная обмотка осталась в целости и сохранности.

Трансформатор от инвертора
- Наложить вторичную обмотку при помощи жгута, который можно сделать из медной проволоки. Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.
- После этого следует проверить направление обмоток. Для этого вам пригодится стандартный вольтметр. Помимо этого в сети не должно быть коротких замыканий в созданной сети. Когда все вопросы с проверками пройдены, можно приступать далее.
- Далее нужно узнать силу тока, что является обязательной процедурой для всех конструкций, в которых находится от двух и более обмоток.
«Важно!
Сила тока не должна превышать 2 кило ампер. Если она выше, то ее стоит уменьшить.»
Какие электроды использовать
Для создания электродов нужно учитывать тот фактор, что они не должны расплавляться, соответственно, их требуется делать из тугоплавкого металла. Лучше всего подходят прутки толщиною около 15 мм. Диаметр кабеля всегда должен быть меньше, чем диаметр электрода. Соответствующие прутки можно найти на рынке, в металлоломе или просто разобрать паяльники, если вам не требуется большая мощность аппарата.
Для соединения электрода и провода следует использовать обыкновенные медные наконечники. Это можно сделать при помощи пайки или болтов. Благодаря этому вероятность окисления станет намного ниже, чем ранее. Пайка отлично подходит для маломощных аппаратов, так как неправильное соединение приводит к тому, что появляется дополнительное соединение, приводящее к неправильному выходному значению тока.
Но у болтовых соединений также есть свои преимущества, так как с их помощью можно быстро удалить диоды из конструкции. В ином случае, прибор нужно паять заново. Болты и гайки также должны быть выполнены из меди.
Испытание
При сборке конструкции могут возникнуть различные дефекты, так что перед непосредственным запуском в работу следует проверить все. Проверка заключается в предварительном измерении рабочих параметров измерительными приборами и визуальном осмотре целостности конструкции и правильности соединения. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной. При испытаниях нужно соблюдать технику безопасности. Если все прошло гладко, то технику можно пускать в дело.
Заключение
Перед тем как сделать контактную сварку из сварочного аппарата, следует ознакомиться с принципом его действия и техническими характеристиками. Также нужно предварительно рассчитать, для каких целей какие параметры вам нужно будет. Только после этого можно приступать к работе.
svarkaipayka.ru
Точечная сварка своими руками из сварочного аппарата видео и фото инструкция
Точечная сварка своими руками из сварочного аппарата – это совсем не миф. Сделать подобный аппарат под силу каждому, все, что нужно для этого нужно – терпение, старая, либо дешевая китайская сварка, и ровные руки. Итак, опишем о общих чертах принцип изготовления данного прибора.
Первым делом, следует разобрать сварочный аппарат. Теперь, тестером определяем количество витков, требуемое на 1 В. Для этого, следует намотать медную изолированную проволоку в несколько витков поверх первичной обмотки, после чего замерять напряжение и разделить на число витков.
 Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Нужно замерить длину, скорее всего, снятая намотка сложенная в четверо, даст 5-6 В, и будет около 200-250 мм2 в толщину. Рубим шину на четыре куска, и соединяем матерчатой изоляционной лентой.
Намотка двух шин, потребует около 7-ми мотков изоляционной ленты и рулон скотча. Изоляция делается в тремя слоями: сначала изолентой потом скотчем и снова изолентой.
С намоткой шин поверх трансформатора придется повозится, в некоторых моментах, для этого даже удобно пользоваться молотком.
Плотная намотка поверх первичной обмотки не получится, однако, беспокоиться по этому поводу не стоит, это не играет особого значения.
Далее, может случиться небольшая загвоздка – мощноть может быть недостаточной. Решение этой задачи можно найти только путем подбора, так как теоретические знания тут не сильно помогут, теория – это одно, а практика – совсем другое.
 Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Ну вот, в принципе, и все. Далее следует все это грамотно собрать в кучу, снабдить недостающей периферией и закрыть коробом.
postroyka-dom.com
как собрать аппарат своими руками
Необходимость осуществления сварочных работ при кузовном ремонте не вызывает сомнений. И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.

Ремонт кузова не мыслим без контактной сварки
Сварочный процесс при ремонте кузова
Абсолютное большинство работ при ремонте кузова автомобиля может произведено посредством контактной сварки. Этот вид, являясь довольно-таки специфическим, применяется преимущественно по причине своей простоты, отсутствия расходных материалов и высокого уровня производительности.
