Станки для гибки металла – Станок для гибки листового металла – как работает, каким бывает? + видео
alexxlab | 09.04.2019 | 0 | Вопросы и ответы
Станок для гибки листового металла – как работает, каким бывает? + видео
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
1 Какие есть приспособления для гибки?
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.

Домашний станок для гибки металла
Рекомендуем ознакомиться
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.

Процесс гибки металлических листов
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.

Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
tutmet.ru
делаем станок для гибки листового металла
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.

Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
- Подготавливаем петли и балки
- Соблюдая соосность, подгоняем выемки
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами- Привариваем гайку болта к укосинам
- Привариваем крепежную пластину
- Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Станок для гибки металла (металлогибочный)
СодержаниеСтанок для гибки и художественной резки металла представленн в виде прессового устройства, которое может работать как с цельными металлическими листами, так и с вырезанными полосами.
Металлогибочный станок
Станок для художественной резки и гибки, изготовленный своими руками, попмогает игибать листы под любым углом, не влия при этом на плоскостность.
Для чего применяются металлогибочные станки?
Металлогибочные станки могут применяться при обработке латунных, стальных алюминиевых или медных листов.
Толщина заготовки для гибки при этом не должна превышать 0,8 мм. Ручной листогибочный станок воздействует на заготовку таким образом, что она практически не подвергается деформации.

Металлогибочный станок
Таким образом устройство для гибки позволяет изготавливать самые различные предметы художественной формы своими руками.
Если балка для гибки и резки оснащена специальной силиконовой вставкой, то работать с окрашенными листами можно без риска повреждения покрытия.
Кроме того, металлогибочный станок для художественной резки своими руками может без труда работать с железными и жестяными листами.
При этом показатели точности и качества гибки и резки будут достаточно высокими. Устройство для гибки и художественной резки металла активно применяется в таких областях, как:
- машиностроение изготовлении кузовов и запчастей;
- строительство (кровля, металлический сайдинг, отливы для окон;
- мебельное производство;
- электроника.
Металлогибочный станок состоит из основания (железный лист), прижима, обжимного пуансона, оснащенного креплениями и двух струбцин.
Изготовить устройство для гибки и резки можно своими руками используя при этом металлические заготовки.
Для сборки своими руками применяются швеллера на которых крепится рама листогиба. Большинство модификаций имеют приспособления для фиксации рулонного металла, угломер, дублирующие опоры для листов и профилирующее устройство.
к меню ↑
Конструктивные особенности станка
В металлогибочный станок для резки, изготовленный своими руками листы можно вставлять как передней, так и с тыльной стороны.
Это избавляет от необходимости проведения предварительной порезки заготовок. Металлогибочный агрегат оснащен резцом, который позволяет производить разрезание листа непосредственно на месте проведения работ. Основные конструктивные элементы устройства представлены в виде:
- роликового ножа;
- заднего стола;
- подставки;
- передних упоров;
- измерительной пластины;
- упора сгиба угла.
Роликовый нож изготавливается с применением прочного стального сплава, который можно затачивать после проведения работ.
Конструкция резака отличается устойчивостью к механическим нагрузкам и дополнительно покрыта порошковой посыпкой.
Его вес может достигать 5 кг. Задний стол устройства для гибки позволяет размещать на нем лист для обработки. При этом передвигать его можно в нужном направлении. Сгибатель и резак фиксируются на опорах рабочего стола.
Читайте также: виды и принципы работы станков для резки металла.

