Сечение сварочного провода для инвертора – Сечение кабеля для сварочного инвертора
alexxlab | 28.06.2019 | 0 | Вопросы и ответы
Какое сечение провода нужно для сварочного инвертора
Главная » Статьи » Какое сечение провода нужно для сварочного инвертораКАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
На рынке представлен большой выбор электросварочных аппаратов с разными характеристиками и возможностями применения на производстве или для индивидуальных работ. Из всех типов сварочных аппаратов, к которым относятся трансформаторные, выпрямительные и инверторные, именно последний сейчас наиболее распространён и удобен в работе. Инверторные аппараты сочетают в себе компактность, небольшой вес, лёгкость подключения, простоту применения, и хорошую силу тока. О том какой кабель нужен для подключения сварочного инвертора речь пойдёт в данной статье. 
Какой кабель нужен для сварочного инвертора
Марок кабелей, которые принято считать сварочными, не так уж много – это гибкие или особо гибкие кабели с изоляцией и оболочкой из резины или ПВХ, соответствующей по составу области и условиям применения. Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.

Длина сварочного кабеля
Длина кабеля сварочных инверторов подбирается исходя из величины выходной токовой нагрузки и её потерь по длине. Чем длиннее сварочный кабель, тем больше потери напряжения и меньше сила тока, на которую рассчитана работа инвертора. Чтобы сбалансировать эти параметры приходится выставлять на аппарате увеличенный ток, что может привести к изменению сварочной дуги и выходу из строя электроники аппарата. Поэтому на вопрос о том, можно ли удлинить сварочный кабель на инверторе ради удобства работы без перемещения аппарата, правильней ответить нет. Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.

Все сварочные кабели представлены на Кабель.РФ, где легко сделать выбор, ознакомившись с описаниями на сайте, получить расчёт специалистов по сечению кабеля инверторного сварочного аппарата и предложения менеджеров по ценам, условиям оплаты и отгрузки продукции.
Таким образом, к вопросу о подборе сварочного кабеля для инверторного сварочного аппарата нужно подойти основательно и разборчиво, учитывая как предложения на рынке, так и физику процесса сварки.
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА2provoda.ru
Как произвести подключение сварочного инвертора к источнику питания?
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.

Схема устройство инверторного сварочного аппарата.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
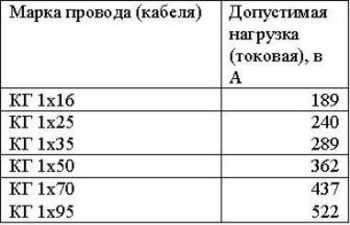
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
http://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.
- Нагрев удлинителя допускается до температуры 70°С.
http://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
moyakovka.ru
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Баллонные редукторы и регуляторы расхода газа. →← Демонстрация сварочного оборудования Сварог и Ergomax
svarkamall.ru
Выбор сварочного кабеля | Полезные статьи – Кабель.РФ
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
cable.ru
www.samsvar.ru
сечение провода для сварочного аппарата, удлинитель для инвертора
Говорим о кабеле для сварочных аппаратов. Его строение и, главное выбор конкретного вида для конкретных работ по сварке металлов намного важнее, чем это может показаться на первый взгляд. Начнем с его функционального назначения. Главная и единственная функция – эффективная подача электрического тока к электроду.
Вы знаете, что мы всегда ставим во главу угла эффективность сварочных работ, которая обусловлена многими параметрами. Один из важнейших параметров такого рода относится к характеристикам специального провода – это площадь его поперечного сечения.
Этот показатель нужно держать в голове при выборе подходящего варианта в обязательном порядке, равно как и несколько других параметров: общую длину, характеристики местной сети с точки зрения возможного падения напряжения и многое другое, о чем мы сейчас поговорим.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.

Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток. Но основа в любом случае медная, это важное условие.
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Такие работы относятся к высшей степени ответственным с обязательными требованиями формирования идеальных сварочных швов.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью.
В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках. - Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ.
Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Требования по безопасности
Как и любые другие приспособления, предназначенные для работы с электричеством, провода для сварки подпадают под строгие требования и обязательные высокие нормы безопасности.
Основные требования по безопасности можно разделить следующим образом:
- Сечение жилы должно быть в состоянии выдерживать необходимую электрическую нагрузку, то есть площадь сечения должна быть адекватной.
- Тело провода должно выдерживать механические воздействия, равно как и влияние агрессивной химической среды. Эти условия выполняются с помощью правильной оплетки из полимерных материалов.
- Обычно провода многократно скручиваются. Этот факт не должен сказаться на целостности оплетки – она должна быть эластичной и упругой.
Выбор сечения у сварочного кабеля
Площадь сечения провода для сварки – один из важнейших параметров для эффективной работы всего устройства: именно от площади сечения будут зависеть такие ключевые показатели как предельно максимальная сила тока и проводимость.
От этих ключевых показателей зависит качество общих работ по сварке – прочность и эстетика сформированного шва и скорость проведения операционных работ.
Марка провода и допустимая нагрузка.
Площадь сечений, которые относятся к малым калибрам, насчитывают примерно 7 мм². Эти изделия предназначены для инверторных аппаратов компактных габаритов, с которыми работают при подключении к бытовым электрическим сетям с уровнем напряжения 220В.
Если же вы имеете дело с промышленным оборудованием для сварки автоматического типа, вам придется разбираться с токопроводящими кабелями с большими площадями сечения – около 47 – 49 мм².
Линейка такого рода изделий с самыми разными вариантами сечений и оплеток представлена в много численных каталогах и таблицах, которые помогут вам выбрать самый подходящий кабель по сечению с точностью до миллиметра.
В таких каталогах указаны дополнительно и маркировки, и предельные сила тока с вольтажом, длиной шнура и расчетной массой аппаратуры.
Если вы ошибетесь и подберете провод с неверным количеством жил и неадекватной площадью сечения, вы получите неприятности: как минимум это будет неэффективная с точки зрения затрат времени и энергии работа. А скорее всего, у вас случится короткое замыкание с поломкой реостата, всего оборудования и прочими бедами.
Что случится, если площадь сечения вашего провода меньше необходимого размера и никак не подходит по запрограммированной мощности к инвентарному аппарату: электрический ток будет вырабатываться в избытке, в результате он начнет концентрироваться на предохранителе устройства.
Вы не сможете работать в таких условиях, потому что при малейшем зажигании электрической дуги аппарат будет мгновенно отключаться, чтобы сбросить напряжение.
Правила подключения и использования
При подключении кабелей к инверторным аппаратам существует ряд правил, которые необходимо знать и выполнять в обязательном порядке:
- Для подключения устройства на его конце имеются сварочные разъемы и специальные наконечники, прикрепленные спаиванием – вилки для сварочного кабеля. Подключать изделие следует только через них.
- Провода можно соединять друг с другом. Делать это следует только с помощью специальной опрессовки. Главным правилом здесь является обязательная изоляция соединения между собой.
- Кабель подключается к разъемам силового типа и электродам через их держатели. В данном случае необходимо помнить о полярности, которую менять нельзя, за исключением тех случаев, когда меняются все параметры тока.
- Сварочный кабель для инвертора нельзя использовать для каких-либо других целей – подтягивать с его помощью, к примеру, аппарат к себе.
- Обязательное требование – полное техническое соответствие кабеля и соответствующего оборудования по номинальной мощности и всем остальным параметрам.
Удлинение кабеля: да или нет
Данный вопрос самым удивительным образом продолжает волновать умы профессионалов и является горячей темой обсуждения в течение долгого времени.
Одни считают, что удлинение производить ни в коем случае нельзя, потому что слишком длинные провода с разъемами для сварочного кабеля приведут к снижению эффективности и качества работ.
Производители инверторных аппаратов для сварки предпочитают по этому вопросу не высказываться. Это означает, что провода можно удлинять, и оборудование можно использовать при очень длинных проводах, что дает снизить передвижения аппарата до минимума.
С другой стороны, из-за слишком большой длины провода могут произойти потери напряжения. В этом случае дуга станет короче, контролировать ее будет намного сложнее, общее качество сварки снизится в значительной степени.
Критерии выбора кабеля для сварки
Главным критерием для выбора является стабильность процесса сварочных работ. На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
Поэтому при выборе думаем о правильной длине, верной площади сечения и материала оплетки – все три параметра имеют серьезное значение. Если, к примеру, сила сварочного тока достигает высоких значений, провод нужно выбирать по определенному типа и материалу.
Мы уже говорили, что все провода для сварочных аппаратов имеют свои значения электрического сопротивления. Его можно рассчитать по таблицам, это не проблема. Например, проводник из алюминия имеет больший коэффициент сопротивления, чем проводник из меди.
В результате такой разницы алюминиевого провода для сетевого удлинителя понадобится много больше в килограммах, чем медного. Да и площадь сечения у алюминия также должна быть больше.

Таблица токовых нагрузок.
С учетом таких фактов удлинение сетевых проводов производят с помощью медных изделий в двух вариантах: двух- или трехжильными, длиной, не превышающей сорока метров. Что же касается площади сечения, то она должна быть больше 2,5 мм².
Выбор сварочных проводов немного отличается от выбора сетевых проводов. Изделия для сварки отбираются с учетом силы выходного тока, здесь имеют огромное преимущество медные многожильные марки с оплеткой высокой гибкости и усовершенствованной изоляцией.
Самые популярные провода для сварочного инвертора продаются под маркировкой КГ, что означает гибкую оплетку, или КОГ, что означает очень гибкую оплетку. Эти марки отличаются отличной изоляцией в несколько слоев с внешней оплеткой, выполненной из резиновых материалов.
Стандартная длина провода примерно 2 – 3 метра и редко, когда длиннее. Это объясняется тем, что каждый лишний метр длины провода приведет к увеличению площади сечения примерно в полтора раза, так как значительно возрастает сопротивление и провод начинает нагреваться.
Условия будущих работ должны быть заранее учтены в обязательном порядке, потому что нужно выбрать самый адекватный вид изоляции и стойкости к повреждениям механического характера, температурным условиям или агрессивной химической внешней среде.
Умение читать и понимать маркировку сварочных кабелей может помочь вам в этом непростом деле:
- Если маркировка выглядит КГ Т 1х16, то это означает изделие одножильное с площадью сечения жилы 16 мм², в тропическом исполнении с устойчивостью к температурам от -10 до +55°С.
- Маркировка КОГ ХЛ 1х50: одножильное изделие с сечением 50 мм², морозоустойчивое и теплоустойчивое к температурам от -40 до +50°С. В данном случае индекс термостойкости не присутствует.
Длина провода и площадь сечения должны согласовываться с силой электрического тока и остальными параметрами.
Подводим итоги
Мы разбирались с вопросом выбора сварочного кабеля, его маркировкой, техническими характеристиками и параметрами их работы в экстремальных условиях.
Кабель для сварочного инвертора стоит дорого, ошибаться с его выбором очень нежелательно, ведет помимо лишних трат вы рискуете получить целый набор неприятностей типа короткого замыкания или отсутствия возможности поджечь электрическую дугу.
tutsvarka.ru
Сварочный кабель для инвертора — какие разъёмы бывают
Главная функция кабеля для сварочного инверторного аппарата представляет собой подвод электрического тока к специальному держателю, который будет держать электрод. Чтобы эффективность работы была максимально высокой, следует подбирать кабель по целому ряду параметров, к которым относят площадь поперечного сечения изделия, возможное падение напряжения в сети, общая длина данного оборудования и целый ряд других особенностей.
Для того чтобы добиться беспрерывного и нормального функционирования сварочного аппарата, кабели подбирают в зависимости от того, какие эксплуатационные свойства имеются у инвертора.
- Если максимальная сила тока будет составлять 189 А, то наиболее подходящими окажутся марки КГ 1х16;
- При 240 А – КГ 1х25;
- 289 А – КГ 1х35;
- 362 А – КГ 1х50;
- 437 А – КГ 1х70;
- 522 А – КГ 1х95.

Какие существуют виды кабелей для сварки?
Сварочные кабели, которые реализуются по весьма высокой цене, обладают рядом отличий в плане качества изготовления, толщины, проводимостью электрического. Они могут быть определенных разновидностей:
- Одножильный кабель – данное оборудование производится из медной жилы, отличающейся хорошей эластичностью, при сматывании он имеет превосходную гибкость, к тому же такой материал прекрасно проводит электрический ток. В большинстве случаев они используются при работе с переносными инверторными аппаратами;
- Двужильные сочетают в себе катод и анод. Они хорошо проводят электрический ток в случае, если существует необходимость выполнения работ при помощи импульсной сварки. Как правило, подобные кабели для инверторного сварочного аппарата производятся также из меди или же из иных металлических сплавов, хорошо проводящих электрический ток, но обязательно на медной основе;
- Трехжильный кабель сварочный предназначен для автоматического оборудования, которое может быть использовано для производства промышленных трубопроводов, где будет происходить транспортировка нефтепродуктов или газа. Дело в том, что в данных работах должен быть получен идеально ровный шов.
Все основные технические и эксплуатационные характеристики указаны в маркировке кабелей:
- КС говорит о том, что может применяться для проведения сварочных работ;
- П – дополнительное защитное покрытие токопроводящей жилы с помощью полимерных материалов;
- Цифровые обозначения говорят о количестве жил;
- ВЧ (П) предназначен для применения высокочастотного (переменного) напряжения.
Кабели могут хорошо сопротивляться воздействию высоких и низких температур, влаги и других вредных факторов. Они будут нормально себя чувствовать в диапазоне от -50 до +50 градусов. В большинстве случаев всё необходимое идёт в комплекте с новым сварочным оборудованием. Расходные изделия можно приобрести отдельно, однако обязательно следует помнить, что покупать нужно будет продукцию той же маркировки, что и была.
Выбор сечения у сварочного кабеля
Сечение сварочного кабеля является одним из наиболее важных параметров данного материала, так как именно от него будет непосредственно зависеть проводимость и максимальная сила тока. От этого показателя, в свою очередь, также зависит скорость проведения работ, качество формируемого шва.
Если сечение небольшое и составляет порядка 7 квадратных миллиметров, то такие провода будут подходящими для небольших инверторных аппаратов, способных функционировать от электрической сети бытового типа, напряжение в которой находится на уровне 220 В.

При использовании сварочного оборудования автоматического типа жилы токопроводящих кабелей имеют наибольшее сечение – оно может составлять порядка 47-49 квадратных миллиметров. Сегодня подобная продукция представлена в соответствующих каталогах, где указана не только маркировка кабеля, но и максимальный вольтаж, сила тока, расчетная масса и длина подобного кабеля.
При подборе сечения и количества жил для сварочного кабеля очень важно подобрать правильную продукцию. Дело в том, что использование неподходящего кабеля может в конечном счете привести к тому, что в аппарате произойдет короткое замыкание, из-за которого реостат может выйти из строя или даже воспламениться.
В случае, если сечение кабеля чересчур маленькое и не подходит для инверторного аппарата заданной мощности, то лишний электрический ток будет конденсироваться на предохранителе. Таким оборудованием будет работать попросту невозможно, так как при попытке зажечь дугу сварочный аппарат будет отключаться, сбрасывая напряжение.
Как правильно подключать и использовать сварочные кабели?
При подключении кабелей к инверторному сварочному аппарату следует учитывать ряд немаловажных правил:
- Подключение производится за счет специальных наконечников, жестко закрепленных на концах кабелей при помощи спаивания или прессовки;
- Провода между собой могут соединятся за счет опрессовки. Здесь главное помнить, что соединение нужно будет изолировать между собой;
- Подключение осуществляется к силовым разъемам и держателям электродов, здесь необходимо соблюдать полярность. Менять ее разрешается только в исключительных случаях, когда параметры тока также претерпят определенные изменения;
- В процессе проведения работ специалист не должен подтягивать к себе аппарат при помощи проводов;
- Подключать к сварочному оборудованию разрешается исключительно кабель, который должен по своей номинальной мощности соответствовать данному аппарату.
Разрешается ли удлинять кабель для сварки?
Данный вопрос является предметом весьма жарких споров среди профессиональных сварщиков. Одни считают, что это недопустимо, объясняя это тем, что чересчур длинные провода могут отрицательно сказаться на работоспособности устройства.
Сварщики, предпочитающие использовать инверторное оборудование, сообщают, что производители ничего об этом не говорят. Это означает, что сварочное оборудование может иметь очень длинный кабель, который позволяет свести необходимость транспортировки аппарата к минимуму. Однако если сила тока будет недостаточной из-за потерь напряжения в слишком длинном кабеле, дуга станет короче, ею управлять будет значительно сложнее.
electrod.biz
Как подобрать длину и сечение сварочного кабеля

Сегодня речь пойдет о сварочных кабелях. Точнее об их длине и сечение.
Если на вашем сварочнике стоят полутораметровые обрезки, это совсем не значит, что они такие должны быть. Хотя, если написано в паспорте, что длиннее ставить провода нельзя, то мы вас вынуждены огорчить – вы купили низкокачественный инвертор! Но это сейчас встречается повсеместно (обман покупателей) и даже опытные сварщики бывает ошибаются, покупая «кота в мешке».
Длина сварочного кабеля может быть разная, она подбирается в каждом конкретном случае отдельно. Некоторые умудряются носить с собой аппарат на плече, это не очень хорошая практика, так как внутри устройства все-таки высокое напряжение. Чаще всего такое практикуют любители, которые не знают, что такое нормальная работа (это когда у тебя один держак в руках и не нужно таскать все оборудование с собой постоянно).
Рекомендуемая длина кабеля по учебнику не должна превышать 40 м. Несмотря на это, есть примеры использования кабеля 16мм 2 х50м на трансформаторе на 400А и никаких потерь, перебоев с поджигом и проблем с горением дуги при этом не наблюдается.
Если вы увеличиваете длину сварочного кабеля, не обязательно увеличивать его сечение, потому что это не высоковольтный провод и большие потери здесь исключаются.
Как рассчитать кабель:
S=R2хπ=π/4хD2,
то есть, если его диаметр, например, 1 см, тогда сечение S=25х3,14.
Для расчета сварочного кабеля (он, естественно не моножильный, а многожильный) требуется посчитать сечение жилы, а потом все жилки пересчитать и сложить.
Если у вас инвертор с реальными 200А на выходе, и вы не работаете на производстве с утра и до ночи, то 16 мм2 будет достаточно, больше не нужно. Если у вас сварочник на 140А – покупайте смело 10-12 мм2. Но опять же, если у вас в паспорте написано, что кабель длинный ставить нельзя, лучше не рисковать, хотя сгореть подобное оборудование может, даже если будет стоять в кладовке.
P.S. Если вы владелец Ресанты, у вас кабель алюминиевый. Если не верите, надрежьте изоляцию, подрежьте желтое покрытие и под ним обнаружится светлый блестящий металл.
Какой длины выбрать удлинитель для сварочного аппарата, читайте в следующей статье
svarka-master.ru
виды, типы, сечение, выбор проводов для качественной и безопасной работы
На рынке сварочного оборудования предлагается широкий ассортимент трансформаторного, выпрямительного и инвертного оборудования. Наиболее широкое распространение получили сварочные инверторы – они компактны, мобильны, удобны в работе, обладают доступной стоимостью, легко подключаются и могут использоваться как опытными, так и начинающими специалистами. Для функционирования устройства требуется специальный кабель. О том, какой провод нужен для сварочного инвертора и как его выбрать, рассказано ниже.

Строение сварочного кабеля
Нормальное функционирование сварочного инвертора возможно только при использовании медного провода, поскольку именно медь лучше всего проводит электрический ток. Рабочий процесс значительно упрощается при условии использования гибкого кабеля.
Провод сварочного инвертора состоит из:
- Токопроводящей медной жилы, выполненной из тонких проволок сечением не более 0,2 мм.
- Покрытия кабеля, которое выполнено из резины либо бутадиенового или натурального каучука.
- Слипание жил и покрытия предотвращается при помощи разделительного слоя, выполненного из прозрачной пленки.
Характеристики кабелей
Провода для сварочного инвертора должны обладать достаточной гибкостью и соответствовать определенным характеристикам:
- Устойчивость к механическому воздействию, разрывам и ударам.
- Стойкость к температурным колебаниям, обеспечивающая возможность эксплуатации инвертора при низких и высоких температурах.
- Устойчивость к воздействию влаги и прямых солнечных лучей.
- Невосприимчивость к грибку, плесени.
- Минимальный риск возникновения изгибов.

Виды проводов
Специально для выполнения сварочных работ создано небольшое количество марок кабелей, однако приведенным выше требованиям соответствуют только две – КГ и КОГ.
Мастера при ответе на вопрос о том, какой провод для сварочного инвертора подходит лучше всего, называют кабель гибкий (КГ). Он применяется для подключения передвижных приборов к сетям частотой 400 Гц, максимальным переменным напряжением 660 В и постоянным – 1000 В.
Аналогом КГ является кабель особо гибкий – КОГ, использующийся при работе в труднодоступных местах и обеспечивающий свободу действий сварщика и мобильность инвертора. С его помощью полуавтоматические и автоматические установки подключаются к сетям с частотой 50 Гц, максимальным постоянным током 700 В и переменным 220 В.
Подвиды кабелей
Перечисленные марки подразделяются на несколько видов:
- КОГ-ХЛ/КГ-ХЛ. Холодостойкие провода для сварочного инвертора, которые могут эксплуатироваться при температуре до -60 градусов.
- КОГ-Т/КГ-Т. Тропические кабели, устойчивые к образованию плесени, высоким температурам до +55 градусов.
- КГн оснащен негорючей изоляцией и используется при работе в пожароопасных условиях.
- КОГ-У. Может применяться в температурном диапазоне от -45 до +40 градусов.

Какое сечение провода для сварочного инвертора выбрать?
При выборе кабелей для сварочных приборов их сечение является одним из основных параметров, от которого зависит проводимость, и как итог – качество создаваемого сварного шва и скорость выполнения работ.
Для небольших сварочных инверторов оптимальным вариантом являются кабели с сечением до 7 мм2.
Для работы с приборами инверторного типа подходят кабели с сечением 10, 16 и 26 мм2.
Использование для сварочных инверторов проводов неподходящего сечения может привести к перегреву, короткому замыканию или возгоранию, способным спровоцировать выход прибора из строя.
Подключение кабелей к сварочному инвертору
Подсоединение к оборудованию проводов осуществляется с учетом нескольких правил:
- Кабели подключаются к инвертору при помощи специальных наконечников, все соединения обязательно изолируются.
- Провода для сварочного инвертора объединяются посредством опрессовки.
- Обязательное требование – соблюдение полярности при подключении к электродержателям и разъемам.
- Мощность кабелей должна соответствовать сварочному аппарату.

Требования к сварочным проводам
Кабели для сварочных инверторов должны подводить к месту дуги ток с минимальным потерями, в связи с чем их изготавливают из меди, обладающей максимальной проводимостью среди всех металлов. Большое сечение предохраняет провод от перегрева.
Во время работы сварщику приходится совершать электродом сложные движения либо держать его под разными углами. Соответственно, провод не должен мешать. Зачастую сварка осуществляется в труднодоступных местах на сложных промышленных и строительных объектах, в связи с чем кабель должен обладать гибкостью, а изоляционный материал – быть упругим и эластичным.
Сварочные работы проводятся среди металлических конструкций, являющихся отличными проводниками тока, что требует от изоляционного слоя длительного срока эксплуатации, устойчивости к высоким температурам и напряжению. К тому же подобная изоляция должна обладать стойкостью к агрессивным условиям, экстремальным температурам, кручению, сдавливанию и скручиванию.
Оптимальным комплектом проводов для сварочного инвертора является многожильный медный кабель большого сечения с изоляционным слоем, выполненным из маслобензостойкой резины. Он соответствует всем требованиям, предъявляемым подобным проводам.

Маркировка сварочных кабелей
Буквенно-цифровое обозначение проводов для сварочного инвертора начинается с аббревиатуры, обозначающей категорию. К примеру, КС обозначает кабель сварочный, при этом буква К означает медную токопроводящую жилу.
Марка КГ обладает практически идентичными техническими характеристиками и применяется для сварки в домашних условиях.
Полимерный защитный слой обозначается литерой “П”. Морозостойкие провода маркируются буквами “ХЛ” и могут использоваться при температуре до -60 градусов благодаря дополнительному полимерному слою, предотвращающему его растрескивание на морозе.
Кабели в тропическом исполнении обозначаются литерой “Т”. Изоляция таких проводов выполнена из материалов, способных работать при температуре до +85 градусов и состоящих из антибактериальных и антисептических препаратов. Изоляция не теряет своей эффективности при эксплуатации в широком температурном диапазоне.
Под аббревиатурой КОГ подразумевают кабели повышенного уровня гибкости. Благодаря таким жилам можно проводить сварочные работы в труднодоступных местах без снижения мобильности устройства и комфорта для сварщика, выполняющего сложные швы.

Адаптированные для высокочастотных токов жилы маркируются литерами ВЧ и применяются как для профессиональных, так и для бытовых сварочных инверторов.
Повышенная водонепроницаемость обозначается маркировкой КГ. Кабели такого типа позволяют проводить подводные работы с обязательной полной гидроизоляцией всех разъемов.
Огнестойкие и негорючие кабели маркируются литерами ГН. Такие провода используются при “горячих” работах на промышленных предприятиях, когда свариваются термообработанные детали и заготовки.
Количество жил обозначается соответствующими цифрами. Сечение токопроводящей жилы указывается в квадратных миллиметрах.
Маркировка импортных кабелей для сварочных инверторов осуществляется по другим системам обозначений. С таблицами соответствия параметров иностранных и отечественных проводов можно ознакомиться при покупке жил.
fb.ru
Кабель для инвертора сварочного
Сварочные провода для инвертора
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм2.
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм2 может работать при 189 А, а 95 мм2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 850С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Несколько слов о подсоединении кабеля
Подключать кабель к клеммам агрегата следует при помощи специальных наконечников. Это позволит получить надежный контакт и снизить потери напряжения. Такие наконечники присоединяются к проводу пайкой или опрессовкой. При этом при эксплуатации не стоит перетаскивать аппарат при помощи питающего или сварочного кабеля, это может привести к его повреждению.
Правильно подобранный кабель для инвертора дает гарантию качественного и простого выполнения работ.
steelguide.ru
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
На рынке представлен большой выбор электросварочных аппаратов с разными характеристиками и возможностями применения на производстве или для индивидуальных работ. Из всех типов сварочных аппаратов, к которым относятся трансформаторные, выпрямительные и инверторные, именно последний сейчас наиболее распространён и удобен в работе. Инверторные аппараты сочетают в себе компактность, небольшой вес, лёгкость подключения, простоту применения, и хорошую силу тока. О том какой кабель нужен для подключения сварочного инвертора речь пойдёт в данной статье. 
Какой кабель нужен для сварочного инвертора
Марок кабелей, которые принято считать сварочными, не так уж много – это гибкие или особо гибкие кабели с изоляцией и оболочкой из резины или ПВХ, соответствующей по составу области и условиям применения. Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.

Длина сварочного кабеля
Длина кабеля сварочных инверторов подбирается исходя из величины выходной токовой нагрузки и её потерь по длине. Чем длиннее сварочный кабель, тем больше потери напряжения и меньше сила тока, на которую рассчитана работа инвертора. Чтобы сбалансировать эти параметры приходится выставлять на аппарате увеличенный ток, что может привести к изменению сварочной дуги и выходу из строя электроники аппарата. Поэтому на вопрос о том, можно ли удлинить сварочный кабель на инверторе ради удобства работы без перемещения аппарата, правильней ответить нет. Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.

Все сварочные кабели представлены на Кабель.РФ, где легко сделать выбор, ознакомившись с описаниями на сайте, получить расчёт специалистов по сечению кабеля инверторного сварочного аппарата и предложения менеджеров по ценам, условиям оплаты и отгрузки продукции.
Таким образом, к вопросу о подборе сварочного кабеля для инверторного сварочного аппарата нужно подойти основательно и разборчиво, учитывая как предложения на рынке, так и физику процесса сварки.
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА2provoda.ru
Выбор сварочного кабеля | Полезные статьи – Кабель.РФ
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
cable.ru
Правильно подключить сварочные кабеля
Подключение сварочного инвертора начинается с того, что нужно проверить возможность его подсоединения к источнику питания. Таким источником может быть электросеть (220В или 360В), а также электрогенератор требуемой мощности. Кабель, ведущий от инвертора, обязательно должен соответствовать мощности прибора, поэтому с ним никаких трудностей быть не может.

Обратите внимание! Единственная опасность – наружное питание, если речь идет о старом доме или же электропроводке сомнительного происхождения.
Перед подключением инвертора вы должны уяснить: современные электроприборы и кабеля рассчитываются на силу тока в 16А. Общая мощность может быть выше данного показателя, но ее ограничивает «пробка» или же предохранительный прибор. Поэтому до подключения инвертора проверьте, не сможет ли его мощность «вырубить» предохранитель в доме. Главным достоинством инвертора является то, что его защита состоит из нескольких уровней. Если сеть будет перегружена, то прибор будет отключен автоматикой по низкому напряжению.
А теперь поговорим о том, как подключить сварочный инвертор (подробнее http://sea-tools.com.ua/catalog/svarochnoe_oborudovanie/svarochniy_apparat_invertornogo_tipi ), ежели показатели электросети в здании не позволяют это сделать. Вначале убедитесь, что проводка и предохранительное устройство полностью соответствуют свойствам планируемого режима сварки. Далее подключите прибор к наружной сети и проведите пробную сварку.
Обратите внимание! Подключить устройство к автономному источнику питания достаточно просто, если мощности электрических приборов соответствуют друг другу.
Если используете переноску, то убедитесь, что параметры розетки, провода и вилки соответствуют силе тока. Принято считать, что для бытового инвертора вполне достаточно кабеля с сечением в 0,25 см². Благодаря этому можно варить с помощью тока до 150А, а вот с электродами менее 4 мм подобные режимы не были замечены. У проводов при этом достаточный запас мощности.
Получается, если сварка от электросети невозможна, то необходимо использовать дизельный или бензиновый генератор на 220В. Сама процедура сварки выглядит следующим образом.
Шаг первый. В течение нескольких секунд после начала работы прибора формируется первая сварочная дуга. После того как появилось небольшое «рябое» пятно оранжевого цвета, которое слегка дрожит, сдвиньтесь в ту или иную сторону на несколько миллиметров.
Шаг второй. Стойте и ожидайте, пока не появится очередное оранжевое пятно с рябью. Если все сделано правильно, оно появится примерно через секунду.
Шаг третий. Сдвиньтесь еще на несколько миллиметров по шву и вернитесь ко второму шагу. Повторяйте процедуру необходимое количество раз.
Обратите внимание! Если при этом железо плавится насквозь, значит, нужно взять более тонкий электрод или же снизить сварочный ток (а с ним и рабочую температуру). Есть и другой вариант – время от времени останавливайтесь и ждите, пока железо застынет.
Теперь вы знаете, как правильно подключить сварочный инвертор и как им пользоваться. Все вопросы и мнение по поводу статьи оставляйте в комментариях ниже. Удачной работы!
Сварочные провода для инвертора: особенности применения
Содержание:
Сварочный инвертор – это аппарат, который существенно облегчает процесс дуговой сварки. И в этом успели убедиться все сварщики, которые хоть раз пользовались этим оборудованием.
Использование сварочных инверторов с каждым годом становится все популярнее. Эти аппараты позволяют производить сваривание быстро и качественно. Но очень важно при их применении правильно подключить аппарат, чтобы сварка проходила в нужных режимах и беспрерывно.
Для нормальной работы сварочных инверторов очень важно выбрать оптимальные провода. Сегодня существуют разные виды проводов, которые обеспечивают максимальную продуктивность аппарата. Сварочные провода для инвертора выбирают на основе нескольких показателей:
- длина проводов;
- значение площади сечение провода;
- значение падения напряжения в сварочном контуре должно быть не выше 2 Вт.
Что представляет собой провод для сварочного инвертора?
Сварочные провода для инвертора представляют собой проводник тока, обладающий достаточной гибкостью и имеющий изоляцию. Обычно такой кабель производится из медных проволок, которые имеют разный диаметр (0,18 – 0,2 мм) и сплетены между собой. Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления.
Отметим, что выбор сварочных проводов для инвертора осуществляется исключительно на основе технических характеристик как самого кабеля, так и сварочного аппарата. От этого зависит стабильность и долговечность работы инвертора.
Марки сварочных кабелей для инверторов.
Считается, что наиболее популярным среди сварщиков является кабель марки КГ, а именно, специальный сварочный гибкий провод, который применяется как для подключения сварочного аппарата, а конкретно инвертора, к сети, так и для подведения тока к электрододержателю.
Производители кабеля этой марки советуют использовать его в силовых цепях переменного тока с напряжением не выше 600 В и частотой в пределах 40 Гц. Также эта марка кабеля может быть использована в цепях постоянного тока, имеющих напряжение не более 1000 Вт.
Кабели марки КГ различаются и по допустимой нагрузке тока, которая зависит от сечения. В таблице приведены эти соотношения.
Сегодня этот вид проводов выпускается в разных вариациях, которые предназначены для использования в разных климатических условиях. Так, к примеру, для работ в условиях крайнего севера, где температура воздуха в зимний период может достигать -60 С, выпускается провод марки КГ-ХЛ. Оболочка такого кабеля производится из холодостойкой резины. Для мест с тропическим климатом есть кабеля марки КГ-Т. Их оболочка устойчива к появлению плесени, кроме того, такой кабель может применяться при температуре воздуха до +85 С.
Помимо популярной марки КГ сварщики используют и кабеля марки КОГ1, которые имеют особую гибкую жилу. Этот кабель очень удобен: он позволяет сварщику перемещаться, менять положение электрододержателя без лишних движений и усилий.
Есть и специальная марка проводов – КГН, которые могут применяться на территориях с повышенной пожароопасностью. Эти кабеля имеют специальную оболочку, которая не горит.
Эксплуатация и подключение сварочных проводов.
- Подключая провода к вашему сварочному инвертору, следует помнить такие правила:
- Подключение осуществляется посредством припаянных или спрессованных кабельных наконечников.
- Соединение проводов может осуществляться опресовкой. Главное не забыть про изоляцию собственно соединения.
- Провод подключается к силовым разъемам аппарата (+) и к держателю электродов в обратной полярности (–). Менять полярность можно только, если были изменены параметры тока.
- Во время сваривания сварщики не должны подтягивать к себе аппарат посредством проводов.
- Номинальная мощность кабеля должна строго соответствовать подключаемому аппарату.
Можно ли удлинять сварочные кабели?
Этот вопрос вызывает много споров у сварщиков. Но все же опытные мастера предпочитают этого не делать, объясняя, что слишком длинные сварочные провода для инвертора могут негативно сказаться на работоспособности самого аппарата. Сторонники же большего удобства при работе с инвертором утверждают, что в инструкциях производителей не написано ничего по поводу возможности удлинения сварочных проводов, а что не запрещено, то разрешено . И значит можно сделать сварочные провода длиннее и не носить сам аппарат к месту сварки, а пользоваться большей свободой действий на удалении от инвертора.
Для того, чтобы понять, какое из этих мнений более правильно, необходимо вспомнить один из законов физики – закон Ома. Дело в том, что по всей длине кабеля происходит утечка напряжения, а следовательно, и снижение силы тока – и чем длиннее кабель, тем больше эти потери. Работа всех систем инвертора зависит от выходного напряжения и установленной силы тока и замеряются эти значения на клеммах аппарата, а не на конце сварочного провода. При недостаточной силе тока на месте работы сварщика характеристики дуги изменяются, управлять ею становится намного сложнее. Для того, чтобы добиться желаемой силы тока на конце сварочного провода, приходится выставлять увеличенный ток на самом инверторе – а это чревато выходом из строя тонкой электроники аппарата, и, как следствие этого, дорогостоящим ремонтом или вообще заменой инвертора. Вот и получается, что гораздо выгоднее поднести сам инвертор к месту работы сварщика, чем рисковать его работоспособностью, наращивая сварочные провода.
Сварочные провода для инвертора
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм 2 .
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм 2 может работать при 189 А, а 95 мм 2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 60 0 С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 85 0 С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Несколько слов о подсоединении кабеля
Подключать кабель к клеммам агрегата следует при помощи специальных наконечников. Это позволит получить надежный контакт и снизить потери напряжения. Такие наконечники присоединяются к проводу пайкой или опрессовкой. При этом при эксплуатации не стоит перетаскивать аппарат при помощи питающего или сварочного кабеля, это может привести к его повреждению.
Правильно подобранный кабель для инвертора дает гарантию качественного и простого выполнения работ.
Источники: http://stroy-dom.info/kak-podkluchit-svarochniy-invertor/, http://stalevarim.ru/pub/svarochnye-provoda-dlya-invertora-udlinyat-ili-ne-stoit/, http://steelguide.ru/svarka/svarochnoe-oborudovanie/svarochnye-provoda-dlya-invertora.html
Комментариев пока нет!pravilnovsedelat.ru
el-cab.ru
Удлинитель для сварочного аппарата | Сварка своими руками

Для эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально.
Теория
Как бы многие из нас не любили физику в школе, именно курс школьной физики потребуется вспомнить, чтобы рассчитать длину нашего удлинителя теоретически. Давайте вспомним, что сопротивление медного проводника рассчитывается следующим образом: R= 0,017 *L/S. Также в нашем случае можно использовать закон Ома для неполной цепи I=U/R.
Расшифруем буквы в наших формулах, которые могут принимать любые значения.
- 0,017 – удельное сопротивление медного кабеля; априори берется медь, так как у нее наименьшее значение.
- L- длина удлинителя, мм.
- S- площадь сечения проводника, мм2.
- U- номинальное напряжение в электросети, В. Однако следует провести измерение реального напряжения, так как состояние большинства сетей желает лучшего.
- I — максимальный ток инвертора, А.
Из формулы R= 0,017 *L/S следует простой и очевидный вывод: сопротивление увеличивается при увеличении длины кабеля (при этом наблюдается падение напряжения) и уменьшается при увеличении его сечения. Соответственно, длина и сечение кабеля должны быть подобраны таким образом, чтобы не провоцировать падение напряжения на этом кабеле. Использовать домашние удлинители для подключения бытовой техники категорически не стоит. Производители экономят на сечении жил таких переносок, они уж точно вспыхнут при подключении инвертора. Не стоит также использовать проводники сечением 0,75 мм2 и менее. В целом, следует отметить, что кабеля 2,5 мм2 хватит для уверенной работы на токе 160А, только стоит еще и сделать «пометку на полях», что проводка до розетки должна выдержать такую нагрузку.
Любителей сматывать кабель в катушку при сварке следует предостеречь. Явление фарадеевской электромагнитной индукции, которая неминуемо возникает вокруг проводника с переменным электрическим током, еще никто не отменял. И даже если индукция в катушке будет слишком мала, чтобы привести к нежелательным последствиям, при продолжительной сварке провод все равно нагревается (нормальным считается нагрев до 70 оС) В плотно намотанной катушке кабель не охлаждается и повышение температуры неминуемо приведет к оплавлению изоляции со всеми вытекающими отсюда неприятностями. Сама медь скорее всего останется невредимой, так как у нее высокая температура плавления 1080 оС, а вот изоляция слипнется. Вывод: работайте на размотанном кабеле или, если нет такой возможности, на неплотно смотанном, чтобы был обеспечен теплоотвод за счет естественной циркуляции воздуха.
Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Почему мы не советуем сегодня брать сечение 1,5 мм2? Очень просто. Потому что не докладывают! Берешь кабель 1,5 мм2, а там оказывается 1,1-1,2 мм2. Вывод: даже если у вас хорошая сеть, берем 2,5 мм2. Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Какая длина?
Все зависит от вашей сети и аппарата. Пример из практики. Длина переноски 120-130 м, сварка аппаратом Форсаж 161 от щита и хорошей сети: «тройкой» можно варить, но достаточно тяжело, а вот электродом ø2,5 мм можно варить уже свободно и даже что-то резать!
Полезный совет
Какую взять вилку и розетку?
Обычная розетка на 16А и простые качественные вилки при токах свыше 160А горят и плавятся (но это как бы расходные материалы). Когда будете покупать обязательно возьмите с собой магнит в магазин и «пощупайте» им вилку (розетку, правда, вам никто не даст разбирать) – магнитится она или нет? Сейчас много некачественного товара крашенного под медь или латунь.
Читайте также, как подобрать длину и сечение сварочного кабеля.
svarka-master.ru