Подробнее о контактной сварке
Согласно техническому определению данная разновидность сварочных работ представляет собой процесс, в ходе которого образуется неразъемное соединение. Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Существует несколько способов осуществления контактной сварки своими руками, включая и точечный. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Для получения сварной точки свариваемые детали (предварительно тщательно зачищенные) собираются внахлестку, сжимаются с определенным усилием, после чего через место их контакта пропускается токовый импульс. На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.

Высверливание перед соединением деталей
Существует ряд факторов, способных оказать влияние на качество, т.е. прочность точки и ее размер:
- Речь идет о таком параметре, как усилие сжатия;
- Определенную роль играет и показатель величины сварочного тока, который выдает машина;
- Важна также длительность токового импульса;
- Наконец, имеет значение диаметр контактной поверхности электродов.
Применяемые аппараты
Контактная сварка своими руками при кузовных работах осуществляется при помощи соответствующих сварочных аппаратов. Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
Получается, что любой аппарат основан на принципе нагревания места сваривания током с одновременным воздействием давления.
Может быть использована стационарная машина, а также машина подвесная либо мобильная (для ручной работы). Каждый такой аппарат, в свою очередь, делится на определенные разновидности с учетом способа сварки.
Схема каждого аппарата предполагает наличие ряда частей: электрической, механической, гидросистемы, пневмосистемы (или же системы водяного охлаждения).
Аппарат для контактной сварки вполне может быть сконструирован своими руками, о чем мы и предлагаем поговорить подробнее.

Образец заводского шва
Самостоятельная сборка аппарата
Аппарат для осуществления контактной сварки состоит из двух узлов:
- Сварочный выносной пистолет;
- Блок питания.
Порядок ручной сборки хорошо демонстрируют многочисленные видео. Процесс изготовления пистолета начинается с того, что следует создать переходник и электроды. Для этого берется текстолитовый лист и из него вырезаются накладки (габариты определяются под собственную руку). Затем нужно просверлить каналы в ламподержателе для проводов. Эти провода будут вести к лампе подсветки.
К готовым накладкам крепится при помощи винтов и двух держателей микропереключатель. Из полосы оргстекла можно изогнуть распорные планки, учитывая при этом их расположение на накладках. Не следует забывать и о размещении проходящего через рукоятку сварочного кабеля.
Конец такого кабеля опаивается, потом вставляется в отверстие переходника и фиксируется винтом. Острые кромки накладок рекомендуется притупить. Важно обмотать рукоятку изоляционной лентой. Готовый вариант, опять же, отлично рассматривается на видео.
Что касается блока питания, то он собирается из реле на сварочном трансформаторе и на тиристоре. Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
К сети первичная обмотка трансформатора подключается посредством диодного моста и включенного в его диагональ тиристора. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
То есть самодельная контактная сварка вполне возможна. После окончания сборки сварочная машина должна быть протестирована. Готовый аппарат (как он выглядит, показывают видео) позволит выполнять многие работы.
Таким образом, при сборке своими руками соответствующего аппарата контактной сварки необходимо запастись вышеуказанными элементами для пистолета, а также для трансформатора. Поскольку именно трансформатор влияет на то, каким будет в итоге аппарат по размерам, именно с него и рекомендуется начать процесс сборки.
zavarimne.ru
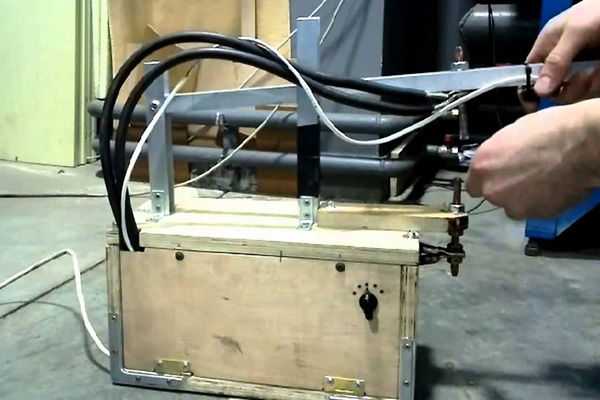
контактная сварка своими руками — делаем споттер дома
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей.

