Серебряный припой для ювелиров – Серебряные припои | Математика для ювелиров
alexxlab | 17.03.2019 | 0 | Вопросы и ответы
Серебряные припои | Математика для ювелиров
25.06.2012 // Владимир Трунов1. Немного теории
Начну с цитаты из Бреполя: «При изготовлении припоя базой его следует брать эвтектический состав сплава Ag-Cu и добавками цинка понижать температуру плавления. Разность температур плавления основного металла и припоя должна быть не менее 50 °С.»
Что такое «эвтектический состав сплава»? Я уже упоминал в статье «Температура плавления сплавов Ag-Cu-Zn» термины «ликвидус» и «солидус». Повторю: ликвидус — это температура полного расплавления сплава при его нагревании, а солидус — температура полного затвердевания сплава при его охлаждении. У чистых металлов эти температуры совпадают, и при достижении точки плавления температура металла остается постоянной, пока он полностью не перейдет в жидкое состояние. У сплавов в общем случае существует промежуток температур, в котором он уже не твердый, но еще не жидкий. Нижняя граница этого промежутка — солидус, верхняя — ликвидус (от слов «твердый» и «жидкий»). Однако, при определенном сочетании компонентов сплав ведет себя, как единый металл: точки солидуса и ликвидуса совпадают. Это сочетание и называется эвтектическим.
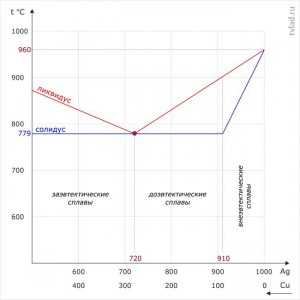 Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»).
Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»).
Для тройных сплавов Ag-Cu-Zn эта интересная для нас точка превращается в линию, которая жирно и красно выделена на уже знакомой вам диаграмме изотерм ликвидуса. Вдоль этой линии как раз и располагаются наиболее подходящие для припоев сплавы. Подходящие — сразу в нескольких смыслах: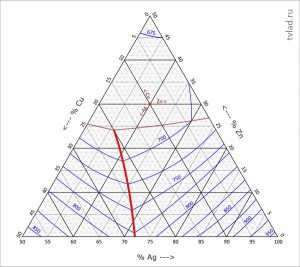
- они содержат минимальное количество цинка, необходимое для данной температуры плавления;
- они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
- они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
2. Выбираем припои из таблиц
Я имею в виду припои, рецепты которых приведены в многочисленных таблицах. Я выписал те из них, где нет явных опечаток, и столько, на сколько у меня хватило терпения. А затем обработал каждый программой Ag-Cu-Zn и получил таблицу, показанную на соседней картинке (кликните, чтобы увеличить).
Тут как раз самое время раскрыть тайну параметра, срытого под греческой буквой «эпсилон». Следуя завету Бреполя, что хороший состав припоя — это эвтектический состав, я решил ввести в программу алгоритм вычисления некоего параметра, который характеризовал бы «эвтектичность» сплава. Параметр
Кроме температуры плавления и параметра «эвтектичности» на выбор припоя влияет еще один немаловажный критерий — его проба. Здесь нет такого жесткого требования, как для золота, чтобы проба припоя совпадала с пробой сплава, однако, есть нижний порог, за которым могут возникнуть конфликты с инспекцией пробирного надзора. Этот порог — 60% серебра, т.е., проба должна быть не ниже 600. Кроме того, от пробы припоя зависит его цвет и стойкость к химическим воздействиям. Исходя из этого, хотелось бы выбрать припои как можно более высокой пробы.
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз. Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления). Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Смотрим в таблицу: первые четыре отпадают из-за слишком высокой температуры, последние четыре — из-за низкой пробы. Начнем с выбора твердого припоя. Для пайки 925 пробы серебра мы можем позволить себе припой с температурой плавления 760 градусов. По таблице выбираем составы 5 и 10: первый — за пробу, второй — за «эвтектичность». Затем выбираем мягкий припой — просто берем самый низкоплавкий, это состав 23. Средний припой должен иметь температуру около 730 градусов. Из таблицы лучший вариант, пожалуй, — номер 15.
3. Сочиняем свои рецепты
Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.
tvlad.ru
Серебряный припой: температура плавления, состав, марки
Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
 Серебряный припой
Серебряный припойРазновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.