Подставка металлогибочного станка
Подставка устройства для гибки, изготовленного своими руками, размещена на подставке из дерева, что препятствует скольжению конструкции.
Подставка может регулироваться по высоте. С помощью передних опор можно устанавливать такой параметр, как ширина разреза.
В этом случае устройство можно разворачивать на 180° и возвращаться к начальной позиции. Упор помогает быстро задавать нужный угол изгиба заготовки и при этом фиксировать деталь под произвольным углом.
к меню ↑
Как работает самодельный ручной листогиб? (видео)
к меню ↑
Принцип работы и виды листогибочных станков
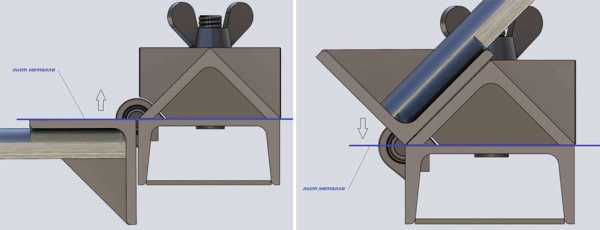
Принцип работы листогибочного устройства базируется на фиксировании заготовки на рабочем столе. Это производится благодаря наличию прижимной рамы. Последующий сгиб производится с участием поворотной балки.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Станок позволяет достигнуть максимального угла изгиба в 135-180°, при этом максимальная толщина листа напрямую зависит от мощностных характеристик прессового механизма.
Прижимание производится механическим способом при котором используется эксцентриковая стяжка. Конструктивные особенности устройства позволяют производить неограниченную по длине подачу заготовок.
Некоторые модификации позволяют производить прижим с помощью электромагнита, расположенного в корпусе устройства. Электромагнит с легкостью обеспечивает нужную степень прижима и исключает вероятность выскальзывания заготовки из-под прижимного механизма.

Металлогибочный станок электромагнитный
Как правило данная конструкция отличается повышенной жесткостью и позволяет производить прямолинейный и высококачественный изгиб.
Длина заготовок может быть изначально фиксированной или заданной с помощью ограничителей. Это удобно при создании однотипных деталей.
В ассортименте имеются специальные гибочные прессы, которые способны деформировать заготовку за счет вдавливания матрицы в выемку выступом пуансона. Усилие в таком устройстве возникает благодаря работе гидро- или пневмопривода.
Представленное оборудование позволяет работать со сталью, толщина листов которой может колебаться от 0,3 до 2,5 см. Оборудование такого типа может быть как передвижным, так и стационарным.
В зависимости от особенностей обработки заготовок, листогибы могу быть поворотными, с гибочной балкой, прессовыми – с матрицей и пуансоном, ротационными – с обязательным наличием валков. Станки могут быть:
- пневматическими;
- электромеханическими;
- механическими;
- гидравлическими;
- ручными.
Читайте также: «Как изготовить сварочный осциллятор своими руками?»
к меню ↑
Делаем листогиб своими руками
Устройство, состоящее из основания, обжимного пуансона, оснащенного рычагом, прижима и струбцин можно самостоятельно изготовить при наличии сварочного аппарата.
Для этого понадобятся недоформированные уголки 3 и 5 номеров и небольшой отрезок швеллера. Основание может быть изготовлено из швеллеров 6, 5 и 8-й марок с длиной в 400-500 мм.

Самодельный листогиб
Прижим, сделанный с помощью уголка может обеспечивать сгибание листа на 90°, что может быть использовано при фальцевом соединении.
Прижим изготавливается из уголка с маркировкой «5», который усиливается дополнительно профилем под номером 3. Для придания нужной жесткости прижим изготавливают короче основания на 50-70 мм.
К торцам необходимо приварить кронштейны из отрезков уголков под номером 3. Края полок уголков должны контактировать с изгибаемым листом и перед сваркой быть обработаны напильником или фрезой.
Читайте также: виды, особенности и самостоятельная сборка фрез для мотоблока.
В стенке каждого углового кронштейна сверлится отверстие, с диаметром, равным 8 мм.Обжимной пуансон выполняется из уголков 5-го номера.
Он должен быть снабжен отверстиями с диаметром в 10 мм. Далее с ребер торцов уголков-пуансонов снимаются фаски. Их длина должна составлять 30 мм, при глубине в 5 мм. Это нужно для дальнейшего закрепления и установки стальных осей из прутьев.
Оси привариваются так, чтобы осевая линия была направленна параллельно ребру следующего уголка.
Перед тем как начать предварительную сборку основания и пуансона, нужно закрепить их и в слесарных тисках таким образом, чтобы уголки и швеллеры располагались в одной плоскости.
На поверхность для проведения пробных работ помещается лист мягкого металла, с толщиной в 1 мм. Сверху он фиксируется с помощью прижима.

Прижим листогиба
Прижим на некоторое время притягивается к основанию агрегата шпильками и ли накладками, оснащенными струбцинами.
После того как щечки будут размещены оптимальным образом, их следует приварить к раме. Для крепления струбцин к листогибочному агрегату можно использовать уголки марки 3, которые привариваются к полке основания. Теперь листогиб полностью готов к работе.
к меню ↑
Как сделать станок для гибки листового металла — подробное видео
Читайте также: «Выбираем лучшие тиски для сверлильного станка».
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Гибка металла – основные способы и используемое оборудование
Гибка металла представляет собой способ придать заготовке новую форму тем или иным способом. При этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. При изгибании происходит сжатие одних слоев исходной детали и растяжение других. Такая операция близка по сути правке металла, при которой устраняются дефекты заготовок в виде выпуклостей, вогнутостей или волнистости.
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла по сравнению с той же сваркой;
- привлекательный вид изделия.
Существует несколько видов гибки металла. Все они определяются типом исходной заготовки, в качестве которой выступает, как правило, стандартный производственный сортамент. Перечислим самые распространенные из них.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные.
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом. - Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение.
Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
Гибка металлопроката
Гибка металлического профиля производится методом проката, а не изгиба, в отличие от большинства трубогибов. Гибка стали осуществляется, главным образом, на профилегибочных валковых станках. Количество валков на них варьируется от 3-х до 5. Чем больше число валков — тем меньшего радиуса гиба можно добиться при более высоком качестве изделия. В случае необходимости (большой площади сечения или высокой прочности материала) может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты.
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
wikimetall.ru
Ручной листогибочный станок для гибки металла
Содержание статьи:
Листогибочное оборудование позволяет изготавливать из листового металла самые разнообразные изделия. Оно отличается простотой обслуживания и эксплуатации, высоким качеством продукции. Гибочное оборудование работает по принципу холодной прессовки без изменения температуры сырья. Назначение его — правка и модификация формы полос и листов металла, в результате которой получаются детали кровли, профили, разнообразные детали.
Общие сведения
листогибочный станок Энкор Корвет-503
Первое оборудование для гибки металла было разработано в Соединенных Штатах Америки более двухсот лет назад. Оно, как и коленогибочный станок, работало на ручной тяге и не нашло широкого применения, так как качество продукции было достаточно низким, а эксплуатация опасной. На смену ручному устройству пришло пневматическое. Функционировало оборудование на сжатом воздухе медленно и не отличалось высокой производительностью. Во второй половине прошлого столетия появились гидравлическая листогибочная машина — надежная, производительная и безопасная.
Принцип работы всех листогибов схож, различаются они типом тяги: лист металла фиксируется прижимной балкой и придавливается гибочной траверсы. Рабочий контролирует ее работу с помощью системы датчиков. Нередко станок дополняется задним упором, положение которого выставляется в зависимости от ширины отгибаемой полосы. На обработку листы металла подаются вручную или автоматически.
Область применения листогибочного оборудования обширна: приборостроение, авиастроение, строительство, машиностроение. Изготовление элементов кровли (карнизы, отливы, водосточные трубы, которые потом идут на доработку на коленогибочный станок, козырьки, элементы из арматуры и металлопроката), детали для бытовой техники и приборов тоже производится на листогибах.
Технические характеристики
Будучи универсальным оборудованием, любой станок сгибания имеет пределы возможностей. Поэтому при выборе необходимо тщательно ознакомиться с характеристиками.
Наибольшая толщина металлических листов, которые будут обрабатываться, варьирует от 0,5 до 20 мм. В зависимости от этого станки делятся на группы:
- 0,4 — 0,7 мм для работ по жести;
- 0,7 — 1,5 мм для производства строительных профилей;
- 1,5 — 4 мм изготовление каркасных конструкций для строительства;
- от 4 мм для изготовления специальных деталей.
При выборе листогиба следует обращать внимание не только на габариты листов, но и на материал. Сопротивляемость деформации у стали, чугуна и алюминия различны, также как приложенное усилие.
Длина гиба это вторая важнейшая характеристика. Она равняется длине самого станка и может составлять от 1,2 до 6 метров. Наименьшая длина у переносных ручных устройств, наибольшая — у гидравлических прессов.
Глубина подачи материала. Этот параметр не всегда учитывается при выборе станка, хотя он имеет большое значение для качества готовой продукции. У станков с неограниченной глубиной подачи прижимная и гибочная балки закреплены таким образом, что они несколько провисают. В результате материал изгибается не одинаково в центре листа и по краям. Дефект не очень заметен на коротких станках, но у трехметровых бросается в глаза. Хотя изготовители станков стараются исправить его за счет изменения конструкции или увеличения веса балок, это удается лишь частично. Минимальная глубина подачи материала у листогибов составляет 48 см.
Виды листогибочных станков
электромеханический листогиб
Листогибочная машина может быть стационарной или мобильной. По методу воздействия на материал оборудование делится на:
- ротационное — в качестве исполнительного инструмента выступают валки, которых может быть 2 — 4;
- поворотное — с прижимной балкой;
- прессовое — оборудованы пуансоном и матрицей.
По типу приводов различают следующие типы листогибов:
- ручной листогибочный станок работает по материалу толщиной не более 0,25 см. Исполнительный инструмент приводится в движение рычагом на ручной тяге, как коленогибочный станок. Устройство легкое, чаще всего выполняется в передвижном варианте, что позволяет эксплуатировать его прямо на стройплощадке. Оно удобно для производства профилей нестандартных форматов, деталей наружной и внутренней отделки. Многие модели дополнительно оборудуют роликовыми резаками, отрезающими металлический лист в нужном месте;
- электрическая листогибочная машина работает с металлом толще 2,5 мм, управление не требует от оператора ни малейших усилий. Это стационарные устройства, оснащенные электромотором, приводом и редуктором. Электролистогибы весьма производительны, поэтому применяются при серийном производстве и являются наиболее распространенными после ручных;
- гидравлический листогиб выполняет гибку листов металла до 2 см толщиной. Он может быть передвижным или стационарным, предназначен для работы с длинными листами. Гидравлические листогибы с ЧПУ специально разработаны для работы с особо толстыми металлическими листами (до 5 см толщиной). Длина гиба у такого оборудования может достигать 6 метров;
- электромагнитные станки отличаются тем, что материал гнется не за счет контактного воздействия. Основное действие выполняет электромагнит высокой мощности. Поэтому это достаточно компактное оборудование с впечатляющими возможностями;
- пневматические станки применяют для работы с тонкими листами с лакокрасочным покрытием или оцинковкой, толщиной не более 1,5 мм. Пневматические устройства гнут материал на 180 градусов, выполняются в передвижном или стационарном варианте.