Для осуществления контактной сварки в домашних условиях требуются мощнейшие источники питания.
Немного теории о контактной сварке
Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:
Q = I² • R • T • K,
Рисунок 1. Принципиальная схема аппарата контактной сварки.
где Q — генерируемое тепло, I — сила тока, R — сопротивление проводника, T — время на процесс сварки, K — тепловой коэффициент (табличная величина для различных материалов).
Различия термических характеристик проводников можно представить из следующих примеров:
- Цинк: сопротивление 10,4 Ом; теплопроводность (при 27ºС) 3,98 Вт/м; точка плавления 1115ºС.
- Медь: сопротивление 17,6 Ом; теплопроводность 2,37 Вт/м; точка плавления 680ºС.
- Железо: сопротивление 400 Ом; теплопроводность 0,803 Вт/м; точка плавления 1300ºС.
На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.п.
Вернуться к оглавлению
Виды контактной сварки
Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением.
Схема определения выводов трансформаторов.
Классическую точечную сварку часто называют сваркой-сопротивлением. Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие.
Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах.
Сварку непрерывным оплавлением производят для соединения деталей, когда требуется обеспечить герметичность соединения — например, сварка трубопроводов. При этом электрод, которым производят осадку, непрерывно движется вдоль места будущего соединения. Такой метод часто называют шовной контактной сваркой. В качестве движущего электрода используются ролики.
Отдельно стоит отметить микроточечную сварку, незаменимую при ремонте радиотехники, телефонов, микроволновок и прочей бытовой техники.
Вернуться к оглавлению
Как устроен аппарат контактной сварки
Рисунок 2. Мощность трансформатора должна быть не менее 1 кВт.
Все аппараты контактной сварки состоят из двух основных функциональных узлов: блок питания, обеспечивающий электрический ток необходимой характеристики и выносные электроды, доставляющие этот ток к месту сварки.
Основой блока питания является силовой сварочный трансформатор, понижающий напряжение со стандартных 220 В до примерно 40 В. Коэффициент трансформации должен быть достаточно большим, чтобы обеспечить большую силу тока. Мощность трансформатора должна быть не менее 1 кВт. Для управления процессом к трансформатору присоединено реле времени. Процессом можно управлять и вручную, но это не всегда дает положительный результат.
Выносные электроды часто изготавливают в виде сварочного пистолета. Это удобно, когда необходимо приварить маленькую деталь внутри большого агрегата. Если соединяемые детали будут небольшими, то электроды можно сделать в виде небольшого настольного станка.
Вернуться к оглавлению
Собираем аппарат
Первым делом необходимо выбрать принципиальную схему будущего аппарата. Достаточно простая и надежная схема изображена на рис.1. В качестве силового трансформатора используется высоковольтный трансформатор из старой микроволновой печи. Его можно заменить на ЛАТР (лабораторный автотрансформатор), но в этом случае необходимо оценить его мощность. Основная схема аппарата практически не изменится. Однако главная деталь из микроволновки более доступна и имеет достаточную мощность. Необходимо помнить, что этот трансформатор повышающий, поэтому его вторичная обмотка по количеству витков больше первичной.
Для нашего аппарата потребуется именно первичная обмотка. Вторичную необходимо аккуратно срезать, сделать это можно с помощью ножовки или стамески. Если в трансформаторе есть ограничивающие ток шунты, то их также удаляют.
Положения электрода при сварке.
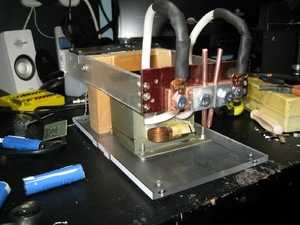
После этого наматывают новую вторичную обмотку. Чтобы ток после трансформатора был более 1000 А для новой обмотки необходим толстый медный провод диаметром не менее 1 см (площадь сечения 100 кв.мм). Можно использовать пучок проводов меньшего диаметра. Необходимо сделать 2-3 витка вторичной обмотки, стараясь общую длину провода сделать наименьшей. Увеличение числа витков ведет к увеличению мощности аппарата. Необходимо помнить, что мощность устройства должна быть ограничена параметрами вашей электросети — слишком большая мощность вызовет падение напряжения и жалобы соседей. Внешний вид переделанного из микроволновки сварочного трансформатора показан на рис.2.
Монтаж остальных деталей принципиальной схемы осуществляется на прочной диэлектрической основе и располагается в одном корпусе с силовым трансформатором. При возможности в него можно поместить вентилятор для охлаждения установки во время работы.
Электроды изготавливают из толстого медного прута. Желательно, чтобы его толщина была соразмерна с сечением провода вторичной обмотки, с концами которой электроды должны быть надежно соединены. Поскольку концы электродов во время работы оплавляются, то их необходимо периодически подтачивать, а со временем и вовсе заменять на новые. Соединение провода с электродом необходимо спаять, чтобы предотвратить снижение мощности из-за окисления контактов.
Крепятся электроды обычно в виде сварочного пистолета. Из текстолита (или схожего материала) вырезаются накладки переходника. Обычно их размеры соответствуют размерам своей руки. К этим накладкам надежно контровочными винтами фиксируются провода и электроды, рукоятки обматываются изоляционной лентой.
Большое значение при производстве контактной сварки имеет сила сжатия между электродами, поэтому рычаг с верхним электродом желательно делать подлиннее, а основание — помассивнее.
Вернуться к оглавлению
Отладка и работа аппарата контактной сварки
Правильно собранный аппарат контактной сварки своими руками начинает работать сразу. Необходимо испытать собранную схему, при необходимости подрегулировать длительность импульса резистором. Самодельная контактная сварка в вашем распоряжении.
Во избежание искрения включайте и выключайте аппарат только при сжатых электродах. Не забывайте о диэлектрических перчатках и защитных очках.
expertsvarki.ru
Контактная точечная сварка своими руками дома, самодельный сварочный аппарат
 Точечная сварка является разновидностью контактной или термомеханической сварки. При этом виде сварки металл разогревается за счёт проходящего через него импульса электрического тока. В результате происходит точечное расплавление металла в месте контакта с медным электродом. После прикладывания сжимающего усилия происходит пластическая деформация в точке расплава, в результате два металла надёжно соединятся друг с другом.
Точечная сварка является разновидностью контактной или термомеханической сварки. При этом виде сварки металл разогревается за счёт проходящего через него импульса электрического тока. В результате происходит точечное расплавление металла в месте контакта с медным электродом. После прикладывания сжимающего усилия происходит пластическая деформация в точке расплава, в результате два металла надёжно соединятся друг с другом.
Содержание материала
Физический закон
Теоретическим обоснованием любой контактной сварки, в том числе и точечной, является закон Джоуля-Ленца. В основании этого закона лежит способность электрического тока выделять тепло при прохожденье через проводник. Закон выражает зависимость выделения этой теплоты от силы электрического тока.
Также рекомендуем прочитать:
В упрощенном виде закон звучит следующим образом: количество теплоты Q, выделяемое в единицу времени t в участке цепи, прямо пропорционально произведению квадрата силы тока I на данном участке и сопротивлению R.
Математически это выглядит так: Q = l²Rt.
В соответствии с этим законом вычисляется предполагаемая сила теплового воздействия электрического тока на точку поверхности свариваемых металлов.
Схема и преимущества точечной сварки
 Такая сварка оказывается возможной за счёт разности уровней сопротивления на границе электрода и металла, с одной стороны, и в месте контакта двух свариваемых металлических поверхностей, с другой стороны. В процессе сварки ток проходит от одного электрода к другому через расположенную между ними металлическую заготовку.
Такая сварка оказывается возможной за счёт разности уровней сопротивления на границе электрода и металла, с одной стороны, и в месте контакта двух свариваемых металлических поверхностей, с другой стороны. В процессе сварки ток проходит от одного электрода к другому через расположенную между ними металлическую заготовку.
Сами электроды должны быть изготовлены из материала, обладающего высокой электропроводностью, в этом случае в месте контакта электрода с металлом сопротивление будет минимальным. Наоборот, в месте контакта двух металлических свариваемых поверхностей сопротивление будет очень большим. Это приведет к очень сильному разогреванию двух поверхностей в точке контакта с электродами. Этот разогрев в конечном счёте приведёт к расплавлению металлов в точке контакта и образованию общего расплавленного ядра. Диаметр такого литого ядра может быть 2−15 мм в зависимости от силы тока и режима сварки.
