Шероховатость ra 25 – Ra, Rz, параметры, обозначение, виды
alexxlab | 31.01.2020 | 0 | Вопросы и ответы
Шероховатость поверхности. На примере шлифовки валов
Наше предприятие вот уже почти четверть века предоставляет в Санкт-Петербурге разнообразные услуги по металлообработке, в том числе шлифовку валов и других деталей, изготавливая их по чертежам Заказчика или образцам. С нашими возможностями в шлифовании валов и иных деталей Вы можете ознакомиться здесь. Просто, пришлите нам чертежи по электронной почте или факсу!
Основные параметры шероховатости
Под шероховатостью поверхности детали понимают числовое отображение величины микронеровностей поверхности в микронах, показывающее отклонение от идеальной поверхности.
В основном используются 2 параметра шероховатости поверхности:
- Ra. Среднеарифметическое отклонение профиля.
- Rz. Высота неровностей профиля по 10 экстремальным точкам.
Приблизительное соотношение этих параметров Вы можете увидеть в этой таблице:

В этой же таблице Вы можете увидеть приблизительное соотношение используемых сейчас параметров шероховатости с использовавшимися ранее показателями класса шероховатости и группы чистоты («треугольники»).
На практике, как правило, грубую обработку обозначают параметром Rz320-20, более тонкую – Ra2,5-0,025 (еще более тонкую тоже принято обозначать параметром Rz0,1-0,025).
Значения шероховатостей для обозначения на чертежах выбирают из стандартизованного ряда:
Выбор значения шероховатости довольно тесно связан с точностью изготавливаемого изделия — его квалитетом, а так же с особенностями посадки с сопряженной деталью.
Обозначение шероховатости при шлифовке валов etc
Обозначение шероховатости при шлифовании валов и иных деталей многократно изменялось:
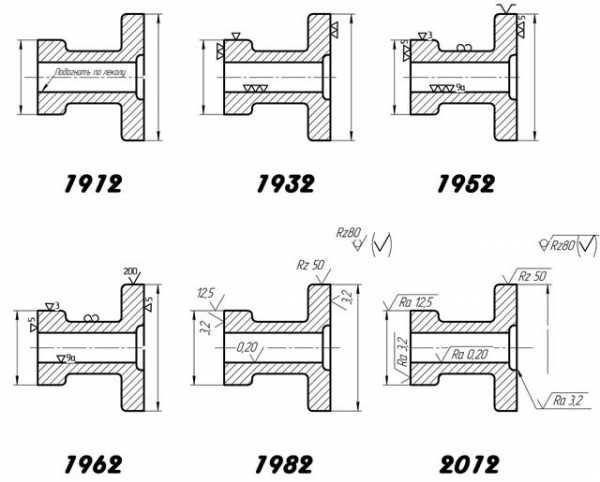
С 2012 года указание «Ra» под знаком шероховатости обязательно. Ранее, если, например, при шлифовке вала, мы видели над знаком шероховатости только число 0,32, по умолчанию предполагалось, что это обозначение разумеет под собой Ra0,32.
Знаком а обозначают шероховатость, метод получения которой конструктор не определяет. Знаком б обозначают поверхности, которые необходимо обработать со снятием слоя металла (фрезерованием, шлифовкой и т.п.). Поверхности, обозначаемые знаком в, получаются без снятия слоя металла (ковкой, литьем и т.д.).
Таким знаком обозначают шероховатость одинаково обрабатываемых поверхностей, составляющих замкнутый контур (например, все грани параллелепипеда).
Поверхности с необозначенной шероховатостью должны быть выполнены с шероховатостью, обозначаемой в правом верхнем углу чертежа.
Достижимые параметры шероховатости при шлифовании валов
При предварительной

При чистовом шлифовании валов достигаются параметры Ra0,63-0,16.
Шлифовка валов у нас
Вы можете осуществить на нашем предприятии не только шлифовку валов и шлифование других деталей, но и воспользоваться широким спектром услуг по металлообработке на заказ по чертежам Заказчика или образцам. Вам надо, просто, позвонить или прислать свои чертежи по факсу или мейлу!
Вконтакте
Одноклассники
Мой мир
Мой мир
kvadromash.ru
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИПАРАМЕТРЫ, ХАРАКТЕРИСТИКИ И ОБОЗНАЧЕНИЯ
ГОСТ 2789-73
(СТ СЭВ 638-77)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ Параметры и характеристики Surface roughness. Parameters and |
ГОСТ ( CT СЭВ 638-77) Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 23 апреля 1973 г. № 995 срок введения установлен
с 01.01.75
1. Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) пли случайных повреждений (царапины, вмятины и т. д.).
Стандарт полностью соответствует CT СЭВ 638-77 и международной рекомендации по стандартизации ИСО Р 468.
2. Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п. 6, значений выбранных параметров (по п. 8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra , Rz , Rmax определены на базовой длине в соответствии с табл. 5 и 6 справочного приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл. 2-4 и п. 9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по десяти точкам;
Р max – наибольшая высота профиля;
Sm – средний шаг неровностей;
S – средний шаг местных выступов профиля;
tp – относительная опорная длина профиля, где р – значения уровня сечения профиля.
Параметр Ra является предпочтительным.
1-6. (Измененная редакция, Изм. № 1).
7. Типы направлений неровностей поверхности выбираются из табл. 1.
Таблица 1
|
Типы направлений неровностей |
Схематическое изображение |
Пояснение |
|
Параллельное |
Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Перпендикулярное |
Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Перекрещивающееся |
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Произвольное |
Различные направления по отношению к липни, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Кругообразное |
Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
|
|
Радиальное |
Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
8. Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбираются из пп. 8.1 ; 8.2 ; 8.3 ; 8.4 .
8.1. Среднее арифметическое отклонение профиля Ra.
Таблица 2
мкм
|
100 |
10,0 |
1,00 |
0,100 |
0,010 |
|
80 |
8,0 |
0,80 |
0,080 |
0,008 |
|
63 |
6,3 |
0,63 |
0,063 |
– |
|
50 |
5,0 |
0,50 |
0,050 |
– |
|
40 |
4,0 |
0,40 |
0,040 |
– |
|
32 |
3,2 |
0,32 |
0,032 |
– |
|
25 |
2,5 |
0,25 |
0,025 |
– |
|
20 |
2,0 |
0,20 |
0,020 |
– |
|
16,0 |
1,60 |
0,160 |
0,016 |
– |
|
12,5 |
1,25 |
0,125 |
0,012 |
– |
Примечание. Предпочтительные значения параметров подчеркнуты.
8.2. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax .
Таблица 3
мкм
|
– |
1000 |
100 |
10,0 |
1,00 |
0,100 |
|
– |
800 |
80 |
8,0 |
0,80 |
0,080 |
|
– |
630 |
63 |
6,3 |
0,63 |
0,063 |
|
– |
500 |
50 |
5,0 |
0,50 |
0,050 |
|
– |
400 |
40 |
4,0 |
0,40 |
0,040 |
|
– |
320 |
32 |
3,2 |
0,32 |
0,032 |
|
– |
250 |
25,0 |
2,5 |
0,25 |
0,025 |
|
– |
200 |
20,0 |
2,0 |
0,20 |
– |
|
1600 |
160 |
16,0 |
1,60 |
0,160 |
– |
|
1250 |
125 |
12,5 |
1,25 |
0,125 |
– |
Примечание. Предпочтительные значения параметров подчеркнуты.
8, 8.1 и 8.2. (Измененная редакция, Изм. № 1).
8.3. Средний шаг неровностей Sm и средний шаг неровностей по вершинам S .
Таблица 4
мм
|
– |
10,0 |
1,00 |
0,100 |
0,010 |
|
– |
8,0 |
0,80 |
0,080 |
0,008 |
|
– |
6,3 |
0,63 |
0,063 |
0,006 |
|
– |
5,0 |
0,50 |
0,050 |
0,005 |
|
– |
4,0 |
0,40 |
0,040 |
0,004 |
|
– |
3,2 |
0,32 |
0,032 |
0,003 |
|
– |
2,5 |
0,25 |
0,025 |
0,002 |
|
– |
2,0 |
0,20 |
0,020 |
– |
|
– |
1,00 |
0,160 |
0,0160 |
– |
|
12,5 |
1,25 |
0,125 |
0,0125 |
– |
8.4. Относительная опорная длина профиля tp : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
9. Числовые значения уровня сечения профиля р выбираются из ряда 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от Rmax.
10. Числовые значения базовой длины l выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
11. (Исключен, Изм. № 1).
12. Числовые значения параметров шероховатости по п. 8 относятся к нормальному сечению.
13. Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на неверности, которое соответствует наибольшим значениям высотных параметров.
(Измененная редакция, Изм. № 1).
14. (Исключен, Изм. № 1).
Справочное
Таблица 1
Соотношение значений параметра Ra и базовой длины
|
Ra , мкм |
l , мм |
|
До 0,025 |
0,08 |
|
Св. 0,025 » 0,4 |
0,25 |
|
» 0,4 » 3,2 |
0,8 |
|
» 3,2 » 12,5 |
2,5 |
|
» 12,5 » 100 |
8,0 |
Таблица 2
Соотношение значений параметров Rz , Rmax и базовой длины
|
Rz=Rmax, мкм |
l , мм |
|
До 0,10 |
0,08 |
|
Св. 0,10 » 1,6 |
0,25 |
|
» 1,6 » 12,5 |
0,8 |
|
» 12,5 » 50 |
2,5 |
|
» 50 » 400 |
8 |
Справочное
Термины и определения
|
Термин |
Обозначение |
Определение |
|
1. Номинальная поверхность |
Поверхность, заданная в технической документации без учета допускаемых отклонений |
|
|
2. Базовая линия (поверхность) |
Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности |
|
|
3. Нормальное сечение |
Сечение, перпендикулярное базовой поверхности |
|
|
4. Базовая длина |
l |
Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности |
|
5. Средняя линия профиля |
m |
Базовая линия, имеющая форму номинального профиля и проведенная так, чтоб в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально |
|
6. Выступ профиля |
Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела |
|
|
7. Впадина профиля |
Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная из тела |
|
|
8. Линия выступов профиля |
Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины |
|
|
9. Линия впадин профиля |
Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины |
|
|
10. Неровность профиля |
Выступ профиля и сопряженная с ним впадина профиля |
|
|
11. Направление неровностей поверхности |
Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность |
|
|
12. Шероховатость поверхности |
Совокупность неровностей поверхности с относительно малыми шагами. выделенная с помощью базовой длины |
|
|
13. Шаг неровностей профиля |
Отрезок средней линии профиля, ограничивающий неровность профиля |
|
|
14. Шаг местных выступов профиля |
Длина отрезка средней линии между проекциями на нее двух наивысших точек соседних местных выступов профиля |
|
|
15. Средний шаг неровностей профиля |
Sm |
Среднее значение шага неровностей профиля в пределах базовой длины |
|
16. Средний шаг местных выступов профиля |
S |
Среднее значение шага местных выступов профиля в пределах базовой длины |
|
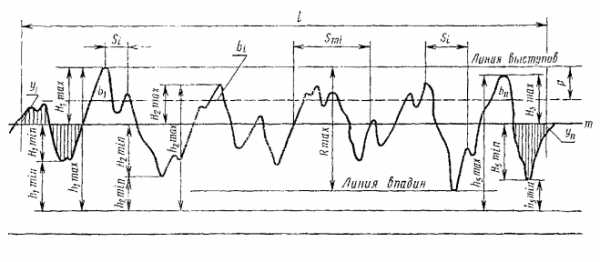
17. Высота неровностей профиля по десяти точкам |
Rz |
Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины , где ypmi – высота i -го наибольшего выступа профиля; y u mi – глубина i -й наибольшей впадины профиля |
|
18. Наибольшая высота профиля |
Rmax |
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины |
|
19. Отклонение профиля |
У |
Расстояние между любой точкой профиля и средней линией |
|
20. Среднее арифметическое отклонение профиля |
Ra |
Среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины
или
где l – базовая длина; n – число выбранных точек профиля на базовой длине |
|
21. Опорная длина профиля |
h Р |
Сумма длин отрезкой в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии |
|
22. Относительная опорная длина профиля |
|
Отношение опорной длины профиля к базовой длине |
|
23. Уровень сечения профиля |
p |
Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантной линии выступов профиля |
Приложения 1 и 2 (Измененная редакция, Изм. № 1).
Еще документы скачать бесплатно
www.gosthelp.ru
Шероховатость – совокупность неровностей поверхности с относительно малыми шагами на базовой длине. На всех поверхностях изделия, выполняемых по чертежу, независимо от их образования (кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции) необходимо наносить условный знак с обозначением параметра шероховатости в соответствии с ГОСТ 2.309-73.
Параметры и характеристики шероховатости установлены ГОСТ 2789-73. Согласно этому ГОСТу предусматривается шесть параметров: R a – среднее арифметическое отклонение профиля. Это предпочтительный параметр R z – высота неровностей по десяти точкам R max – наибольшая высота профиля S – средний шаг неровностей профиля по вершинам S m – средний шаг неровности профиля по средней линии t p – относительная опорная длина профиля Требования к шероховатости поверхности устанавливают указанием числовых значений параметров. В дополнении к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей, вид обработки поверхности или последовательность видов обработки Значения параметра Ra ГОСТом установлено 14 классов шероховатости поверхности, причем классы 1-5, 13 и 14 определены через параметр Rz, а классы 6-12 через параметр Ra. При конструировании величину шероховатости выбирают в зависимости от функционального назначения поверхности. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
При установлении требований к шероховатости поверхности целесообразно пользоваться предпочтительными значениями параметра R a (в таблице указаны в отдельном столбце курсивом увеличенным размером шрифта). При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30-35. Стальные изделия, подлежащие чистой обработке, должны быть, по меньшей мере, подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали плохо поддаются тонкой обработке. По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах, поэтому требования к шероховатости поверхности в отверстиях назначаются на 1-2 класса ниже, чем на валах. Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены в таблице.
Обозначение шероховатости:
для деталей сложной конфигурации обозначение одинаковой шероховатости допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности | |||||||
itstan.ru
Шероховатость поверхности
Шероховатость поверхности
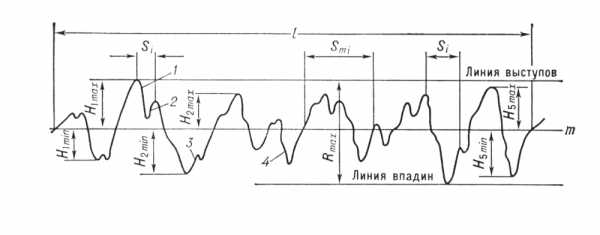
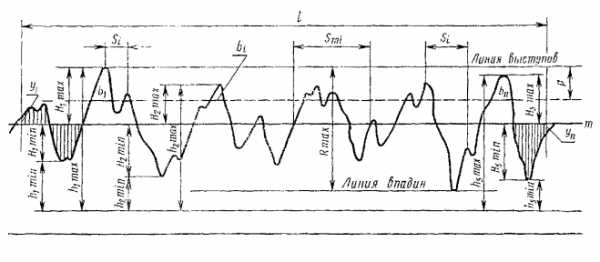
Шероховатостью поверхности называется совокупность микронеровностей, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого равна базовой длине.
Параметры шероховатости
В большинстве случаев шероховатость поверхности определяется одним из параметров Ra или Rz.
Высота неровностей профиля по десяти точкам Rz – является суммой средних абсолютных значений высот точек пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины, измеренных от произвольной линии АВ
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое абсолютных значений отклонений профиля yi от
средней линии m в пределах базовой длины
Рисунок 1. 
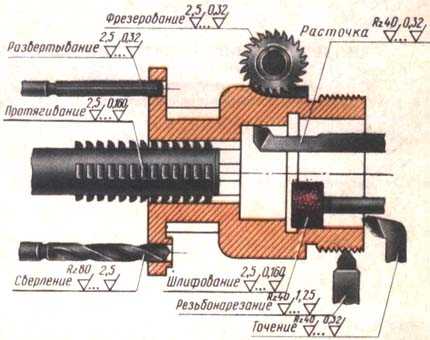
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Рисунок 2.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным (рис.2).
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их
влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где – приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографов и профилометров.
Профилографы
Профилографы – это приборы, позволяющие получатть изображение микронеровностей профиля в увеличенном масшттабе на каком-либо носителе (фотоплёнке, фотобумаге).
Профилометры – минуя этап получения изображения, производят необходимые измерения профиля микронеровностей.
Рисунок 3.

Схема профилографа Б. М. Левина приведена на рис. 3. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую
систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на
светочувствительную пленку 13,расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на
поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя
стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается. Таким образом, на светочувствительной
фотоплёнке получается изображение пути светового луча, повторяющего профиль обработанной поверхности испытуемой детали.
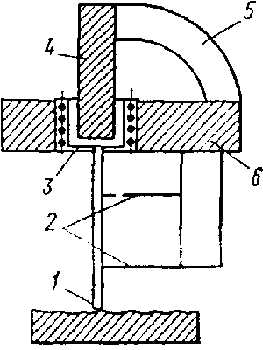
Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 4 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Рисунок 5. 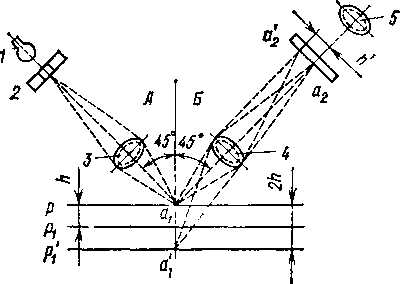
Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 5). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение а щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а 2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности P 1 при наблюдении будет казаться выходящей из точки a 1 или из точки а 1 поверхности Р 1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки из на сетке окуляра 5 будет на расстоянии h от оси микроскопа Б, равном h = 2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9…60 мкм.
osntm.ru
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПАРАМЕТРЫ, ХАРАКТЕРИСТИКИ И ОБОЗНАЧЕНИЯ
ГОСТ 2789-73
(СТ СЭВ 638-77)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ Параметры и характеристики Surface roughness. Parameters and |
ГОСТ ( CT СЭВ 638-77) Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 23 апреля 1973 г. № 995 срок введения установлен
с 01.01.75
1. Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) пли случайных повреждений (царапины, вмятины и т. д.).
Стандарт полностью соответствует CT СЭВ 638-77 и международной рекомендации по стандартизации ИСО Р 468.
2. Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п. 6, значений выбранных параметров (по п. 8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra , Rz , Rmax определены на базовой длине в соответствии с табл. 5 и 6 справочного приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл. 2-4 и п. 9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по десяти точкам;
Р max – наибольшая высота профиля;
Sm – средний шаг неровностей;
S – средний шаг местных выступов профиля;
tp – относительная опорная длина профиля, где р – значения уровня сечения профиля.
Параметр Ra является предпочтительным.
1-6. (Измененная редакция, Изм. № 1).
7. Типы направлений неровностей поверхности выбираются из табл. 1.
Таблица 1
|
Типы направлений неровностей |
Схематическое изображение |
Пояснение |
|
Параллельное |
Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Перпендикулярное |
Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Перекрещивающееся |
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Произвольное |
Различные направления по отношению к липни, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
|
|
Кругообразное |
Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
|
|
Радиальное |
Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
8. Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбираются из пп. 8.1 ; 8.2 ; 8.3 ; 8.4 .
8.1. Среднее арифметическое отклонение профиля Ra.
Таблица 2
мкм
|
100 |
10,0 |
1,00 |
0,100 |
0,010 |
|
80 |
8,0 |
0,80 |
0,080 |
0,008 |
|
63 |
6,3 |
0,63 |
0,063 |
– |
|
50 |
5,0 |
0,50 |
0,050 |
– |
|
40 |
4,0 |
0,40 |
0,040 |
– |
|
32 |
3,2 |
0,32 |
0,032 |
– |
|
25 |
2,5 |
0,25 |
0,025 |
– |
|
20 |
2,0 |
0,20 |
0,020 |
– |
|
16,0 |
1,60 |
0,160 |
0,016 |
– |
|
12,5 |
1,25 |
0,125 |
0,012 |
– |
Примечание. Предпочтительные значения параметров подчеркнуты.
8.2. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax .
Таблица 3
мкм
|
– |
1000 |
100 |
10,0 |
1,00 |
0,100 |
|
– |
800 |
80 |
8,0 |
0,80 |
0,080 |
|
– |
630 |
63 |
6,3 |
0,63 |
0,063 |
|
– |
500 |
50 |
5,0 |
0,50 |
0,050 |
|
– |
400 |
40 |
4,0 |
0,40 |
0,040 |
|
– |
320 |
32 |
3,2 |
0,32 |
0,032 |
|
– |
250 |
25,0 |
2,5 |
0,25 |
0,025 |
|
– |
200 |
20,0 |
2,0 |
0,20 |
– |
|
1600 |
160 |
16,0 |
1,60 |
0,160 |
– |
|
1250 |
125 |
12,5 |
1,25 |
0,125 |
– |
Примечание. Предпочтительные значения параметров подчеркнуты.
8, 8.1 и 8.2. (Измененная редакция, Изм. № 1).
8.3. Средний шаг неровностей Sm и средний шаг неровностей по вершинам S .
Таблица 4
мм
|
– |
10,0 |
1,00 |
0,100 |
0,010 |
|
– |
8,0 |
0,80 |
0,080 |
0,008 |
|
– |
6,3 |
0,63 |
0,063 |
0,006 |
|
– |
5,0 |
0,50 |
0,050 |
0,005 |
|
– |
4,0 |
0,40 |
0,040 |
0,004 |
|
– |
3,2 |
0,32 |
0,032 |
0,003 |
|
– |
2,5 |
0,25 |
0,025 |
0,002 |
|
– |
2,0 |
0,20 |
0,020 |
– |
|
– |
1,00 |
0,160 |
0,0160 |
– |
|
12,5 |
1,25 |
0,125 |
0,0125 |
– |
8.4. Относительная опорная длина профиля tp : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
9. Числовые значения уровня сечения профиля р выбираются из ряда 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от Rmax.
10. Числовые значения базовой длины l выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
11. (Исключен, Изм. № 1).
12. Числовые значения параметров шероховатости по п. 8 относятся к нормальному сечению.
13. Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на неверности, которое соответствует наибольшим значениям высотных параметров.
(Измененная редакция, Изм. № 1).
14. (Исключен, Изм. № 1).
Справочное
Таблица 1
Соотношение значений параметра Ra и базовой длины
|
Ra , мкм |
l , мм |
|
До 0,025 |
0,08 |
|
Св. 0,025 » 0,4 |
0,25 |
|
» 0,4 » 3,2 |
0,8 |
|
» 3,2 » 12,5 |
2,5 |
|
» 12,5 » 100 |
8,0 |
Таблица 2
Соотношение значений параметров Rz , Rmax и базовой длины
|
Rz=Rmax, мкм |
l , мм |
|
До 0,10 |
0,08 |
|
Св. 0,10 » 1,6 |
0,25 |
|
» 1,6 » 12,5 |
0,8 |
|
» 12,5 » 50 |
2,5 |
|
» 50 » 400 |
8 |
Справочное
Термины и определения
|
Термин |
Обозначение |
Определение |
|
1. Номинальная поверхность |
Поверхность, заданная в технической документации без учета допускаемых отклонений |
|
|
2. Базовая линия (поверхность) |
Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности |
|
|
3. Нормальное сечение |
Сечение, перпендикулярное базовой поверхности |
|
|
4. Базовая длина |
l |
Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности |
|
5. Средняя линия профиля |
m |
Базовая линия, имеющая форму номинального профиля и проведенная так, чтоб в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально |
|
6. Выступ профиля |
Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела |
|
|
7. Впадина профиля |
Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная из тела |
|
|
8. Линия выступов профиля |
Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины |
|
|
9. Линия впадин профиля |
Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины |
|
|
10. Неровность профиля |
Выступ профиля и сопряженная с ним впадина профиля |
|
|
11. Направление неровностей поверхности |
Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность |
|
|
12. Шероховатость поверхности |
Совокупность неровностей поверхности с относительно малыми шагами. выделенная с помощью базовой длины |
|
|
13. Шаг неровностей профиля |
Отрезок средней линии профиля, ограничивающий неровность профиля |
|
|
14. Шаг местных выступов профиля |
Длина отрезка средней линии между проекциями на нее двух наивысших точек соседних местных выступов профиля |
|
|
15. Средний шаг неровностей профиля |
Sm |
Среднее значение шага неровностей профиля в пределах базовой длины |
|
16. Средний шаг местных выступов профиля |
S |
Среднее значение шага местных выступов профиля в пределах базовой длины |
|
17. Высота неровностей профиля по десяти точкам |
Rz |
Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины , где ypmi – высота i -го наибольшего выступа профиля; y u mi – глубина i -й наибольшей впадины профиля |
|
18. Наибольшая высота профиля |
Rmax |
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины |
|
19. Отклонение профиля |
У |
Расстояние между любой точкой профиля и средней линией |
|
20. Среднее арифметическое отклонение профиля |
Ra |
Среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины
или
где l – базовая длина; n – число выбранных точек профиля на базовой длине |
|
21. Опорная длина профиля |
h Р |
Сумма длин отрезкой в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии |
|
22. Относительная опорная длина профиля |
|
Отношение опорной длины профиля к базовой длине |
|
23. Уровень сечения профиля |
p |
Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантной линии выступов профиля |
Приложения 1 и 2 (Измененная редакция, Изм. № 1).
Похожие документы
znaytovar.ru