Состав буры для пайки – состав и правила применения флюса
alexxlab | 29.05.2016 | 0 | Вопросы и ответы
состав и правила применения флюса
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
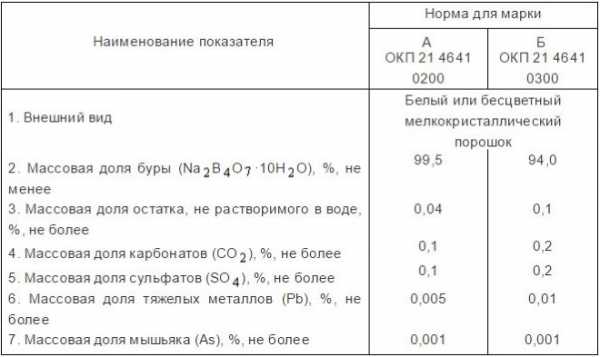
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
 Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей
. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
svaring.com
что такое флюс бура, применение, ГОСТ
Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.

Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 8429-77 Бура. Технические условия
Скачать
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.

Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.

Флюс, припой и горелка – основные компоненты для пайки медных сплавов
Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.

Зачистка места соединения перед пайкой
Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.

Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы. Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
В заключение практический урок в формате видео по пайке меди с использованием флюса.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
для чего нужна и как пользоваться
Во время пайки используется много разновидностей припоев. Каждый из них обладает собственными преимуществами, что делает его полезным для той или иной сферы. Флюс для пайки бура зачастую применяется для спаивания сложных металлов, таких как чугун, сталь или медь, но может пригодиться и для других процедур. Это один из самых распространенных и проверенных временем флюсов, что используются как в промышленной сфере, так и в частной. Бура для пайки обладает относительно невысокой стоимостью и может подходить для многих видов пайки. Она дает комплексное воздействие, что упрощает процесс и не требует добавления других компонентов, хотя в ювелирной сфере встречаются и более сложные флюсы на ее основе.

Бура для пайки меди
Бура для пайки латунью помогает не только улучшить свойства спайки металла, но и очистить его поверхность от лишних пленок, налетов и прочих вещей, которые могут повредить качественному и надежному соединению. В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
Преимущества буры для пайки
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.

Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
- А – используется для цветных металлов, фритт, фаянсовой посуды и т.д.;
- Б – для эмалей, глазурей, технического оборудования, сантехники, проволоки и т.д.
Технические характеристики: | А | Б |
| Внешний вид | Белый мелкофракционный порошок | |
| Бура (Na2B4O7 *10H2O), %, | 99,5 | 94.0 |
| Осадок, % | 0,04 | 0.1 |
| Карбонат (СO32–), % | 0,1 | 0.2 |
| Сульфат (SO42–), % | 0,1 | 0.2 |
| Металлы (Pb2+), % | 0,005 | 0.01 |
| Мышьяк (As3+), % | 0,001 | 0.001 |
Особенности пайки
Минимальная температура пайки, даже при работе с раствором, должна составлять более 400 градусов Цельсия. Чаще всего используются смеси в месте с бороной кислотой, благодаря чему состав приобретает универсальность и более низкую рабочую температуру.
«Важно!
Во время горения бура становится похожей на некую стеклянную массу.»
В период непосредственного спаивания в месте применения данного материала образуются соли. Они дают видимый глазу осадок, который не желательно оставлять на поверхности. Чтобы избавиться от него, следует воспользоваться механическим способом очистки.
При смешивании буры с каким-либо другим веществом чаще всего применяются пропорции 1 к 1. Если происходит перемешивание твердых компонентов, то лучше всего перетирать их в ступке из фарфора или прочего материала, который не обладает свойствами впитывания.
Жидкость для раствора предварительно нагревается. Если раствор выпаривать, то в итоге останется твердый остаток из флюса, так как температура его кипения выше 100 градусов Цельсия. Стоит отметить, что флюсованный припой практически никогда не содержит буру. Чаще всего в его состав входит канифоль еловая.
Чтобы бура приобрела большую активность, в нее добавляют фтористую или хлористую соль. Есть два способа как применять флюс для пайки бура. Это может быть размещение твердого порошка в месте спаивания, так как он будет разогреваться и расплавляться при температурном воздействии. Также можно применять все в жидком виде раствора, просто погружая заготовки во флюс, а дальше уже применять обыкновенную пайку.
Популярные фирмы и марки
На современном рынке встречаются следующие распространенные производители этого флюса:
- Буйский химический завод;
- ХимПэк;
- Xiamen.
svarkaipayka.ru
для чего нужны и как пользоваться
Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые смеси для пайки металлических изделий. Температура плавления буры довольно высокая – 700 – 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.

