Шаг метрической резьбы нормальный – Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
alexxlab | 17.02.2018 | 0 | Вопросы и ответы
шаг резьбы | Блог слесаря-ремонтника и механика по наладке оборудования
При ремонте оборудования мы сталкиваемся с такими видами резьб: метрическая, дюймовая, коническая.
Метрическая резьба, в основном, используется с нормальным шагом.
Шаг резьбы (нормальный) | Диаметр резьбы | |||
наружный | средний | внутренний | диаметр сверла под резьбу (формула: диаметр резьбы – шаг резьбы) | |
0,80 | 5 | 4,480 | 4,134 | 4,2 |
1 | 6 | 5,350 | 4,918 | 5 |
1,25 | 8 | 7,188 | 6,647 | 6,7 |
1,50 | 10 | 9,026 | 8,376 | 8,5 |
1,75 | 12 | 10,863 | 10,106 | 10,3 |
2 | 14 | 12,701 | 11,835 | 12 |
2 | 16 | 14,701 | 13,835 | 14 |
2,5 | 18 | 16,376 | 15,294 | 15,5 |
2,5 | 20 | 18,376 | 17,294 | 17,5 |
2,5 | 22 | 20,376 | 19,294 | 19,5 |
3 | 24 | 22,051 | 20,752 | 21 |
» Read more..
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 8724-2002
(ИСО 261-98)
Группа Г13
МКС 21.040.10
ОКСТУ 0071
Дата введения 2004-01-01
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО “НИИизмерения”)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджан | Азгосстандарт |
Армения | Армгосстандарт |
Беларусь | Госстандарт Республики Беларусь |
Грузия | Грузстандарт |
Казахстан | Госстандарт Республики Казахстан |
Кыргызстан | Кыргызстандарт |
Молдова | Молдова-стандарт |
Российская Федерация | Госстандарт России |
Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба “Туркменстандартлары” |
Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
(Поправка, ИУС 10-2004)
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 261-98 “Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм” и содержит дополнительные требования, отражающие потребности экономики страны
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. N 201-ст межгосударственный стандарт ГОСТ 8724-2002 (ИСО 261-98) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
6 ВЗАМЕН ГОСТ 8724-81
ВНЕСЕНЫ поправки, опубликованные в ИУС N 10, 2004 год, ИУС N 4, 2006 год, ИУС N 6, 2015 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм.
Основные размеры метрической резьбы – по ГОСТ 24705.
Допуски резьбы – по ГОСТ 9000 и ГОСТ 16093.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9150-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 16093-70 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
3 Определения
Термины и определения – по ГОСТ 11708.
4 Выбор диаметров и шагов
4.1 Диаметры и шаги резьб должны соответствовать указанным в таблице 1.
При выборе диаметров резьб следует предпочитать первый ряд второму, а второй – третьему.
Таблица 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | |||||
1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | ||||
0,25 | 0,075 | ||||||||
0,3 | 0,08 | ||||||||
0,35 | 0,09 | ||||||||
0,4 | 0,1 | ||||||||
0,45 | 0,1 | ||||||||
0,5 | 0,125 | ||||||||
0,55 | 0,125 | ||||||||
0,6 | 0,15 | ||||||||
0,7 | 0,175 | ||||||||
0,8 | 0,2 | ||||||||
0,9 | 0,225 | ||||||||
1 | 0,25 | 0,2 | |||||||
1,1 | 0,25 | 0,2 | |||||||
1,2 | 0,25 | 0,2 | |||||||
1,4 | 0,3 | 0,2 | |||||||
1,6 | 0,35 | 0,2 | |||||||
1,8 | 0,35 | 0,2 | |||||||
2 | 0,4 | 0,25 | |||||||
2,2 | 0,45 | 0,25 | |||||||
2,5 | 0,45 | 0,35 | |||||||
3 | 0,5 | 0,35 | |||||||
3,5 | 0,6 | 0,35 | |||||||
Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | |||||||
4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||
4 | 0,7 | 0,5 | |||||||||
4,5 | 0,75 | 0,5 | |||||||||
5 | 0,8 | 0,5 | |||||||||
5,5 | 0,5 | ||||||||||
6 | 1 | 0,75 | 0,5 | ||||||||
7 | 1 | 0,75 | 0,5 | ||||||||
8 | 1,25 | 1 | 0,75 | 0,5 | |||||||
9 | 1,25 | 1 | 0,75 | 0,5 | |||||||
10 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||||
11 | 1,5 | 1 | 0,75 | 0,5 | |||||||
12 | 1,75 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
14 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
15 | 1,5 | 1 | |||||||||
16 | 2 | 1,5 | 1 | 0,75 | 0,5 | ||||||
17 | 1,5 | 1 | |||||||||
18 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
20 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
22 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
24 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
25 | 2 | 1,5 | 1 | ||||||||
26 | 1,5 | ||||||||||
27 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
28 | 2 | 1,5 | 1 | ||||||||
30 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
32 | 2 | 1,5 | |||||||||
33 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
35 | 1,5 | ||||||||||
36 | 4 | 3 | 2 | 1,5 | 1 | ||||||
38 | 1,5 | ||||||||||
39 | 4 | 3 | 2 | 1,5 | 1 | ||||||
40 | 3 | 2 | 1,5 | ||||||||
42 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
45 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
48 | 5 | 4 | 3 | 2 | 1,5 | 1 | |||||
(Поправка, ИУС 4-2006).
Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | |||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | ||||||
8 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
50 | 3 | 2 | 1,5 | |||||||
52 | 5 | 4 | 3 | 2 | 1,5 | 1 | ||||
55 | 4 | 3 | 2 | 1,5 | ||||||
56 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
58 | 4 | 3 | 2 | 1,5 | ||||||
60 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
62 | 4 | 3 | 2 | 1,5 | ||||||
64 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
65 | 4 | 3 | 2 | 1,5 | ||||||
68 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
70 | ||||||||||
docs.cntd.ru
Метрическая резьба – размеры, таблицы, параметры
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки – равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.

Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
Существует еще ряд параметров, которые определяют разделение на типы.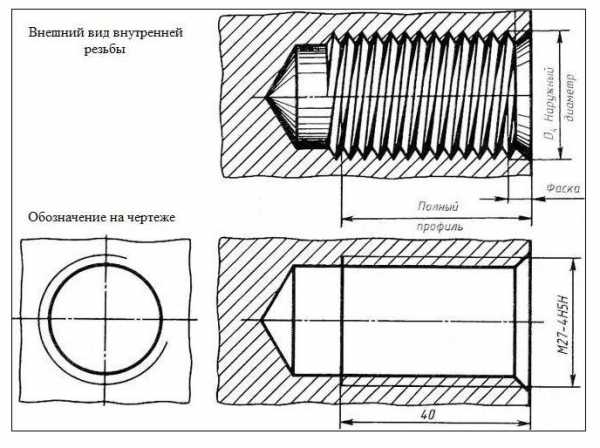
Геометрия
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.
Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d. - Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.

Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.
Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.

Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
oxmetall.ru
основные размеры, таблица и диаметр
Размеры и таблица значений метрической резьбы позволяет качественно выполнить нарезку, не прибегая к сложным математическим расчетам. Таблица предоставляет необходимую информацию относительно диаметра отверстий, применяемого шага, сверла и пр. Все параметры стандартизированы, что позволяет получить качественное и надежное резьбовое соединение своими руками.
Содержание статьи
Особенности
Фото таблицы метрической резьбы
- Подавляющее большинство крепежных соединений основываются на метрической резьбе в нашей стране;
- Угол треугольного профиля метрической резьбы составляет 60 градусов;
- Все размеры указываются в миллиметрах;
- Нарезка метрического типа делится на изделия с крупным и мелким шагом;
- Крупный шаг актуален для диаметров 1-68 мм, а мелкий шаг — для диаметров 1-600 мм;
- Крупношажная нарезка используется в соединениях, которые подвергаются ударным нагрузкам;
- Мелкошажная резьба актуальна для тонкостенных деталей и для придания соединениям герметичности;
- Мелкошажная нарезка получила широкое распространение в установочных и регулировочных крепежных соединениях. Это обусловлено тем, что с их помощью легко регулировать параметры с высокой точностью;
- Все современные машины проектируются на основе применения только метрической нарезки.
Характеристики и обозначения
Фото таблицы основных размеров
Существует метрическая, дюймовая, трубная нарезка. Каждая из них классифицируется по нескольким признакам:
- Направление витков — левые и правые;
- Форма профиля — круглая, упорная, треугольная и пр.;
- Расположение — внешняя, внутренняя;
- Характер поверхности и функции — дюймовая, метрическая, коническая и т.д.;
- Количество заходов — однозаходные и многозаходные.
При этом дюймовая и трубная нарезка не так распространена, как метрическая. В связи с этим оставив дюймовые и трубные резьбы, а детальнее рассмотрим метрическую.
Резьба имеет две основные характеристики.
- Номинальный диаметр. Им называют условные размеры, используемые в обозначениях. Номинальный диаметр равняется наружному диаметру гайки и болта, которые равны между собой.
- Шаг резьбы. Размеры шага резьбы равняется расстоянию между двумя идентичными точками ближайших профилей, которые располагаются в одной плоскости. Определение достаточно сложное, но на практике отыскать эти размеры очень просто. Для определения размеров нужно прокатить болт на листе бумаги высокой плотности у его стержня и измерить, какой шаг имеется между ближайшими расположенными бороздками. Это и есть шаг. Определять подобные размеры таким способом не является высокоточным методом. Но чтобы удостовериться, чтобы размеры рассчитаны верно, есть специальная таблица. Эта таблица позволяет свериться с вашими вычислениями, либо определить требуемые параметры, не прибегая к замерам или математическим расчетам.
Дюймовая, трубная и наша метрическая нарезка имеют определенные обозначения размеров и других параметров. Чтобы таблица не вызывала много лишних вопросов, постараемся рассказать обо всех нюансах обозначений, представленных в ней.
Для обозначения резьбы используются буквы и цифры. В качестве примера резьба М40. Здесь:
- Буква М означает тип нарезки. М — метрическая. Она не дюймовая, трубная. Тут все предельно понятно;
- 40 — это номинальные диаметры. Цифра после буквы означает, какими номинальными диаметрами характеризуется резьба. В нашем случае это 40 мм;
- Если шаг резьбы крупный, это никак не отображается в обозначении. Определить его можно по ГОСТу.
В качестве альтернативы рассмотрим пример с мелким шагом — М30х2.
- Тут ситуация диаметрами аналогична — этот показатель составляет 30;
- Нарезка метрическая, о чем нам говорит буква М;
- 2 означает, что шаг составляет 2 миллиметра.
И еще пара важных моментов.
- Резьба может иметь разные шаги и быть левосторонней или правосторонней.
- Правосторонняя резьба в обозначениях не указывается.
- Если вы видите нечто вроде М20 LH, это говорит о левостороннем направлении резьбы.
- Количество заходов. Для однозаходной резьбы число не указывается, поскольку оно всегда составляет 1. Если это многозаходная нарезка, тогда обозначение выглядит примерно так — М30х3 (Р2). Здесь в скобках отмечают шаг резьбы, а 2 — это количество заходов.
Выбор метчика
Метчик — это основной рабочий инструмент, с помощью которого выполняется внутренняя нарезка будущих резьбовых соединений. Потому чтобы сделать различные виды резьбы с определенным шагом, потребуется грамотно подобрать метчик для выполнения поставленных задач.
- Первым делом мастер должен выбрать тип метчика, который подходит для выполнения планируемой резьбы. В нашем случае мы говорим о метчиках для метрической нарезки;
- Далее определяется назначение — шаг, допуски, форма профиля;
- В зависимости от класса точности, мастер решает, можно ли обойтись одним метчиком, либо для выполнения операции нужно обзавестись комплектом — черновым и чистовым метчиком;
- Материал, на котором выполняется нарезка. Основной материал, где выполняется резьба — это металл. При этом он бывает разным по уровню прочности, от чего напрямую зависит выбор характеристик метчика;
- Передний угол заточки зубцов. Для каждого типа металла имеется определенное значение. Если это сталь, угол составляет от 5 до 10 градусов, для меди — от 0 до 5 градусов, а в случае с алюминием — от 25 до 30 градусов;
- Метчики могут быть изготовлены из обычной, высокопрочной стали или из обычного металла, но с напайками повышенной прочности. Последний вариант позволяет удешевить производство метчиков, но сохранить их высокую надежность;
- Основной момент выбора метчика — это диаметр отверстия. Именно по нему будет осуществляться нарезка внутренней резьбы;
- При этом диаметр инструмента обязан быть немного меньше, чем диаметр отверстия. Если вам требуется метрический тип резьбы типа М20, то есть диаметр метчика составляет 20 мм, тогда диаметр отверстия будет 19 мм. Все требуемые параметры определяются по специальной стандартизированной таблице;
- Если резьба не предъявляет специальных требований, шаг применяется стандартный, указанный в таблице.
Нюансы нарезки
Когда с диаметрами, прочими параметрами требуемой резьбы определились и подобрали сам метчик, следует выполнить операцию по нарезке.
- Заготовка, на которой выполняется нарезка, фиксируется в тисках.
- Ось отверстия следует расположить максимально перпендикулярно относительно рабочего стола.
- Метчик устанавливается в гнезде воротка, в вертикальном положении заводится в фаску под отверстие в заготовке.
- Двумя руками мастер удерживает вороток, прижимая метчик к детали и совершая вращения по часовой стрелке.
- Вращать инструмент следует аккуратно, плавно и равномерно, немного надавливая.
- Делается два полных оборота, после чего делается пол оборота назад, против движения часовой стрелки.
- В процессе изготовления резьбы инструмент обязательно охлаждается. Если это алюминий, применяют керосин, для меди охладителем выступает скипидар, а для стальных изделий — эмульсия. Чугун и бронза в охлаждении не нуждаются.
- Внутренняя резьба выполняется комплектом метчиков.
- Сначала используется черновой инструмент, затем средний, а завершает работу чистовой. Исключив один из метчиков, вы не ускорите процесс нарезки, а вот сама резьба окажется значительно хуже по качеству.
Выполнить метрическую нарезку не сложно, если использовать соответствующие инструменты и опираться на стандартизированные параметры специализированных таблиц.
tvoistanok.ru
Размеры резьбы от М 16 до М 24
Размер резьбы М17 :
– диаметр стержня по гребню резьбы: 17 (мм);
– шаг (наибольший): 1.5 (мм);
– наружный диаметр (d): 17 (мм);
– средний диаметр (d2): 16.026 (мм);
– внутренний диаметр по дну впадины (d3): 15.160 (мм).
Размер резьбы М18 :
– диаметр стержня по гребню резьбы: 18 (мм);
– шаг (наибольший): 2.5 (мм);
– наружный диаметр (d): 18 (мм);
– средний диаметр (d2): 16.376 (мм);
– внутренний диаметр по дну впадины (d3): 14.933 (мм).
Размер резьбы М20 :
– диаметр стержня по гребню резьбы: 20 (мм);
– шаг (наибольший): 2.5 (мм);
– наружный диаметр (d): 20 (мм);
– средний диаметр (d2): 18.376 (мм);
– внутренний диаметр по дну впадины (d3): 16.933 (мм).
Размер резьбы М22 :
– диаметр стержня по гребню резьбы: 22 (мм);
– шаг (наибольший): 2.5 (мм);
– наружный диаметр (d): 22 (мм);
– средний диаметр (d2): 20.376 (мм);
– внутренний диаметр по дну впадины (d3): 18.933 (мм).
Размер резьбы М24 :
– диаметр стержня по гребню резьбы: 24 (мм);
– шаг (наибольший): 3 (мм);
– наружный диаметр (d): 24 (мм);
– средний диаметр (d2): 22.051 (мм);
– внутренний диаметр по дну впадины (d3): 20.319 (мм).
razmery.info
Основные параметры метрической резьбы
Метрическая резьба принята для рассмотрения в качестве представителя резьбовых соединений.
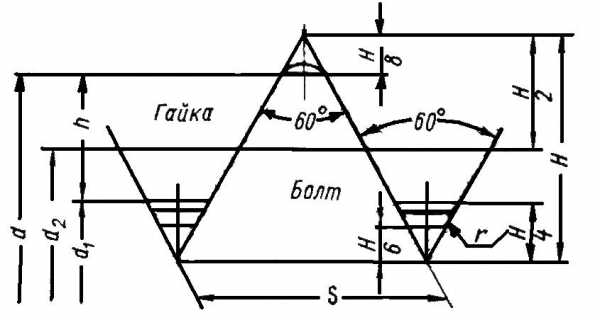
В основу профиля метрической резьбы положен треугольник, у которого срезаны вершины.
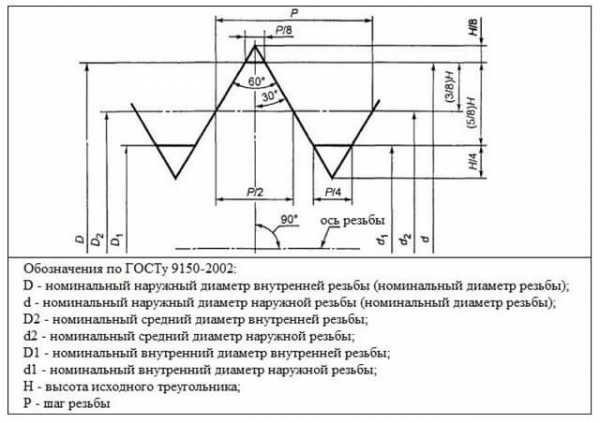
Для образования рабочей высоты профиля h2 из общей высоты равнобедренного треугольника Н в профиле резьбы предусмотрен срез вершины острых углов у гайки Н/4 и у болта Н/8. Исходная высота профиля Н установлена в зависимости от шага резьбы и равна 0,8660254Р, где Р – шаг резьбы.
Форма впадины у болта и гайки не регламентируется и может быть плоскосрезанной или закругленной, и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту. Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для получения резьбовых деталей крепления.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, одинаковых для болта и гайки, которые и используются при нормировании точности резьбы.
Этими элементами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы Р и угол профиля резьбы .
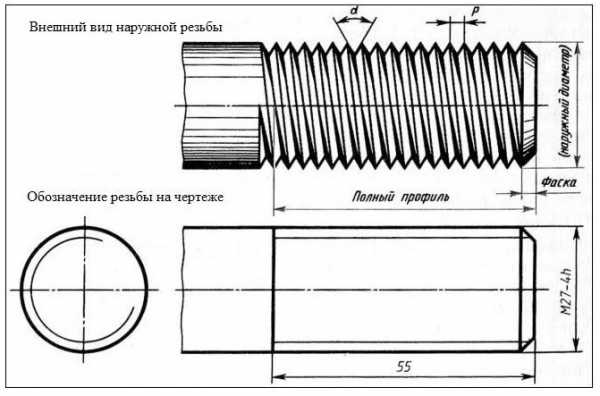
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
2. Внутренний диаметр d1 и D1 – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
3. Средний диаметр d2 и D2 – диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р – расстояние между параллельными сторонами двух соседних витков резьбы, измеренное по среднему диаметру. Для многозаходной резьбы наряду с термином «шаг» применяют термин «ход». Ходом t называется расстояние между параллельными сторонами профилей, соответствующих одному и тому же витку. Ход равен перемещению болта (гайки) в осевом направлении за один оборот относительно гайки (болта): , где – число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
5. Угол профиля резьбы – угол между боковыми сторонами профиля, измеренный в плоскости, проходящей через ось резьбы.
6. Половина угла профиля – угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
7. Длина свинчивания l – длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении. Часто этот элемент называют высотой гайки.
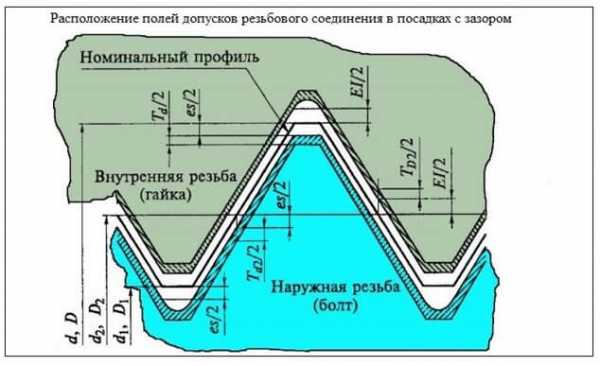
Резьбовые соединения по характеру соединения бывают такими же, как и соединения гладких элементов деталей, т. е. они образуют посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором.
Соединение внутренних и наружных резьб происходит по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается. В зависимости от характера сопряжения по боковым сторонам профиля (т. е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Похожие статьи:
poznayka.org