сегментный листогиб
Сегментные листогибы предназначены для выполнения деталей со сложными профилями. Некоторые путают коленогибочный станок и этот вид листогибов. На самом деле, гибочное оборудование сегментного типа разработано для изготовления коробок. Исполнительные инструменты этого станка делятся на сегменты и размещены на двух траверсах. Поэтому листогибочная машина позволяет сгибать кромки материала по периметру. В пределах заданных можно выставлять ширину сегментов при одинаковой высоте. Для удобства сегменты быстро защелкиваются. Сегменты могут крепиться на винты или штифты, быстро меняются местами и перемещаются. Чаще всего сегментные листогибы выполняют на ручной или электрической тяге.
Видеоролики о работе листогибов на различной тяге:
stanokgid.ru
Самодельный станок для гибки листового металла, нож для листогиба своими руками
Главная » Капитальный ремонт дома » Как согнуть арматуру, лист металла и т.д. не имея специального инструмента
Как согнуть арматуру, лист металла и т.д. не имея специального инструмента

Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д. получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму.
Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить.
Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления.
Листогибочный станок своими руками: Чертежи
Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку?
Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна.
Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем. Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали.
Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.

Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком.
Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы.
Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его. Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба.
Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага).
Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну. Вот и все!
Режущий металл дома — скучный процесс. И его качество часто оставляет много желания, тем самым налагая дополнительную обработку приобретенных лиц. Фиксирование ситуации несколькими способами позволяет использовать специальные устройства, в том числе те, которые вы производите самостоятельно. Мы поговорим с вами сегодня об одном из этих устройств, а именно о шагах.
Катки для металлов
Сегодня роликовый нож становится все более популярным.
Это связано не только с высокой производительностью такого устройства, но и с его довольно простым устройством. Принцип механизма прост: два режущих диска вращаются в разных направлениях, сжимаются в металлическую поверхность и, таким образом, разрезаются.
Трение между металлом и ножами обеспечивает беспрепятственный ход заготовки вдоль инструмента.
В большинстве случаев листовые режущие ножи включают два вращающихся цилиндра — верхний и нижний. В зависимости от изменения используемого режущего элемента эти инструменты можно классифицировать следующим образом:
- Ножи параллельного положения — используются для резки металла на полосах, обеспечивая при этом очень приемлемое качество;
- Края с одной наклонной — эта группа допускает не только продольную резку материала, но и вырез круглых и круглых балок;
- Ножи с несколькими наклонными устройствами позволяют эффективно мерцать круговое, криволинейное или кольцеобразное образование с небольшим радиусом.
Следует отметить, что все вышеупомянутые изменения отлично обрабатываются при резке листового металла, в то время как режущие кромки не требуют дополнительного внимания и последующей обработки.
Главная роликовые ножи
Со всеми его явными преимуществами даже самая простая модель ножа — достойная ценность.
Гибочная машина своими руками: 7 шагов к реализации
Это является причиной неточности его приобретения для одноразовой работы или периодического использования. Но оптимальное решение с финансовой точки зрения все еще существует — вы можете вручную сделать ролик для ног дома.
Конструкция такого устройства может быть очень различной.
Ниже приведены наиболее распространенные изменения (фото, фото 2). В любом случае основная часть остается неизменной — режущий нож.
Он должен быть изготовлен из самого прочного и надежного стального сплава, характеристики которого обязательно должны превышать аналоговые параметры разрезаемого материала. Если это условие не принимается во внимание, качество разреза будет низким, что потребует дополнительной обработки режущих кромок.
Практика показывает, что рабочий источник ножей завода по производству составляет около 25 км стального листа, если его толщина составляет 0,5 мм.
Если толщина больше, источник будет ниже. Тем не менее, этот инструмент может быть практически без проблем и продолжать эффективно функционировать.
Если мы говорим об источнике отечественных ножей, это напрямую зависит от материала, из которого изготавливаются режущие части устройства.
Из чего вы можете сделать нож
Варианты могут быть очень разными, здесь вы должны обратить внимание на то, что планируется сократить.
Таким образом, если нет самого прочного стального листа, включая алюминий, оцинкованный металл и другие подобные материалы, наиболее правильные решения будут правильными. Истина заключается в том, чтобы провести предварительную резкость своих целей.
Для резки один из цилиндров установлен на ручке, которая будет действовать как привод, который заставляет нож прижиматься к металлу.
Обратите внимание, что чем больше диаметр подшипников, тем быстрее можно срезать материал.
Вы можете дополнительно оснастить устройство гидами, которые не будут сложными для специальных, но в будущем это будет хорошо.
Результирующий инструмент очень универсален и может использоваться в сочетании с различным металлообрабатывающим оборудованием, включая гибочные машины, которые также могут изготавливаться независимо дома.
Станок для гибки листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение.
Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис.
1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов.
Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3.
Гибочный станок для листового металла своими руками
Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию.
Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм.
Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали.
Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10.
Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами.
Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё.
Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы.
Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
Листогибами, или листогибочными станками, называют специализированное оборудование, которое предназначается для холодного сгибания листов металла, а также формирования профилей требуемой конфигурации.
Машиностроительные заводы осуществляют проектирование и производство ручных листогибов, а также станков с пневматическим, гидравлическим и механическим принципом действия.
Применение листогибов
Листогибочные станки применяются для изготовления профилей из листового металла, которые используются при устройстве металлических кровель, вентиляционных систем и водостока.
Также с их помощью изготавливаются отдельные элементы различных размеров и форм для отделки фасадов зданий.
Изготовление посредством листгибов кровельных и фасадных элементов имеет весомое значение на производственно-строительном рынке, и тому есть свои причины.
Самодельный ручной листогиб своими руками чертежи
Значительно расширившиеся технологические возможности при обработке металла позволяют производить на листогибочных станках высококачественные металлоизделия. При помощи листогибов можно изготавливать как стандартные, так и нестандартные изделия из стальных листов различной толщины в соответствии с техническими характеристиками конкретного станка, который может быть ручным, гидравлическим, пневматическим или электромеханическим.
Ручные листогибы обычно используют на небольших производствах или в строительстве. Их отличительными чертами являются удобство в процессе работы, долговечность и надёжность.
Мобильные листогибы
Мобильные ручные листогибы служат для производства работ непосредственно на месте строительства. Весь процесс характеризуется мобильностью и высокой производительностью.
Благодаря небольшому весу конструкции станок можно легко перемещать по строительной площадке. Его можно быстро собрать и разобрать. Кроме того, транспортировка листогибов такого типа не вызывает сложности.
Стационарные листогибы
Листогибы, работа которых основана на гидравлическом принципе, используются, когда существует необходимость обрабатывать листы металла, превышающие по толщине 0.8 миллиметров.
По сравнению с ручными листогибочными станками процесс изготовления деталей значительно упрощается, при этом их качество получается более высоким.
Такие станки широко применяются для серийного изготовления стального профиля однотипной конфигурации. На электромеханических (механических) листогибах производство деталей осуществляется за счёт работы электрического двигателя с присоединённым к нему редуктором.
Такое оборудование является стационарным.
Механические листогибочные станки отличаются универсальностью и компактностью. При помощи таких листогибов можно изготовить практически любые металлические элементы. Электромеханические листогибочные станки могут быть выполнены в нескольких вариантах, в том числе – с повышенным уровнем износостойкости. На перечисленных модификациях листогибов можно изготовить изделия из различных металлов, например, таких, как: нержавеющая сталь, медь, алюминий, листы оцинкованной стали, металлы с лакокрасочным покрытием.
При этом защитная полоса или виниловая вставка не позволяют станку повредить покрытие. Соответственно, гарантируется качественное и надёжное изготовление изделия, осуществлённое с соблюдением всех необходимых требований.
Принцип работы
Изготовление профилей при помощи листогибочных станков включает в себя определённую последовательность операций. Исходный лист металла прижимается и загибается. Затем, при необходимости, производится его дополнительный загиб до требуемого угла, после чего металлический профиль отрезается по заданной длине. Равномерный прижим листа по всей его длине обеспечивается прижимной перекладиной, что позволяет придать изготавливаемому на листогибе изделию идеально ровную поверхность.
В процессе загибания происходит тщательная установка точности угла загиба, в результате чего обеспечивается высокое качество изделия. Некоторые листогибочные станки оснащаются устройством для резки стальных листов. Например, дисковыми ручными ножами с закалёнными роликами (с их помощью резка металла получается очень высокопрофессиональной), роликовыми ножами, электрическими виброножницами. Режущее оборудование отличается повышенной износостойкостью и обеспечит резку металла высоко качества на протяжении всего срока службы, что позволит изготавливать изделия высокого качества.
Большое внимание следует уделять уровню безопасности листогибочных станков. Персонал должен быть максимально защищён от возможного получения травм при работе на листогибах. Как вспомогательная функция может быть применено ограничение доступа работника, нарушающего технологический процесс при изготовлении деталей на таких станках.
stroitel12.ru
технологии, оборудование и инструменты :: SYL.ru
Гибка металла – чрезвычайно распространенная операция на машиностроительных производствах. Свойство металлов сохранять остаточную деформацию было открыто еще древними людьми. И сегодня данная особенность железоуглеродистых сплавов и других металлических материалов активно используется не только для придания листовому материалу необходимой формы с использованием высокотехнологичного современного оборудования, но и при проведении некоторых видов работ в домашних (кустарных) условиях.

Общие положения
Гибка металла заключается в изменении формы исходного материала (лист стали, пруток проката и т.д.). Причем современные технологии позволяют выдавливать из тонколистового материала невероятно сложные поверхности (например, элементы кузова автомобилей).
На предприятиях данные работы осуществляются специальными станками для гибки металла. Подобное оборудование имеет очень высокую производительность и способно выпускать огромное количество изделий в единицу времени.
Следует отменить, что не каждая сложная поверхность обязательно получена гибкой металла. Наряду с данной технологией известны и давно применяются в промышленности также и обработка металла резанием, литье в песчаные формы и в кокиль, так называемое экструдирование, прокат и другие методы формирования объемных поверхностей.

Технология гибки металла: основные положения
Данный процесс позволяет получать сложные по форме поверхности без применения сварочных соединений, что значительно улучшает ряд важных эксплуатационных показателей изделия (прежде всего сопротивление коррозии и отсутствие протекания процессов разупрочнения и развития отпускной хрупкости для ряда материалов), а также положительно сказывается на экономических показателях производства.
При проведении ремонтных работ дома также часто возникает необходимость в придании листовому материалу или прутку необходимой формы. Принцип и физические основы процесса не отличаются, но в быту применяется примитивное оборудование.
К недостаткам данной технологии относится ограничение по толщине изгибаемого листа стали, а также определенные ограничения по химическому составу материалов и предварительной термической и химико-термической обработки изделий. Так, для гибки металла с толстыми стенками его необходимо предварительно разогреть, чтобы материал «потек». Температура, при которой сталь и сплавы на основе железа становятся податливыми и хорошо деформируются, для каждого материала разная. Существуют специальные марки сталей, которые устойчивы к воздействию высоких температур и сохраняют высокие механические свойства.

Технологические возможности оборудования
На рынке представлено огромное количество всевозможных приспособлений и станков для осуществления процесса гибки стальных материалов. Они позволяют получать из стального листа профили сложных форм.
Все виды оборудования для гибки металлов можно классифицировать следующим образом:
- ротационные машины: ровный лист запускается между вращающимися валками и изгибается;
- поворотные станки: один конец листа жестко крепится к неподвижной балке, а другой – к поворотному механизму; поворотная балка приводится в движение, и лист изгибается;
- пресс с гидравлическим (реже с пневматическим) приводным механизмом: листовой материал кладется на нижнюю форму, а сверху со значительным усилием прижимается вторая полуформа; в результате лист выдавливается и приобретает очертания формы.

Гибка металла в условиях промышленного производства. Особенности
На современном этапе технологического развития общества в изготовлении практически любого сложного и не очень изделия в той или иной степени применяется гибка металла: металлические трубы, элементы стального каркаса зданий, автомобили, пружины, рессоры и т.д.
Оборудование для осуществления гибки отличается большим разнообразием, в том числе и по принципу действия: от высокотехнологичных высокоскоростных прессов выдавливания до известных уже несколько сот лет валиков.
В основном на промышленных производствах реализована гибка металлов прессом. Гидравлический агрегат способен развивать очень большое усилие и изгибать даже толстостенные изделия. Работа на таком прессе сопряжена с риском получения травм и даже с риском для жизни. Поэтому одну единицу станочного оборудования обслуживают минимум два человека. А рабочий ход может осуществляться лишь в том случае, если оба рабочих нажмут на соответствующие кнопки.

Гибка в домашних условиях
Для придания металлу нужной формы наличие сложного и дорогостоящего оборудования совсем необязательно. Если толщина стали сравнительно небольшая (до 3 миллиметров) и в ней содержится немного углерода, то из нее можно получить изделие сложной формы и в домашней мастерской. В качестве станка для гибки металла можно использовать обыкновенные слесарные тиски с молотком, а для завивки спиралей из прутка или тонкой полосы пользуются так называемой улиткой. Конструкция улитки не отличается сложностью. Ее можно изготовить самостоятельно.
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
www.syl.ru