Самодельный серебряный припой – Серебряный припой своими руками: физико-химические свойства
alexxlab | 30.04.2020 | 0 | Вопросы и ответы
Серебряный припой своими руками

Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
- ломик для серебра;
- другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
- весы;
- ложечка;
- кусачки;
- ножницы;
- наждачка;
- горелка газовая;
- лопаточка;
- фальцы;
- ингус.

Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной. Поэтому на это потратить придется некоторое количество времени, но результат однозначно того стоит. Однако стоит помнить, что составляющие постепенно выгорают и происходит испарение, если процесс окажется слишком долгим. Потом можно вливать полученную смесь в ингус, а затем раскатывать без отжига. Чтобы сделать припой жесткого типа, необходимо использовать материал в определенных пропорциях:
- 80 % серебра;
- 16 % меди;
- 4 % цинка.
Средний по жесткости:
- 75 % серебра;
- 22 % меди;
- 3 % цинка.
Для создания мягкого припоя:
- 65 % серебра;
- 20 % меди;
- 15 % цинка.

Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
- Для начала необходимо подготовиться к расплавлению в ложке.
- Добавить остальные ингредиенты.
- После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы. Это очень важно, ведь при большей глубине процесс будет длительнее.

Точный все ингредиентов и их сортировка
Один рецепт подразумевает точное содержание следующих ингредиентов:- 20 г серебра 916 пробы;
- лома серебра 875 пробы;
- 12 г чистого серебра;
- металлы;
- бура;
- газовая горелка.
Металл для создания припоя рекомендуется распределять маленькими отдельными кучками. Потом все происходит в зависимости от использованного рецепта и тщательным образом смешивается. Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Необходимо расположить ингус недалеко от процесса. Для начала его следует смазать при помощи воска, а затем подогреть, ведь материал нельзя помещать из горячей в холодную емкость. При подогревании состав должен находиться в одинаковой температуре, поэтому как только необходимая консистенция достигнута. Он сразу переливается в ингус. После того, как припой станет нужной формы. Нужно подставить его в холодную воду. При полном охлаждении брусок вытаскивается. Следует помнить, что картон в ложке может выдержать не более пяти процессов такого рода, потом его необходимо поменять.
svarkagid.com
Способ пайки серебряным припоем с горелкой
Пайка серебром — не самый распространенный способ для соединения деталей, поэтому не все мастера знают про него. Автор видеоканала «николай чернак» посвятил этому методу отдельное видео.
При пайке серебром получается очень качественное соединение, но не боится коррозии. Будем паять серебряным припоем. Используется кислородно-пропановая горелка. Будем соединять два куска меди. Серебро является тугоплавким металлом, поэтому надо хорошо прогреть обе детали. Температура 900 градусов.

