Шлифовальные круги чашечные – Круги шлифовальные чашечные в России
alexxlab | 25.04.2019 | 0 | Вопросы и ответы
| № | Город | Регион |
| 1 | Москва | Москва |
| 2 | Санкт-Петербург | Санкт-Петербург |
| 3 | Нижневартовск* | ХМАО |
| 4 | Омск* | Омская область |
| 5 | Пермь | Пермский край |
| 6 | Уфа | Башкортостан |
| 7 | Норильск | Красноярский край |
| 8 | Челябинск* | Челябинская область |
| 9 | Новокузнецк* | Кемеровская область |
| 10 | Череповец | Вологодская область |
| 11 | Альметьевск | Татарстан |
| 12 | Волгоград | Волгоградская область |
| 13 | Липецк | Липецкая область |
| 14 | Магнитогорск | Челябинская область |
| 15 | Тольятти | Самарская область |
| 16 | Нижнекамск | Татарстан |
| 17 | Нижний Тагил | Свердловская область |
| 18 | Екатеринбург | Свердловская область |
| 19 | Самара* | Самарская область |
| 20 | Калининград | Калининградская область |
| 21 | Выкса | Нижегородская область |
| 22 | Нижний Новгород | Нижегородская область |
| 23 | Калуга | Калужская область |
| 24 | Новосибирск* | Новосибирская область |
| 25 | Старый Оскол | Белгородская область |
| 26 | Салават | Башкортостан |
| 27 | Ростов-на-Дону | Ростовская область |
| 28 | Верхняя Пышма | Свердловская область |
| 29 | Красноярск* | Красноярский край |
| 30 | Казань* | Татарстан |
| 31 | Волжский | Волгоградская область |
| 32 | Набережные Челны | Татарстан |
| 33 | Орск | Оренбургская область |
| 34 | Всеволожск | Ленинградская область |
| 35 | Ярославль | Ярославская область |
| 36 | Кемерово* | Кемеровская область |
| 37 | Рязань | Рязанская область |
| 38 | Саратов* | Саратовская область |
| 39 | Березники* | Пермский край |
| 40 | Тула | Тульская область |
| 41 | Балаково | Саратовская область |
| 42 | Губкин | Белгородская область |
| 43 | Оренбург | Оренбургская область |
| 44 | Новотроицк | Оренбургская область |
| 45 | Братск | Иркутская область |
| 46 | Ступино* | Московская область |
| 47 | Ульяновск | Ульяновская область |
| 48 | Ижевск* | Удмуртия |
| 49 | Иркутск | Иркутская область |
| 50 | Тюмень | Тюменская область |
| 51 | Воронеж | Воронежская область |
| 52 | Междуреченск | Кемеровская область |
| 53 | Чебоксары | Чувашия |
| 54 | Каменск-Уральский | Свердловская область |
| 55 | Белово* | Кемеровская область |
| 56 | Щелково* | Московская область |
| 57 | Великий Новгород | Новгородская область |
| 58 | Тверь* | Тверская область |
| 59 | Астрахань* | Астраханская область |
| 60 | Новомосковск | Тульская область |
| 61 | Томск | Томская область |
| 62 | Прокопьевск* | Кемеровская область |
| 63 | Стерлитамак | Башкортостан |
| 64 | Саяногорск | Хакасия |
| 65 | Железногорск | Курская область |
| 66 | Невинномысск | Ставропольский край |
| 67 | Боровск* | Калужская область |
| 68 | Пенза | Пензенская область |
| 69 | Первоуральск | Свердловская область |
| 70 | Руза* | Московская область |
| 71 | Белгород | Белгородская область |
| 72 | Курск | Курская область |
| 73 | Дзержинск | Нижегородская область |
| 74 | Таганрог | Ростовская область |
| 75 | Раменское* | Московская область |
| 76 | Владимир | Владимирская область |
| 77 | Сыктывкар | Коми |
| 78 | Нефтегорск | Самарская область |
| 79 | Курчатов | Курская область |
| 80 | Чехов* | Московская область |
| 81 | Мончегорск | Мурманская область |
| 82 | Киров | Кировская область |
| 83 | Заринск | Алтайский край |
| 84 | Новочеркасск | Ростовская область |
| 85 | Костомукша | Карелия |
| 86 | Рыбинск | Ярославская область |
| 87 | Брянск | Брянская область |
| 88 | Смоленск | Смоленская область |
| 89 | Шелехов | Иркутская область |
| 90 | Саранск | Мордовия |
| 91 | Улан-Удэ | Бурятия |
| 92 | Клин* | Московская область |
| 93 | Волгореченск | Костромская область |
| 94 | Владивосток | Приморский край |
| 95 | Воркута | Коми |
| 96 | Выборг | Ленинградская область |
| 97 | Кашира* | Московская область |
| 98 | Краснотурьинск | Свердловская область |
| 99 | Сосновый Бор | Ленинградская область |
| 100 | Барнаул | Алтайский край |
| 101 | Усть-Илимск | Иркутская область |
| 102 | Курган | Курганская область |
| 103 | Йошкар-Ола* | Марий Эл |
| 104 | Королев | Московская область |
| 105 | Электросталь | Московская область |
| 106 | Мытищи* | Московская область |
| 107 | Воскресенск* | Московская область |
| 108 | Лебедянь | Липецкая область |
| 109 | Ачинск* | Красноярский край |
| 110 | Миасс | Челябинская область |
| 111 | Волгодонск | Ростовская область |
| 112 | Полевской | Свердловская область |
| 113 | Ногинск* | Московская область |
| 114 | Серов | Свердловская область |
| 115 | Орехово-Зуево* | Московская область |
| 116 | Новокуйбышевск | Самарская область |
| 117 | Подольск | Московская область |
| 118 | Нерюнгри | Якутия |
| 119 | Сатка | Челябинская область |
| 120 | Удомля* | Тверская область |
| 121 | Качканар | Свердловская область |
| 122 | Десногорск | Смоленская область |
| 123 | Наро-Фоминск* | Московская область |
| 124 | Красногорск* | Московская область |
| 125 | Верхняя Салда | Свердловская область |
| 126 | Кирово-Чепецк | Кировская область |
| 127 | Ковдор | Мурманская область |
| 128 | Алексеевка* | Белгородская область |
| 129 | Новоуральск | Свердловская область |
| 130 | Вологда | Вологодская область |
| 131 | Видное* | Московская область |
| 132 | Энгельс | Саратовская область |
| 133 | Иваново* | Ивановская область |
| 134 | Буденновск | Ставропольский край |
| 135 | Сызрань | Самарская область |
| 136 | Одинцово* | Московская область |
| 137 | Новороссийск | Краснодарский край |
| 138 | Солнечногорск* | Московская область |
| 139 | Ковров | Владимирская область |
| 140 | Серпухов* | Московская область |
| 141 | Дмитров* | Московская область |
| 142 | Октябрьский | Башкортостан |
| 143 | Покров | Владимирская область |
| 144 | Егорьевск* | Московская область |
| 145 | Хабаровск | Хабаровский край |
| 146 | Железногорск | Красноярский край |
| 147 | Россошь* | Воронежская область |
| 148 | Кострома | Костромская область |
| 149 | Ревда | Свердловская область |
| 150 | Сергиев Посад* | Московская область |
| 151 | Зеленогорск | Красноярский край |
| 152 | Тамбов | Тамбовская область |
| 153 | Великие Луки | Псковская область |
| 154 | Белорецк | Башкортостан |
| 155 | Нижние Серги | Свердловская область |
| 156 | Киселевск | Кемеровская область |
| 157 | Бор* | Нижегородская область |
| 158 | Балашиха | Московская область |
| 159 | Глазов | Удмуртия |
| 160 | Ставрополь | Ставропольский край |
| 161 | Ефремов | Тульская область |
| 162 | Новодвинск | Архангельская область |
| 163 | Мыски | Кемеровская область |
| 164 | Светогорск | Ленинградская область |
| 165 | Жигулевск | Самарская область |
| 166 | Учалы | Башкортостан |
| 167 | Орел | Орловская область |
| 168 | Елабуга | Татарстан |
| 169 | Рузаевка | Мордовия |
| 170 | Новоалтайск | Алтайский край |
| 171 | Березовский | Свердловская область |
| 172 | Тосно | Ленинградская область |
| 173 | Нововоронеж | Воронежская область |
| 174 | Коломна | Московская область |
| 175 | Рефтинский | Свердловская область |
| 176 | Аша | Челябинская область |
| 177 | Заволжье* | Нижегородская область |
| 178 | Новочебоксарск | Чувашия |
| 179 | Северск | Томская область |
| 180 | Искитим* | Новосибирская область |
| 181 | Конаково* | Тверская область |
| 182 | Обнинск | Калужская область |
| 183 | Арзамас | Нижегородская область |
| 184 | Шахты | Ростовская область |
| 185 | Златоуст | Челябинская область |
| 186 | Архангельск | Архангельская область |
| 187 | Гай | Оренбургская область |
| 188 | Березовский | Кемеровская область |
| 189 | Бийск | Алтайский край |
| 190 | Димитровград | Ульяновская область |
| 191 | Кольчугино | Владимирская область |
| 192 | Новомичуринск | Рязанская область |
| 193 | Дивногорск | Красноярский край |
| 194 | Пушкино* | Московская область |
| 195 | Полярные Зори | Мурманская область |
| 196 | Люберцы* | Московская область |
| 197 | Благовещенск | Башкортостан |
| 198 | Балахна* | Нижегородская область |
| 199 | Сарапул* | Удмуртия |
crystalltd.ru
Алмазный шлифовальные круги – Классификация, Сферы применения
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
От твердости в большой мере зависит самозатачиваемость круга – его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G – весьма мягкие;
- H, I, J, М1, М2, М3 – мягкие;
- K, L, СМ1, СМ2 – среднемягкие;
- M, N, С1, С2 – средние;
- O, P, Q, СТ1, СТ2, СТ3 – среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ – весьма твердые;
- X, Y, Z, V, W, ЧТ – чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4). К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
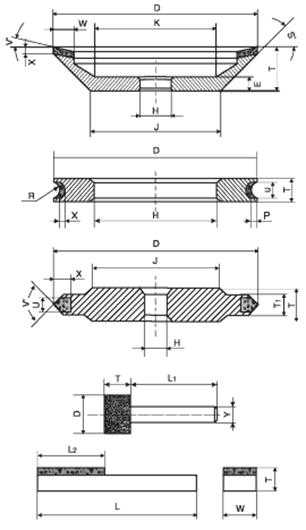
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
- наружный диаметр изделия – D;
- толщина базовой части корпуса – E;
- диаметр посадочного отверстия – H;
- диаметр опорного торца – J;
- диаметр внутренней выточки – K;
- общая длина бруска -L;
- длина хвостовика – L1;
- длина алмазоносного слоя – L2;
- радиус – R;
- внешний угол корпусного конуса – S;
- общая высота круга – T;
- толщина рабочей части – T1;
- высота алмазоносного слоя (если T=1 или
- ширина рабочей части алмазоносного слоя – U1;
- рабочий угол – V;
- ширина слоя – W;
- толщина алмазоносного слоя – X;
- диаметр хвостовика – Y;
- вогнутость рабочего слоя – P.
Данная продукция сертифицируется согласно ГОСТу Р 50460-92, а описывается по ГОСТу 24747-90.
Виды шлифовальных алмазных кругов
Шлифовальные алмазные круги изготавливаются в соответствии с требованиями ГОСТа 2424, включающего больше 30 видов, различающихся по геометрии. Круг может быть прямого профиля, коническим, кольцевым, с одно- или двусторонней степенью выточки, с односторонней ступицей, тарельчатым и т.д. Каждый из основных видов обозначается своим идентификационным номером:
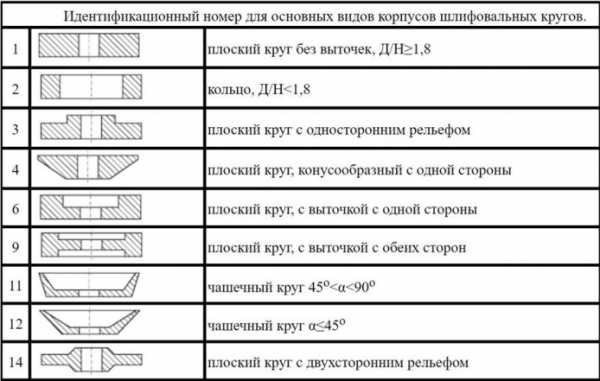
Круги прямого профиля изготавливаются в форме плоских дисков с алмазным слоем в торце. Применяются для обработки поверхностей, которые требуют получения выдержанной плоскости.

Чашечные круги изготавливаются в виде чашки и используются для шлифовки и конечной отделки слабо поддающихся обычной обработке материалов: стекла, камня, керамики, твердых сплавов.
Тарельчатые диски (с небольшим углублением) применяются при обработке стали, чугуна, художественного стекла, для удаления лакокрасочных покрытий, заточке пил с твердосплавными напайками и т.д.
Описания некоторых из наиболее распространенных шлифовальных кругов:
- 14A1 (А1ПП) – плоский цилиндрический, с размерами D 6-13 H 6-10 S 2-4, предназначен для шлифования конических и цилиндрических глухих и сквозных отверстий;
- 1А1 (АПП) – плоский прямого профиля, с размерами D 16-500, H 2-50, S 2-5, для шлифовки заточки и доводки конических и цилиндрических поверхностей, твердосплавных деталей;
- 6А2 (АПВ) – плоский с выточкой, с размерами D 80-300, H 18-32,S 1,5-5, для плоской заточки, шлифования и доводки;
- 9A3 (АПВД) – с двусторонней выточкой, с размерами D 100-250, H 6-25, S 1-5 для доводки, заточки и шлифования режущих частей твердосплавных инструментов;
- 12V5-45 (АЧК) – чашечный конический, с размерами D 50-250, H 20-52, S 1,5-5, для шлифования, доводки и заточки твердосплавных инструментов;
- 11V9-70 (А1ЧК) – чашечный конический, с размерами D 50-150, H 20-40, S1,5-5, для шлифования в углах деталей и работе с твердосплавными инструментами, камнем и стеклом;
- 1EE1 (А2ПП) – с коническим двусторонним профилем, с размерами D 125-250, H 6-20, S 2-4, для обработки выступов торцов цилиндрических поверхностей, шлифования пазов и шлицев;
- 1F6V 1FF6V (А5П) – с профилем полукругло-выпуклой формы, с размерами D 50-150, H 2-32,S 2-7, для шлифования кругло-вогнутых канавок и поверхностей;
- 1A1R (АОК) – алмазный шлифовальный круг отрезной, с размерами D 50-400, H 0,5-2,5, S2,5-5 , для резки деталей и заготовок из керамики, закаленных сталей и твердых сплавов.
Как выглядят геометрические формы различных алмазных дисков можно рассмотреть в таблице:
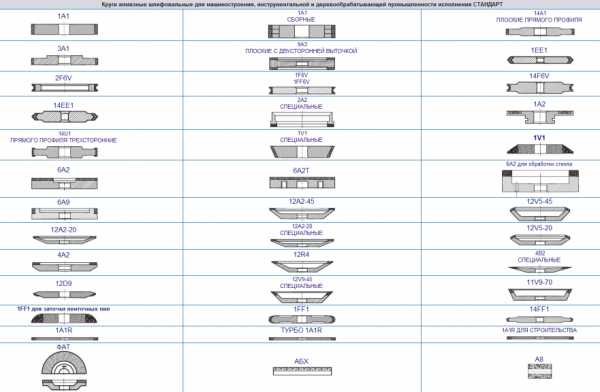
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Форма и ширина алмазного слоя
Каждый круг имеет алмазный слой определенной формы и ширины. Большая ширина потребуется при работе «на проход». Шлифовка методом «врезания» требует ширины, соизмеримой с шириной поверхности, к которой будут прикладываться усилия, иначе после обработки появляются уступы.
Выбор формы сечения так же зависит от поставленных задач и формы обрабатываемой поверхности. Сечение алмазного слоя обозначается определенной буквой, которую можно найти в таблице:
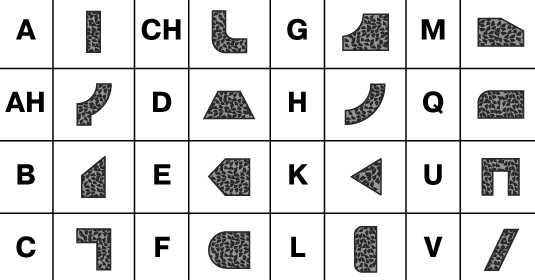
Различаются шлифовальные круги и по диаметру, но выбор диаметра зависит как от применяемого инструмента, так и от обрабатываемой детали и необходимого результата. Так же при работе с алмазным шлифовальным инструментом требуется учитывать количество оборотов шпинделя на конкретном оборудовании.
Маркировка алмазных шлифовальных кругов
Круг алмазный 12А2-45 (АЧК) 150x20x5x32 AC4 160/125 B2-01 100%

При правильном подборе круга и соблюдении требований, предъявляемых к конкретному виду работ, такой инструмент позволит значительно повысить скорость выполнения и производительность работ, сэкономит финансовые средства, а сам инструмент будет сохранять работоспособность длительное время.
instrumer.ru
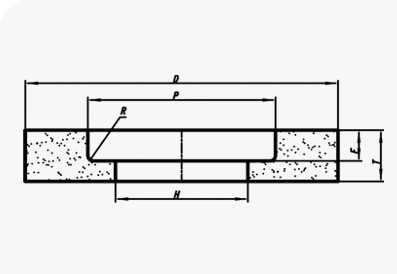
06. Круги шлифовальные чашечные цилиндрические. Тип 6.
Сталь
Для операций плоского и круглого внутреннего шлифования деталей и конструкций из различных марок сталей, заточки режущего инструмента из быстрорежущих сталей.
Характеристика
Материал 14A; 25A
Зернистость F180 – F22 (6 – 80)
Твердость F – Q (BM1-CT3)
Структура 6 – 8
Класс точности АА; A
Класс неуравновешенности 1; 2
35 м/с
| D, мм | T, мм | H, мм | P, мм | F, мм | Допустимая скорость вращения, об/мин | Вес, кг | В упаковке, шт. |
| 40 | 25 | 13 | 32 | 20 | 16750 | 0.033 | 36 |
| 50 | 32 | 13 | 40 | 25 | 13400 | 0.061 | 64 |
| 60 | 40 | 20 | 42 | 32 | 11150 | 0.147 | 36 |
| 76 | 40 | 20 | 65 | 32 | 8790 | 0.158 | 36 |
| 80 | 40 | 20 | 50 | 32 | 8400 | 0.271 | 36 |
| 80 | 40 | 20 | 65 | 32 | 8400 | 0.205 | 36 |
| 80 | 40 | 20 | 70 | 32 | 8400 | 0.205 | 36 |
| 80 | 50 | 25 | 48 | 35 | 8400 | 0.405 | 36 |
| 91 | 60 | 16 | 75 | 48 | 7340 | 0.380 | 8 |
| 100 | 40 | 20 | 80 | 30 | 6700 | 0.356 | 16 |
| 100 | 50 | 20 | 50 | 30 | 6700 | 0.420 | 16 |
| 100 | 50 | 20 | 80 | 40 | 6700 | 0.372 | 16 |
| 100 | 50 | 20 | 86 | 40 | 6700 | 0.349 | 16 |
| 114 | 63 | 51 | 76 | 32 | 5850 | 0.957 | 8 |
| 125 | 50 | 32 | 107 | 38 | 5350 | 0.582 | 8 |
| 125 | 50 | 32 | 85 | 38 | 5350 | 0.969 | 8 |
| 125 | 63 | 32;51;76 | 100 | 50 | 5350 | 0.824 | 8 |
| 150 | 50 | 32 | 130 | 38 | 4500 | 0.822 | 8 |
| 150 | 50 | 63.5 | 125 | 35 | 4500 | 0.869 | 8 |
| 150 | 63 | 65 | 100 | 38 | 4500 | 1.642 | 4 |
| 150 | 70 | 32 | 125 | 55 | 4500 | 1.217 | 4 |
| 150 | 75 | 25.4 | 100 | 50 | 4500 | 2.064 | 4 |
| 150 | 80 | 25.4 | 100 | 55 | 4500 | 2.174 | 4 |
| 150 | 80 | 32 | 118 | 65 | 4500 | 1.347 | 4 |
| 150 | 80 | 32;51;76 | 125 | 65 | 4500 | 1.313 | 4 |
| 150 | 80 | 55 | 130 | 65 | 4500 | 1.104 | 4 |
| 150 | 80 | 65 | 90 | 58 | 4500 | 2.180 | 4 |
| 170 | 50 | 50 | 100 | 36 | 3930 | 1.820 | 6 |
| 175 | 30 | 65 | 132 | 16 | 3810 | 1.019 | 8 |
| 175 | 75 | 76 | 139 | 57 | 3810 | 1.928 | 8 |
| 200 | 60 | 50 | 120 | 48 | 3350 | 2.622 | 2 |
| 200 | 60 | 50 | 120 | 45 | 3350 | 2.850 | 2 |
| 200 | 63 | 32; 51 | 165 | 50 | 3350 | 2.012 | 2 |
| 200 | 63 | 32 | 140 | 33 | 3350 | 2.120 | 2 |
| 200 | 80 | 30 | 165 | 60 | 3350 | 2.696 | 2 |
| 200 | 80 | 32 | 120 | 55 | 3350 | 3.634 | 2 |
| 200 | 80 | 50 | 150 | 40 | 3350 | 3.250 | 2 |
| 200 | 80 | 32; 76 | 170 | 65 | 3350 | 2.175 | 2 |
| 200 | 85 | 51 | 150 | 55 | 3350 | 3.570 | 2 |
| 200 | 100 | 32 | 140 | 70 | 3350 | 4.576 | 2 |
| 200 | 100 | 51; 90 | 150 | 70 | 3350 | 4.135 | 2 |
| 200 | 100 | 76 | 170 | 85 | 3350 | 2.567 | 2 |
| 250 | 100 | 76 | 180; 125 | 60; 75 | 2700 | 7.330 | 2 |
| 250 | 100 | 127 | 195 | 75 | 2700 | 5.276 | 2 |
| 250 | 100 | 150 | 200 | 75 | 2700 | 4.735 | 2 |
Завод принимает заказы на изготовление кругов с размерами и характеристиками, не указанными в данной таблице.
Камень
Для операций плоского и круглого внутреннего шлифования деталей и конструкций из чугуна, цветных металлов, природного и искусственного камня, стекла, заточки твердосплавного режущего инструмента.
Характеристика
Материал 54C; 63C
Зернистость F150 – F36 (8 – 50)
Твердость F – P (BM1-CT2)
Структура 6 – 8
Класс точности АА; A
Класс неуравновешенности 1; 2
35 м/с
| D, мм | T, мм | H, мм | P, мм | F, мм | Допустимая скорость вращения, об/мин | Вес, кг | В упаковке, шт. |
| 40 | 25 | 13 | 32 | 20 | 16750 | 0.029 | 36 |
| 50 | 32 | 13 | 40 | 25 | 13400 | 0.061 | 64 |
| 80 | 40 | 20 | 65 | 32 | 8400 | 0.182 | 36 |
| 100 | 50 | 20 | 50 | 30 | 6700 | 0.398 | 16 |
| 100 | 50 | 20 | 80 | 40 | 6700 | 0.372 | 16 |
| 100 | 50 | 20 | 86 | 40 | 6700 | 0.370 | 36 |
| 125 | 50 | 32 | 107 | 38 | 5350 | 0.516 | 16 |
| 125 | 63 | 32;51;76 | 100 | 50 | 5350 | 0.731 | 8 |
| 150 | 50 | 32 | 130 | 38 | 4500 | 0.729 | 8 |
| 150 | 80 | 32 | 118 | 65 | 4500 | 1.194 | 4 |
| 150 | 80 | 32;51;76 | 125 | 65 | 4500 | 1.164 | 4 |
| 200 | 60 | 50 | 120 | 48 | 3350 | 2.622 | 2 |
| 200 | 63 | 32; 51 | 165 | 50 | 3350 | 1.757 | 2 |
| 200 | 63 | 32 | 140 | 33 | 3350 | 1.784 | 2 |
| 200 | 80 | 32 | 120 | 55 | 3350 | 3.634 | 2 |
| 200 | 80 | 76 | 170 | 65 | 3350 | 1.928 | 2 |
| 200 | 100 | 32 | 140 | 70 | 3350 | 4.056 | 2 |
| 200 | 100 | 51 | 150 | 70 | 3350 | 3.665 | 2 |
| 200 | 100 | 76 | 170 | 85 | 3350 | 2.850 | 2 |
| 250 | 100 | 127 | 195 | 75 | 2700 | 4.677 | 2 |
| 250 | 100 | 150 | 200 | 75 | 2700 | 4.197 | 2 |
Завод принимает заказы на изготовление кругов с размерами и характеристиками, не указанными в данной таблице.
korundik.ru
Чашечные шлифовальные круги Kronenflex для большого съема
ГлавнаяЧашечные шлифовальные круги KronenflexЧашечные шлифовальные круги Klingspor обладают высокими характеристиками производительности, стойкости и безопасности. Оптимальное соотношение между сошлифованным слоем и стойкостью шлифовального инструмента до полного использования шлифовального круга гарантированы.
Преимущества чашечных шлифовальных кругов Kronenflex
- небольшое засаливание и долгий срок службы
- высокая стойкость и агрессивность
- высокий съем материала за единицу времени
Чашечные шлифовальные круги Kronenflex предназначены для удаления окалины, заусенцев, удаления ржавчины и черновой обработки минеральных материалов, таких как камень, кирпич, бетон. Чашечные шлифовальные круги имеют широкое применение в литейном производстве, металургии, высотном строительстве.
По возникшим вопросам обращайтесь к нашим специалистам в Вашем городе.
Каталог чашечных шлифкругов Klingspor
| Артикул | Диаметр | Длина | Отверстие | Форма | Допустимое вращение | Максимальная рабочая скорость | Количество в упаковке |
| 13729 | 110 | 55 | 22.23 | 8600 | 50 | 6 |
| Артикул | Диаметр | Длина | Отверстие | Форма | Допустимое вращение | Максимальная рабочая скорость | Количество в упаковке |
| 13728 | 110 | 55 | 22.23 | 8600 | 50 | 6 |
| Артикул | Диаметр | Длина | Отверстие | Форма | Допустимое вращение | Максимальная рабочая скорость | Количество в упаковке |
| 13727 | 110 | 55 | 22.23 | 8600 | 50 | 6 |
| Артикул | Диаметр | Длина | Отверстие | Форма | Допустимое вращение | Максимальная рабочая скорость | Количество в упаковке |
| 13726 | 110 | 55 | 22.23 | 8600 | 50 | 6 |
Применение чашечных кругов
Чашечный шлифовальный круг устанавливают на угловую шлифмашинку и закрепляют прижимной гайкой. При работе чашечным кругом рекомендуем соблюдать предписанные обороты и силу прижима.
Примеры работы чашечными кругами
klingspor.com.ru
Шлифовальные круги чашечные цилиндрические
Главная → Каталог продукции → Твёрдый абразивный инстурмент → Абразивный инструмент на керамической связке → Шлифовальные круги чашечные цилиндрические Главная → Каталог продукции → Твёрдый абразивный инстурмент → Абразивный инструмент на керамической связке → Шлифовальные круги чашечные цилиндрическиеШлифовальные круги с выточкой
Область применения: Выточки предназначены для более прочного крепления во фланцах и лучшего доступа круга к шлифуемому месту. Внутреннее шлифование донышка изделия или работа «в упор».
| D | T | H | P | F | R max |
|---|---|---|---|---|---|
| 63 | 25 | 20,0 | 40 | 10 | 3,2 |
| 40 | 15 | ||||
| 50 | 20 | ||||
| 80 | 32 | 20,0 | 40 | 16 | |
| 40 | 45 | 15 | |||
| 50 | 20 | ||||
| 63 | 25 | ||||
| 100 | 32 | 20,0; 32,0 | 50 | 16 | |
| 40 | 15 | ||||
| 50 | 20 | ||||
| 63 | 25 | ||||
| 125 | 32 | 65 | 16 | ||
| 40 | 63 | 15 | |||
| 50 | 20 | ||||
| 63 | 25 | ||||
| 150 | 25 | 80 | 10; 16 | ||
| 32 | 13 | ||||
| 40 | 15 | ||||
| 50 | 20 | ||||
| 63 | 25 | ||||
| 175 | 32 | 32,0 | 90 | 16 | |
| 180 | 25 | 100 | 10 | ||
| 32 | 13 | ||||
| 200 | 25 | 32,0; 50,8; 76,2 | 110 | 10 | |
| 32 | 13 | ||||
| 40 | 110; 114 | 20 | |||
| 50 | 100 | 20 | |||
| 63 | 25 | ||||
| 100 | 114 | ≤T/2 | |||
| 125 | |||||
| 250 | 25 | 50,8; 76,2; 127,0 | 160 | 5,0 | |
| 32 | 150 | 13 | |||
| 40 | 13; 20 | ||||
| 63 | 160 | ≤T/2 | |||
| 100 | |||||
| 125 | |||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 300 | 40; 45 | 76,2; 127,0 | 150 | 13; 20 | |
| 50 | 13; 25 | ||||
| 63 | 200 | 30 | |||
| 100 | 190 | ≤T/2 | |||
| 125 | |||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 350 | 40 | 76,2; 127,0 | 215 | 13 | |
| 50 | |||||
| 100 | 203 | ≤T/2 | |||
| 125 | |||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 315 | |||||
| 400 | |||||
| 500 | |||||
| 600 | |||||
| 400 | 25 | 127,0; 203,2 | 280 | ||
| 40 | 215; 280 | 13 | |||
| 50 | 215 | 13; 25 | |||
| 63 | 280 |
≤T/2 |
|||
| 100 | |||||
| 125 | |||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 450450 | 40 | 13 | |||
| 50 | |||||
| 63 | 215; 280 | ||||
| 80 | 25 | ||||
| 500 | 40 | 203,2 | 400 | 13 | |
| 50 | |||||
| 63 | |||||
| 80 | 25 | ||||
| 100 | ≤T/2 | ||||
| 125 | |||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 315 | |||||
| 400 | |||||
| 500 | |||||
| 600 | |||||
| 600 | 63 | 203,2 | 400 | 13 | |
| 80 | 25 | ||||
| 100 | 50 | ||||
| 125 | ≤T/2 | ||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 315 | |||||
| 400 | |||||
| 500 | |||||
| 600 | |||||
| 750 | 63 | 304,8 | 13 | 8,0 | |
| 80 | 25 | ||||
| 100 | 50 | ||||
| 125 | ≤T/2 | ||||
| 160 | |||||
| 200 | |||||
| 250 | |||||
| 315 | |||||
| 400 | |||||
| 500 | |||||
| 600 | |||||
| 800 | 63 | 450 | 13 | ||
| 80 | 25 | ||||
| 100 | 50 | ||||
| 900 | 63 | 13 | |||
| 80 | 25 | ||||
| 100 | 50 | ||||
| 1060 | 63 | 304,8; 508,0 | 455; 720 | 13 | |
| 80 | 25 | ||||
| 100 | 50 | ||||
| 125 | 60 | ||||
| 150 | 70 |
kubera31.ru
Шлифовальный алмазный круг чашечный, конический формы 12А2-45°
Основное назначение: заточка и доводка многолезвийного твердосплавного инструмента с прямым и спиральным зубом по передней и задней поверхности резцов, сверл, протяжек, разверток и других инструментов, обработка плоских поверхностей деталей машин, полупроводниковых материалов, керамики, кварца, драгоценных и поделочных камней, других материалов.
Обрабатываемый материал: твердые сплавы, минералокерамика, композиты.
Цены на алмазные шлифовальные круги чашечный, конический формы 12А2-45° на органической связке В2-01
Прайс-лист содержит действующие цены на самые распостроненые типа размеры алмазных кругов. Наличие и цены не вошедшие в парйс-лист позиций уточняйте по телефону или эл. почте.
| № | Шифр | Наименование (D*W*X*H*T) | кол-во карат | розница* |
| 1 | 4-0016 | 12А2-45 100 5 3 32 20 АС 100/80 100% В2-01 | 23,4 | 461р. |
| 2 | 4-0016 | 12А2-45 100 5 3 32 20 АС 160/125 100% В2-01 | 23,4 | 550р. |
| 3 | 4-0017 | 12А2-45 100 10 3 32 20 АС 125/100 100% В2-01 | 37 | 767р. |
| 4 | 4-0027 | 12А2-45 125 3 3 32 40 АС 125/100 100% В2-01 | 15,2 | 453р. |
| 5 | 4-0027 | 12А2-45 125 3 3 32 40 АС 160/125 100% В2-01 | 15,2 | 453р. |
| 6 | 4-0028 | 12А2-45 125 5 3 32 40 АС 100/80 100% В2-01 | 29,6 | 547р. |
| 7 | 4-0028 | 12А2-45 125 5 3 32 40 АС 125/100 100% В2-01 | 29,6 | 608р. |
| 8 | 4-0029 | 12А2-45 125 10 3 32 40 АС 100/80 100% В2-01 | 48 | 789р. |
| 9 | 4-0029 | 12А2-45 125 10 3 32 40 АС 125/100 100% В2-01 | 48 | 895р. |
| 10 | 4-0029 | 12А2-45 125 10 3 32 40 АС 160/125 100% В2-01 | 48 | 895р. |
| 11 | 4-0032 | 12А2-45 125 10 5 32 42 АС 100/80 100% В2-01 | 95 | 1 059р. |
| 12 | 4-0032 | 12А2-45 125 10 5 32 42 АС 125/100 100% В2-01 | 95 | 1 165р. |
| 13 | 4-0032 | 12А2-45 125 10 5 32 42 АС 160/125 100% В2-01 | 95 | 1 165р. |
| 14 | 4-0039 | 12А2-45 150 5 3 32 40 АС 100/80 100% В2-01 | 36 | 704р. |
| 15 | 4-0039 | 12А2-45 150 5 3 32 40 АС 125/100 100% В2-01 | 36 | 831р. |
| 16 | 4-0040 | 12А2-45 150 10 3 32 40 АС 80/63 100% В2-01 | 58 | 1 172р. |
| 17 | 4-0040 | 12А2-45 150 10 3 32 40 АС 100/80 100% В2-01 | 58 | 1 172р. |
| 18 | 4-0040 | 12А2-45 150 10 3 32 40 АС 125/100 100% В2-01 | 58 | 1 302р. |
| 19 | 4-0040 | 12А2-45 150 10 3 32 40 АС 160/125 100% В2-01 | 58 | 1 302р. |
| 20 | 4-0040 | 12А2-45 150 10 3 32 40 АС 200/160 100% В2-01 | 58 | 1 354р. |
| 21 | 4-0041 | 12А2-45 150 20 3 32 40 АС 80/63 100% В2-01 | 108 | 1 549р. |
| 22 | 4-0041 | 12А2-45 150 20 3 32 40 АС 100/80 100% В2-01 | 108 | 1 549р. |
| 23 | 4-0041 | 12А2-45 150 20 3 32 40 АС 125/100 100% В2-01 | 108 | 1 663р. |
| 24 | 4-0041 | 12А2-45 150 20 3 32 40 АС 160/125 100% В2-01 | 108 | 1 663р. |
| 25 | 4-0041 | 12А2-45 150 20 3 32 40 АС 200/160 100% В2-01 | 108 | 1 843р. |
| 26 | 4-0043 | 12А2-45 150 10 5 32 42 АС 80/63 100% В2-01 | 116 | 1 396р. |
| 27 | 4-0043 | 12А2-45 150 10 5 32 42 АС 100/80 100% В2-01 | 116 | 1 396р. |
| 28 | 4-0043 | 12А2-45 150 10 5 32 42 АС 125/100 100% В2-01 | 116 | 1 439р. |
| 29 | 4-0043 | 12А2-45 150 10 5 32 42 АС 160/125 100% В2-01 | 116 | 1 439р. |
| 30 | 4-0044 | 12А2-45 150 20 5 32 42 АС 80/63 100% В2-01 | 216 | 2 346р. |
| 31 | 4-0044 | 12А2-45 150 20 5 32 42 АС 100/80 100% В2-01 | 216 | 2 346р. |
| 32 | 4-0044 | 12А2-45 150 20 5 32 42 АС 125/100 100% В2-01 | 216 | 2 484р. |
| 33 | 4-0044 | 12А2-45 150 20 5 32 42 АС 160/125 100% В2-01 | 216 | 2 484р. |
*Скидка от розничных цен может составить до 20% – в зависимости от объемов закупок и вида приобретаемого инструмента.
Пример заказа алмазного круга чашечный, конический формы 12А2-45°, (шифр 4-0044) с размерами 150х20х5х42х32, зернистостью 160/125, относительной концентрацией алмазного порошка 100%, на органической связке В2-01: 4-0044 12А2-45 150 20 5 32 42 АС 160/125 100% В2-01
Внимание: возможность изготовление других типоразмеров данной формы алмазного круга.
snabinstrument.com
Гибкий алмазный шлифовальный круг – описание, особенности + Видео
Алмазный гибкий шлифовальный круг, а также другие разновидности этого инструмента используются для обработки всевозможных поверхностей, доводки и заточки пил, сверл и иных приспособлений.
1 Алмазные круги – различные по форме и сферам использования
Инструмент, о котором пойдет речь в этой статье, изготавливается в виде твердой либо гибкой основы с нанесенным на нее алмазоносным слоем. Последний в большинстве случаев состоит из специального связующего полимера и алмазного порошка. Такие изделия незаменимы для качественного и эффективного шлифования металла, доводки и полировки поверхностей из искусственного камня, гранита, мрамора, бетона, кирпича и других материалов. Также алмазный инструмент позволяет производить заточку различных типов приспособлений, используемых для дерево- и металлообработки.
Интересующие нас изделия делят на несколько типов. Они могут выпускаться в форме:
- прямого профиля;
- чашки;
- тарелки.
Алмазный профильный шлифовальный круг обычно используется при работе с металлическими поверхностями. Инструмент в виде чашки рекомендован для обработки твердосплавных приспособлений. Также шлифовальный чашечный алмазный круг любых размеров позволяет качественно отполировывать стеклянные, каменные и керамические поверхности. Его, кроме того, применяют для заточки ножей и резцов. Тарельчатые диски идеальны для случаев, когда нужна быстрая шлифовка деталей из художественного стекла, стали и чугуна и для удаления с них лакокрасочного слоя.

Чашечный алмазный круг
Рекомендуем ознакомиться
По зернистости описываемые круги подразделяют на четыре типа. К первому относят абразивный инструмент с очень крупным зерном (обозначение – 200/160), с крупным (160/125), средним (125/100) и мелким (100/80). Диски крупной зернистости, как правило, используются при промышленной обработке материалов. С их помощью снимают большие по толщине слои с изделий из металла. Средние круги хороши для заточки рабочих инструментов. А в быту чаще всего применяются приспособления (тарельчатые и чашечные) с мелким зерном. Они позволяют производить шлифовку отделочных строительных материалов.
Чашечные круги мелкой зернистости имеют доступную стоимость. Связано это с тем, что алмазоносный слой на них имеет небольшую ширину и толщину. Промышленные же диски характеризуются большим по размерам покрытием. За счет этого они способны обрабатывать крупные по сечению и площади изделия и поверхности. Но и стоимость таких инструментов намного выше.
Главное достоинство шлифовальных кругов – долговечность.
Износ таких инструментов минимальный. При этом они обеспечивают по-настоящему чистую, быструю и точную обработку. Нельзя не отметить и простоту работы с алмазными дисками. Их устанавливают на угловые шлифмашинки, металлообрабатывающие станки и другие агрегаты. При соблюдении определенных мер безопасности шлифование кругами выполняется без затруднений даже неопытными домашними умельцами.
2 Обозначение и правка инструмента – открываем секреты
Полная маркировка шлифовальных кругов содержит ряд цифр. Специалисту они могут рассказать абсолютно все о том или ином алмазном инструменте. Например, если мы видим маркировку 12А245 150*40*10*3*32 125/100, можно понять, что перед нами чашечный диск сечением 150 мм и глубиной 40 мм. Также приведенные цифры указывают на ширину алмазоносного слоя (в данном случае она равняется 10 мм) и его толщину (3 мм). Число 32 – это величина посадки круга, а обозначение 125/100 – показатель его зернистости.
При длительной эксплуатации алмазных дисков наблюдается заглаживание, истирание и обламывание их зерен. Это становится причиной нарушения геометрии инструмента и его неравномерной выработки. В ситуациях, когда износ обусловливается исключительно выкрашиванием зерен диска, проблем не возникает. Круги обладают свойством самозатачивания. На смену старым зернам приходят новые. Такое свойство характерно для мягких и гибких (о них мы поговорим более подробно ниже) алмазных дисков.
А вот в остальных случаях приходится либо менять абразивный инструмент, либо восстанавливать его форму и рабочие возможности. Последняя операция называется правкой дисков. В промышленности она выполняется разными способами – тангенциальным точением, обтачиванием, накатыванием, шлифованием, обкаткой. Правка производится с помощью безалмазных или алмазных приспособлений.

Инструмент для правки алмазных дисков
В быту такую процедуру в большинстве случаев выполняют простейшим способом – зачисткой. Правка алмазных дисков осуществляется при помощи абразивного бруска (с белым глиноземом, карбидом кремния), плотной пемзы либо твердого круга. Один из этих инструментов упирается в подручник, после чего можно приступать к зачистной операции. Важно! Правящий круг (брусок) при зачистке должен двигаться строго вдоль восстанавливаемого алмазного изделия.
3 Гибкие и прямые диски – самые популярные и востребованные
Гибкие диски (АГШК) – это изделия с липкой основой (она предназначена для фиксации приспособления на насадку используемого рабочего инструмента) и алмазной крошкой в качестве абразива. Они часто используются в быту. Их устанавливают на шлифовальные агрегаты, которые оснащены системой подвода воды и имеют возможность выбора оборотов. Гибкий инструмент применяется для полировки и мягкого шлифования хрупких и твердых поверхностей на скоростях от 1500 до 3000 об/мин. Использовать АГШК для сухого шлифования (без охлаждения водой) нежелательно, так как они быстро теряют свои свойства.
Гибкие диски хороши для многоэтапной обработки гранитных и мраморных поверхностей. Для этих целей используются насадки различной зернистости. Сначала специалисты советуют удалять сильную шероховатость с поверхности (диск-черепашка с большим зерном). Затем нужно сгладить обрабатываемое изделие (круг с зерном 100–160 мм). На последнем этапе следует использовать мелкозернистый инструмент. Такая схема позволяет отполировать натуральные поверхности до зеркального блеска.
Алмазные шлифовальные плоские круги, выполненные в виде прямого профиля, имеют обозначение 1А1. Они изготавливаются по Госстандарту 16167. Это, пожалуй, самый распространенный абразивный инструмент. Он имеет около 170 типоразмеров. Его параметры (в мм) варьируются в широких пределах:
- диаметр плоских дисков – 16–750;
- размеры посадочного отверстия – 6–203;
- толщина алмазного покрытия – 2–6;
- высота круга – 3–100 мм.
Важный момент. Алмазный шлифовальный круг в форме прямого профиля может иметь разную концентрацию алмазной крошки (50–150 единиц). Этот показатель определяет массу (выражается в каратах) алмазов в конкретном диске. Она колеблется от 0,39 (круги сечением 16 мм, слой абразива 2 мм, высота 2 мм) до 4920 мм (диск 500 мм, покрытие 6 мм, высота 80 мм).
tutmet.ru