До тех пор, пока общее расплавленное ядро пребывает в жидком состоянии, две свариваемые металлические поверхности необходимо прижимать друг к другу под довольно большим механическим давлением. Это необходимо для того, чтобы расплавленный металл не вытек из точки расплава. В результате давления по периметру точки расплава образуется плотный защитный пояс, который препятствует вытеканию металла и способствует образованию качественной сварной точки.
 Остывание и кристаллизация металла происходит постепенно, поэтому оказываемое механическое давление нельзя снимать сразу одномоментно. Давление снимается также постепенно по мере застывания металла в точке расплава. Иногда в целях дополнительной проковки точки сварки для устранения неоднородностей механическое давление, наоборот, усиливают к моменту окончательного застывания металла.
Остывание и кристаллизация металла происходит постепенно, поэтому оказываемое механическое давление нельзя снимать сразу одномоментно. Давление снимается также постепенно по мере застывания металла в точке расплава. Иногда в целях дополнительной проковки точки сварки для устранения неоднородностей механическое давление, наоборот, усиливают к моменту окончательного застывания металла.
Данный вид сварки обладает рядом несомненных достоинств, которые выгодно отличают её от других видов сварочных соединений:
- Отсутствие вспомогательных материалов в виде специальных расходных электродов, флюсов и присадок.
- Крайне малая остаточная деформация в месте сварки.
- Простота и удобство эксплуатации сварочного аппарата.
- Очень высокая производительность.
Единственный недостаток у этого вида сварки — отсутствие герметичности шва, что в определённых случаях не является необходимым условием.
Точечный сварочный аппарат своими руками
Самым простым для самостоятельного изготовления является аппарат точечной сварки с нерегулируемой силой тока. В этом случае сила воздействия регулируется посредством изменения продолжительности электрического импульса. Для этого используют либо реле времени, либо выключают аппарат из сети посредством выдёргивания вилки из розетки.
Сердцем любого аппарата для точечной сварки является силовой трансформатор, обладающий большим коэффициентом трансформации, то есть способный изменять силу тока в больших пределах. Идеальным для этих целей является повышающий трансформатор от микроволновой печи мощностью от 1 кВт. Такие трансформаторы в микроволновках должны работать для питания магнетрона.
С помощью такого трансформатора можно будет варить стальные листы толщиной до 1 мм, что для бытовых нужд вполне достаточно. Если же возникнет необходимость в сварке более толстых листов, то мощность аппарата можно увеличить за счёт увеличения количества таких трансформаторов, соединяя их друг с другом последовательно.
Трансформатор от микроволновки, прежде чем его можно использовать в качестве сварочного, должен претерпеть некоторые изменения в своей конструкции: превратиться из повышающего в понижающий. Дело в том, что для работы магнетрона микроволновой печи требуется крайне высокое напряжение порядка 4500−5000 В. Как следствие этого, все трансформаторы, питающие магнетроны микроволновок, являются повышающими.
То есть на первичной обмотке такого трансформатора витков меньше, чем на вторичной. При этом толщина обмоточного провода на первичной обмотке больше. Необходимо сделать всё наоборот: толщину обмоточного провода на вторичной обмотке сделать толще, а количество витков уменьшить, тем самым превратив повышающий трансформатор в понижающий.
Говоря практическим языком, от этого трансформатора нам нужен только его магнитопровод и первичная обмотка. Обмотка вторичная подвергается беспощадной демонтировке с помощью ножовки или болгарки. После того как выступающие части вторичной обмотки будут срезаны, необходимо её остатки высверлить из магнитопровода с помощью дрели. Во время проведения всех этих манипуляций необходимо внимательно следить, чтобы ни в коем случае не повредить обмотку первичную и сам магнитопровод.
После окончания демонтажа вторичной обмотки необходимо намотать новую вторичную обмотку. Для этого нам понадобится толстый медный провод диаметром минимум 1 см. Такая толщина необходима для возможности протекания очень большого тока до 1000 А. При этом длина такого провода должна быть минимальной, чтобы максимально уменьшить возможное сопротивление (чем длиннее провод, тем выше сопротивление).
Провод наматывается в виде двух-трёх витков. Чем больше витков, тем выше выходное напряжение, и, соответственно, повышается мощность аппарата. Но как правило, достаточно двух витков, чтобы получить на выходе около 2 В, что вполне хватит для сварки. Слишком мощный аппарат будет забирать практически всю электроэнергию из сети на себя, что будет приводить к падению напряжения, срабатыванию предохранителей, отключению освещения и прочим неприятностям, особенно если вы живёте в многоквартирном доме, и за стеной живут ваши соседи.
Медные многоразовые электроды
Электроды, как клещи, охватывают две детали с двух сторон, и, подобно пистолету, выстреливают импульсы электрического тока. В качестве сварочных электродов чаще всего применяются медные прутки или стержни различного диаметра. Специалисты советуют для этой цели использовать бериллиевую бронзу с добавками циркония. Но в любом случае важной характеристикой является точка контакта электрода с поверхностью металла. Чем площадь контакта меньше, тем более качественной будет сварка в этом месте, и тем дольше прослужат электроды. Поэтому все электроды, неважно из какого конкретно металла они изготовлены, необходимо регулярно очищать и затачивать в месте их контакта с металлом.
Толщина электрода не должна быть меньше толщины провода. Для маломощных аппаратов в качестве электродов можно использовать медные жала мощных паяльников.
Длина провода соединяющего трансформатор и электроды должна быть минимальной, и важно, чтобы не было никаких промежуточных соединений, так как все эти соединения в итоге приводят к возникновению ненужных сопротивлений и, как следствие, к потере мощности.
На оба конца провода надеваются медные наконечники, к которым непосредственно прикрепляются электроды. Наконечники лучше не обжимать вокруг провода, а спаять с ним. Дело в том, что обжим приводит к уменьшению сечения провода, что, в свою очередь, приводит к увеличению сопротивления и к потере мощности. Кроме того, в месте контакта провода и наконечника очень быстро происходит окисление меди, что может привести в итоге к прекращению работы трансформатора из-за сильной потери мощности.
Пайка таких толстых контактов — дело далеко не простое, но облегчить задачу может покупка специальных уже залуженных наконечников для пайки.
Управление аппаратом
Органами управления данного аппарата являются прижимной рычаг и выключатель:
 Необходима большая сила сжатия, которая должна обеспечить хороший контакт между электродами и свариваемыми металлическими листами. В силу этого у прижимного рычага должна быть довольно длинная и прочная ручка. А сам аппарат должен иметь возможность жёсткого закрепления к поверхности массивного станка.
Необходима большая сила сжатия, которая должна обеспечить хороший контакт между электродами и свариваемыми металлическими листами. В силу этого у прижимного рычага должна быть довольно длинная и прочная ручка. А сам аппарат должен иметь возможность жёсткого закрепления к поверхности массивного станка.- Для усиления прижимного воздействия можно использовать не только рычажную конструкцию, но и рычажно-винтовую. В этом случае между рычагом и основанием устанавливают дополнительную винтовую стяжку.
- Выключатель должен устанавливаться в цепь первичной обмотки. Если его установить в цепь вторичной обмотки, то ввиду очень большого тока возникнет очень сильное сопротивление, что в итоге приведет к расплавлению контактов выключателя и к выходу его из строя. Очень удобно расположение выключателя на самом прижимном рычаге. В этом случае можно одной рукой осуществлять одновременно прижатие электродов и включение электрического тока.
Особенности эксплуатации
Перед началом сварочных работ необходимо предварительно подготовить свариваемые металлические поверхности. А именно очистить поверхности от окислений и загрязнений с помощью напильника и наждачной бумаги. Иногда для этих целей применяют специальную протравочную жидкость:
 Подачу электричества необходимо проводить только после плотного прижатия электродов. В противном случае возникает сильное искрение, которые приводит к интенсивному окислению электродов и к преждевременному выходу их из строя.
Подачу электричества необходимо проводить только после плотного прижатия электродов. В противном случае возникает сильное искрение, которые приводит к интенсивному окислению электродов и к преждевременному выходу их из строя.- Обязательно необходимо использовать принудительное охлаждение аппарата с помощью вентилятора либо постоянно визуально контролировать температуру как самого трансформатора, так и всех токопроводов и электродов и делать регулярные перерывы в работе, чтобы охладить излишне разогретые компоненты.
- Качество самой сварки в первую очередь зависит от визуального контроля за сварной точкой в зависимости от изменения её цвета и увеличения или уменьшения длительности токового импульса. Это является нарабатываемым практическим навыком и целиком зависит от количества проведённых сварочных работ.
101sovet.guru