Когда детали хорошо прогреты, видно красноватый цвет. Отводим в сторону горелку. Нагреваем детали вместе с припоем. Для надежности еще раз проводим температурную обработку.
Как приготовить серебряный припой
По мнению автора канала «Ювелирная мастерская» серебряный припой относится к средним по степени плавкости. Подходит для соединения цепей, для ремонта, изготовление других изделий.
Чтобы приготовить этот сплав для пайки, нужно серебро из расчёта 3 грамма 999 пробы и 1 грамм латуни. В представленном случае возьмем 6 грамм серебра, 2 грамм латуни. Теперь этот состав нужно сплавить. Используем вертикальную изложницу — форму, в которой будем готовить плоский слиток. Потом его будем развальцовывать в тонкую пластину и нарезать.
Сначала прогреваем изложницу. Немного смазываем воском. Теперь плавим смесь металлов. Выливаем жидкий металл в изложницу. Теперь нужно протереть заготовку от излишков воска. Развальцовываем металл. Мастер привык работать с нарезным, проволочным он не пользуется.
Тут о том, как сделать работу радиолюбителя бездымной.
izobreteniya.net
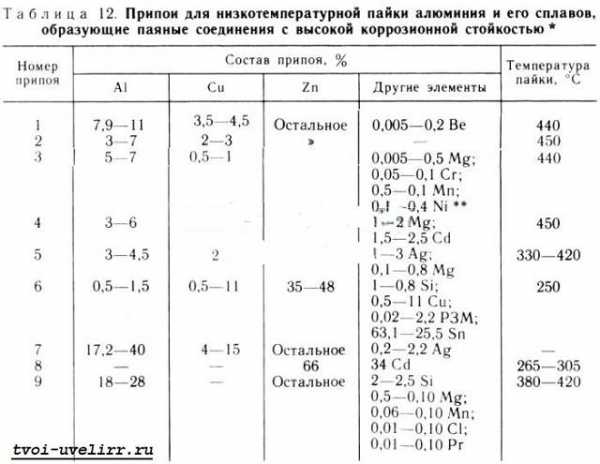
Пайка металлов серебряными припоями в пламени газовой горелки
Припои и флюсы
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
Марки и их обозначения | Химический состав | ||||||
Ag | Cu | Примеси | Zn | ||||
нормальное содержание в % | допуск в % | нормальное содержание в % | допуск в % | Pb не более в % | всего не более в % | ||
ПСр-10 | 10 | ±0,3 | 53 | ±1 | 0,5 | 1 | Остальное |
ПСр-12 | 12 | ±0,3 | 36 | ±1 | 0,5 | 1 | |
ПСр-25 | 25 | ±0,3 | 40 | ±1 | 0,5 | 1 | |
ПСр-45 | 45 | ±0,5 | 30 | ±0,5 | 0,3 | 0,5 | |
ПСр-65 | 65 | ±0,5 | 20 | ±0,5 | 0,3 | 0,5 | |
ПСр-70 | 70 | ±0,5 | 26 | ±0,5 | 0,3 | 0,5 | |
Свойства
Марки и их обозначения | Температура плавления в °С | Температура пайки в °С | Удельный вес в литом состоянии | Электропроводность в % (медь—100%) |
ПСр-10 | 820 | 870 | 8,55 | 20,5 |
ПСр-12 | 875 | — | 8,5 | — |
ПСр-25 | 765 | — | 8,9 | — |
ПСр-45 | 675 | 745 | 9,15 | 24,4 |
ПСр-65 | 740 | — | 9,6 | — |
ПСр-70 | 780 | 775 | 9,8 | 77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
Промежуточные припои для специальных работ
При пайке сложных узлов и деталей в точном приборостроении чаще всего пользуются серебряными припоями, указанными таблице выше.
Следует отметить, однако, что в последнее время эти серебряные припои не в полной мере удовлетворяют требованиям производства. В сложных по конструкции узлах требуется ступенчатая твердая пайка, которую при использовании газовой горелки нельзя производить одним припоем, так как запаянные ранее узлы вследствие близкого расположения швов друг от друга распаиваются при нагревании. Поэтому появилась потребность в промежуточном припое, который имел бы температуру плавления 500—600°С. Такой припой был разработан и получен в лабораторных условиях и при испытании дал хорошие результаты. Пайка узлов значительно облегчилась. Состав нового припоя следующий:
серебра — 30%
цинка — 16,7%
меди — 20%
кадмия — 33,3%
Температура плавления 500—560°С. Применяется этот припой только для пайки изделий, не подвергающихся вибрациям, так как он хрупок.
При тщательной рихтовке длинных труб после пайки их припоем ПСр-45 в местах пайки по шву получались трещины. Чтобы не допустить возникновения трещин, был разработан другой специальный припой следующего состава:
серебра — 52%
меди — 28%
цинка — 20%
Этот припой очень жидкотекуч; швы, спаянные им, выдерживают неоднократные вибрационные нагрузки. Он хорошо зарекомендовал себя при сложных пайках с последующими рихтовальными работами вблизи швов.
Приготовление флюсов
Большое значение для пайки металлов имеют флюсы. Флюс очищает соединяемые поверхности от грязи, растворяет или восстанавливает окисные пленки на них, защищает металл от окисления во время пайки. Другое важное назначение флюсов — понизить поверхностное натяжение в жидком металле (расплавленном припое). Увеличение под влиянием флюсов жидкотекучести припоя и смачиваемости металла припоем значительно улучшает качество пайки. Флюсы нужно подбирать таким образом, чтобы они не оказывали вредного химического воздействия на поверхность металла и не растворялись в нем.
В приводимой ниже таблице указаны важные для пайки физические свойства некоторых флюсов.
Физические свойства некоторых флюсов:
Свойства | B2O3 | Na2B3O7 | LiF | KF | NaF | CaF2 | LiCl | KCl | CaCl2 | NaCl |
Температура | 577 | 741 | 842 | 846 | 988 | 1375 | 606 | 768 | 775 | 800 |
Температура кипения | — | — | 1676 | 1505 | 1695 | — | 1382 | 1417 | — | 1439 |
Теплота образования в больших калориях | 282 | — | 144,7 | 134 | 136 | 289 | 92 | 105,6 | 191 | 97,7 |
Удельный вес | 1,8 | — | 2,6 | 2,4 | 2,7 | 3,16 | 2,1 | 2,8 | 2,15 | 2,2 |
Таблица заимствована из книги Г.И. Погодина-Алексеева «Теория сварочных процессов», Машгиз, 1945.
При пайке с помощью газовой горелки в качестве флюса обычно применялась прокаленная бура, которая вводилась в место спая в виде порошка. Однако этому флюсу присущ серьезный недостаток: имея высокую температуру плавления, он долго сохраняет порошкообразное состояние и поэтому легко сдувается с соединяемых поверхностей пламенем газовой горелки, в результате чего появляется необходимость дополнительной обработки поверхности деталей и мест спая.
Чтобы флюс оставался на спаиваемой поверхности, буру кипятят в воде, затем кистью наносят полученный раствор на места соединения и дают ему высохнуть. На поверхности остается плотно прилегающий к металлу белый слой буры, который не дает окисляться ранее зачищенным местам пайки.
Однако при пайке мелких деталей, требующих высокой точности, паяльщики неохотно пользуются этим флюсом, так как высокая температура плавления буры усложняет работу. Так, например, при пайке припоем ПСр-45, имеющим более низкую температуру плавления, чем бура, может произойти зашлакование флюса.
В результате многочисленных опытов в настоящее время разработан и применяется флюс в виде жидкой пасты, замешенной на воде или спирте (лучше на спирте), который имеет следующий состав:
буры — 50%
борной кислоты — 35%
> фтористого калия — 15%
Технология приготовления флюса такова:
1) обезводить фтористый калий на противне из нержавеющей стали при температуре 250° С в течение 4—5 час;
2) отвесить компоненты флюса согласно рецептуре, тщательно перемешать их и расплавить;
3) размешать расплавленный флюс фарфоровым или стальным стержнем и вылить на стальную плиту;
4) разбить флюс на куски и размолоть в фарфоровой шаровой мельнице до состояния пудры;
5) просеять через сито № 0,25—0,14 и собрать в стеклянную банку с притертой или резиновой пробкой, так как флюс гигроскопичен.
Использование этого флюса дает неплохие результаты.
При нагреве примерно до 600°С флюс расплавляется, образуя очищенное место для припоя. Припой не растекается по всей поверхности, а остается только там, где был раньше нанесен слой флюса. Чем ровней и аккуратней будет нанесен флюс на спаиваемую поверхность, тем больше можно сэкономить припоя.
Для пайки деталей, у которых при зачистке торцевых соединений в местах заполнения зазоров по шву не должно быть в припое никаких раковин, применяется специальный флюс, состоящий из равных частей тетрафторбората калия, фтористого калия и борной кислоты.
Необходимый для приготовления этого флюса тетрафторборат калия приготовляют двумя способами.
Способ I. В платиновую чашку помещают фтористый калий и растворяют в 20%-ной плавиковой кислоте. При этом протекает реакция:
KF+HF=KHF2
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. По растворении фтористого калия полученный раствор выпаривают на песчаной бане до образования кристаллов калия фтористого кислого (KHF2), которые вместе с раствором охлаждают. Затем кристаллы отделяют от раствора при помощи воронки Бюхнера, промывают их 2—3 раза спиртом и сушат.
После этого приготовляют концентрированный раствор борной кислоты, который помещают в платиновую чашку, и при помешивании прибавляют к нему ранее полученную сухую соль калия фтористого кислого.
При этом протекает следующая реакция:
2KHF2+h4BО3=KBF4+КОН+2Н2O
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. Полученный раствор выпаривают на песчаной бане до образования осадка тетрафторбората калия (KBF4), который вместе с раствором охлаждают, а затем отделяют от раствора при помощи воронки Бюхнера, промывают несколько раз дистиллированной водой и сушат в сушильном шкафу при температуре 100°С в течение 45—60 мин.
Способ II. В платиновой чашке или в стеклянном стакане, покрытом внутри парафином, растворяют борную кислоту в 20%-ном растворе плавиковой кислоты до получения насыщенного раствора.
При этом протекает реакция:
h4BO3+ 4HF=HBF4+3h3O
Процесс насыщения ведут при комнатной температуре, для чего чашку или стакан охлаждают холодной водой. К полученному раствору борфтористой кислоты добавляют насыщенный при нагревании раствор KCl или KNO3 или K2CO3 до прекращения выделения осадка тетрафторбората калия.
При этом протекает следующая реакция:
HBF 4+КСl=KBF 4+НСl
Осадок тетрафторбората калия отсасывают при помощи воронки Бюхнера, промывают водой до тех пор, пока промывная жидкость не будет давать реакцию (при помощи азотнокислого серебра) на ион хлора, и сушат в сушильном шкафу при 100°С в течение 45— 60 мин.
Описанный флюс с тетрафторборатом калия имеет существенный недостаток — он не ложится на горячие детали. Поэтому подготовку к пайке приходится вести с заранее зафлюсованными и еще холодными деталями.
Другой недостаток этого флюса состоит в том, что он широко расплывается от шва по наружной поверхности, а это ведет к излишнему расходу припоя.
Для пайки ответственных узлов, требующих чистоты и полного пропая шва, применяется также флюс, состоящий из:
тетрафторбората калия — 70%
буры — 30%
Этот флюс дает неплохие результаты и относительно прост в изготовлении.
handicraftcman.blogspot.com
Чем и как паять серебро в домашних условиях?
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях. 
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
- цинк 30 %;
- медь 25 %;
- серебро 45 %.
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.

Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
fb.ru
Припой для пайки | Твой ювелир
Припой – это вещество, без которого процесс пайки невозможен. Точнее это сплав или металл, который имеет температуру плавления ниже, чем заготовки, которые нужно соединить в единое целое. Чаще всего используются сплавы на основе следующих металлов: свинец, олово, медь, кадмий, никель.

Припой для пайки может служить очень длительное время, если соблюдать все рекомендации и технологию использования. Многое зависит и от окружающей среды, что также необходимо учитывать. Припои для пайки могут иметь различный вид: гранулы, пруты, порошки, фольга.
Состав припоя
Выбор припоя зависит от вида работ, которые планируются. В основном, целью процесса спайки является создание прочного шва, который бы мог прослужить десятилетиями, а в некоторых случаях требуется даже создание герметического шва; или для создания электропроводного контакта, отличающегося малым переходным сопротивлением.
Процесс спаивания заключается в нагреве места, где соединяются элементы и самого припоя. Как известно, температура плавления самого припоя должна быть ниже, поэтому он переходит в жидкое состояние и растекается, а в это время основной материал изделия остаётся в первоначальном состоянии, он не изменяет своей структуры и остаётся твёрдым.

В месте, где припой в жидком состоянии соприкасается с твёрдым металлом, происходит целый ряд физико-химических реакций и процессов. Основным является диффузия, при котором элементы припоя проникают в состав металла и твёрдый металл как бы растворяется в припои. В результате получается промежуточный слой, который после охлаждения и затвердевания станет связующим звеном и соединит компоненты в одно целое.
Правильный выбор припоя учитывает целый ряд факторов и особенностей. Здесь важно обратить внимание на физико-химические свойства металла, который используется для спаивания, ожидаемую прочность в результате спаивания, подверженность коррозионным изменениям, и конечно стоимость припоя.
Нередко стоит обращать своё внимание и на удельную проводимость, которой обладает припой, так как это может оказаться ключевым фактором и залогом хорошего результата кропотливой работы.
Классифицируют припои по различным признакам, наиболее известная это классификация по температуре плавления. В этом случае припои делят на два класса: мягкие припои и твёрдые припои.
Для осуществления пайки мягкими припоями достаточно температуры до 300° С, в то время как пайка твердыми припоями происходит при температуре свыше 300° С. Следует также заметить,что для пайки мягкими припоями характерен предел прочности при растяжении 17-100 МПа, а для пайки припоями второго класса этот показатель составляет 100-500 МПа.
Для пайки используют также флюсы. Флюс – это смесь веществ. Флюс может быть по происхождению органическим, либо же иметь неорганическую природу. Служит такое вещество для избавления, очищения от оксидов на поверхности. Пайка припои флюсы — это три взаимосвязанных понятия. Флюсы улучшают растекание и смачивание поверхностей спаиваемых элементов, а также выполняют защитную функцию от воздействия окружающей среды.
Как и из чего сделать припой для пайки золота
Конечно, самый простой способ – это купить припой для пайки в специализированном магазине. Цена припоя для пайки конечно разная и зависит от вида припоя, но в принципе, она доступна для большинства. Однако, это вовсе не значит, что припой для пайки нельзя изготовить самостоятельно.
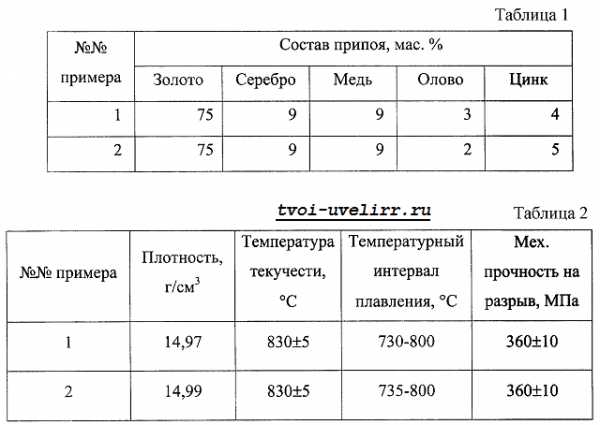
Работа с золотом – это кропотливый, трудоёмкий процесс, поэтому к выбору припоя стоит относиться крайне внимательно. Чтобы приготовить припой самостоятельно потребуется: Золото 75,0% , Медь 9% ,Серебро 9% , Кадмий 4% , Цинк 3%. Все металлы раскатываются до тонких пластин, практически до фольги. Теперь необходимо сделать рулон.

Сначала кладётся полоса меди, затем золото, серебро, кадмий и цинк. Затем все пластины скручиваются вместе в сторону цинка, таким образом, чтобы медь оказалась наружи, а цинк с внутренней стороны.
После чего разогревается тигель до красна и параллельно флюсуется этот пакет-рулон, кладётся в разогретый тигель и плавится. Процесс должен протекать быстро. Когда металл расплавится и побежит по кругу, это будет означать, что припой перешел в стадию готовности и его можно использовать для пайки изделий из драгоценного металла.
Как и из чего сделать припой для пайки серебра
Процесс приготовления можно условно разделить на три этапа – приготовление плавильной ложки к использованию, введение добавки флюса, погружение шихты в ложку, плавление вещества и заполнение ингуса. Потребуется: серебряный лом с высокой пробой; а также лом более низкой пробы; медь; чистое серебро.
Шихту разделяют приблизительно по 15-18 грамм на отдельные части. Далее соединяют лом и серебро. Шихту нужно предварительно очистить магнитом от всякого рода примесей. Добавление меди происходит при приготовлении самого припоя. Пропорция должна соблюдаться в соотношении 4:1. Флюсом будет выступать буру.
Затем переходим к этапу, на котором производят плавление, серебро меняет окраску и становится другого цвета и стекает. Расплав выливают в ингус, затем помещают его под холодную струю воды для охлаждения. После этого извлекают брусок. Изготовление припоя своими руками не менее важный и интересный процесс, чем сам процесс пайки серебряным припоем.
Как и из чего сделать припой для пайки меди
Припой для пайки меди в своем составе может содержать такие металлы как олово, серебро, цинк, свинец или медь. Наибольшей популярностью пользуются серебряные, медно-фосфорные, медно-серебряно-цинковые. Флюс не используется для последних двух случаев. Припои для пайки меди являются одним из наибольших классов и пользуются значительной популярностью. Такого рода припой очень часто используются в качестве припоев для пайки медных труб.
Пайка медных труб твёрдым припоем служит альтернативным и надёжным способом соединения труб, которое характеризуется высоким качеством и прочностью шва. В основном используется такой сплав твёрдой пайки как BCuP, а также Bag. Они очень хорошо обеспечивают надёжность места соединения.
Как и из чего сделать припой для пайки алюминия

Припой для пайки алюминия, наверное, один из самых простых в изготовлении, так как не содержит много компонентов. В состав припоя входит 39% олова, 59% цинка и 2% меди. Такой припой можно изготовить самостоятельно, если имеется соответствующее оборудование, а можно купить припой для пайки алюминия уже готовый и воспользоваться им. В магазинах, как правило, представлен широкий выбор припоев для алюминия различной марки, что соответствует качеству.
tvoi-uvelirr.ru
Советы как паять серебро в домашних условиях
Соединение деталей или ремонт трещин в ювелирных изделиях, элементах электротехники требует использования разных материалов и технологий, исходя от выбора инструмента (паяльника или газовой горелки). Перед тем, как паять серебро, следует ознакомиться с техническими параметрами процесса:
- Оптимальная температура плавления серебра 960 гр. (изделия из меди и золота плавятся при нагреве до 1083 и 1063 гр. соответственно).
- Для работы используются серебряные припои: ПСр-25, ПСр-10, ПСр-12. Их маркировка включает буквенные и цифровые знаки (они сообщают о процентном соотношении серебра в припоях). С увеличением требований к прочности, стойкости к коррозийным образованиям, требуется повышенное содержание серебра в припоях, до 70%. Например, сплав ПСр-12 позволяет создавать качественные швы на патрубках, коллекторах, штуцерах и прочих изделий, содержащих от 58% меди. Среди современников популярен сплав ПОС-40, состоящий на 40% из олова и 60% из свинца. Заменитель ПОС-40 включает 2,5% серебра, оставшуюся часть составляет свинец.
- При работе с ювелирными изделиями важным критерием выступает использование высокотемпературного припоя, соответствующего пробе металла, или низкопробных материалов с включением серебра в состав. Применение олова для соединения серебряных деталей может вызвать в дальнейшем трудности при ремонте. Не проинформированный мастер может начать пайку с помощью высокотемпературного припоя. Как результат – изделие сгорит.
Пайка серебряных деталей помощью паяльника
Пайка предусматривает создание неразъемных соединений металлических изделий, с использованием серебра и легкоплавких материалов (их температурный режим для плавления ниже основных заготовок).
Особенности проведения работ:
- При пайке электронных систем с включением серебра в составе следует воспользоваться припоем ПОС-60, с температурой плавления в 180 гр. На рынке встречается тиноль в виде тоненьких трубок, наполненных смолой. Она используется в качестве флюса, предотвращающего возможность образования окиси на металле.
- Дальнейшая защита рабочей поверхности деталей, предусмотренных для пайки, требует удаления образовавшейся за длительный период оксидной пленки. Это обеспечит достижение высокого качества внутренних соединений материала с серебром.
- Соединяемый участок следует разогреть до температурного режима, превышающего верхний предел плавления припоя. Из-за слабой мощности паяльника возможно образование трудностей при прогреве изделий с низкой теплопроводностью.
- Для обеспечения качественной защиты соединений от проникновения воздуха, следует воспользоваться колофонием, способным создать защитную пленку на участке, где планируется осуществление пайки. В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.

Как подготовить паяльник?
При первом подключении паяльника к сети возможно образование дыма. Это свидетельствует о выгорании масел, которые служат для консервации прибора. Достаточно обеспечить проветривание помещения. При подготовке наконечника, допускается его создание в виде отвертки, что придаст плотности и высокой стойкости к износу. Для создания острых или усеченных конусов, четырехгранных пирамид, угловых скосов с одной стороны можно заточить паяльник наждаком или напильником. Предохранить медь от окисления позволят никелевые покрытия. Для пайки мелких деталей оптимальным решением станут острые конусные или ножевые формы наконечников.
Инструкция по работе с паяльником, оснащенным медным жалом без покрытия, требует его лужения для предупреждения окислений и износа. В противном случае возможно образование тонкого слоя окалины, и припой не будет прилипать к нему. Лужение «жала» осуществляют путем разогревания паяльника до рабочей температуры, касанием «жала» к канифоли, расплавления на нем припоя и растирания о деревяшку. Эти меры предосторожности позволяют сократить постепенное разъедание флюсом и растворение жала припоем.