Инструменты и расходные материалы для пайки.
При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.
Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
Достоинства применения буры в работе с металлами
Особенно ярко эти достоинства проявляются в процессах пайки бурой медных труб, который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Они используются как при соединения новых труб, так и при качественном ремонте старых трубопроводов, бывших в эксплуатации в течение долгого времени.
Самая главная роль буры в составе флюса – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
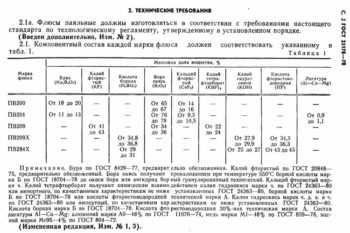
Технические требования к флюсам.
Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.
Этапы пайки с бурой
Весь процесс состоит из последовательных этапов, выполнение которых является обязательным:
- Тщательная подготовка поверхностей заготовок перед нагревом.
- Чистка проводится для избавления от окисных пленок, здесь как раз и нужна техническая бура.
- Паяльной лампой производится нагрев свариваемых поверхностей до нужной температуры.
- В пространство между деталями вводится разогретый металлический припой в жидком состоянии.
- Суть соединения – объединение основного металла с жидким металлическим припоем в хорошо разогретом состоянии.
- Процесс заканчивается при окончательной кристаллизации припоя.
Пайка медных труб с использованием буры
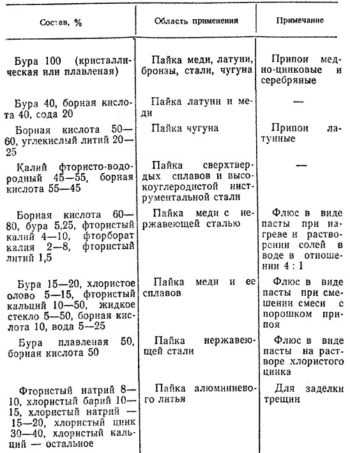
Таблица применения буры.
Для начала нужно запастись необходимыми инструментами и материалами:
- паяльная лампа или газовая горелка;
- специальный припой, выбранный с учетом природы металлов, которые нужно спаять;
- бура с оптимальными свойствами согласно ГОСТу 8429-77;
- металлические щетки для очистки деталей;
- инструмент для резки металла;
- кисти для покрытия деталей флюсовым слоем.
Отдельного предупреждения заслуживает выбор газовой горелки. Дело в том, что эти приспособления предлагаются на рынке в огромных количествах и в разных моделях.
Модным приспособлением в газовых горелках является система автоматического пьезорозжига.
Наш совет: горелку с ним можно выбрать только при полной уверенности, что продукция произведена известным и солидным предприятием. Если такой уверенности нет, лучше купить классическую модель высокого качества.
А теперь основные этапы процесса пайки с использованием буры для соединения двух медных труб:
- Тщательная чистка поверхностей внутри труб специальными щетками с металлической щетиной.
- Теперь чистка наружных поверхностей труб с помощью шкурки.
- Нанесение технической буры с помощью кисти.
- Стыковка труб, которые покрыты флюсовым слоем, друг с другом.
- Разогрев деталей газовой горелкой. Действие пламени должно длиться не меньше 20-ти секунд.
- На рабочий участок вводится припой, который также расплавляется под действием горелки. Припой наносится максимально равномерным слоем.
Контроль качества соединения с использованием флюса из буры проводится разными методами: разрушающими и неразрушающими. Чаще всего вполне достаточно внешнего осмотра для определения возможных дефектов. Это делать можно даже с лупой.
tutsvarka.ru
состав, видео, советы по выбору
В настоящее время активно используют буру для пайки серебряным либо же латунным припоем.
Вообще любая пайка различных видов металлов представляет собой способ соединения между собой элементов металла при помощи высоких температур и самых разных припоев.
Если говорят о пайке бурой, то имеют в виду применение этого состава в качестве основного флюса.
Для спаивания металла в этом случае по большей части пользуются серебряным, а также латунным припоем.
Она выступает своеобразным электродом и позволяет работать со сталью, латунью, медью, а также серебром.

Пользоваться ей достаточно просто, если знать технологию процесса пайки и иметь представление о характеристиках различных групп металлов.
В процессе горения сама бура становится вязкой стеклянной массой.
Следует отметить, что температура плавления данного типа припоя составляет порядка девятисот градусов по Цельсию.
Этот высокотемпературный флюс в момент пайки образует на поверхности металла соли, удаление которых можно произвести только путем механической зачистки.
В настоящее время буру купить можно в любом строительном магазине по доступной цене.
Основные характеристики
Этот высокотемпературный флюс нашел широкое применение. Состав, главным образом, используют для спайки между собой таких металлов, как сталь и чугун, а также медь.
В этом случае припоем выступают латунь, медь, а также серебро или золото.
Бура в расплавленном виде достаточно успешно растворяет окислы самых разных металлов, а кроме этого, очищает поверхность от различных спаиваемых деталей из металла.
Видео:
Особенностью работы с бурой является то, что по окончанию процесса пайки необходимо в обязательном порядке произвести удаление остатков солевых отложений.
Данное вещество способно при смешивании с борной кислотой в равных долях образовать борный флюс.
В этом случае смешивание необходимо производить максимально тщательно и сделать это легче всего в фарфоровой ступке.
Далее следует хорошо нагреть используемый растворитель непосредственно в дистиллированной воде и выпарить до того момента, когда образуется твердый осадок.
Чтобы флюс получился более активным, в него добавляют соли, относящиеся к фтористой или хлористой группам.
Данный активный флюс преимущественно используется для пайки медных материалов. Собой бура представляет порошок, в котором полностью отсутствует вода.
Кристаллы этого вещества имеют прозрачный или сероватый оттенок с характерным жирным блеском.
Бура активно применяется в ювелирной сфере, как флюс, при помощи которого скрепляют между собой драгоценные металлы. Кроме этого, она также используется в медицинских целях и при производстве стекла.
При помощи буры в некоторых случаях ремонтируется техника. В ее состав входят те вещества, которые способны вступать во взаимодействие с различными группами металлов.
В зависимости от используемого металла, ее состав может изменяться и дополняться различными более активными компонентами. Состав буры является определяющим фактором при выборе этого материала.
Пайка элементов из меди
Данный химический состав очень часто используют для выполнения пайки в домашних условиях труб из меди и других медных материалов.
Следует отметить, что практически в каждом доме можно найти некоторые элементы в системе водопровода, выполненные из меди.
Перед тем как выполнить ремонт таких элементов при помощи буры, рекомендуется изучить свойства этого материала и изучить технологию пайки.
Видео:
Данный высокотемпературный флюс имеет ряд достоинств. В первую очередь, им можно пользоваться при любой температуре изделия.
Кроме этого, пользуясь этим электродом, можно производить соединение металла с неметаллом. Соединения, которые получены этим припоем, можно в любой момент без каких-либо сложностей распаять.
Следует отметить и то, что сами детали и припой имеют отличное взаимодействие между собой.
Кроме этого, размеры и форма самого изделия никак не меняются, так как данным электродом основной металл не подвергается деформации и расплавлению.
Такая пайка металла обеспечивает прочное и достаточно надежное соединение.
Следует отметить, что пользоваться бурой следует в определенной последовательности. В первую очередь, следует тщательно подготовить к работе саму поверхность в месте пайки.
Для этого необходимо с поверхности полностью удалить все загрязнения, снять образовавшуюся оксидную пленку, что очень удобно сделать флюсом, в котором основным элементом выступает бура.
Далее следует в обязательном порядке, в образованный элементами зазор, аккуратно ввести припой в жидком состоянии.
В этот момент между самими деталями и непосредственно припоем осуществляется плотное взаимодействие. После этого припой начинает постепенно кристаллизоваться.
Если всю работу выполнить правильно и в соответствии с технологией, то соединение получиться прочным и надежным.
Подготовка инструмента и материала
Для того чтобы выполнить пайку бурой, следует подготовить для работы необходимое оборудование. В первую очередь, для выполнения соответствующих работ понадобится хороший резак исключительно для деталей из меди.
Также следует иметь под рукой специальную кисть, при помощи которой можно будет удобно наносить флюс-пасту из буры.
Кроме этого, понадобиться оловянный припой, непосредственно сама бура в виде пасты, а также горелка. Для пайки можно использовать горелки самых разных типов.
Видео:
Одинаково подойдут горелки, которые оснащены пьезорозжигом или газовыми баллончиками. Не стоит использовать дорогостоящие горелки без функции розжига, так как они не добавляют удобства при пайке.
При выполнении пайки с использованием бура следует выполнять определенный порядок действий.
Так, для начала необходимо тщательно зачистить поверхность в месте выполнения соединения, для чего можно воспользоваться специальной щеткой с металлическими волокнами.
Если пайке будут подвергаться трубы, то необходимо обязательно произвести и их внутреннюю очистку. Также рекомендуется выполнить чистовую зачистку до блеска металла.
Сделать это можно при помощи мелкой наждачной бумаги. Далее кистью следует нанести флюс из буры, причем, как на внутреннюю, так и на внешнюю поверхность трубы.
После этого необходимо спаиваемые детали максимально плотно сжать между собой.
Всю последующую работу необходимо производить с предельной осторожностью с соблюдением техники безопасности, так как будет использоваться открытый огонь.
Перед началом работ горелку следует зажечь, после чего тщательно прогреть место стыка в течение двадцати минут. Далее припоем обрабатывается место скрепления, после чего выполняется сама пайка.
Для присадки в этом случае следует использовать проволоку из латуни. В момент проведения пайки сама бура насыпается в необходимом количестве непосредственно на место спаивания материалов.
При проведении работ можно пользоваться графитовым электродом, соблюдая при этом предельную осторожность. Сам процесс пайки бурой не занимает много времени и выполняется достаточно просто.
На видео, которое размещено в начале нашей статьи, подробно показано, как работает бура.
Советы и рекомендации
Пайка бурой может без проблем производиться и в домашних условиях, но только на подготовленном месте и с соблюдением правил по технике безопасности.
Пользуясь электродом, лучше использовать и различные защитные средства. В том случае, если бура достаточно длительно хранилась, рекомендуется ее перед началом работ особым образом переплавить.
Для этих целей используют либо тигилек, либо шамот.
Видео:
Полученное в результате плавления вещество необходимо будет тщательно раздробить до порошкообразного состояния, после чего поместить для дальнейшего хранения в герметичную емкость.
Следует помнить, что наносить флюс следует только тогда, когда место пайки раскалиться докрасна.
Прогревать место пайки необходимо по всей его площади, аккуратно водя горелкой в разные стороны. Для пайки следует использовать небольшое количество буры.
Сама бура в момент пайки должна полностью расплавиться и плотно растечься по всему месту соединения и образовать специфическую пленку. Совместно с бурой лучше всего использовать латунь.
Оптимальным моментом для нанесения припоя является тот, при котором место соединения раскаляется докрасна, а расплавленная бура приобретает ярко выраженный синеватый оттенок.
Следует отметить, что и бура, и латунь имеют практически одинаковую температуру плавления.
Видео:
rezhemmetall.ru
Бура для пайки

В процессе пайки может применяться множество видов припоя. Каждая из разновидностей обладает своими характеристиками и используется в определенной сфере. Одним из распространенных флюсов является бура, которая встречается при пайке сложных металлов, например, чугуна или меди. Данный вид расходного материала используют не только в крупном производстве, а также для соединения различных деталей в домашней обстановке. Ее можно приобрести в любом магазине по приемлемой цене. Она подходит для различных видов пайки. Бура содержит несколько компонентов, что упрощает процесс пайки. Она не только надежно скрепляет деталей между собой, но и служит для очищения рабочих поверхностей от оксидных налетов и пленок. Данный флюс расплавляется при высоких температурах, что составляет 800°С. Для получения более мягкого и пластичного материала его следует растворить в воде. От этого и будет зависеть температура плавления. Благодаря новейшим разработкам и технологиям, бура для пайки может использоваться в различных сферах. Эти данные, а также метод получения флюса подробно расписано в нормативной документации.

Достоинства
Преимуществами буры для пайки являются:
- данный флюс подходит для пайки различных металлов;
- широкая доступность;
- низкая стоимость, по сравнению с другими материалами;
- хорошая растворимость в воде, благодаря чему можно образовать необходимую консистенцию;
- длительный срок хранения.
Отрицательные стороны

Среди недостатков специалисты выделяют следующие:
- после окончания пайки на поверхности наблюдается налет, который следует убирать;
- бура должна храниться в месте, защищенном от влаги, в противном случае флюс начнет портиться;
- перед началом пайки необходимо правильно рассчитать количество флюса.

Основные виды
Бура для пайки выпускается в твердом и жидком состоянии. Это главный признак различия между ними. Первый вид поставляется в виде порошка с твердыми частицами белого цвета. Их можно выбрать достаточное количество, необходимое для покрытия всей поверхности металла, при этом гранулы не будут растекаться. Флюс перевозится в специальной герметичной упаковке, которая препятствует попаданию влаги.
Разведенная бура применяется для более легких металлов и их соединений. По химическому составу он ничем не отличается от предыдущего вида, только растворен в воде. Эта особенность позволяет выполнять пайку при низкой температуре. Как правило, она используется при работе с мелкими деталями, например, в ювелирной сфере, так как их можно поместить в емкость с растворимым флюсом перед пайкой, что является очень удобным. Флюс дает одинаковый эффект в любом агрегатном состоянии. Единственным отличием является технология его использования.
В промышленной сфере часто применяют еще одну разновидность – смесь, которая помимо бура содержит еще и другие флюсы. Она применяется, если не удается достичь желаемого результата при помощи одного вещества. Смешивание осуществляется с добавлением борной кислоты.
Состав бура и его химические свойства
Бура для пайки состоит из двух компонентов: ВаCl и NaСl. Иногда в него добавляют борную кислоту. Флюс не всегда применяют в чистом виде, так как он имеет высокую температуру плавления. Химические свойства он сохраняет независимо от концентрации, поэтому он быстро растворяет окислы и другие налеты, образовавшиеся на поверхности металла. Бура убирает и другие вещества и загрязнения, препятствующих нормальному спаиванию.

Основные характеристики
Бура для пайки производится двух марок: А и Б. Их характеристики и состав нормируется специальными документами. Первая марка применяется для пайки цветных металлов, фаяса и т.д. Второй вид используется для спаивания проводов, сантехнического оборудования, глазурей и т. д.
Единственной общей чертой является состояние бура – мелкий порошок. Процентное содержание флюса, мышьяка, сульфата, карбоната и остальных металлов отличается между собой.
Технология пайки
При работе с данным видом флюса следует придерживаться определенного температурного режима, что составляет 400°С. В производственной сфере, часто встречается флюс, смешанный с борной кислотой. Такой материал является универсальным, так как возможно работать при более низких температурных рамках.
Обратите внимание! Воспламененная бура становится прозрачного цвета, похожую на кусочки стекла.

По окончанию пайки на поверхности конструкции образуется белый налет, который следует убирать. Это осуществляется механическим методом. При смешивании флюса с другим веществом придерживают пропорции 1:1. Если компоненты находятся в твердом состоянии, то их измельчают в специальной посуде.
Важно! Емкость и измельчительный инструмент должен быть изготовлен из материала, не способный к впитыванию.
Если бура находится в жидком состоянии, то перед началом пайки ее необходимо нагреть. При температуре 100°С жидкость испаряется, образуя твердый остаток белого цвета. Для повышения активности флюса в нее добавляют ВаCl или NaСl.
Производители
Бура для пайки является доступным материалом и его можно приобрести в любом магазине. На современном рынке существует множество производителей. Многие специалисты рекомендуют использовать флюс компаний ХимПэк и Хиамен. Он поставляется в герметичных упаковках, в которые не проникает влага, поэтому материал сохраняет свои свойства.
svarkagid.com
Флюс бура для пайки: преимущества и особенности
Бура — это высокотемпературный флюс, выпускаемый в виде порошка и используемый при соединении металлических деталей методом пайки. Бура флюс для пайки плавится при температуре от 700 градусов по Цельсию, поэтому и называется высокотемпературным флюсом.
У буры есть свой ГОСТ, регулирующий ее состав и производство. Согласно этому ГОСТу бура должна растворяться в воде и при застывании превращаться в прозрачную массу. В этой статье мы расскажем вам все о порошке буры.
Содержание статьи
Что такое бура
Бура флюс для пайки представляет собой порошкообразное вещество, похожее на соль, имеет химическое название тетраборат натрия. Состоит из борной кислоты и сильного основания. Синтезируется естественным путем, добывается в солевых отложениях озер. С помощью буры можно спаять чугун, медь и сталь. Чтобы получить прочное и долговечное соединение в качестве паяльного материала следует использовать припой из меди, латуни или серебра.

Бура плавится при довольно высокой температуре. При этом она кристаллизируется и выделяет вещества, очищающие поверхность деталей от загрязнений. Также бура защищает от окисления. При выполнении пайки целесообразно использовать такие тугоплавкие материалы, как бура флюс для пайки. Из-за своего природного происхождения при плавлении бура выделяет соли, которые нужно удалить с поверхности сварного шва после окончания работ.
Преимущества и недостатки
Следует отметить, что несмотря на широкое распространение, с помощью буры чаще всего производят пайку именно медных труб. Это быстро, удобно и долговечно. С помощью твердого флюса можно не только спаять новый водопровод, но и починить старый. И бура отлично подходит для этих целей. Поэтому все достоинства и недостатки этого флюса мы будем рассматривать в контексте пайки медных деталей.
Итак, использование буры при пайке меди имеет следующие достоинства:
- Металлические детали, которые необходимо спаять, могут быть разной начальной температуры.
- С помощью буры можно получить качественный и надежный сварной шов даже между металлом и неметаллом.
- Не смотря на надежность швов, их можно легко распаять, если детали нужно разъединить.
- Для плавления буры нужна высокая температура, но ее все равно недостаточно для плавления металла, а это значит, что детали не будут деформировать и коробиться.
- Припой лучше схватывается с металлом, если использовать буру.
- Бура флюс для пайки увеличивает производительность при капиллярной пайке.
- Шов получается ровным и долговечным даже если вы начинающий сварщик.
Ну и куда без недостатков:
- При плавлении бура выделяет много соли, которая быстро застывает на поверхности металла. Соли необходимо счищать, что занимает много времени.
- Флюс для пайки бура склонен набирать влагу из окружающей его атмосферы, даже если находится в закрытой банке.
- Неопытный сварщик скорее всего не сможет с первого раза подобрать нужное количество буры для качественной пайки. Понадобится некоторое время, чтобы приловчиться.
Особенности
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии. Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама.

Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла. Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить. Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее.
Буру можно использовать в виде порошка, а можно сделать из нее борный флюс. Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли. Борный флюс готов! Он обладает активными свойствами, позволяет быстрее и качественнее паять детали из меди.
Вместо заключения
Как видите, бура флюс для пайки широко используется опытными и начинающими сварщиками, поскольку его преимущества с лихвой перекрывают недостатки. Обязательно испробуйте буру в своей работе и расскажите о своем опыте в комментариях. Делитесь этой статьей в социальных сетях, чтобы другие мастера смогли узнать больше о материалах для пайки. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru