Шероховатость после сверления – Шероховатость поверхности при некоторых видах обраб
alexxlab | 08.08.2017 | 0 | Вопросы и ответы
Шероховатость при литье, фрезеровании, точении, сверлении, нарезании резьбы
Синим цветом выделены возможные значения параметров шероховатости. Зеленым цветом выделены оптимальные значения параметров шероховатости для конкретного вида литья.
| Вид литья | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Литье в песчаные формы | ||||||||||||||
| Литье в кокиль | ||||||||||||||
| Литье по выплавляемым моделям | ||||||||||||||
| Литье в оболочковые формы | ||||||||||||||
| Литье под давлением | ||||||||||||||
| Центробежное литье | ||||||||||||||
Таблица шероховатости поверхностей заготовок деталей, обрабатываемых давлением
Синим цветом выделены возможные значения параметров шероховатости для конкретного метода обработки.
| Метод обработки | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Горячая ковка в штампах | ||||||||||||||
| Горячая вырубка и пробивка | ||||||||||||||
| Горячая объемная штамповка без калибровки | ||||||||||||||
| Холодная штамповка | ||||||||||||||
| Круглый холодный прокат (калиброванный) | ||||||||||||||
| Прокат листовой | ||||||||||||||
| Прокат ленты | ||||||||||||||
| Прокат после обдувки песком | ||||||||||||||
Таблица шероховатости поверхностей при различных видах обработки деталей резанием
Синим цветом выделены возможные значения параметров шероховатости для конкретного метода обработки.
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Фрезерование | ||||||||||||||
| Точение и расточка | ||||||||||||||
| Сверление | ||||||||||||||
| Нарезание резьбы | ||||||||||||||
| Зенкерование | ||||||||||||||
| Зенкование | ||||||||||||||
| Растачивание | ||||||||||||||
| Развертывание | ||||||||||||||
| Шлифование | ||||||||||||||
| Строгание | ||||||||||||||
| Долбление | ||||||||||||||
| Газовая резка | ||||||||||||||
| Отрезка приводной пилой | ||||||||||||||
| Дробеструйная и пескоструйная обработка | ||||||||||||||
| Протягивание | ||||||||||||||
| Шабрение | ||||||||||||||
| Слесарная опиловка | ||||||||||||||
| Электроэрозионная обработка | ||||||||||||||
| Хонингование | ||||||||||||||
| Суперфиниширование | ||||||||||||||
| Притирка | ||||||||||||||
| Полирование | ||||||||||||||
| Доводка | ||||||||||||||
tekhnar.ru
при механической, токарной, черновой, чистовой обработке
Таблица шероховатости.
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
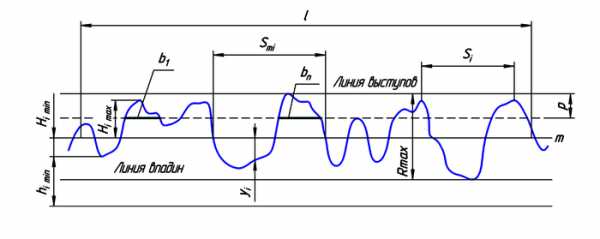
На рисунке схематично показаны параметры шероховатости, где: l — базовая длина; m — средняя линия профиля; S mi — средний шаг неровностей профиля; S i — средний шаг местных выступов профиля; H i max — отклонение пяти наибольших максимумов профиля; H min — отклонение пяти наибольших минимумов профиля; h i max — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; h i min — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль; R max — наибольшая высота профиля; y i — отклонения профиля от линии m; p — уровень сечения профиля; b n — длина отрезков, отсекаемых на уровне p.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.08 | 0.025 | 0.01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
|
|
Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Развертывание нормальное | 3.2 | 1.6 | 0.8 | |||||||||||
| Развертывание точное | 1.6 | 0.8 | 0.4 | |||||||||||
| Развертывание тонкое | 0.8 | 0.4 | 0.2 | |||||||||||
| Протягивание | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | ||||||||
| Точение тонкое | 3.2 | 1.6 | 0.8 | 0.4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 | 3.2 | 1.6 | |||||||||
| Строгание тонкое | 1.6 | 0.8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 | 3.2 | 1.6 | |||||||||||
| Фрезерование тонкое | 3.2 | 1.6 | 0.8 | |||||||||||
| Шлифование предварительное | Rz25 | 3.2 | 1.6 | |||||||||||
| Шлифование чистовое | 1.6 | 0.8 | 0.4 | |||||||||||
| Шлифование тонкое | 0.4 | 0.2 | ||||||||||||
| Шлифование – отделка | 0.1 | 0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Притирка грубая | 0.8 | 0.4 | ||||||||||||
| Притирка средняя | 0.4 | 0.2 | 0.1 | |||||||||||
| Притирка тонкая | 0.1 | 0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Хонингование нормальное | 1.6 | 0.8 | 0.4 | 0.2 | ||||||||||
| Хонингование зеркальное | 0.4 | 0.2 | 0.1 | 0.08 | ||||||||||
| Шабрение | 3.2 | 1.6 | 0.8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 | 3.2 | ||||||||
| Литье прецизионное | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | |||||||
www.ctanku.ru
Взаимосвязь шероховатости и точности обработки. Классы шероховатости, достигаемые различными видами механической обработки
Чтобы достичь заданной точности размеров детали и установить при контроле, действительно ли получен заданный размер, необходимо обеспечить при обработке надлежащий класс шероховатости поверхности.
Необходимая точность обработки, отвечающая требованиям заданного класса точности, достигается на различных станках разными способами.
Точность выполнения размеров определяется квалитетами (в системе ОСТ – классы точности). Квалитет (по стандартам СЭВ – Совет Экономической Взаимопомощи) показывает относительную точность изготовления детали.
В зависимости от величины допуска на размер установлено 19 квалитетов точности (IT01, IT0, IT1, IT2,…IT17; IT – Intеrnational Tolerance – международный допуск). IT8 – допуск системы по 8 квалитету ISO (ISO – международная организация по стандартизации).
Практикой определены взаимосвязи между видами обработки и шероховатостью поверхности. Так, например, установлено, что средняя высота неровностей не должна превышать 10-25% от допуска на обработку. Это позволило установить достижимую шероховатость поверхности для различных видов обработки, а с учётом затрат при любом другом способе обработки – и экономически достижимую шероховатость поверхности.
Различные методы обработки по-разному влияют на качество поверхности.
Таблица 1. Характеристики точности и качества, характерные для различных способов обработки резанием
| № п/п | Вид обработки | Точность размеров формы | Качество поверхности | |
| квалитет | степень точности | Rа мкм | ||
| Доводка | 3-4 | 0,08-0,01 | ||
| Суперфиниширование | 3-4 | 0,16-0,01 | ||
| Хонингование | 3-4 | 0,63-0,01 | ||
| Полирование | Предшествующ. | Пр.обработка | 0,63-0,02 | |
| Тонкое точение – строгание – шлифование – фрезерование – растачивание | 5-6 | 5-6 6-7 3-4 6-7 5-6 | 1,25-0,32 6,3-1,2 0,63-0,16 1,6 1,25-0,32 | |
| Чистовое шлифование – фрезерование – точение -растачивание – строгание -развертывание – зенкерование | 5-6 6-7 5-6 5-7 6-7 | 6-7 8-9 8-9 6-7 9-10 | 1,25-0,63 6,3-3,2 10-1,25 5-2,5 6,3-3,2 1,25-0,32 6,3-3,2 | |
| Черновое точение – шлифование – растачивание – сверление – зенкерование – развертывание – фрезерование – строгание – долбление | 9-10 7-9 7-9 11-13 10-11 7-9 | 6-7 9-10 13-15 8-10 7-9 9-10 9-10 9-10 | 40-20 2,5-1,25 80-50 25-5 25-12,5 2,5-1,25 50-25 25-12,5 25-12,5 | |
| Сверление по кондуктору | 11-12 | 8-9 | 25-6,3 | |
| Координатное растачивание | 4-5 | 1,25-0,32 | ||
| Нарезание резьбы: метчиком (плашкой) резцом фрезой | 10-5 5-1,25 5-1,6 |
Для достижения заданного взаимного расположения поверхностей, формы и размеров деталей, их шероховатости и физико-механических свойств при производстве машиностроительной продукции применяют различные методы обработки: резание лезвийным и абразивным инструментами; поверхностное пластическое деформирование; электрофизические, электрохимические и другие методы. По мере приближения размера обрабатываемой поверхности к заданному размеру по чертежу обработка заготовки может быть нескольких видов: обдирочная, черновая, получистовая, чистовая, тонкая, отделочная.
Обдирочная обработка применяется для крупных поковок и отливок 16-18-го квалитетов точности. Она уменьшает погрешности формы и пространственных отклонений грубых заготовок, обеспечивая 15-16-й квалитеты точности, шероховатость поверхности Ra больше 100 мкм.
Черновая обработка выполняется в большом диапазоне точности (12-16-й квалитеты). Шероховатость поверхности Ra = 100-25 мкм.
Получистовая обработка применяется для заготовок, к точности которых предъявляются повышенные требования. Этот вид обработки обеспечивает 11-й, 12-й квалитеты точности. Шероховатость поверхности
Ra = 50,0-12,5 мкм.
Чистовая обработка применяется как окончательный вид обработки для тех заготовок, заданная точность которых укладывается в точность, достигаемую чистовой обработкой (8-11-й квалитеты). Шероховатость поверхности обеспечивается в пределах Ra = 12,5-2,5 мкм.
Тонкая обработка применяется для окончательного формирования поверхностей детали и при малых операционных припусках. Шероховатость поверхности находится в пределах значений Ra = 2,5-0,63 мкм.
Отделочная (финишная) обработка используется для получения требуемой шероховатости поверхности детали на точность обработки влияния почти не оказывает. Выполняется, как правило, в пределах допуска предшествующей обработки. Отделочная обработка обеспечивает получение шероховатости поверхности Ra = 0,63-0,16 мкм.
В современном машиностроении наиболее распространены обработка заготовок лезвийным и абразивным инструментами, которые формируют точность и качество поверхностей деталей. Лезвийным инструментом из сверхтвердых материалов можно обрабатывать заготовки с твердостью до 45 HRC, а абразивным инструментом целесообразно выполнять обработку металлов с более высокой твердостью.
Обработка лезвийным инструментом используется как процесс чистовой и тонкой обработки: тонкое точение, тонкое фрезерование, тонкое развертывание, протягивание, прошивание.
Сущность тонкого точения заключается в снятии стружки малого по толщине сечения при больших скоростях резания (100-1000 м/мин): для чугунных заготовок скорость резания составляет 100-150 м/мин; для стальных – 150-250 м/мин; для цветных сплавов – до 1000 м/мин. Подача устанавливается для предварительного хода – 0,15 мм/об, а для окончательного – 0,01 мм/об. Глубину резания принимают 0,2-0,3 и 0,05-0,01 мм соответственно.
Малые по толщине сечения стружки не вызывают больших усилий резания и значительных деформаций технологической системы СПИД, что обеспечивает 6-8-й квалитеты точности (при обработке цветных металлов и сплавов – 5-6-й квалитеты). Шероховатость поверхности у заготовок из черных металлов Ra = 2,50-0,63 мкм; цветных металлов – Ra = 0,32-0,16 мкм.
Тонкое точение применяется перед хонингованием, суперфинишированием, полированием и выполняется на высокооборотных станках (10-15 тыс. мин-1). Радиальное биение шпинделя не должно превышать 0,005 мм. Все вращающиеся детали должны быть точно отбалансированы.
Резцы оснащаются твердыми сплавами, алмазом, эльбором и другими режущими материалами с высокой износостойкостью. Тонкое обтачивание обеспечивает допуск размеров 5-80 мкм, овальность и конусообразность не более 3 мкм.
Тонкое фрезерование осуществляется преимущественно торцовыми фрезами при обработке плоских поверхностей. Фрезу устанавливают с уклоном 0,0001, чтобы исключить контакт с поверхностью зубьев, не участвующих в резании. При тонком фрезеровании снимается припуск 0,2-0,5 мм, а отклонение от плоскостности на 1 м длины составляет 0,02-0,04 мм. Шероховатость поверхности Ra= 2,5-0,63 мкм.
Тонкое развертывание обеспечивает высокую точность и малую шероховатость, однако не исправляет положения оси обрабатываемого отверстия, поскольку снимает равномерный припуск по всей поверхности. Тонкое развертывание обеспечивает точность, соответствующую 5-7-му квалитетам, Ra = 1,25-0,63 мкм, и чаще всего выполняется после сверления и зенкерования или чернового и чистового растачивания отверстий.
Протягивание применяется для обработки внутренних и наружных поверхностей. При чистовом протягивании цилиндрических отверстий обеспечивается точность 6-9-го квалитетов (шероховатость поверхности
Ra = 2,50-0,63 мкм), протягивание наружных поверхностей обеспечивает точность 11-го квалитета. Протягивание выполняется на горизонтальных и вертикальных станках, универсальных и специальных полуавтоматах и автоматах.
Прошивание осуществляется специальным инструментом (прошивкой), который проталкивают через обрабатываемое отверстие в заготовке с помощью пресса.
megaobuchalka.ru
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
tekhnar.ru
Шероховатость обработанной поверхности
При обработке деталей на металлорежущих станках на отработанной поверхности всегда остаются неровности в виде впадин и гребешков. Эти неровности бывают при всех видах обработки, даже при самой тщательной отделке поверхностей. Высота неровностей, оставшихся после резца, зависит от способа обработки после обдирочных работ эти неровности видны на глаз, при очень тщательной отдельно поверхности (чистовая обработка, тонкое точение) их можно обнаружить лишь при рассматривании в микроскоп или измерить специальными приборами – профилометрами, профилографами и др. Высоту микронеровностей измеряют в микронах.
Чем меньше шероховатость обработанной поверхности детали, тем меньше она изнашивается от трения при сопряжении с поверхностью другой детали, тем лучше противостоит коррозии, т.е. разрушению под действием различных химических веществ – газов, жидкостей и др. Значительные шероховатости остающиеся на обработанной поверхности, снижают также прочность деталей машин, в особенности при переменных нагрузках. Из этого следует насколько важно влияние шероховатости обработанной поверхности на эксплуатационные характеристики детали.
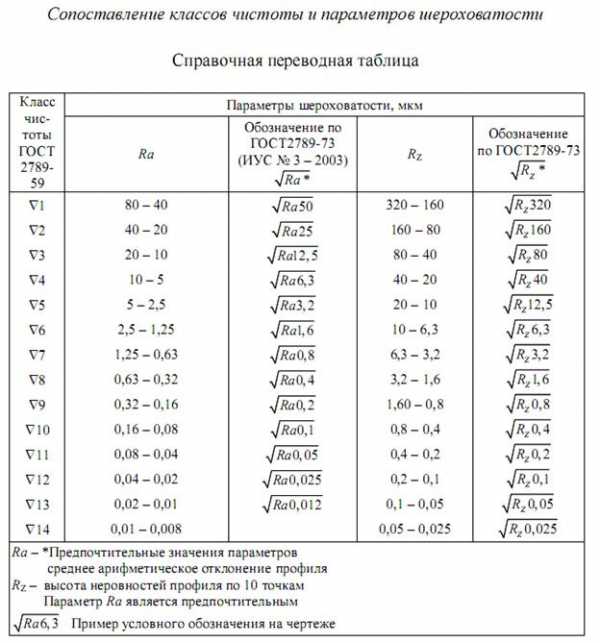
ГОСТ 2789-59 предусматривает 14 классов чистоты поверхности: самые чистые поверхности по данному стандарту оцениваются по 14-му классу, а самые грубые – по 1-му.
Для обозначения классов чистоты поверхности устанавливается один знак – равносторонний треугольник Δ, рядом с которым указывается номер (например, Δ 4; Δ 7; Δ 14).
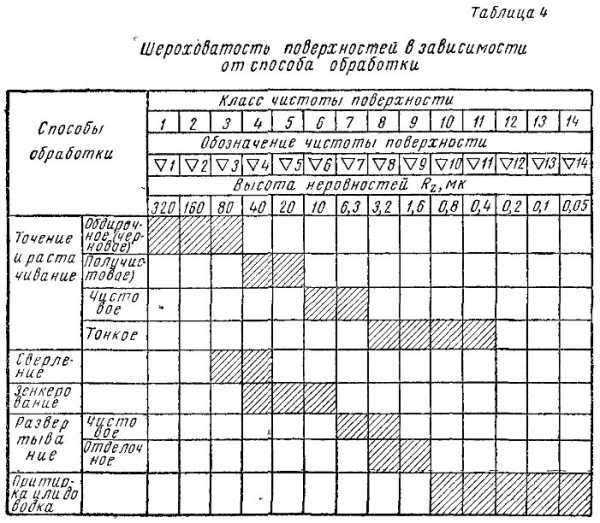
В таблице 4 приведены классы чистоты поверхности по ГОСТ 2789-59 и указаны способы обработки, обеспечивающие получение заданной чистоты.
Шероховатость обработанной поверхности детали зависит от свойств обрабатываемого материала, режима резания (скорости резания и подачи), геометрии резца (переднего угла, главного угла в плане, радиуса закругления вершины), тщательности заточки и доводки режущих кромок резца, вибраций (колебаний в системе: станок – приспособление – инструмент – деталь), охлаждения и др.
Чем меньше подача и главный угол в плане и чем больше радиус закругления вершины резца, тем меньше шероховатость обработанной поверхности.
Очень сильное влияние на шероховатость поверхности оказывает скорость резания, в особенности при обработке пластичных материалов (сталь, алюминиевые сплавы и др.).Применяя скорости резания 100-200 м/мин при чистовом точении стали твердосплавными резцами, можно получить чистоту обработанной поверхности 6-7-го класса (см. табл. 4).
Широкое распространение на машиностроительных заводах при выполнении чистовых и отделочных работ получили смазочно-охлаждающие жидкости: минеральные, растительные и компаундированные масла (смесь минерального масла с растительным), осерненные масла (сульфофрезолы), содержащие в качестве добавки серу. Предохраняя режущую кромку резца от преждевременного износа и разрушение и облегчая процесс резания, эти жидкости уменьшают шероховатость обработанной поверхности.
Тщательная отделка поверхности всегда дороже, чем грубая обработка. Поэтому класс чистоты обработанной поверхности должен назначаться конструктором с учетом условий, в которых работает деталь.
Для измерения шероховатости и отнесения обработанной поверхности к определенному классу чистоты применяют специальные измерительные приборы: профилометры, профилографы и др.
Для проверки класса чистоты обработанной поверхности детали в цеховых условиях обычно применяют проверенные образцы различных классов чистоты – эталоны чистоты, с которыми сравнивают обрабатываемую поверхность детали.
machinetools.aggress.ru
Сверла Шероховатость – Энциклопедия по машиностроению XXL
Значительная шероховатость вызывается указанными выше причинами, а также низким качеством заточки сверла (шероховатостью режущих кромок и ленточек). [c.59]Зенкерами (рис. 6.40) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности (2 — шейка, 3 — лапка, 4 — хвостовик, 6 — рабочая часть). [c.314]
При изготовлении отверстий диаметром больше 30 мм по 3-му классу точности и 5—7-му классам шероховатости поверхности после сверления применяют зенкер и развертку, а для диаметров менее 30. мл после сверла — только развертку. При изготовлении отверстий диаметром от 15 до 20 мм по 2-му классу точности и по 5—7-му классам шероховатости после сверла применяют зенкер и развертку для диаметров больше 20 мм после сверла и зенкера применяют одну или две развертки (черновую и чистовую) (рис. 72, б). [c.207]
Обработка торцов. Центрование. Специальную обработку торцов заготовок валов производят в тех случаях, когда предъявляются повышенные требования по допускам перпендикулярности торцов к оси вала, параметрам шероховатости, а также к размерам вала по длине. Кроме того, предварительно обработанные торцы обеспечивают более точное изготовление центровых отверстий из-за предотвращения увода центровочного сверла, возникающего при обработке косого или неровного торца. [c.205]
С увеличением продолжительности травления свыше 2 мин показатели нагрузки и микротвердости соответственно составили 11 и 15%. Однако при этом значительно увеличилась шероховатость поверхности, следовательно, ухудшилась ее контактная выносливость. Однако износостойкость деталей при травлении повышается. Это можно объяснить тем, что в результате химического взаимодействия кислот с металлом образуется устойчивая окисная пленка, снижающая коэффициент трения. Опыты показали, что травление сверл, разверток, метчиков и т. п. в растворе, состоящем из 5% азотной, 10% серной кислот и 5% медного купороса на 1 л воды, в течение 4—8 мин повысило их износостойкость в 1,5 раза. [c.235]
В зависимости от назначения и формы отверстий комбинированные инструменты, составленные из сверл, зенкеров и разверток, разделяют на инструменты для обработки одного отверстия, отверстий в линию , для черновой и чистовой обработки за одну операцию (один проход), для обработки отверстий и плоскостей. Конструкция комбинированного инструмента зависит от формы и размеров отверстия, расположения и числа отверстий при обработке в линию , требуемой точности и шероховатости поверхности при последовательной обработке одного отверстия и величины припуска на обработку. [c.369]
При выборе глубины резания следует учитывать, что влияние ее на стойкость инструмента и скорость резания незначительно. Рекомендуемые величины подач приводятся в табл. 27—28, 33 для сверления отверстий под последующую обработку сверлом, зенкером, резцом в жестких деталях и деталях средней жесткости. При сверлении отверстий, требующих последующей обработки развертками, а также отверстий в деталях малой жесткости, с неустойчивыми опорными поверхностями, отверстий, ось которых не перпендикулярна к плоскости, при сверлении для последующего нарезания резьбы метчиком, приведенные в таблицах подачи следует уменьшать в 1,5—2 раза для сверл из быстрорежущей стали Р18 и на 20% для сверл с пластинками из твердого сплава. Подачи при зенкеровании (табл. 30) даны при обработке отверстий до 5-го класса точности под последующее развертывание с невысокими требованиями к шероховатости. Для обработки отверстий по 3—4-му классам точности с повышенными требованиями к шероховатости поверхности зенкерование под последующую обработку одной разверткой или зенкерование под нарезание резьбы осуществляется с подачами, на 20— 30% меньшими, чем указано в табл. 29, 30, 33. [c.371]
На первых одной-двух операциях при базировании по черным базам обрабатывают основные технологические базы. Затем выполняют операции формообразования детали до стадии чистовой обработки (точность 7 —9-го квалитета). Далее осуществляют операции местной обработки на ранее обработанных поверхностях (фрезеруют канавки и лыски, нарезают резьбу и зубья, сверлят отверстия и т. д.). Затем выполняют отделочную обработку основных, наиболее ответственных поверхностей (точность 7-го квалитета) при необходимости за этим следует дополнительная обработка самых ответственных поверхностей с точностью 6 —7-го квалитета и параметром шероховатости поверхности Яа = 0,32 мкм и менее. [c.199]
Использование на станках с вертикальной осью вращения револьверной головки эжекторных сверл позволяет за один переход обработать в заготовке отверстие с точностью 10—12-го квалитета и параметром шероховатости поверхности Ка = 0,631,25 мкм, но станок для этого требуется модернизировать. Схема наладки револьверного станка с использованием стандартных резцов с СМП и эжекторного сверла для обработки ступенчатой втулки представлена на рис. 72, а. В позициях I, 3, 4 револьверной головки закреплены проходные упорные резцы, в позициях 2, б — эжекторное сверло и трубопровод вывода стружки, в позиции 5 — резцы для снятия наружной и внутренней фасок. На позиции 1 (рис. 72,6) резцовой головки суппорта закреплен подрезной канавочный резец на позициях 2, 4 — фасочные резцы на позиции [c.272]
Во избежание нестабильности размеров и появления уступов на обработанной поверхности необходимо совмещать моменты начала и окончания работы различных инструментов. Окончательную обработку наружных поверхностей тонкостенных деталей следует предусматривать после обработки отверстий, так как при сверлении, зенкеровании и развертывании отверстий наблюдается увеличение наружных размеров. С целью получения малых параметров шероховатости поверхности и стабильных размеров деталей при обработке фасонными резцами с поперечных суппортов необходимо пользоваться упором для зачистки центровочные сверла следует задерживать в конце подачи на несколько оборотов для зачистки. [c.282]
При обработке деталей из чугуна и конструкционных сталей средней прочности увеличение диаметра отверстия при сверлении сверлами с меньшим диаметром ступени составляет 0,1—0,15 мм, а при сверлении сверлами с большим диаметром ступени — 0,04 — 0,1 мм. Точность обрабатываемого отверстия соответствует 10—12-му квалитету. Параметр шероховатости поверхности Ra as 1,25 мкм. Стойкость сверл без покрытия 20 — 40 мин при диаметре меньшей ступени 5 — 18 мм (работа [c.571]
Помогите токарю сверлить. На обычных токарных станках, когда приходится сверлить отверстие в центре зажатой в патроне заготовки, сверло крепят в пиноли задней бабки. Осевая подача инструмента часто выполняется вручную — вращением рукоятки маховика пиноли. При этом не только утомляется токарь, но из-за неравномерной подачи поверхность отверстия получается с повышенной шероховатостью и снижается долговечность инструмента. Предложите способ (устройство), механизирующий процесс сверления на универсальном токарном станке [c.121]
Зенкерование (см. гл. 2) обеспечивает точность отверстия 9… 11-го квалитетов и шероховатость поверхности 40… 10 мкм, ликвидирует овальность, конусность и другие дефекты. Так как у зенкеров в отличие от сверл не две, а три или четыре режущие кромки, нет перемычки и направление благодаря большей жесткости лучше, чем у сверла, подачи при зенкеровании в несколько [c.239]
Развертывание применяют для окончательной обработки отверстий с малой шероховатостью и высокой точностью, производят после предварительной обработки сверлом, зенкером или расточным резцом. [c.339]
Диаметр обрабатываемой поверхности, мм Обработка Глубина резания, мм Диаметр сверла, мм Глубина сверления, мм Получаемый параметр шероховатости поверхности Rz, мкм [c.341]
Сверла применяют для сверления отверстий в сплошном материале и для рассверливания отверстий, полученных сверлением, литьем, ковкой и штамповкой, при этом достигается точность отверстия по 12…13 квалитету и параметр шероховатости Ra 20…80 мкм. Сверле- [c.370]
Основные технические требования к станку, инструменту, оснастке при наладке оборудования на сверление точных глубоких отверстий. Обработка отверстии по 5, 6-му квалитету с параметром шероховатости обрабатываемой поверхности Ra = 1,25… 1,6 мкм и отклонением геометрической формы отверстия в осевом и поперечных сечениях, уводом оси отверстия не более 0,01 мм на длине 100 мм обеспечивается методом глубокого сверления с применением инструмента (сверл) одностороннего резания. [c.416]
Стойкость сверла зависит от материала обрабатываемой заготовки, материала, из которого изготовлено сверло, шероховатости поверхности режущей части сверла, качества термической обработки его, режимов резания (особенно от скорости резания и подачи), о.хлаждающей жидкости и т. д. [c.65]
Специальная заточка сверл, при которой образуются криволинейные лезвия (рис. 9.11, г), повышает стойкость сверл в 2–4 раза. Сверла с криволинейными лезвиями уменьшают шероховатость поверх-Рис. 9.11. Способы ааточкн сверла НОСТИ. [c.140]
Зенкер прочнее сверла, поэтому подачи (мм/об) при зенкеро-вании могут быть больше, чем при сверлении. В то же время зенкер имеет большее число режущих кромок, чем сверло толщина стружки, снимаемой каждой из кромок, получается меньше толщины стружки при сверлении. Благодаря этому параметр шероховатости поверхности отверстия, обработанного зенкером, получается ниже. Это позволяет использовать зенкеры не только для черновой, но и для получистовой обработки отверстий после сверления, чернового зенкерования или чернового растачивания перед развертыванием н даже для окончательной отделки отвер- [c.141]
Плитка из азотированной стали, деформированная щариком. Изготовляется пластина из азотируемой стали размерами 50 X 50 X 3 мм, поверхность которой шлифуется так, чтобы шероховатость составила Ra = S-f т-4 мкм. В середине сверлят проходное отверстие диаметром 5 мм, фаска с обеих сторон 60°. После этого пластина азотируется (глубина азотиро- вания 0,2—0,7 мм), очищается от окалины мелкой шлифовальной бумагой и кладется на стальное кольцо (вну. тренний диаметр 30 мм, высота 25 мм, наружный диаметр около 60 мм). На противоположной стороне 20-мил [c.157]
Высушенные склеенные детали могут в случае необходимости подвергаться механической обработке, но без сильного нагревания и ударов. Механическая прочность карбиноль-ной склейки зависит в основном от следующих факторов а) качества исходных материалов б) точности обработки и качества склеиваемых поверхностей наибольшая механическая прочность получается при склеивании поверхностей с равномерной шероховатостью после обработки сверлом, резцом, напильником, шлифовальным кругом, на пескоструйном аппарате полированные поверхности дают меньшую прочность склеивания в) степени обезжиривания склеиваемых поверхностей поверхности, загрязнённые или покрытые маслом и эмульсией, не склеиваются чем чище и суше склеиваемые поверхности, тем выше механическая прочность карбиноль-ной склейки г) температурного режима сушки склеенных изделий при температуре 15—20° С требуется длительный срок сушки при температуре сушки выше 40° С процесс полимеризации ускоряется с некоторым снижением механической прочности склеивания, поэтому наилучшей температурой для сушки считается 25—35 С. [c.252]
Снятие фасок в отверстиях не представляет технологических затруднений, если должен быть обеспечен параметр шероховатости поверхности Ка> 0 мкм и не оговаривается строгое расположеиие оси. При диаметре отверстия до 10 мм фаски снимают сверлом с соответствующим углом при вершине при диаметре отверстия 10 — 40 мм — зенковкой при диаметре отверстия св. 40 мм — пластинчатой зенковкой (рис. 148). Снятие фасок часто вызывает вибрацию и образование рифленой поверхности. Направление инструмента по кондукторной втулке или штифтом в отверстии, нечетный и неравномерный шаг зубьев зенковки с ленточками на задней поверхно- [c.315]
Комбинированные инструменты позволяют выполнить несколько переходов обработки за один рабочий ход. Применение комбинированных инструментов может быть обусловлено специальными техническими требованиями. Например, ступенчатый зенкер применяют для обработки в линию двух отверстий различных диаметров, сверло-цековку — для обеспечения перпендикулярности торца и отверстия. Не следует применять комбинированные инструменты с чрезмерно большим числом ступеней (более пяти) и такие сочетания инструментов, при которых неизбежно неравномерное изнашивание из-за различия в подачах на зуб и скоростях резания (например, раз-вертку-цековку). Для комплексной обработки отверстий, торцов и фасок применяют многоленточные комбинированные инструменты с чередующимися зубьями, сверла при отношении DjdОтверстие диаметром D, пересекающее другое, смещенное и расположенное перпендикулярно отверстию диаметром d, сверлят комбинированным ступенчатым сверлом (рис. 158), чтобы избежать отжимов и выкрашивания режущих кромок при вступлении их в зону пустоты . Нижняя ступень сверла диаметром D = 2[l-(dl2 -I- Л)], где Д = I -ь 3 мм, находясь в сплошном сечении заготовки, выполняет функцию направляющей части, препятствуя смещению инструмента. Дальнейшую обработку отверстия диаметром 0[, если к нему предъявляют повышенные требования по точности, расположению и параметру шероховатости поверхности, проводят однолезвийными, пушечными или алмазными развертками. [c.317]
На рис. 25 и 26 приведены наиболее часто применяемые постоянные циклы. Применяют следующие циклы сверления (G81), центрования или подрезки с выдержкой в конце цикла до 2000 мс (G82), глубокого сверления с выводом после каждого шага величиной К в иеход-ную позицию (G83), нарезания резьбы метчиком с помощью специального компенсирующего уетройства (G84), растачивания (развертывания) (G85), растачивания (G86), обработки отверстий с остановкой и ориентацией шпинделя в точках 2 и 6 (G87), специального растачивания (G89), сверления с дроблением стружки путем отвода сверла назад на 1 мм, финишной обработки отверстий (G76). Указанные циклы включают перемещения (рие. 26) 1 — 2 — позиционирование по осям X п Y, включение вращения шпинделя 2—3 — позиционирование по оси Z i —4 —рабочий ход. Цикл G87 предназначен для окончательной обработки отверстий при повышенных требованиях к параметрам шероховатости поверхности (не допускается царапина от резца, получаемая при выводе инструмента). Этот цикл включает точную ориентацию шпинделя и перемещения резца в радиальном направлении (2—5), подвод к плоскости заготовки по оси Z (5 — 4), выход в рабочее положение по радиусу (4—5), обработку (5—6), смещение по радиусу (6 — 7) и отвод (7 — S) в исходное положение. [c.551]
Малые размеры заточенных и доведенных поверхностей на инструменте, их сложная геометрическая форма и неудобное расположение контролируемых поверхноЛей (например, на спиральном сверле) затрудняют контроль шероховатости на обычных приборах. В это.м случае для измерений шероховатости поверхности различных инструментов применяют специальные приспособления. [c.690]
Шероховатость поверхности соответствует в этом случае R=160 80 мкм. Отверстия до 7-го ква хитета включительно обрабатывают последовательно тремя инструментами сверлом, зенкером и разверткой (рис 12.8, б). Для получения отверстий по 7-му квалитету диаметром более 15-18 мм в условиях серийного производства применяют двукратное развертывание, обеспечивая шероховатость поверхности Rj=2,5 мкм. Обработка отверстий под головки винтов, шурупов и заклепок производится зенкерами или зенковками соответствуюш ей конфигурации. Торцы у отверстий обрабатываются цековками (торцовками) (рис, [c.366]
Характерными повреждениями мебели, сделанной из 1ревес-ностр жечных или древесноволокнистых плит, облицованных шпоном, является отклейка и выпадение деталей, выполненных из цельного дерева (шипа, гнезда под шип, под стяжку, под замок). В этом случае установка выпавшей детали на свежем клею не всегда дает нужный результат. Необходимо резко увеличить площадь контакта деревянно детали со стружечным наполни гелем. С этой целью заготавливают 2—4 нагеля. Длина их должна соответствовать длине имеющегося сверла, диаметр — на 0.2— 0,3 мм больше диаметра сверла, а поверхность — шероховатой. [c.171]
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях резания, обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу щероховато-сти. Для получения более точных отверстий (3—4-й класс точности, 6-й класс шероховатости) применяют зенкерование. [c.220]
Операция 6. Получистовое шлифование рабочей части заготовки сверла на круглошлифовальном станке мод. ЗЛЮП. Заготовку устанавливают в центрах, оснащенных твердым сплавом, и шлифуют с продольной подачей алмазным кругом АПП 200x 10×32 АСР 80/63 Ml 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—0091). Режим обработки = 35 м/с = 3—5 м/мин р = 0,5 м/мин с охлаждением. Шероховатость обработанной поверхности Ra 1,25— 0,63. Размер проверяют микрометром О—25 мм (ГОСТ 6507—60). [c.14]
Операция 10. Вышлифовывание спинок у заготовок сверл. У заготовок сверл диаметром 1—2 мм спинки вышлифовывают на полуавтомате мод. И-119. Процесс вышлифовывания спинок аналогичен обработке канавок и выполняется в тех же цанговых оправках-спутниках, передаваемых с операции 9 вместе с заготовкой сверла. Применяют алмазный круг АПП 125ХЗ/6/Х32 АСО —АСВ 50/40 Ml 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—0057 и 2720—0058). Режим обработки = 20 м/с Snp 0,05-f-0,25 м/мин в зависимости от диаметра обрабатываемой заготовки охлаждение эмульсией. Шероховатость обработанной поверхности Ra 0,63—0,32. Размер спинок проверяют микрометром О—25 мм. [c.18]
Перемещение стола и поворот шпиндельной бабки изделия на 180° осуществляются с помощью гидравлического привода. Характеристика алмазного круга АЧК 125x5x3, АСО—АСР 40/28—20/14 51 100% ГОСТ 16172—70 (обозначение типоразмера круга 2724—0021). Режим обработки и, р = 18 м/с Sj,p = 0,15- 0,4 м/мин с охлаждением. Шероховатость обработанной поверхности Ra 0,32—0,16. При затачивании снимается припуск от 0,2 до 0,5 мм (в зависимости от диаметра сверла). Контроль на инструментальном микроскопе типа ММИ-2 с призмой. [c.21]
Для этой обработки применяют алмазный круг АЧК 125x5x5 АСР—АСВ 40/28 Б1 100% ГОСТ 16172—70 (обозначение типоразмера круга 2724—0022). Режим обработки о р = 18 м/о s p = = 0,2- 0,8 м/мин с охлаледением. Припуск на затачивание, в зави-силюсти от диаметра сверла, в пределах 0,1—0,6 мм. Шероховатость [c.22]
Операция 5. Чистовое шлифование заготовок по диаметру на бесцентровошлифовальном станке мод. ВШ-626 методом продольной подачи. Шлифуют алмазным кругом АПП 200x40x76 АСР 40/28 Б1 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720— 0121). Режим обработки = 35 м/с s p = 650 мм/мин Ода, = = 20 м/гаин с охлаждением. Припуск на обработку 0,05 мм на сторону. Шлифуют заготовки за один нли два прохода. Шероховатость обработанной поверхности в пределах Ra0,32—0,16. После шлифования радиальное биен11е заготовок не должно превышать 0,01 мм. Контроль радиального биения в приспособлении под микроскопом типа ММИ-2. Приспособление состоит из основания с призмой, на которую устанавливается контролируемая заготовка сверла, резинового круга для прижатия и вращения заготовки, маховичка с двумя зубчатьиш колесами для передачи вращения кругу и заготовке сверла. [c.26]
mash-xxl.info
Сверление отверстий.
Для сверления слоев и пакетов МПП предпочтение отдается станкам, имеющим 80 000 – 110 000 об/мин шпинделя с воздушным подшипником.
Биение такого шпинделя не превышает 3 мкм.
Для уменьшения вибрации станки устанавливаются на воздушные подушки.
Сверление отверстий малых диаметров (от 0,5 до 0,3 мм) требует выполнения некоторых условий:
Печатная плата должна быть надежно закреплена.
Вакуумный отсос стружки эффективно убирает стружку не только с поверхности платы, но и из отверстия.
Подкладка снизу должна быть предварительно рассверлена.
Подкладка сверху (лист алюминия 0,2 мм) подкладывается только при наличии большого инструментального разброса.
Временная пауза между сверлильными циклами должна быть увеличена с 32 миллисекунд до 90 миллисекунд.
Режим резания должен точно соответствовать конструктивным особенностям печатной платы.
Требования к качеству просверленных отверстий малого диаметра в сигнальных слоях МПП:
величина заусенца на краях просверленных отверстий не более 3 5 мкм;
не допускаются разрывы контактных площадок просверленными отверстиями;
количество отверстий для смены сверла определяется путем измерения величины притупления режущих кромок сверла, которая должна быть не более 25 мкм. Обычный сигнальный слой имеет толщину 0,25 мм. Таким образом, при сверлении, например, 800 отверстий общая длина сверления составляет 0,2 м;
после окончания сверления всех отверстий, заложенных в программу, на технологическом поле сигнального слоя по специальной программе сверлятся 8 контрольных точек, по которым производятся измерения после каждой из технологических операций, вплоть до склеивания сигнального слоя в пакете МПП;
общая сумма погрешностей после сверления металлизируемых переходных отверстий в сигнальном слое не должна превышать 60-80 мкм.
Базовые технологические отверстия диаметром 5 мм растачиваются в сменной подкладке на расточном станке. Базовые технологические отверстия изделия (сигнальный слой МПП) формируется на прессформе. Подкладка и сигнальный слой МПП совмещаются при помощи технологических штырей на базовых элементах стола сверлильного станка. Метод универсален. Применяется для сверл всех диаметров. Глубина сверления выбирается минимальной, чтобы уменьшить количество поломок сверл.
Для сверления сквозных отверстий требуется специально изготовленная постоянная подкладка. Постоянная подкладка подвергается сквозному предварительному сверлению сверлом диаметром на 0,2 мм больше, чем это предусмотрено в рабочей программе сверления самого изделия.
Требуется также подкладка одноразового применения из фольгированного диэлектрика 0,25 мм толщиной.
Сверление диэлектриков с особо тонкой фольгой применяется защитная маска, предохраняющая поверхность фольги от воздействия прижимного башмака сверлильного станка 25-30 кг/см2. Защитная маска – это подкладка толщиной 0,5 мм из фольгированного диэлектрика, просверленная предварительно по рабочей программе. Может быть изготовлена из органического стекла.
Если есть проблемы с инструментальным разбросом, то под маску подкладывается тонкий (0,1 мм) алюминиевый лист. Такой метод позволяет получить качественное сверление особо тонких диэлектриков, не увеличивая существенно толщины сверления.
Требования к качеству отверстий малого диаметра, просверленных в МПП с соотношением толщина платы – диаметр сверла более чем 10:1:
перпендикулярность отверстия должна гарантировать отсутствие разрыва контактной площадки на противоположной стороне печатной платы;
качество стенки просверленного отверстия может быть не одинаковым на входе и выходе отверстия из печатной платы, однако оно должно быть приемлемым и достаточным для последующей обработки отверстия в плазме;
шероховатость стенок просверленных отверстий должна быть не более 30 мкм;
величина заусенцев на контактных площадках медных слоев не более 10 мкм;
метод извлечения обломка сверла из отверстия должен гарантировать сохранность этого отверстия для дальнейшей его обработки;
при двухстороннем сверлении отверстий величина несовпадения двух просверленных навстречу друг другу отверстий не должна препятствовать вставлению в отверстие стального калибра диаметром на 50 мкм меньше диаметра сверла;
Глубина внедрения в материал платы твердосплавного сверла должна быть меньше длины нарезной части сверла на 2 диаметра сверла.
Разрушение сверла происходит при внедрении его в материал платы на глубину в 13 раз превышающую диаметр сверла.
Сверло ломается при закупоривании стружковыводящей канавки и, таким образом, в большинстве случаев глубина сверления ограничивается длиной нарезной части сверла.
Методы глубокого сверления, которые ограничиваются длиной нарезной части сверла:
Метод обычного сверления всех отверстий, заложенных в программу, до определенной глубины.
Метод двухстороннего сверления плат.
Метод многоразового сверления одного и того же отверстия.
Метод сверления, последовательно наращиваемой толщины печатной платы: для первого сверления выбирается толщина, которая надежно, без поломок сверл просверливается на сверлильном станке. Для второго сверления сверху приклеивается плата (или ее часть) такой же толщины и просверливается по той же программе, и так далее. Достоинством метода является очень большая (до 50:1 и больше) глубина сверления и возможность сверхглубокого сверления обычными стандартными сверлами.
При сверлении до глубины 15:1 двухлезвийными сверлами наблюдается инструментальный разброс по поверхности до 20 – 15 мкм и увод сверла на противоположной стороне платы до 15 – 25 мкм. Инструментальный разброс хорошо компенсируется алюминиевым листом 0,15 – 0,2 мм, накладываемым сверху. Увод сверла полностью компенсируется применением трехлезвийных сверл.
Сложные платы с большими толщинами сверлятся поодиночке. Базовые отверстия многослойных плат формируются на пресс-форме.
Базовые отверстия двухсторонних плат могут изготавливаться в кондукторах и непосредственно на сверлильных станках.
В платах с большими толщинами смена сверла – через 600 -400 отверстий.
Качество стенок просверленных отверстий трехлезвийными сверлами мало отличается от качества отверстий, просверленных двухлезвийными сверлами. Трехлезвийные сверла имеют прочную перемычку, хорошо выдерживают обороты шпинтеля в 11000 -120000, практически бесшумные в работе, но сложны в перезаточке, массового применения не получили.
studfiles.net