Выбор припоя
Припой для серебра продается в специализированных магазинах. Предпочтительны тугоплавкие варианты с температурой плавления от 240 гр. Рекомендованы сплавы с маркировкой ПСР2 и ПСР-2,5 или специализированная паста для пайки.
Допускается изготовление припоя своими руками. Они включают в состав серебро 45%, медь 25% и цинк 30%. Плавление компонентов обеспечивается в муфельной печи под флюсом. Готовую смесь выливают на подложку с дальнейшим пропусканием через вальцовочный станок, что позволяет получить листочки толщиной 0,5 мм. Для пайки используют полосы шириной 1-3 мм, от которых отрезают куски заданной длины. В процессе пайки на соединяемый участок воздействует атмосферный воздух. Предотвратит окисление и другие негативные реакции позволит флюс (колофоний). При нагревании припоя флюс равномерно распределяется по металлическому покрытию, изолируя участок сварки.

Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ – для крупных изделий.

Советы по пайке электроинструментом
Если припой не течет, а мажется – детали недостаточно разогреты, следует воспользоваться более мощным прибором или разогреть паяльник до заданной температуры.
Не рекомендуется наносить большое количество припоя. Для создания качественной пайки следует предусмотреть на соединяемом участке оптимальный объем материала, обеспечивающим легкую вогнутость шва. При слишком большом количестве припоя, правильным решением станет его удаление.
О качестве спая сообщает его оттенок. Высшее качество – спай обладает ярким блеском. Недостаточный уровень температуры придает зернистой структуры, губчатая поверхность – брак. Пережженный припой имеет матовый оттенок и обладает низкой прочностью.
Использование активных (кислотных) флюсов требует обязательного смывания их остатков после пайки. Этому послужит моющее средство или обычное щелочное мыло. В обратном случае возможно разрушение металла от оставшихся кислот.
Важно знать! Паяльники идеально подходят для свинцовых припоев с более низким температурным режимом. С целью предотвращения порчи ювелирных изделий оптимальным вариантом станет применение газовой горелки.

Пайка серебра газовой горелкой
Для проведения качественного ремонта следует запастись:
- Изолирующим огнеупорным основанием (кирпичом или асбестовой плитой).
- Серебряным припоем.
- Флюсом.
- Травильным кислотным раствором.
- Серной печенью.
- Маленькой кистью.
- Кусачками.
- Пинцетом.
- Газовой горелкой.
- Медными щипцами.
- Чистой тканью.
Подготовка рабочего места
До начала работ требуется предусмотреть наличие вентилятора, позволяющего проветрить помещение при необходимости. С целью уменьшения количества дыма, специалисты рекомендуют открыть окна и включить вентилирующее устройство. Важно держать сильные струи далеко от участка проведения работ. В противном случае процесс охлаждения может привести к образованию трудностей в процессе пайки.

Подготовка пинцета и медных щипцов позволит справиться с высокотемпературным режимом. Последние не образуют коррозию и не влияют на качество травильного раствора. Пинцет служит для удержания серебряных элементов. Допускается изготовление пинцета из любого металла.

Для принятия мер предосторожности важно предусмотреть очки и фартук. Первые предотвращают попадание в глаза случайных брызг. Наличие джинсового или холщового фартука способствует минимизации вероятности возгорания одежды. Не рекомендовано использование свободных или свисающих вещей. Приступая к работе, следует подвернуть длинные рукава и галстук, скрыть длинные волосы.

При подготовке емкости с водой, используемой для ополаскивания серебра по окончанию процесса, важно предусмотреть наличие достаточной глубины, позволяющей разместить изделие целиком.

Приобретая «затравку» или кислотный раствор, следует убедиться в наличии маркировки для серебра. Она обычно поступает в продажу в виде порошка. До начала пайки порошок растворяют в воде и разогревают в кастрюле или специальном травильном горшке. Исключено применение кастрюли, микроволновки или духовки, предусмотренной к повторному применению для изготовления пищи. После травильного раствора возможно образование металлического запаха или следов токсичных материалов. Не рекомендуется взаимодействие стали с травильным раствором. Готовый раствор хранят до 3 недель.

Подготовка флюса своими руками
Для осуществления процесса требуется бура, ее засыпают в стакан, заполняют водой и прогревают через водяную баню. Полученной смеси дают остыть. Для размельчения образовавшихся кристаллов используют ступку.
При покупке флюса, оптимальным решением станет вариант общего назначения, или для «наплавки» (паста, жидкость). Его назначение заключается в очистке серебряного покрытия и теплопередаче. Он способствует удалению окиси, затрудняющей процесс соединения. Флюс для «наплавки» позволяет соединять детали при высоком температурном режиме, с химическим изменением поверхности.
Поэтапная инструкция
Качественная пайка серебра в домашних условиях производится ацетиленовой горелкой с плоским наконечником (заостренный вариант не подходит из-за быстрого отвода тепла, маленькая насадка грозит медленным нагреванием), весь процесс требует проведения ряда этапов:
- На огнеупорном основании размещают детали, предусмотренные для пайки. Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
- После очистки поверхности от оксидных пленок, следует покрыть детали с помощью тонкого слоя флюса. Допускается присыпка флюсом или приготовление необходимого количества кашицы с водой. Ее наносят кистью.
- Пайка. На участке, где будет производиться сварка, следует разместить кусок припоя. Оптимальные размеры составляют 2х2 или 2х1 мм. Толщину 0,5 мм делят на части до получения желаемого размера. В работе требуется использование кусачек или бокорезов.

- Газовую горелку подводят к боковой части изделия. Осторожно прогревают участок, где будет производиться сварочное соединение. Важно следить, чтобы поток горячего газа не повлиял на перемещение припоя и флюса, контролировать равномерное прогревание. В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.
- Для заполнения трещин, следует воспользоваться «легким» серебряным припоем с небольшим включением серебра, это обеспечит процесс плавления при более низком температурном режиме. Соединить две части вместе поможет «средний» или «твердый» припой с большим включением серебра, что обеспечит создание более крепкого соединения.
- Финишная обработка требует очистки изделий от флюса. Лишний припой удаляют наждачной бумагой или надфилем. Остается покрыть поверхность кислотным раствором для почернения и осветления.
Внимание! Обработку серебра можно производить с помощью тинолей, отличающихся низким уровнем серебра в составе.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении. Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс. Это исключает необходимость в покрытии припоем всей длины щели.

Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления. Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии.

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Отзывы пользователей
Олег Чернов, 44 года, Москва
Серебряный припой, флюс и горелку покупал на Митинском рынке. Рекомендую брать горелку, так как паяльник не дает требуемой температуры. Портативные горелки диаметром 8 мм и длиной 75 см заправляются баллончиками для газовых зажигалок. Флюс – бура, можно жидким воспользоваться, безкислотным и пр. Серебряный припой в виде проволоки диаметром 2-3мм.
В процессе пайки разогревал заготовку и припой, погружал его в буру. Потом припой подносил к детали и разогревал горелкой, пока он не растекался тонким слоем по поверхности. Пару раз потренировался и все «ок».
Андрей Кравцов, 34 года, СПб
Первый раз купил горелку, баллон с газом, флюс – буру и припой – харрис-2. Припой никак не растекался по поверхности деталей, образовывались шарики. Позже на одном из форумов узнал, что проблема в харрисе. Он является аналогом серебряного припоя. А мне для работы нужно было 30 – 40%. Харрис требует высокой температуры и смачивает изделие слабо – серебра мало.
Роман Деменков, 41 год, Сочи
Из опыта знаю: мало буры насыпал или перегрел – следует раскалить заготовки, окунуть в буру и разогреть вместе с припоем. Когда он начнет плавиться, можно добавить на заготовку еще буры и припоя. По мере нагревания, следует добиться, чтобы припой растекался между деталями, исключая перегрев. Важно манипулировать горелкой: отводить и подводить. Если припой легко плавится, можно паять, но небольшими навыками следует обладать.
Видео
sekrety-zhizni.ru