Шпиндельный узел станка токарного – Spindle machine components
alexxlab | 20.09.2019 | 0 | Вопросы и ответы
Шпиндель токарного станка: устройство, назначение, ремонт
Шпиндель – составная часть токарного станка, играющая важнейшую роль в процессе обработки заготовок. Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов. Шпиндель токарного станка изготавливается из высокопрочной стали, что необходимо для безопасной эксплуатации станка, долговечности детали и высокой точности выполняемых работ. Он считается главным элементом станка, так как остальные узлы и детали предназначены для обеспечения его работы.

Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Скачать ГОСТ 12593-93
Назначение шпинделя
Основным назначением шпиндельной бабки является фиксация рабочих инструментов (сверл, разверток, метчиков и других деталей). Обычно в конструкции используется вращающийся шпиндель, который применяется для снятия стружки, вырезания пазов и придания формы заготовкам. Через него происходит передача крутящего момента з электродвигателя на деталь, а также изоляция рабочего инструмента от вибрационных нагрузок, который принимает на себя подшипник. Фиксация инструмента происходит с помощью зажимного патрона, установленного на конце шпинделя.

Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
На срок эксплуатации сильно влияет система электроторможения, схема устройства и настройки которой предоставляется производителем.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шпиндельные узлы станка – Металлорежущие станки
Шпиндельные узлы станка
Категория:
Металлорежущие станки
Шпиндельные узлы станка
Основными элементами конструкции шпинделя являются: собственно шпиндель, шпиндельные подшипники и ведущее звено, сообщающее вращение шпинделю. Как указывалось выше, в отдельных конструкциях внутри шпинделя располагается подвижная скалка.
Шпиндели. Шпиндели представляют собой цельные или полые валы, конструкция которых обеспечивает закрепление тех или иных зажимных приспособлений, оправок или режущего инструмента. Конструктивное оформление посадочных мест для приспособлений и инструменты определяется назначением станка.
Характерные конструктивные формы посадочных мест токарных станков представлены на рис. 1, а, 6 и в. Значительным распространением пользуется конструкция, изображенная на рис. 1, а. Приспособление навинчивается на резьбу, имеющуюся на конце шпинделя и центрируется буртиком шпинделя. Для устранения самоотвинчивания приспособления в некоторых конструкциях имеется прихват, который входит в канавку шпинделя и прижимается болтом.
Шпиндель имеет коническое отверстие с конусом Морзе, в которое вставляется центр или конец оправки, служащей для закрепления обрабатываемой детали.
Шпиндель выполняется полым с цилиндрическим сквозным отверстием.
Достоинством данной конструкции является простота обработки посадочных мест и малые затраты времени на снятие и установку приспособления. Наличие некоторого зазора между посадочным отверстием приспособления и центрирующим буртиком снижает точность центрирования и жесткость крепления.
Более высокая жесткость и точность центрирования могут быть достигнуты при креплении приспособления на удлиненном коническом конце шпинделя с помощью накидной гайки. Наибольшая жесткость при высокой точности центрирования достигается при фланцевом конце шпинделя с коротким конусом. В корпус приспособления ввернуты шпильки с утолщенной средней частью. Шпильки проходят вместе с зажимными гайками через отверстия фланца шпинделя и кольца. После поворота кольца гайки затягиваются.
Оба последних варианта требуют большей затраты времени на обработку посадочных мест. Время на установку и снятие приспособления возрастает, особенно при фланцевом креплении.
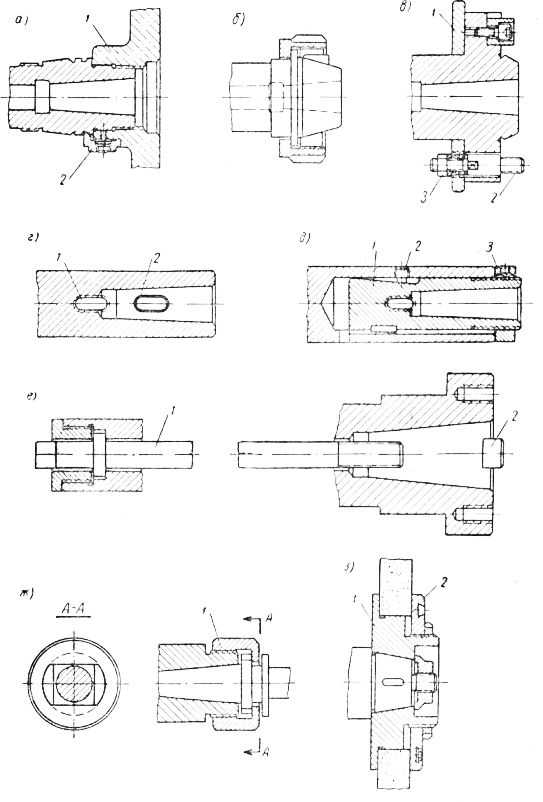
Рис. 1. Концы шпинделей.
Формы посадочных мест, показанные на рис. 1, а и в, характерны также для револьверных станков и для шпинделей бабок, сообщающих вращение обрабатываемой детали, шлифовальных станков.
Концы сверлильных шпинделей имеют коническое отверстие с конусом Морзе и поперечный паз, в который входит лапка хвостовика инструмента или приспособления. В верхнюю часть паза вставляется при выбивании инструмента клин. Концы сверлильных шпинделей многошпиндельных и агрегатных станков имеют цилиндрическое отверстие, куда входит скалка с коническим отверстием для крепления инструмента. Для регулирования положения режущего инструмента скалка может смещаться в осевом направлении с помощью гайки. В требующемся положении скалка закрепляется стопорным винтом.
Концы скалок расточных шпинделей имеют такую же конструкцию, как концы сверлильных шпинделей и дополнительный паз, в который забивается клин для крепления оправки.
Характерная конструкция посадочных мест шпинделей фрезерных станков представлена на рис. 1, е. Оправки устанавливаются в коническое отверстие переднего конца шпинделя и затягиваются тягой. Крутящий момент передается сухарями, которые входят в пазы фланца оправки. Фрезы больших диаметров устанавливаются непосредственно на торце шпинделя, при этом сухари входят в торцовые пазы фрезы. Крепление фрез осуществляется с помощью болтов, которые ввинчиваются в резьбовые отверстия, имеющиеся на торце шпинделя.
У фрезерных станков малых размеров для посадки инструментов и оправок используется обычный конус Морзе.
В тех случаях, когда по характеру конструкции шпинделя не представляется возможным выполнить шпиндель полым, крепление оправок с коническим хвостом осуществляется с помощью накидного колпака. Накидной колпак имеет прямоугольную прорезь, а оправка — двойной буртик с лысками. При установке оправки первый буртик проходит через паз колпака и при навинчивании колпака последний прижимает оправку к гнезду. При свинчивании колпака он выталкивает оправку из гнезда. Эта конструкция обеспечивает также быстросменное крепление.
Шпиндели револьверных станков и токарных автоматов, предназначенных для прутковых работ, имеют специфическую конструкцию, так как внутри шпинделей размещаются механизмы подачи и зажима материала.
Концы шпинделей шлифовальных станков обычно имеют конический хвостовик, на котором закрепляется планшайба шлифовального круга. Круг закрепляется на планшайбе с помощью фланца, снабженного кольцевым пазом, в котором устанавливаются подвижные сухари, служащие для балансировки круга.
Выбор материала шпинделя определяется условиями изностостойкости посадочных мест, а при подшипниках скольжения — также условиями работы подшипниковых шеек шпинделя. Для изготовления шпинделей применяются стали 45, 40Х, 20Х, реже — 12ХНЗ, 13ХНВА. Ответственные участки шпинделей, изготовленных из стали 45, 40Х, подвергаются термообработке до твердости HRC = 24—30, а при закалке токами высокой частоты — до твердости HRC = 45—50 при стали 45 и до твердости HRC = 50—58 — при стали 40Х. Цементируемые стали подвергаются цементации и последующей закалке до твердости HRC = 56—62.
Высокая износостойкость достигается при изготовлении шпинделей из хромоалюминиевых сталей 40ХЮ, 35ХЮА, подвергающихся азотированию (нитрированию).
Шпиндельные опоры. Шпиндели монтируются на двух, реже — на трех опорах. В одной из опор должны быть расположены подшипники, воспринимающие осевые нагрузки и ограничивающие осевое перемещение шпинделя. Подшипники второй опоры должны допускать свободное перемещение конца шпинделя при температурном удлинении. Следует заметить, что при размещении подшипников, ограничивающих осевое перемещение шпинделя, в задней опоре, температурное удлинение приводит к смещению переднего конца шпинделя, что может повлечь за собой искажение размеров обрабатываемых поверхностей, отсчитываемых вдоль оси шпинделя. Это обстоятельство следует учитывать при разработке конструкции шпиндельного узла.
В качестве опор шпинделей используются как подшипники скольжения, так и качения. Область применения подшипников скольжения в последнее время сильно сузилась.
Шпиндельные опоры должны обеспечивать высокую точность вращения шпинделя и сохранение этой точности в течение длительного периода времени. Одним из условий высокой точности вращения является небольшая величина зазоров в подшипнике, а при подшипниках качения — создание предварительного натяга. Шпиндельные подшипники должны обладать также высокой жесткостью и виброустойчивостью.
Характерной особенностью работы большинства шпиндельных подшипников является переменность режима работы — чисел оборотов и нагрузок. При этом во всем диапазоне чисел оборотов и нагрузок конструкция опор должна обеспечивать врещение шпинделя с необходимой точностью без дополнительного регулирования.
Во многих случаях конструкция шпиндельных опор должна обеспечивать возможность регулирования зазора или натяга в процессе первоначальной сборки и по мере износа.
Опоры скольжения. В течение длительного времени значительным распространением пользовалась опора, выполненная в виде конического разрезного вкладыша. Конический разрезной вкладыш 3 входит в коническое отверстие втулки или корпуса. При перемещении вкладыша с помощью гаек он деформируется и при этом изменяется зазор. При регулировании форма вкладыша искажается. Для устранения этого явления в разрез вкладыша, имеющий форму ласточкина хвоста, вводят головки болтов, имеющие аналогичную форму. При затягивании болтов вкладыш раздается и прижимается к поверхности отверстия. При этом искажение отверстия вкладыша уменьшается.
Неплотное прилегание вкладыша к отверстию корпуса снижает жесткость опоры.
Односторонний износ вкладыша не может быть устранен регулированием.
В современных станках вкладыши этого типа встречаются весьма редко.
Известным распространением пользовалась также опора с конической шейкой шпинделя. Если подшипник, ограничивающий осевое перемещение шпинделя, располагался в задней опоре, то регулирование зазора осуществлялось осевым смещением вкладыша. В ином случае при регулировании производилась подгонка кольца, расположенного между упорным подшипником и буртиком шпинделя.
Опора с конической шейкой шпинделя обладает более высокой жесткостью, так как корпус вкладыша при регулировании не деформируется и его контакт с опорной поверхностью не нарушается. Форма вкладыша при регулировании не искажается. Однако односторонний износ при регулировании не устраняется.
Опоры этого типа находили применение в станках повышенной точности. В настоящее время подобные опоры встречаются лишь у отдельных моделей станков.
В современных прецизионных станках, работающих при небольших нагрузках, главным образом в шлифовальных, встречается опора с неразрезным коническим вкладышем. Подшипник этого типа носит название подшипника Макензена. Тонкостенный вкладыш имеет три или более выступов, которые опираются на коническую поверхность отверстия корпуса. При осевом смещении вкладыша с помощью гайки он деформируются и при этом между поверхностью шейки шпинделя и внутренней поверхностью вкладыша образуются сегментообразные карманы, в которых размещается масло. Таким образом создается несколько масляных клиньев. Минимальный зазор равен в рабочем состоянии 0,002— 0,003 мм. Благодаря малым зазорам и наличию нескольких масляных клиньев подшипники этого типа обеспечивают высокую стабильность положения оси шпинделя. Смазка подшипников осуществляется керосином или смесью керосина с маслом.
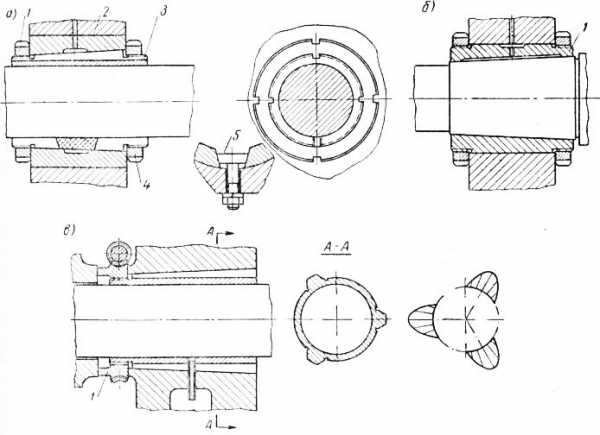
Рис. 2. Шпиндельные подшипники скольжения.
Подшипник обладает низкой несущей способностью и используется при нагрузках, непревышающих 100 кГ. Недостатком данной конструкции является также сложность обработки, которая должна быть выполнена с весьма высокой точностью.
Значительным распространением в современных шлифовальных станках пользуются различные конструкции многовкладышных подшипников. Простейшими из них являются двухвкладышные. В отличие от обычных подшипников с разъемным вкладышем двухвкладышные подшипники шпиндельных опор имеют один неподвижно закрепленный вкладыш и второй вкладыш, который поджимается либо пружиной, либо давлением масла, которое подается специальным насосом под поршень.
Благодаря подвижности одного из вкладышей обеспечивается компенсация температурного расширения вала. Однако при этом снижается жесткость несущего масляного слоя вследствие увеличенного всплывания вала. Как показывают исследования угол охвата неподвижного вкладыша не должен превышать 120°.
Трехвкладышный подшипник имеет два неподвижно закрепленных вкладыша и один вкладыш, который поджимается плоской пружиной. Исследования показывают, что подшипники этого типа вследствие неблагоприятного расположения масляных клиньев обладают низкой несущей способностью и долговечностью.

Рис. 3. Многовкладышные шпиндельные подшипники скольжения.
Шейка шпинделя подобного подшипника должна иметь чистоту 10— 12-го класса, а вкладыши — не ниже 8-го класса. Обработка вкладышей должна производиться путем алмазной расточки. Шабровка рабочих поверхностей вкладышей не допускается. Монтажные зазоры находятся в пределах 0,001—0,002 мм.
Для смазки подшипника описанного типа применяются маловязкие сорта масла.
Вкладыши подшипников скольжения изготовляются из бронзы различных марок: Бр. Оф 10—0,5, Бр. ОЦС 6—6—3, Бр. СЗО, БАЖ и др. С целью экономии дефицитных материалов подшипники выполняются биметаллическими, залитыми тонким слоем бронзы. В ряде случаев используются подшипники, залитые баббитом. Для изготовления тихоходных подшипников применяются антифрикционные чугуны.
При высоких окружных скоростях требуется тщательная отделка поверхностей вкладышей и шеек шпинделя, высокая поверхностная твердость шеек шпинделя, циркуляционная смазка, обеспечивающая охлаждение подшипника и шейки, тонкая очистка масла с помощью фильтров, а в ряде случаев включение в систему смазки радиаторов для охлаждения масла. Тонкая фильтрация масла в прецизионных станках должна обеспечивать удаление частиц размерами больше 0,001—0,002 мм.
Расчет подшипников ведется в соответствии с методикой, разработанной в гидродинамической теории смазки.
При высокой скорости вращения и сравнительно малых нагрузках применяются подшипники с «воздушной смазкой».
Опоры качения. В опорах шпинделей применяются подшипники качения различных типов: шариковые радиальные, шариковые радиальноупорные, роликовые цилиндрические, роликовые конические, специальные двухрядные роликовые подшипники с коническим отверстием внутреннего кольца, игольчатые.
Подшипники качения, используемые в опорах шпинделей, отличаются высокой точностью. Подшипники нормальной точности применяются лишь в редких случаях, например в сверлильных станках. В остальных случаях используются подшипники классов П (повышенный), ВП (особо повышенный), В (высокий), АВ (особо высокий), А (прецизионный), СА (особо прецизионный) и С (сверхпрецизионный). Чем выше класс точности станка, тем соответственно выше класс точности подшипников, используемых в опорах шпинделей. Обычно в передней опоре применяются более точные подшипники, чем в задней.
Специфическую конструкцию имеет подшипник с коническим отверстием внутреннего кольца. Внутреннее кольцо садится на коническую шейку шпинделя. При перемещении внутреннего кольца с помощью гаек коническая шейка распирает кольцо и его диаметр увеличивается. При этом устраняются зазоры между роликами и кольцами и создается предварительный натяг благодаря деформации роликов.
Недостатком конструкции, представленной на рис. IV. 30, а, является сложность регулирования, так как не предусмотрено удобство смещения кольца влево в случае получения чрезмерного натяга в процессе регулирования. Для того чтобы избежать чрезмерного натяга, между внутренним кольцом подшипника и буртиком шпинделя устанавливают мерное кольцо. Однако подгонка мерного кольца также является весьма трудоемкой операцией. В наиболее совершенных конструкциях натяг создается с помощью гайки, а смещение кольца в обратном направлении осуществляется с помощью гайки. В требующемся положении гайка стопорится стопором.
С предварительным натягом могут быть собраны также и радиальные и радиальноупорные шариковые подшипники обычной конструкции. При этом различают две формы натяга — предварительный и внутренний. Натяг создается смещением наружных и внутренних колец пары подшипников друг относительно друга.
Предварительный натяг может быть осуществлен в двух вариантах. При первом варианте натяг создается с помощью гаек и может быть отрегулирован в процессе сборки. Наружные кольца подшипников и распорное кольцо сжаты между буртиком корпуса и фланцем. Внутренние кольца подшипников могут быть-сжаты гайками. При сжатии внутренние кольца смещаются относительно наружных и при этом создается необходимый натяг. Величина натяга определяется сборщиком и в значительной мере зависит от его квалификации. В процессе эксплуатации станка величина натяга может регулироваться.

Рис. 4. Шпиндельные подшипники качения.
Строго заданная величина натяга может быть получена при установке распорных колец разной ширины между наружными и внутренними кольцами. Требующаяся ширина колец определяется экспериментально. Пара подшипников совместно с внутренним распорным кольцом устанавливается на оправку, наружное кольцо нижнего подшипника опирается на кольцевой выступ опорного фланца, а к верхнему фланцу, опирающемуся на наружное кольцо верхнего подшипника, прикладывается заданная осевая нагрузка. Под действием приложенной нагрузки кольца смещаются и расстояние, фактически получающееся между наружными кольцами подшипников, измеряется. В соответствии с полученным размером подгоняется ширина распорного кольца. После установки обоих распорных колец на место и сжатия внутренних колец гайками, создается натяг, соответствующий нагрузке, приложенной при экспериментальном определении ширины кольца.
Внутренний натяг создается с помощью пружин. Внутренние кольца обоих подшипников сжаты гайками. Под действием пружин, расположенных в отверстиях гильзы, и упирающихся во фланец, наружное кольцо подшипника смещается вправо. Через шарики усилие передается внутреннему кольцу и шпинделю, который также смещается вправо до тех пор, пока не возникнет натяг в подшипнике. Внутренний натяг сохраняет постоянную величину в процессе эксплуатации станка.
Шпиндельные подшипники качения, точность которых превышает нормальную, монтируются как на шейках шпинделя, так и в гнездах корпуса на посадках 1-го класса точности. Выбор посадки производится в зависимости от условий работы подшипников.
Преимущественное применение находят посадки П1 и системы отверстия для монтажа подшипников на шпинделе и П1 и Нх по системе вала при монтаже подшипников в корпусе; реже применяются посадки Т1. Для быстроходных шпинделей назначаются посадки с меньшим натягом.
При назначении посадок следует помнить, что сочетание отклонений вала, обработанного с допусками по системе отверстия, с отклонениями, установленными для отверстий внутреннего кольца подшипиников качения, дает значительно меньший зазор или больший натяг, чем те, которые соответствуют выбранной посадке в системе отверстия. Чрезмерный натяг может привести к заклиниванию подшипника.
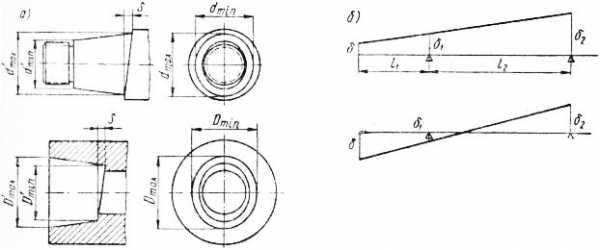
Рис. 5. Отклонение посадочных мест шпиндельных подшипников (а) и влияние биения подшипников на биение конца шпинделя (б).
Высокие требования предъявляются также к точности геометрической формы посадочных мест подшипников качения шпиндельных опор. Отклонения геометрической формы цилиндрических поверхностей посадочных мест приводят к деформации колец подшипников качения, а отклонения s поверхностей упорных буртиков от плоскости, перпендикулярной к оси цилиндрических поверхностей, — перекосу колец. Как деформации, так и перекос колец снижают точность вращения шпинделя.

Рис. 6. Шпиндельные узлы:
а — токарного станка IK62, б — фрезерного станка 6Н83.
Конструкция шпиндельных узлов. Конструктивное оформление шпиндельных узлов отличается чрезвычайным многообразием, что заставляет ограничиться рассмотрением нескольких характерных примеров.
Большим распространением пользуются шпиндельные узлы, в опорах которых применяются двухрядные роликовые подшипники с коническим отверстием внутреннего кольца (серия 3182100). На подобных подшипниках монтируются шпиндели токарных, фрезерных, расточных и координатнорасточных и других станков.
Шпиндельный узел токарного станка IK62, работающий при числах оборотах и нагрузках, изменяющихся в широком диапазоне, представлен на рис. 6, а. Передняя опора, в которой смонтирован роликовый подшипник серии 3182100 с внутренним диаметром 100 мм, имеет описанную выше конструкцию. В задней опоре смонтированы радиальноупорные шариковые подшипники. Предварительный натяг этих подшипников осуществляется через промежуточную шайбу с прорезями, которая служит температурным компенсатором. При создании натяга лепестки шайбы деформируются и поддерживают натяг при удлинении заднего конца шпинделя.
Осевые нагрузки воспринимаются радиальноупорными подшипниками задней опоры. При температурном удлинении шпинделя его передний конец смещается в осевом направлении.
Для предотвращения вытекания масла из передней опоры на шпинделе имеется маслоотражательный конус, выполненный в форме канавки, и маслоуплотнительная канавка во фланце. В задней опоре установлено уплотнительное кольцо. Смазка подшипников осуществляется плунжерным насосом коробки скоростей.
Шпиндель получает вращение от подвижной шестерни, сидящей на шпинделе на шлицах. Шестерня может занимать одно из двух положений, соответствующих включению той или иной группы скоростей.
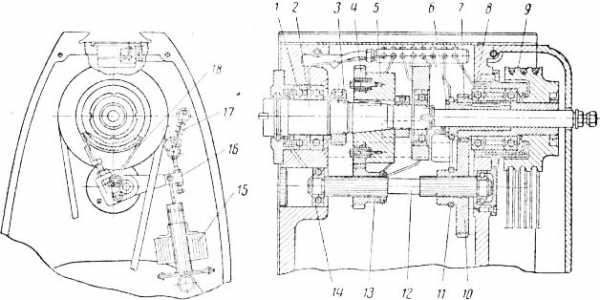
Рис. 7. Шпиндельный узел фрезерного станка 6Н81 с разделенным приводом.
Шпиндель фрезерного станка 6Н83 смонтирован на трех подшипниках. В передней и средней опорах расположены роликовые конические подшипники, в передней класса А, в средней — В, а в задней — шариковый класса В. Третья опора повышает виброустойчивость шпиндельного узла. Зазоры в опорах устраняются с помощью гайки при стягивании внутренних колец подшипников. При наличии осевых нагрузок, направленных от задней опоры к передней, передний подшипник разгружается, что снижает его жес-ткость. При температурном удлинении шпинделя уменьшается натяг в обоих конических подшипниках.
Для повышения плавности хода при фрезеровании на шпинделе расположен маховик.
На рис. 7 представлен шпиндельный узел фрезерного станка 6Н81, имеющего разделенный привод и разгруженный шпиндель. Передняя опора шпинделя состоит из двух шариковых подшипников, собранных с предварительным натягом, а задняя — из одного шарикового подшипника. Натяг осуществляется гайкой.
При высоких скоростях шпиндель получает вращение непосредственно от приводного шкива, смонтированного на подшипниках. Шкив сцепляется со шпинделем с помощью подвижной втулки, которая при этом перемещается влево и входит в зацепление со шлицевыми выступами шпинделя. Одновременно при перемещении втулки перемещаются шестерни переборного валика, которые при этом выходят из зацепления с шестернями. Втулка и шестерня связаны поводком.
При включении группы низких скоростей вращение передается через шестерни перебора. Валик перебора смонтирован на шариковых подшипниках.
Ленточный тормоз, барабан которого выполнен заодно со шкивом, приводится в действие пружиной. При включении вращения шпинделя электромагнит, связанный с рычагом, выключает тормоз.
Специфическую конструкцию имеют шпиндельные узлы горизонтально-расточных станков. Горизонтальнорасточной станок имеет два полых шпинделя. Шпиндель сообщает вращение скалке, перемещающейся в осевом направлении, а шпиндель — планшайбе с радиальным суппортом. Шпиндель, получающий вращение от шестерни, закрепленной на шпонке, смонтирован на конических роликовых подшипниках. Регулирование зазора в подшипниках осуществляется гайками.
На коническом конце шпинделя на шпонке сидит планшайба, получающаяся вращение от шестерни.
Шпиндель, получающий вращение от шестерни сидящей на шпонке, смонтирован на подшипниках, регулируемых гайками. Подшипник расположен в отверстии шпинделя и защищен уплот-нительным кольцом гайки.
От шпинделя вращение передается шпонками скалке, в которой имеется два продольных паза. Скалка, изготовленная из нитрированной стали 35ХЮА, перемещается в закаленных втулках, изготовленных из стали ШХ15. Конец скалки связан подшипниками с ползушкой, которая может перемещаться по направляющим хвоствой части шпиндельной бабки. Ползушка получает движение от винта, который входит в гайку.
Радиальный суппорт получает движение через планетарный механизм. Вращение передается валу, расположенному в подшипниках корпуса планшайбы. На валу сидит червяк, зацепляющийся с червячной рейкой, прикрепленной к радиальному суппорту. Червяк состоит из двух частей, между которыми имеется зазор. Червяк упирается в подшипник, а червяк можно перемещать для устранения осевого зазора вдоль оси вала с помощью болта. В требующемся положении болт закрепляется с помощью фиксатора, который входит в зубцы буртика болта и винта.
Корпус планшайбы центрируется цилиндрической поверхностью шпинделя и закрепляется болтами. Суппорт перемещается по направляющим в форме ласточкина хвоста с регулируемой планкой. Крайние положения при перемещении суппорта определяются по указателю. Если при работе суппорт должен оставаться неподвижным, то он закрепляется двумя зажимами. Суппорт имеет Т-образные пазы для закрепления инструментодержателей и продолговатое окно для прохода скалки.
В качестве примера шпиндельного узла, смонтированного в подвижной гильзе, рассмотрим шпиндельный узел быстроходного вертикальнофре-зерного станка высокой точности. Шпиндель, смонтированный на шариковых подшипниках с внутренним натягом в гильзе, получает вращение от шкива, сидящего на втулке. Так как втулка вращается на независимых подшипниках, то усилие натяжения ремня не передается шпинделю, который связан со втулкой скользящими шпонками. Внутренний натяг создается пружинами.
Смазка подшипников осуществляется маслоразбрызгивающими конусами. Конуса погружены в масляные ванны. Под действием центробежной силы масло поднимается по поверхности конуса и, разбрызгиваясь, поступает в подшипник в виде масляного тумана.

Рис. 8. Шпиндельный узел горизонтальнорасточногостанка.

Рис. 9. Планшайба расточного станка с радиальным суппортом.
Вес гильзы уравновешивается пружиной, расположенной внутри полой скалки, на которой нарезана зубчатая рейка. В требующемся положении гильза закрепляется при стягивании корпуса, имеющего надрез.
Для установки гильзы имеется ограничитель, перемещающийся по микрометрическому винту, снабженный отсчетными шкалами. При перемещении гильзы упор приходит в контакт с буртом ограничителя.
Специфическую конструкцию имеют шпиндельные узлы, совершающие планетарное движение, например шпиндельные узлы планетарно-шлифовальных и шпоночно-фрезерных станков. Подшипники шпинделя смонтированы в эксцентрично расположенных отверстиях гильзы, которая, в свою очередь, помещается в эксцентрично расположенных отверстиях барабана. Вращением гильзы с помощью червяка устанавливается необходимый эксцентриситет оси шпинделя относительно оси барабана. В требующемся положении гильза закрепляется втулками.
В процессе работы шпиндель получает вращение от шестерни, связанной крестовой муфтой с фланцем, а барабан от шестерни. Крестовая муфта обеспечивает передачу вращения шпинделю при смещении его оси относительно оси шестерни.
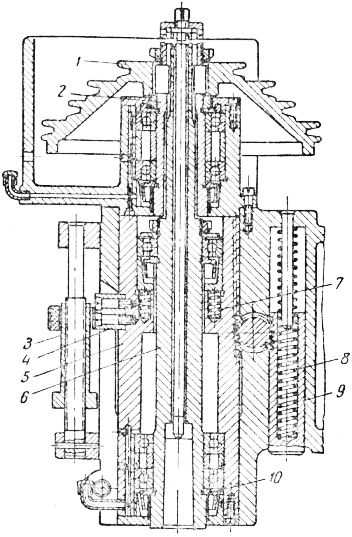
Рис. 10. Шпиндельный узел быстроходного фрезерного станка.
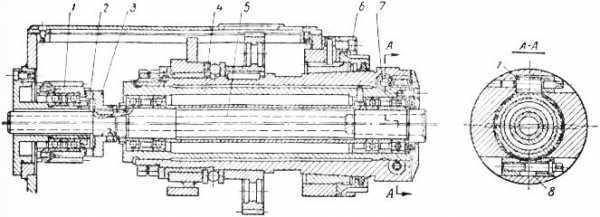
Рис. 11. Шпиндель с планетарным движением.
Благодаря вращению барабана с эксцентрично расположенным шпинделем обеспечивается получение паза заданной ширины независимо от диаметра шпоночной фрезы. Ширина паза настраивается путем установки эксцентриситета шпинделя.
Расчет шпинделей ведется в соответствии с общей методикой расчета валов. Шпиндели рассчитываются на прочность и жесткость. Если в каждой из опор шпинделя имеется по одному подшипнику качения, то расчет ведется как при ножеобразных опорах. При подшипниках скольжения и при нескольких подшипниках качения в одной опоре полагают, что в передней опоре действует реактивный момент, величину которого принимают равной от нуля до 0,3—0,35 момента, изгибающего шпиндель в передней опоре. Большие значения соответствуют большим нагрузкам.
Наиболее важным является расчет шпинделя на жесткость. Однако вопрос расчета шпинделей на жесткость разработан недостаточно, так как отсутствуют достаточно точные критерии, определяющие допустимую величину прогиба шпинделя. При чистовой обработке отклонения в размерах и форме обрабатываемой детали, возникающие вследствие деформаций шпинделя, должны составлять часть допускаемых отклонений.
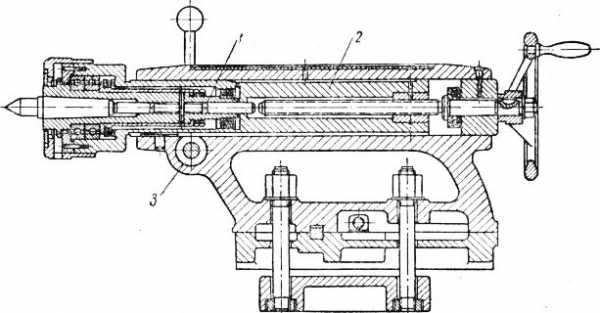
Рис. 12. Задняя бабка.
Задние бабки и люнеты. Совместно со шпиндельными узлами работают задние бабки и люнеты.
Задние бабки, поддерживающие свободный конец обрабатываемой детали, передний конец которой связан со шпинделем, имеют подвижную скалку, в переднюю часть которой вставляется неподвижный или вращающийся центр. У токарных станков средних и больших размеров вращающийся центр выполняется в форме короткого вращающегося шпинделя. К опорам вращающегося шпинделя задней бабки предъявляются такие же требования, как к опорам основного шпинделя.
В требующемся положении скалка задней бабки закрепляется так же, как подвижная шпиндельная гильза втулками.
В ряде случаев для создания постоянства усилия поджима заднего центра и сокращения затрат вспомогательного времени для перемещения скалки задней бабки используются гидравлические и пневматические поршневые двигатели.
Люнеты используются для поддержания обрабатываемых деталей на токарных и шлифовальных станках или для поддержания борштанг на расточных станках.

Рис. 13. Люнеты.
На токарных станках применяются ходовые и неподвижные люнеты. Неподвижный люнет устанавливается на станине станка. Деталь поддерживается тремя выдвижными кулачками, которые могут быть снабжены вращающимися роликами. Верхний кулачок располагается в откидной крышке люнета, которая открывается при установке обрабатываемой детали. Ходовой люнет устанавливается на суппорте и перемещается вместе с ним. Два кулачка поддерживают обрабатываемую деталь в зоне, расположенной непосредственно за резцом.
В автоматизированных станках люнеты снабжаются специальным приводом для отвода кулачков в момент снятия обработанной детали и установки заготовки. Люнеты расточных станков представляют собой подшипники с откидными крышками.
Реклама:
Читать далее:
Планшайбы и столы станков
Статьи по теме:
pereosnastka.ru
Конструкция шпинделя и корпуса шпиндельной бабки
Хорошая конструкция — компромисс между ее достоинствами и недостатками, и решения принимаются в силу наших широты и глубины знаний, собственного опыта исследований и созидания, что и называется талантом конструктора.
Шпиндельный узел, как наиболее ответственный из всех узлов, должен обеспечивать главное функциональное качество станка — высокую точность и производительность.
Точность вращения и жесткость шпиндельного узла определяются не только высокой точностью подшипников качения, но и в значительной степени точностью обработки, качеством поверхности посадочных мест вала, корпуса и сопряженных с подшипником деталей. Точность всех этих элементов должна быть соизмерима с точностью подшипников. В целом точность шпиндельного узла, как и несущей системы станка, определяется тремя характеристиками точности.
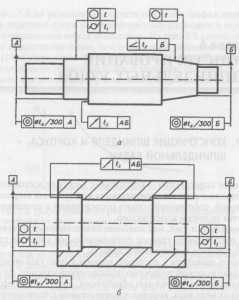 Типовая схема отклонений формы и расположения: а — шпинделя; б — корпуса шпиндельной бабки
Типовая схема отклонений формы и расположения: а — шпинделя; б — корпуса шпиндельной бабкиКольца шпиндельных подшипников относительно тонкостенны и при посадке приобретают форму более жестких сопряженных поверхностей вала и корпуса. Например, сжатие внутреннего кольца подшипника диаметром 120—140 мм силой руки вызывает овальность до 10 мкм. Требуется выдерживать жесткие допуски на перпендикулярность (биение) упорных поверхностей валов, корпусов, деталей, фиксирующих подшипники в осевом направлении (гайки, втулки). На рис. 1 и в табл. 1 приводятся рекомендации по отклонению формы, расположения и шероховатости посадочных поверхностей шпинделя (вала) и корпуса при установке подшипников классов точности SP и UP и их аналогов.
Рекомендуемые допуски на форму, расположение и шероховатость вала и корпуса
| Деталь | Корпус | Вал | ||
| Класс точности | SP | UP | SP | UP |
| Круглость t | IT2/2 | IT1/2 | IT2/2 | IT1/2 |
| Цилиндричность t1 | IT2/2 | IT1/2 | IT2/2 | IT1/2 |
| Конусность t2 | — | — | IT3/2 | IT3/2 |
| Биение t3 | IT1 | IT0 | IT1 | IT0 |
| Соосность t4 | IT4 | IT3 | IT4 | IT3 |
| Диапазон d, D, мм | Шероховатость Ra, мкм | |||
| d,D< 80 | 0,4 | 0,2 | 0,2 | 0,1 |
| 80 ≤ d,D ≤ 250 | 0,8 | 0,4 | 0,4 | 0,2 |
| d,D> 250 | 1,6 | 0,8 | 0,8 | 0,4 |
Численные значения допусков на параметры круглости t, цилиндричности t1, конусности t2, биения t3, соосности t4 задаются в функции квалитетов точности ISO (IT0—IT5) — табл. 2.
Численные значения допусков на номинальный диаметр для разных квалитетов ISO
| Номинальный диаметр, мм | Квалитет ISO, мкм | |||||
| IT0 | IT1 | IT2 | IT3 | IT4 | IT5 | |
| 50-80 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 13,0 |
| 80-120 | 1,5 | 2,5 | 4,0 | 6,0 | 10,0 | 15,0 |
| 120-180 | 2,0 | 3,5 | 5,0 | 8,0 | 12,0 | 18,0 |
Обращает внимание высокая точность посадочных поверхностей под подшипники: круглость и цилиндричность t = t1 = 1,5 мкм, биение t3 = 2 мкм и др. для диаметров 50—80 мм и класса точности SP.
При несовпадении углов конуса шейки шпинделя и внутреннего кольца двухрядного цилиндро-роликового подшипника беговые дорожки деформируются. На рис. 2 показана деформация внутреннего кольца подшипника при уменьшении конуса шейки шпинделя на 3′. До посадки (рис. 2, а) между кольцом и шейкой шпинделя есть зазор. После посадки (рис. 2, б) кольцо деформировалось. Дорожка 1 увеличилась в диаметре на Δd1 мкм, а дорожка 2 уменьшилась на Δd2 мкм (рис. 2, в). Посадка подшипника осуществлялась осевым смещением кольца на δ0 мм вдоль оси конической шейки шпинделя.
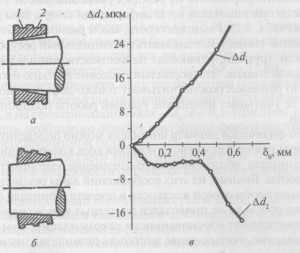 Деформация внутреннего кольца подшипника серии 3182100: а — до посадки; б — после посадки; в — график деформаций.
Деформация внутреннего кольца подшипника серии 3182100: а — до посадки; б — после посадки; в — график деформаций.Конструкция шпинделя
Конструкция шпинделя достаточно проста и определяется числом и типом подшипников, их фиксацией, регулировкой зазора- натяга, расположением звена привода, устройством уплотнения и других элементов. Каких-либо специальных требований к конфигурации не предъявляется. При проектировании шпинделя необходимо обосновывать минимально возможные размеры при сохранении его главного функционального качества.
Расчет позволяет строго обосновать оптимальное расстояние между опорами двух- и многоопорных шпиндельных узлов и их жесткость и является главным инструментом по обоснованию конструкции шпиндельных узлов для заданных условий работы. Он позволяет на стадии проектирования учесть влияние каждого элемента шпиндельного узла: вылета шпинделя, пролетной части шпинделя, диаметральных размеров каждого подшипника передней и задней опоры шпинделя, расстояние между подшипниками на общее смещение (отжатие) шпинделя и удельное влияние каждого из них. Вылет шпинделя всегда должен быть минимальным по условиям эксплуатации станка.
Выбор диаметра шпинделя (условно — диаметр шейки шпинделя передней опоры) до настоящего времени строго не обоснован. На наш взгляд, строго математически диаметр шпинделя можно определить формально из условия равножесткости, когда смещения шпинделя из-за деформаций опор и вала равны. Равножесткость, как и равнопрочность, позволяет в равной степени использовать потенциальный ресурс всех элементов конструкции, влияющих на жесткость шпиндельного узла: вала и подшипников. Это формальное условие выгодно использовать всегда. Но равножесткость учитывает только деформационный ресурс, но не учитывает изменение условий работы подшипников под нагрузкой.
Строго физически диаметр шпинделя можно определить из условия минимального допустимого угла перекоса колец подшипников в опорах шпинделя, обеспечивающего сохранение благоприятных условий их работы.
Однако при этом не приводятся расчетные или экспериментальные подтверждения. Тем не менее это направление, учитывающее жесткость шпинделя (диаметр в пролете) с условиями работы подшипников, верно. Необходимо учесть все факторы, вызывающие перекос колец, в том числе соосность отверстий под подшипники и жесткость опор.
На практике давно увеличивают диаметр шпинделя в пролете, если возможен монтаж подшипников с переднего и заднего концов шпинделя.
Конфигурация наружной поверхности шпинделя зависит от выбранной схемы компоновки, способов фиксации подшипников и схемы привода шпинделя.
Конфигурация и требования к внутренней поверхности шпинделя зависят от размещаемых механизмов зажима заготовки или инструмента (многоцелевые станки, одно- и многошпиндельные токарные автоматы). Максимально допустимый внутренний диаметр шпинделя dB следует назначать с учетом деформаций шпинделя в поперечном сечении от действующих на него сил. Отклонение формы сечения шпинделя под нагрузкой должно быть существенно ниже допустимого отклонения от круглости внутреннего кольца подшипника. Эта тема требует специальных исследований. Из опыта проектирования рекомендуется отношение внутреннего диаметра шпинделя dB к диаметру шейки шпинделя под передней опорой d: dB/d = (0,35—0,6). В токарных станках завода ОАО «КП» чаще всего принимается dB/d = (0,5—0,6), предельное отношение dB/d = (0,4—0,7).
При выборе диаметра отверстия в шпинделе следует учитывать изменение прогиба переднего конца шпинделя. Для шпинделя диаметром d = 100 мм и оптимальным расстоянием между опорами с увеличением dB/d от 0,5 до 0,6 прогиб увеличивается, а жесткость уменьшается с 1,3 до 4,3% при радиально-упорных шарикоподшипниках в опорах (k = 0,12 × 106 Н/мм). С увеличением жесткости опор влияние отверстия более существенно изменяет жесткость шпиндельного узла: при тех же условиях и жесткости опор k = 2,6 × 106 Н/мм жесткость узла снижается с 5,8 до 13,9%.
Из приведенного примера ясно, что при одном подшипнике в опорах для шпиндельного узла на шарикоподшипниках рекомендуется dB/d < 0,5, а на роликоподшипниках — dB/d < 0,5. При этом, как отмечалось выше, необходимо оценить отклонение формы сечения шпинделя от сосредоточенной силы.
Оформление переднего конца шпинделя чаще всего выбирают стандартным, в зависимости от способа крепления инструмента или заготовки.
При проектировании шпиндельных узлов следует уделить серьезное внимание силовым смещениям шпиндельной бабки, которые определяются собственной деформацией корпуса бабки и тангенциальными смешениями в плоскости стыка станина — шпиндельная бабка. В общем балансе силовые смещения шпиндельной бабки могут быть значительными: на долю шпиндельной бабки приходится около 30% осевых смещений (станок мод. 16К20Ф1). На рис. 3 график 1 показывает осевые смещения шпинделя, график 2 — смещения шпиндельной бабки на высоте оси шпинделя, график 3 — смещения шпиндельной бабки в плоскости стыка со станиной. Исследования большой партии станков мод. 16К20Ф1 в производственных условиях показали значительное рассеивание упругих смещений корпуса шпиндельной бабки: размах выборки составлял 21 мкм.
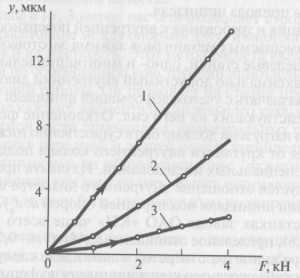 Силовые смещения вдоль оси шпинделя станка мод 16К20Ф1: 1 — шпинделя; 2 — шпиндельной бабки на высоте оси шпинделя; 3 — шпиндельной бабки в плоскости стыка
Силовые смещения вдоль оси шпинделя станка мод 16К20Ф1: 1 — шпинделя; 2 — шпиндельной бабки на высоте оси шпинделя; 3 — шпиндельной бабки в плоскости стыкаДеформация корпуса шпиндельной бабки под действием внешних сил не только увеличивает силовые смещения шпинделя и снижает жесткость узла, но и существенно влияет на деформацию посадочных поверхностей. Специально выполненный расчет силовых смещений базовых точек посадочной поверхности шпиндельной бабки станка мод. 16К20 показал следующие результаты: локальные смещения вдоль оси z шпинделя Δz = -(2,1— 5,3) мкм, радиальное смешение по оси а- в горизонтальной плоскости Δx = (0,5-3,8) мкм, радиальное смещение по оси у в вертикальной плоскости Δy = ((-0,2)-5,0) мкм.
Смешения определяли в четырех точках по окружности передней опоры методом конечных элементов с учетом закрепления шпиндельной бабки на станине при нагружении силой 4800 Н. Локальные смещения посадочной поверхности шпиндельной бабки приводят к смещению переднего конца шпинделя до 7—8 мкм.
Общий вид деформированной шпиндельной бабки после нагрузки показан на рис. 4. Обращает внимание деформация передней стенки 1 и посадочной поверхности 2 передней опоры.
 Общий вид деформированной шпиндельной бабки станка 16К20 при нагружении силой 4800 Н
Общий вид деформированной шпиндельной бабки станка 16К20 при нагружении силой 4800 НЛокальные смещения посадочной поверхности под действием сил резания соизмеримы с допуском отклонения формы (см. табл. 2). Напрашивается вывод о необходимости снижения деформаций шпиндельных бабок как с целью снижения силовых смещений шпинделя относительно станины, так и с целью повышения годности вращения шпинделя в условиях силовой нагрузки. Можно также рекомендовать контроль (проверку) силовых смещений посадочных поверхностей шпиндельных бабок для каждой новой модели станка.
Следует подчеркнуть, что создание жестких корпусов шпиндельных бабок более экономично достигается оптимизацией их формы, а не простым увеличением толщины стенок. В работе приводится пример расчета корпуса шпиндельной бабки станка мод. 1К62, когда только за счет перераспределения одной и той же массы по объему конструкции влияние деформаций бабки на точность шпиндельного узла удалось снизить примерно на 35%.
В пролете шпинделя или, чаще всего, на его заднем конце размещается ведомое звено шпинделя — шкив или зубчатое колесо. Их размещение, способ крепления и передача крутящего момента на шпиндель влияют на конструкцию шпинделя. Современное жесткое крепление шкива на шпинделе существенно упрощает конструкцию узла по сравнению с разгруженным шпинделем.
Три первых радиально-упорных подшипника в передней опоре рекомендуется устанавливать вплотную, что обеспечивает максимальную жесткость шпиндельного узла. Наличие проставочного кольца может быть обосновано с позиции смазки и нагревания подшипников. Однако строгих доказательств на этот счет не приводится. На практике применяются проставочные кольца разной высоты и установка подшипников вплотную.
Традиционные конструкции шпиндельной бабки, в которых совмещаются шпиндельный узел и коробка скоростей, все чаше заменяются отдельным корпусом шпиндельного узла, чему способствует бесступенчатое регулирование скорости. Компактная конструкция корпуса легко позволяет увеличить его жесткость, но не изменяет остающейся проблемы тепловыделения в опорах и тепловых деформаций подшипников и шпинделя.
Тепловые деформации в процессе работы станков поставили проблему фиксации корпуса шпиндельной бабки от поперечных смещений. По результатам исследований и опыту эксплуатации станков рекомендуется шпиндельную бабку выполнять симметричной относительно плоскости, проходящей через ось шпинделя перпендикулярно опорной поверхности бабки. Поверхность фиксации должна располагаться в плоскости симметрии.
На рис. 5, а шпиндельная бабка 1 от боковых смещений фиксируется уступом 2, к которому она прижимается винтами (станок мод. МК6801ФЗ). Шпиндельная бабка выполнена симметричной, но поверхность фиксации, уступ 2, смещен относительно плоскости симметрии. На станке мод. МК7130 (рис. 5, б) поверхность фиксации 2 расположена практически в плоскости симметрии и шпиндельная бабка 1 симметрична и прижимается к поверхности 2 клином 3. Роль фиксатора может выполнять конический подпружиненный шип 2, ось которого лежит в плоскости симметрии 1 (рис. 5, в).
Защита шпиндельных бабок от боковых тепловых смещений в станкахВ станках с несимметричной шпиндельной бабкой и смещенной от плоскости симметрии фиксирующей поверхности (осью фиксирующего шипа) поперечные тепловые смещения бабки (определялись по смещению шпинделя) больше и достигают 7,5—35 мкм у отечественных и импортных станков после работы на холостом ходу в течение 2,5—3,0 ч при частоте вращения шпинделя n = 2400 мин-1.
С целью снижения силовых и тепловых деформаций корпуса шпиндельных бабок стали часто делать в виде унифицированной конструкции цилиндрической формы, которая существенно облегчает монтаж, балансировку, регулировку зазора-натяга подшипников и испытания на нагрев. Цилиндрический корпус позволяет готовый шпиндельный узел быстро монтировать в каком-либо корпусе станка. Ранее такие конструкции применялись только для быстроходных сменных шпиндельных узлов (n = (15 000—30 000) мин-1) в целях сокращения времени монтажа и демонтажа. Сменные шпиндельные узлы хранились в инструментальной кладовой наряду с обычным инструментом.
Винты для крепления крышек, фиксирующих подшипники от осевого смещения в передней и задней опорах, могут стать причиной снижения точности вращения шпинделя. Если имеется некая толщина стенки между расточкой в корпусе под подшипник и отверстием под винты (участок пониженной жесткости), то дорожка качения наружного кольца может деформироваться из-за вспучивания посадочной поверхности. Причем вспучивание может проявляться только после затяжки винтов, т.е. после сборки узла. Предпочтительнее использовать большее число винтов, но меньшего размера, во избежание слишком сильного затягивания и вспучивания.
Также Вам будет интересно:
chiefengineer.ru
Шпиндель токарного станка
Передняя бабка токарного станка.
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от приводного электродвигателя к обрабатываемой заготовке. На универсальном станке с помощью конструктивных элементов передней бабки осуществляется привод подачи суппорта с режущим инструментом. На станке с ЧПУ функцию перемещения выполняют привода подач и высокоточные ШВП

В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен с двумя кинематическими цепями для ускоренной и замедленной передачи вращения шпинделю.
Переключение скоростей производится рукоятками, выведенными на лицевую панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Соотношение скоростей вращения подчиняется геометрической прогрессии, то есть каждая последующая скорость равна предыдущей, умноженной на одно и то же число.
Коробки скоростей бывают раздельные и совмещенные с передней бабкой. Основная часть раздельной коробки размещена в левой тумбе, устройство перебора скоростей находится в передней бабке. Это необходимо для ограждения шпинделя от воздействия вибраций и нагревания от коробки скоростей.
Большинство же токарных станков имеют совмещенную коробку скоростей, находящуюся в одном месте — передней бабке. Этим достигается компактность конструкции привода шпинделя и сосредоточение управления на одной лицевой панели.
Число оборотов шпинделя настраивается зацеплением зубчатых элементов коробки в различных сочетаниях. Для этих целей современные станки оборудованы однорукояточным механизмом, который одним движением перемещает несколько подвижных элементов коробки.
Преселективный или предварительный механизм переключения скоростей шпинделя является более производительным. На внешнюю панель вынесен поворотный диск с указателем числа оборотов. Токарь совмещает указатель диска с числом оборотов на панели, а затем рукояткой включения переводит станок на вращение с заданной скоростью.
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет напрямую подавать крутящий момент на шпиндель. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости – 1 об/мин)
Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого закреплен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опора снабжена регулируемым подшипником с коническим внутренним кольцом.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается в двух упорных подшипниках, имеющих аналогичную регулировку.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Для специальных станков предусмотрены свои технические условия.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимый прогиб шпинделя определяется по его радиальному биению. Величина прогиба должна быть меньше одной трети величины биения.
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
- Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности. Быстроходность зависит от конструктивных особенностей и назначения станка.
- Несущая способность. Зависит от выбора шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель.
- Допустимый нагрев подшипников. Определяется классом точности станка.
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках. Здесь применяются воздушные, магнитные опоры вращающегося шпинделя. При этом отклонение от, например, округлости может не превышать 0,2 мкм. Тогда как шпиндель на подшипниках дает отклонение до 1 мкм.
Существуют прецизионные шпиндели с погрешностью обработки всего 0,025 мкм. Такой шпиндель приводится во вращение инерционным приводом. Шпиндель с маховиком разгоняется до заданной скорости, далее происходит отключение от привода и дальнейшее вращение по инерции.
Настройка станка
 Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 и 8 (800) 700-100-4 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в цангу, патрон, планшайбу, установленную на шпинделе или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и его направление могут регулироваться.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.

Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из шпинделя, установленного в корпус, узла изменения направления вращения и регулировки оборотов, механизма пуска и останова.
Корпус шпиндельного устройства может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя.
Передача вращательного движения от двигателя к шпинделю осуществляется посредством клиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для постепенного (не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки.
Шпиндель передней бабки
 Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков зарубежного производства соответствует ISO 702/1. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета (в прецизионных станках значительно выше), при изготовлении поверхность подвергается закалке и шлифовке (Ra не ниже 1,25), а ее наружный диаметр строго концентричен оси вращения. В противном случае радиальное и торцевое биение патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки.
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, а также проверять биение вновь установленных патрона или цанги.
Проверка точности
Геометрическую точность обработки, например, на токарных станках с ЧПУ серии CKE проверяют таким образом: в токарный патрон зажимается заготовка диаметром 200 мм длиной 500 мм и обтачивается по цилиндрической поверхности без поджима задней бабкой. Допустимое отклонение от цилиндричности — 0,04 мм на длине 300 мм от торца патрона.
При неудовлетворительных результатах проводят регулировку передней бабки токарного станка: установку оптимальных зазоров в радиально-упорных и упорных подшипниках шпинделя, воспринимающих радиальное и осевое усилие при работе оборудования.
Устройство задней бабки токарного станка
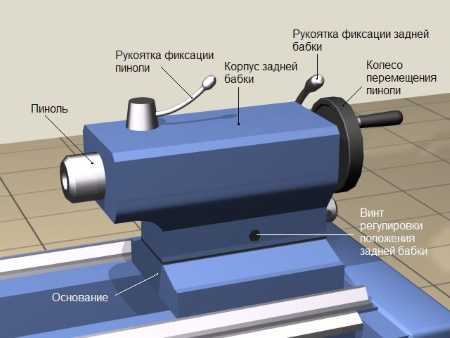 Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины, корпуса со втулкой, в которую установлена рабочая пиноль, маховика (колеса перемещения пиноли)) и рукояток фиксации пиноли и задней бабки. В передней части пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины, корпуса со втулкой, в которую установлена рабочая пиноль, маховика (колеса перемещения пиноли)) и рукояток фиксации пиноли и задней бабки. В передней части пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка присоединяется к суппорту, через который от механизма подачи ей передается поступательное движение, или имеет самостоятельный привод подачи.
Пиноль задней бабки выдвигается, а при наличии приводного двигателя совершает вращательные движения.
Пиноль задней бабки токарно-винторезного станка может перемещаться вдоль направляющих станины, как с помощью электромеханического управления, так и посредством гидропривода (зависит от модели и модификации).
Для точения конусных заготовок применяют поперечное смещение оси задней бабки.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Геометрическую соосность передней и задней бабок проверяют, зажимая стальной вал длиной 400-500 мм (в зависимости от РМЦ станка) в центрах бабок токарного станка. Стойка с индикаторной головкой, установленная на направляющих станины, перемещается вдоль осевой линии заготовки. После проверки и при необходимости производится настройка задней упорной бабки.
Частота выверки и регулировки станка указана в паспорте на ту или иную модель оборудования. Плановый профилактический осмотр и регулирование бабок станка токарной группы для компенсации износа и обеспечения нормальных зазоров между их рабочими поверхностями обычно рекомендуется проводить раз в полгода.
Наша компания занимается ремонтом и модернизацией токарных станков, узнать об этом подробнее можно в Разделе «Ремонт и модернизация»
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 и 8 (800) 700-100-4 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Шпиндели для токарных станков
Токарный шпиндель или шпиндель для токарного станка.
Рассмотрим более подробно шпиндели для токарных станков. В чем отличие шпинделя для фрезерных работ от шпинделя для токарных работ? Основное отличие состоит в том, что при фрезеровании шпиндель вращает инструмент, фрезу. При токарных работах шпиндель вращает заготовку.
Шпиндель для токарного станка по металлу может быть представлен в разных исполнениях, а именно:
· Зубчатые передачи
· Ременные передачи
· Карданные передачи
· Муфты разных разновидностей
Часто встречается первый тип, с ременным приводом.
Шпиндель токарного станка — одна из ответственных деталей станка, от точности и жесткости которого зависит качество работы. Отклонения от формы и размеров поверхностей шпинделя допускаются в очень узком диапазоне. Поэтому одно из основных требований – это точность.
Токарный шпиндель состоит из:
· Шейка шпинделя
· Конус шпинделя
· Посадочные места
· Шпоночные пазы
· Подшипники
Основные проблемы, которые могут возникнуть с токарным шпинделем:
· Износ шеек вала
· Износ концевых отверстий
· Износ мест под подшипники
· Износ резьбы
· Износ шпоночных пазов
Перед тем, купить токарный шпиндель, купить шпиндель для токарного станка имеет смысл сначала подумать о ремонте, возможно отремонтировать будет проще и менее затратно.
Если у вас ещё остались вопросы или все таки хотите купить шпиндель для токарного станка, купить токарный шпиндель, получить консультацию, то позвоните нам по бесплатному номеру +7(800)500-46-79 либо напишите на почту, viber, whats app.
www.et-rus.ru
Большая Энциклопедия Нефти и Газа
Cтраница 4
Угольники устанавливаются на переходной планшайбе, шпинделя токарного станка и имеют следующие размеры в мм. [46]
Имеется опыт применения гидростатических подшипников для шпинделя токарного станка средних размеров. [47]
Приспособление с помощью фланца крепят на шпинделе токарного станка. Втулку ( грубо обработанную внутри) устанавливают в приспособление, зажимают фланцем и заполняют шихтой антифрикционного сплава. После этого внутрь втулки вводят два электрода. [48]
Если вал полый, как например, шпиндель токарного станка, то теплоотдача осуществляется не только по внешней поверхности вала, но и по внутренней, Его периметр и площадь поперечного сечения определяются другими выражениями. [49]
При нарезания резьбы используется наибольшее число оборотов шпинделя токарного станка 1А62 п1200 об / мин. [50]
Так, например, наблюдения за положением шпинделя токарного станка показывают, что после пуска станка в течение нескольких часов ( 3 – 7 ч) происходит постепенное смещение шпинделя из-за нагрева передней части шпиндельной бабки. Смещение достигает 20 – 120 мк и затем прекращается, так как устанавливается определенный теплообмен. После выключения станка происходит постепенный возврат шпинделя в прежнее положение. [51]
Если, например, эталон закреплен в шпинделе токарного станка, причем он имеет биение, то это отразится на размере детали ( фиг. [52]
Для этого корпус подшипников устанавливают в приспособление на шпиндель токарного станка, отрезают дефектную часть, растачивают отверстие в корпусе и запрессовывают в него ремонтную втулку. Затем ее приваривают, и отверстие под подшипник растачивают под размер рабочего чертежа. [54]
При обработке деталей малого диаметра недостаточная скорость вращения шпинделя токарного станка ограничивает применение обработки с высокими скоростями резания. В связи с этим автором разработан ускоритель к токарному станку, позволяющий увеличить скорость вращения детали в 2 5 раза. Общий вид ускорителя показан на фиг. Ускоритель устанавливается на направляющих станины впереди бабки станка. Конический хвостовик детали / ускорителя вставляется в шпиндель станка и при вращении шпинделя станка также приводится во вращение. На зубчатом колесе 5 имеется поводок, посредством которого приводится во вращение обрабатываемая деталь, установленная в центрах станка. [55]
На рис. 8 а представлена упрощенная схема привода шпинделя токарного станка. [56]
Страницы: 1 2 3 4
www.ngpedia.ru
i-perf.ru
Шпиндельный узел фрезерного станка
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать машина. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению:
- вертикального исполнения/использования;
- горизонтального исполнения/использования;
- универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных резинотехнических уплотнений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор.
-
Среднескоростные с ременным приводом – до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы. Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
- высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента
- ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
По способу смены инструмента:
-
ручные (штревель, болт, цанга) – только для универсальных станков
- механизированные (штревель и устройство зажима-разжима)
Особенности конструкции
Шпиндель фрезерного станка — это полый длинный вал, изготовленный из прочной стали. Передняя часть элемента изнутри расточена и отшлифована под конус (Морзе, ISO, BT, HSK и т.д). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, источник которого может быть как ручным (затяжка оператором тягового болта на универсальном станке), так и механизированным (гидро или пневмо разжим) с передачей оправки в магазин инструментов.

Шпиндель состоит из нескольких узлов – неподвижного корпуса, вращающейся части, подшипников, устройства зажима/разжима, охлаждения, обдува, подачи СОЖ, регулировочных гаек, балансировочных колец и т.д. Роль неподвижного корпуса может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор могут выполнять – высокоточные подшипники, а также масляная или воздушная прослойка.
Деталь изготавливают из углеродистых и легированных сталей, которые подвергают закалке с отпуском до высокой твердости. Для изделий, работающих в подшипниках скольжения, применяют обработку цементацией на глубину до 1 мм с последующей закалкой и отпуском.
Основные требования к деталям
Шпиндели для станков с ЧПУ или ручным управлением должны обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Виды изделий
Шпиндели классифицируются по типу привода:
- ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки – ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
- зубчатый. Передача крутящего момента происходит через коробку скоростей. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки – относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм;
- прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью. Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
- электрошпинделя – совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
По частоте вращения шпиндели для фрезерных станков бывают: (см. также пункт “по скорости вращения” (выше) данной статьи)
- высокооборотные. Детали применяются для гравировки и раскроя “цветных” металлов, таких как алюминий, магний и латунь марок ЛС-63, ЛС-59, пластика, древесины, МДФ,;
- низкооборотные. Узлы с невысокой скоростью вращения позволяют обрабатывать вязкие металлы и сплавы: медь, сталь, дюраль и т. д.
При выборе устройства также важно учесть его габариты: диаметр и длину. От размеров шпинделя зависят параметры/режимы обработки и как следствие – величина съема материала в единицу времени, т.е. экономическая целесообразность. Часто чем больше размеры шпинделя, тем больше размеры рабочей зоны станка, на который он устанавливается.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Основные узлы токарного станка и металлорежущего
Содержание статьи:
В конструкции металлообрабатывающих станков различных типов есть много общего, ведь в основу их работы положен принцип резания. Знание устройства облегчит эксплуатацию оборудования, поэтому остановимся подробнее на основных деталях и компонентах.
Общая информация о металлорежущих станках
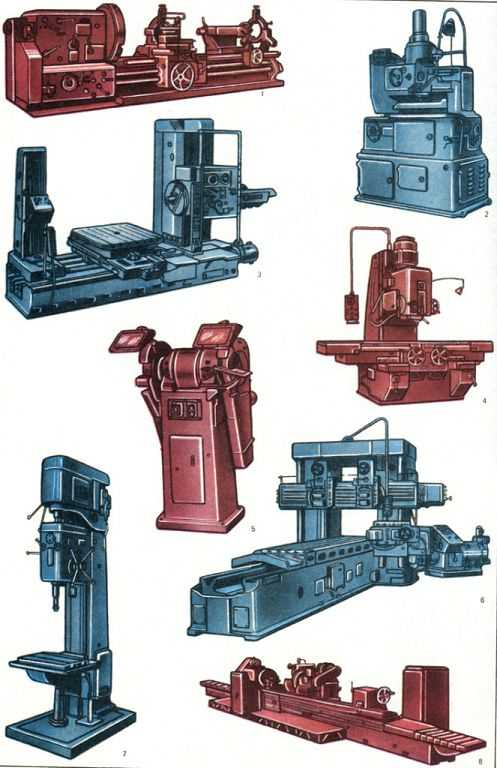
основные типы металлорежущих станков: 1 — токарно-винторезный; 2 — зубо-долбежный; 3 — горизонтально-расточный; 4 — вертикально-фрезерный; 5 — точильно-шлифовальный; 6 — продольно-строгальный двухстоечный; 7 — вертикально-сверлильный; 8 — круглошлифовальный
Металлорежущие станки предназначены для обработки болванок в размер методом послойного снятия стружки. Обработка осуществляется инструментами абразивного или лезвийного типа.
Чтобы с помощью резака придать необходимую форму заготовке, требуется создать их взаимное движение по заданным правилам. Сочетание узлов и механизмов должно обеспечивать два основных типа движения: подачи и резания. Работает оборудование от электрической тяги. Узлы передачи преобразуют движение и подают от мотора на исполнительный инструмент.
Рабочими или исполнительными органами называются инструменты, непосредственно производящие процесс резки, к ним крепятся резцы. Запуск электродвигателя, остановка и изменение скоростей движения производится органами управления. Большинство узлов и механизмов металлорежущего оборудования осуществляют идентичные функции, хотя устройство их может быть различным.
Основные узлы и компоненты
токарно-винторезный станок: 1 — станина; 2 — передняя бабка с шпинделем; 3 — задняя бабка; 4 — коробка подач; 5 — фартук; 6 — суппорт; 7 — ходовой винт; 8 — ходовой вал; 9 — патрон; 10 — резцедержатель
Главный привод — подает болванке или резцу движение соответствующих параметров для выполнения резания. Как правило, движение вращения поступает через главный привод на шпиндель, где зафиксирована болванка или резец. Чтобы контролировать скорость движения главного привода используют:
- коробки передач;
- коробки скоростей;
- вариаторы;
- бесступенчатые системы регулировки.
Привод подачи — он используется для передвижения резца вдоль или вокруг болванки, придавая ей необходимую форму.
Привод позиционирования — его задача передвижение механизма из одной точки в другую. Он задействуется, например, при выработке ряда параллельных выемок, отверстий или поверхностей, находящихся на одной детали. В токарных и фрезерных станках с ЧПУ главный привод сочетает в себе эту функцию.
Несущая система — это набор определенных, скрепленных между собой деталей. Стыки между ними могут быть фиксированными и подвижными. Этот узел отвечает за взаиморасположение обрабатываемой детали и инструмента во время работы.
Манипуляторы — автоматизируют вспомогательные процессы: зажим, подачу, поворот болванки, замену резца, отведение пыли. Современные станки с программным управлением оснащаются несколькими манипуляторами или одним универсальным, который управляется ЧПУ.
Узел измерительных и контрольных приспособлений — создан для контроля над выполнением основных задач. Эти устройства следят за состоянием основных механизмов, размерами болванки и готовой детали. В наиболее автоматизированных станках данные контроля передаются в узел управления, который подает сигналы для корректировки.
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
В большинстве случаев станины и бабки изготавливают из серого чугуна, который может обеспечить все необходимые характеристики. Также используют углеродистую сталь и бетон (устойчив к скачкам температуры).
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты.
Шпиндельный узел
шпиндельный узел обрабатывающего центра
Этот механизм является одним из самых важных в токарном станке, он обеспечивает основное движение — резание. Шпиндельный узел располагается в передней бабке и может иметь различную конструкцию.
Главные параметры шпиндельного узла передней бабки:
- точность — определяется степенью биения, которая должна быть в определенных пределах. Величины биения устанавливаются с учетом класса точности;
- виброустойчивость — это основной динамический узел, вызывающий колебания бабки и всего станка. Виброустойчивость определяется частотой колебаний конца шпинделя и должна быть у особо точных моделей более 600 Герц, у обычных — более 250 Герц;
- жесткость — будучи компонентом несущей системы, шпиндель влияет на суммарную жесткость;
- сопротивление нагреву — опоры шпинделя, расположенные в передней бабке — это основной источник выделения тепла в станке. От опор тепло постепенно расходится по стенкам бабки, провоцируя ее перекос относительно основания;
- долговечность — она зависит в основном от вида опор и определяет срок использования шпинделя без потери точности.
Видеоролик о точных размерах узлов и деталей токарного станка:
stanokgid.ru
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в цангу, патрон, планшайбу, установленную на шпинделе или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и его направление могут регулироваться.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.

Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из шпинделя, установленного в корпус, узла изменения направления вращения и регулировки оборотов, механизма пуска и останова.
Корпус шпиндельного устройства может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя.
Передача вращательного движения от двигателя к шпинделю осуществляется посредством клиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для постепенного (не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки.
Шпиндель передней бабки
 Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков зарубежного производства соответствует ISO 702/1. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета (в прецизионных станках значительно выше), при изготовлении поверхность подвергается закалке и шлифовке (Ra не ниже 1,25), а ее наружный диаметр строго концентричен оси вращения. В противном случае радиальное и торцевое биение патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки.
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, а также проверять биение вновь установленных патрона или цанги.
Проверка точности
Геометрическую точность обработки, например, на токарных станках с ЧПУ проверяют таким образом: в токарный патрон зажимается заготовка диаметром 200 мм длиной 500 мм и обтачивается по цилиндрической поверхности без поджима задней бабкой. Допустимое отклонение от цилиндричности — 0,04 мм на длине 300 мм от торца патрона.
При неудовлетворительных результатах проводят регулировку передней бабки токарного станка: установку оптимальных зазоров в радиально-упорных и упорных подшипниках шпинделя, воспринимающих радиальное и осевое усилие при работе оборудования.
Устройство задней бабки токарного станка
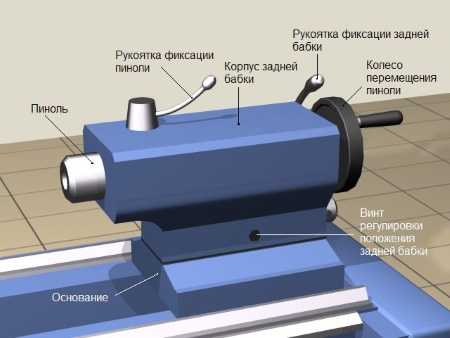 Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины, корпуса со втулкой, в которую установлена рабочая пиноль, маховика (колеса перемещения пиноли)) и рукояток фиксации пиноли и задней бабки. В передней части пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины, корпуса со втулкой, в которую установлена рабочая пиноль, маховика (колеса перемещения пиноли)) и рукояток фиксации пиноли и задней бабки. В передней части пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка присоединяется к суппорту, через который от механизма подачи ей передается поступательное движение, или имеет самостоятельный привод подачи.
Пиноль задней бабки выдвигается, а при наличии приводного двигателя совершает вращательные движения.
Пиноль задней бабки токарно-винторезного станка может перемещаться вдоль направляющих станины, как с помощью электромеханического управления, так и посредством гидропривода (зависит от модели и модификации).
Для точения конусных заготовок применяют поперечное смещение оси задней бабки.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Геометрическую соосность передней и задней бабок проверяют, зажимая стальной вал длиной 400-500 мм (в зависимости от РМЦ станка) в центрах бабок токарного станка. Стойка с индикаторной головкой, установленная на направляющих станины, перемещается вдоль осевой линии заготовки. После проверки и при необходимости производится настройка задней упорной бабки.
Частота выверки и регулировки станка указана в паспорте на ту или иную модель оборудования. Плановый профилактический осмотр и регулирование бабок станка токарной группы для компенсации износа и обеспечения нормальных зазоров между их рабочими поверхностями обычно рекомендуется проводить раз в полгода.
Наша компания занимается ремонтом и модернизацией токарных станков, узнать об этом подробнее можно в Разделе «Ремонт и модернизация»
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com