- Химический состав серебряных припоев

- Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.

Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
- Припой ПСр40

- Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.
-

- Припой ПСр60

- Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.

Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.

Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.

Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.

Серебряный лом
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Серебряные припои с флюсом для пайки серебра в домашних условиях паяльником
Сначала самое простое: припой – это сплав металлов для пайки. Температура плавления этой смеси должна быть обязательной меньше, чем у соединяемых металлов, здесь все понятно.
Теперь приступим к слову «серебряный», здесь так коротко не получится.
Что такое серебряный припой?
Серебряный припой – дело особое и требующее специального внимания. Дело в том, что он великолепно подходит для так называемой ступенчатой пайки, которая относится к современным технологиям работы с металлами.
Некоторые серебряные сплавы выдерживают очень высокую температуру – вплоть до 600°С. Именно это свойство и объясняет высокое качество пайки с такими сплавами.
Припой из чистого серебра встречается редко. Прежде всего, это дорого. Намного дешевле и эффективнее использование его сплавов с другими металлами, это называется припой на основе серебра. В их состав чаще всего входят кадмий, никель, медь и цинк – отличные компаньоны.
Чистые серебряные припои, конечно используются, но только в ювелирном деле, что вполне понятно.

Сертификат на мягкие припои.
Свойства сплавов зависят, прежде всего, от доли серебра. Если, например, его содержание выше 50%, сплав становится пластичным и устойчивым к значительным нагрузкам. Все возможные варианты серебряных сплавов изложены в специальном стандарте – это ГОСТ 19738-74 «Припои серебряные».
Отличный вариант для экономии средств – домашнее производство серебряного сплава для пайки своими руками, которое мы также разберем.
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
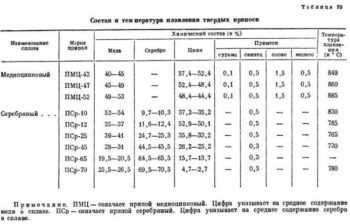
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
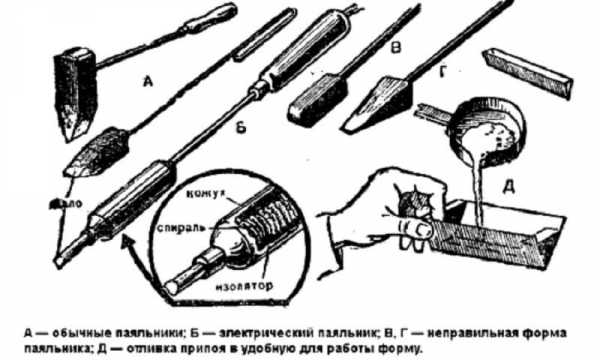
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
tutsvarka.ru
какие флюсы и припои выбирать
Изготовление и ремонт различных ювелирных украшений из металла требует применения технологии создания неразъёмных соединений достаточно мелких деталей. Одним из наиболее распространённых способов достижения этой цели является ювелирная пайка.
По сути, этот процесс не отличается от других видов пайки. В его основе лежит принцип соединения металлических изделий путём их смачивания расплавом вспомогательного материала, называемого припоем.
При этом не происходит расплавления основных деталей, так как температура плавления вспомогательного сплава всегда ниже температуры, при которой плавится соединяемый металл.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Оборудование
К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Для ювелирной пайки могут применяться лазерные аппараты. Однако стоимость их высока, поэтому их устанавливают далеко не в каждой мастерской.
Приготовление флюса
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной пайке золотых изделий, в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Припои для драгоценных металлов
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.
 Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия.
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Состав
Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
При добавлении в припой серебра, понижается температура плавления полученного сплава, повышается его текучесть, обеспечивающая надёжное заполнение в процессе пайки микронеровностей спаиваемого стыка.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Бижутерия
Благодаря развитию технологий в металлургии и производстве ювелирных изделий, прослеживается мировая тенденция увеличения доли сравнительно недорогой бижутерии в общем объёме ювелирного производства.

И это совершенно оправдано. Продолжающийся рост цен на драгоценные металлы делает непрактичным ношение дорогих изделий из золота и платины, в то время как появляется альтернатива в виде дешёвой и красивой бижутерии.
Способы пайки недорогих ювелирных украшений зависят от материала, из которого они изготовлены. К сожалению, некоторые сплавы, применяемые при изготовлении этих изделий, могут не поддаваться пайке.
В том случае, когда пайка возможна, лучше подобрать для этого сплав, состоящий из недорогих компонентов, так как припой может оказаться на порядок дороже самого изделия.
svaring.com
Как спаять серебро или серебряную цепочку: 2 способа пайки
Если случилась неприятность в виде разорвавшейся цепочки из серебра, не стоит отчаиваться и спешить избавляться от изделия. Поможет исправить положение ювелир. Однако возможность обратиться к нему за помощью есть не всегда.
Кроме того, подобная услуга будет стоить недешево и составит почти половину цены за сам предмет. Можно попытаться решить проблему самостоятельно и спаять серебряную цепочку в домашних условиях с применением доступных средств.
Как и с помощью чего спаять серебро?
Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет 960 градусов. Это средний показатель для различных металлов, из которых производятся ювелирные украшения.
 Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Он представляет собой прочное паяное соединение и применятся для пайки как цветных, так и черных металлов, а также различных сплавов. Для удобства использования все припои подлежат маркировке, включающей буквенно-цифровой набор. Цифровой показатель определяет количество серебра в припое в процентном соотношении.
Любой шов, спаянный при помощи припоя, устойчив к коррозии, не деформируется, является прочным. Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
Данные материалы продаются в специализированных магазинах. Оптимальным является припой, для которого температура плавления составляет выше 240 градусов. Поэтому покупать нужно сплав, имеющий маркировку ПСР2 или ПСР2,5. Альтернативой такому припою может стать специальная смесь.
В случае невозможности приобрести припой в специальных торговых точках, можно сделать его самостоятельно. Самый распространенный и качественный состав, в который входят:
- Серебро – 45%;
- Медь – 25%;
- Цинк – 30%.
Все компоненты расплавляются в муфельной печи. Смесь после плавки переливают на подложку и пропускают через станок, чтобы получились листы нужной толщины. Для спаивания применяют листы 1-3 мм. От них отрезают полоски необходимой длины.
Что необходимо иметь для спаивания изделия?
Чтобы спаянный шов был крепким, необходимо приготовить следующие материалы и инструменты:
 Основание для основной работы (плита из асбеста или кирпичи), устойчивое к высоким температурам;
Основание для основной работы (плита из асбеста или кирпичи), устойчивое к высоким температурам;- Припой из серебра;
- Флюс;
- Травильный раствор кислоты;
- Серную печень;
- Небольшую кисточку;
- Пинцет или щипчики;
- Кусачки;
- Газовую горелку;
- Щипцы из меди;
- Чистый кусок материи светлого оттенка.
Как запаять изделие: основные способы
В домашних условиях можно воспользоваться одним из двух вариантов пайки, применимой для серебра:
1. Газовой горелкой. Этот метод не только прост, но и экономически выгоден. Действовать нужно следующим образом:
- Зачистить всю поверхность, спаиваемых деталей, от видимых загрязнений и черноты;
- Тонким слоем нанести на элементы флюс. Его можно приготовить самостоятельно. Для этого буру заливают водой и прогревают на водяной бане. Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
В домашних условиях стоит отказаться от составов, в которых присутствуют элементы кадмия. Его пары могут привести к отравлению.
- Положить в место спаивания заранее подготовленный необходимый кусочек припоя. Его можно отрезать кусачками;
- Газовой горелкой следует прогревать изделие с боковой его части, обращая внимание на положение припоя. Он не должен сдуваться пламенем;
- По мере плавления флюса пламя стоит увеличивать до того момента, как припой образует шов. При недостаточности материалов, их можно добавлять в ходе работы;
- После того, как пайка завершена, дать изделию остыть и все части спаиваемого предмета в месте их соединения протереть наждачной бумагой для удаления следов флюса. Она же уберет лишний припой.
При пайке серебряных изделий лучше не использовать припой из олова и свинца. Он выручит в экстренной ситуации, но в дальнейшем усложнит соединение украшения в тех местах, где применялся. И часть цепочки придется вырезать. Этот же момент стоит уточнять и в ювелирных мастерских, если выбор оказался в их пользу.
2. Паяльником. Чтобы спаять части изделия паяльником, следует выбрать прибор с тонким жалом. Припой для такой работы лучше купить ПОС-60. Он начинает плавиться при температуре в 180 градусов.

Данный припой несколько отличается от обычных видов. Он изготовлен в форме трубки, внутренняя часть которой заполняется смолой. Именно она является альтернативой флюса из буры и выполняет функцию защиты сплава от возможного окисления. Порядок действий будет следующим:
- Зачищается поверхность изделия от окислов и прочих загрязнений;
- Места соединения прогреваются до такой температуры, чтобы она стала выше температуры плавления;
- На место плавки укладывается припой, с заложенным в него флюсом;
- Паяльником прогревается поверхность изделия. Под воздействием высокой температуры припой начинает плавиться и равномерно распределяться по поверхности;
- Изделию дают остыть и зачищают стыки наждачной бумагой.
При работе с горелкой и паяльником нужно соблюдать меры предосторожности, поскольку оба прибора могут стать причиной пожара.
Важно понимать, что любая некачественная работа может испортить изделие. Поэтому, если есть возможность, лучше доверить порванную цепочку или другое украшение из серебра профессионалам.
Похожие статьи
vseozolote.ru
14 советов при пайке ювелирных изделий
15 февраля 2018, 00:46
Советы, которые нужно помнить, когда занимаетесь пайкой серебра или других драгоценных металлов.

Каждый год я обучаю около 50 человек, которые являются новичками в работе с серебром, золотом, медью и латунью. Это особо заметно, что студенты являются новичками, когда наблюдаешь за процессом пайки металлов, особенно в работе и обращении с горелками.
Я не могу лично помочь каждому студенту и присутствовать в его дальнейшем развитии навыков пайки. Так что после первоначального обучения, я хотел бы дать моим нетерпеливым студентам следующие советы и подсказки для успешной пайки ювелирных изделий, и чтобы еще раз напомнить им о том, что они уже узнали.
Рекомендую разместить эту удобную шпаргалку в вашей мастерской и пользоваться, когда в этом будет нужда.
1. Потратьте время на плотную подгонку спаиваемых поверхностей и деталей. Сделайте подгонку краев частей изделия максимально туго друг к другу и без зазоров. Припой не сможет заполнить крупные щели и зазоры, вопреки расхожему мнению, и, повторюсь, чем плотнее подгонка, тем припой лучше растечется и соединит спаиваемые детали, и пайка изделия получится более качественной.
2. Работайте с самым высокотемпературным припоем. Припои более низкой температуры хуже «смешиваются» с поверхностью серебра на шве и возле шва. Чем выше точка плавления припоя, тем меньше примесей в нем, и тем меньше вероятность того, что он в конечном итоге запятнает и появится в виде темного шва на вашем изделии.
3. Не скупитесь на флюс. Флюс не только помогает растекаться припою, но и толстый, ровный слой флюса в области вашего шва у изделия также помогает предотвратить перегрев и образования «огненного пятна». Много флюса – это хорошо!
4. Выберите форму вашего припоя под конкретные задачи пайки. И проволочный и листовой припои – самые удачные формы для пайки. Выбирайте припой вдумчиво под свою задачу. Листовой припой, к примеру, может покрыть более большие области и кладется лучше на плоские поверхности. Проволочный работает особенно хорошо, когда, к примеру, вы паяете рамку под камень к пластине, и все потому, что капиллярное действие флюса вытягивает небольшие длинны проволочного припоя так, пропаяют полностью весь периметр соединения.
5. Используйте большее пламя горелки, чем вы хотели изначально. Смысл заключается в том, чтобы прогреть весь металл во избежание плохого протекания припоя а следовательно и плохой пайке и плохому соединению спаиваемых частей. Если Вы сомневаетесь, используйте горелку с бОльшим размером сопла.
6. Держите горелку вашей не ведущей рукой. Это даст вам большую сноровку и манёвренность с регулировкой пламени горелки и его использовании, позволяя вам манипулировать с припоем и металлом более легко.
ТИПЫ ПЛАМЕНИ
3 основных типа пламени: [А] оксидированное пламя, с большим количеством кислорода чем газа; [В] нейтральное пламя, с ровным смешиванием кислорода и газа; и [С] уменьшенное пламя, с меньшим количеством кислорода чем газа. Самая горячая часть пламени находится прямо за внутренним конусом пламени.
7. Используйте нейтральное пламя. Самое лучшее пламя для пайки, которое вы можете как раз едва услышать [иллюстрация B]. Резкое, шипящее окислительное пламя [иллюстрация А] содержит слишком много кислорода, который может увеличить шансы появления «огненного пятна». Пушистое, громкое пламя [иллюстрация C] не содержит достаточное количество кислорода и не настолько горячее и недостаточное для процесса пайки.
8. Знайте и изучайте своё пламя. Самая горячая точка пламени – около 1/4 дюйма. (6,5 мм) из кончика внутреннего синего конуса пламени [иллюстрация В]. Если вы используете зоны пламени, которые находятся дальше или ближе, чем эта точка, то Вы не будете нагревать изделия эффективно и правильно.
9. Держите распределение нагрева в голове. Рассмотрим количество металла в каждой из частей вашей вместе. Если один фрагмент составляет 75% от общей обьема изделия, а другой фрагмент 25%, то потратьте 75% из времени пайки на нагрев более большего фрагмента и 25% нагревая более малый фрагмент.
10. Используйте флюс в качестве индикатора. Флюс становится ясным и стеклянным при температуре около 650°С, как раз та самая температура, когда припой начинает растекаться. Следите за этими изменениями – это хороший признак того, что припой скоро растечется, и что вы равномерно распределяете нагрев пламенем вашей горелки.
11. Уберите свою горелку, как только припой потечет. Следите за блестящей вспышкой плавления припоя, когда это произойдет, немедленно уберите горелку и прекратите нагрев. Перегрев металла может привести к его хрупкости или расплаву.
12. Всегда остужайте ваш металл в воде для того чтобы охладить его прежде чем положить в отбел. Это предотвращает вас лишних движений с горячим металлом в руках и от брызг кислотного отбела на себя. И поскольку металл будет уже охлажден, то когда он попадает в отбел – меньше кислотного отбела попадет в микро-трещины в припое и следовательно уменьшатся шансы обесцветить припой в месте шва.
13. Никогда не кладите в отбел ничего железного или стального. Железо или сталь создают химическую реакцию с отбелом, который может изменить цвет вашего металла и выступление частиц меди на поверхности металла. Всегда используйте медный или пластиковый пинцет для восстановительной реакции в отбеле.
14. Если Вы не можете избежать появления «огненных пятен», то вы можете удалить их или скрыть. «Огненное пятно» может быть «скрыто» и ваше изделие может выглядеть отлично после отбеливания, но как только вы начинаете шлифовать и приполировывать ваше изделие, то внезапно может проявиться это самое пятно или пятна. «Огненные пятна» появляются как темно-фиолетовая тень прямо под поверхностью серебра.
Не переживайте! Если вы шлифуете или полируете изделие, то в конечном итоге и удалите пятно вместе с верхним слоем серебра, и уже потом начисто отполируете изделие. Кроме того, некоторые мастера, чтобы скрыть пятна, предпочитают нанесение тонким слоем серебряных частиц посредством процесса, называемого “обеднение”.
По материалам источника: http://www.facetjewelry.com
Авторы перевода: Алексей Туев и Дмитрий Татауров
все новости
finagel.ru
Пайка серебра в домашних условиях: припой, флюс, горелка
Пайка серебра происходит путем плавления твердого металла, действие происходит при температуре 960 градусов. В сплавах показатель плавления может меняться, зависит от составных частей. Прежде чем приступить к произведению работ при домашних условиях, стоит набить руку на менее дорогих поделках.
 Пайка серебра в домашних условиях
Пайка серебра в домашних условияхПайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
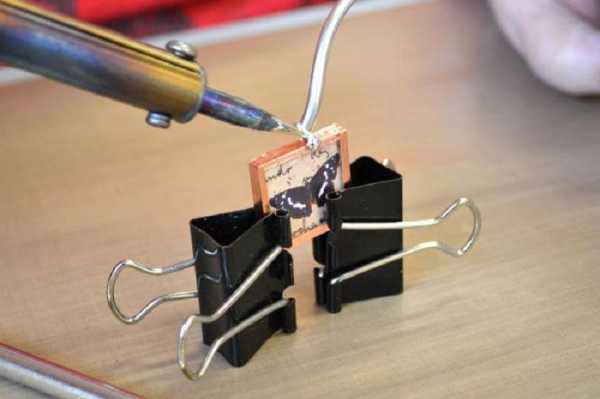
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.

Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.

Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.
Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.

Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.
К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.

Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.
- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.

Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.

- Припой ПОС-40

- ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru