Станки ленточные – Ленточный станок по дереву (ленточнопильный)
alexxlab | 20.07.2019 | 0 | Вопросы и ответы
описание конструкции, принцип работы, разновидности и преимущества
 Технологии не стоят на месте и постоянно развиваются. Вместо старых приборов на рынок выходят новые, при этом такая тенденция касается абсолютно всех сфер нашей деятельности. Многие промышленные предприятия отказываются от используемого раньше оборудования в пользу передовых достижений современности. Среди самых ярких примеров подобных разработок является ленточный станок. Разберемся со всеми особенностями устройства более подробно.
Технологии не стоят на месте и постоянно развиваются. Вместо старых приборов на рынок выходят новые, при этом такая тенденция касается абсолютно всех сфер нашей деятельности. Многие промышленные предприятия отказываются от используемого раньше оборудования в пользу передовых достижений современности. Среди самых ярких примеров подобных разработок является ленточный станок. Разберемся со всеми особенностями устройства более подробно.
Описание конструкции станка
Прибор характеризуется высокой мощностью работы, поэтому его используют не только для резки металлических листов, но и для обработки разных пород древесины, полимерных и других материалов. Интересной особенностью такого устройства является возможность вырезать не только прямые, но и фигурные конструкции. Из названия понятно, что основным режущим элементом является ленточная пила, которая выполнена в виде металлической полосы замкнутого типа, где размещены острые зубья.
В настоящее время ленточные станки оснащаются разным количеством шкивов (двумя или тремя), которые способны формировать замкнутый контур, где осуществляется перемещение ленты с зубьями. Из ключевых достоинств подобного оборудования следует выделить большой ресурс работы режущего элемента и отсутствие необходимости проводить частую замену. Такой плюс обусловлен конструктивными особенностями и непрерывностью перемещения режущей ленты.
При выборе подходящей модели необходимо уделить особое внимание таким показателям, как производительность и эффективность. Именно они оказывают влияние на мощность применяемого электродвигателя, который приводит в действие шкивы. Для ленточнопильных станков характерна высокая безопасность, поэтому риск непредвиденных повреждений при халатном отношении оператора минимальный. Такой параметр обусловлен характерным движением полотна, которое направлено в сторону рабочего стола и обрабатываемого сырья. Поэтому выброс заготовки в сторону работника попросту не произойдёт.
Ещё одним хорошим преимуществом таких приборов является компактность. Несмотря на отличные показатели мощности и продуктивности работы, станок имеет небольшой вес и размеры. Для установки станка в домашних условиях не обязательно задействовать дополнительное оборудование для подъёмки груза. Всё выполняется своими руками. Также станок обладает низким уровнем шума, что обеспечивается качественным ленточным полотном.
Совершенно все модели ленточных станков по резке металла включают в себя ряд следующих деталей и узлов:
- корпус;
- механизмы привода;
- узел, отвечающий за резку;
- механизмы для подачи заготовок;
- система управления, которая состоит из электромеханических и гидравлических частей;
Принцип работы
Как уже говорилось выше, ключевым режущим элементом подобных станков является ремень, который натягивается на два маховика. Данный элемент начинает работать сразу после включения станка. Как только это произойдёт, можно начинать резку.
Конструкция прибора построена таким образом, что при выполнении задачи давление на заготовку становится равномерным. Такая особенность позволяет совершать точные распилы. К тому же, резку с помощью ленточнопильного станка выполняют и перпендикулярным образом, и под углом до 60 градусов. Чтобы получить рез под углом, достаточно изменить положение полотна или повернуть подвижную раму, где оно закреплено. Также можно попробовать метод поворота рабочего стола.
При работе режущее полотно сильно перегревается, что повышает вероятность его поломки. Для защиты конструкции от таких последствий, достаточно нанести на место реза смазочно-охлаждающую жидкость, способную защитить рабочее полотно от быстрого износа, а также обезопасить окружающий воздух от металлической пыли или опилок. В качестве подобного средства используют обычную воду или специальный состав, который гарантирует полноценное охлаждение оборудования и смазку.
Некоторые производители устанавливают на своих моделях специальные щеточки, которые в автоматическом режиме очищают рабочее полотно от всех остатков в виде стружки и пыли. Такое несложное решение позволяет добиться более ровного распила, а также увеличить сроки эксплуатации прибора и обеспечить оператору надёжную защиту.
Ленточнопильный станок обладает разными типами пил:
 Из углеродистой стали. Предназначаются для обработки легированных и нелегированных сплавов;
Из углеродистой стали. Предназначаются для обработки легированных и нелегированных сплавов;- Из биметаллических сплавов. Необходимы при использовании особых режимов резки;
- Из твердосплавных материалов. Такое решение незаменимо для резки металлов, которые сложно поддаются обработке. Речь идёт о чугунном литье, сплавах с высоким содержанием титана или никеля;
- С алмазным напылением. Такие модели подходят для обработки абразивного сырья;
Разновидности ленточнопильных станков
Независимо от бренда и страны, где осуществляется производство, все ленточные станки могут разделяться на несколько категорий:
 Консольные (маятниковые) станки. Из названия становится понятно, что пильная рама подобных устройств представляет собой своеобразную консоль, которая оборудована специальным шарниром, обеспечивающим подъём и опускание режущего элемента. Подобная разновидность незаменима на предприятиях, где приходится осуществлять резку труб различного профиля, сплошного или сортового проката. Консольные станки бывают оборудованы неповоротным или поворотным столом, что необходимо для получения прямого или наклонного реза. Также некоторые модели обладают ручным, полуавтоматическим или автоматическим приводом;
Консольные (маятниковые) станки. Из названия становится понятно, что пильная рама подобных устройств представляет собой своеобразную консоль, которая оборудована специальным шарниром, обеспечивающим подъём и опускание режущего элемента. Подобная разновидность незаменима на предприятиях, где приходится осуществлять резку труб различного профиля, сплошного или сортового проката. Консольные станки бывают оборудованы неповоротным или поворотным столом, что необходимо для получения прямого или наклонного реза. Также некоторые модели обладают ручным, полуавтоматическим или автоматическим приводом;- Модели с одной или двумя стойками. Портальные станки. Одностоечные ленточнопильные станки обладают горизонтальной рамой, которая движется по направляющей, закрепленной на одной стойке. Что касается моделей с двумя стойками, то здесь присутствует две направляющие, которые размещены по обе стороны рабочего стола. Чтобы получить необходимый рез применяются поворотные рабочие столы. В свою очередь, портальные станки, которые характеризуются внушительными габаритами, располагают жестко зафиксированным рабочим столом. Передвижение режущих элементов обусловлено подвижным порталом, где находится пильная рама;
- Вертикальные модели. Что касается вертикальных ленточнопильных станков, то они относятся к самым простым и доступным по цене моделям. Закреплять заготовку в таких приборах не нужно, а управлять процессом перемещения приходится вручную. Рама находится в одном положении. В некоторых версиях её размещают под конкретным углом к рабочему столу. В таком случае заготовка надёжно фиксируется на рабочем столе, поперек которого и происходит перемещение пильной рамы. Подобные модели нашли спрос в сфере производства пресс-форм и штампов;
- Горизонтальные поворотные станки. Такие модели обладают высококачественной пильной рамой, которая размещается по двум осям под разным углом относительно заготовки;
Степени автоматизации
Ручные
 В таких моделях пильная рама представляет собой консоль. Её опускание осуществляется либо весом самой конструкции, либо усилиями оператора. В первом случае, речь идёт о гравитационных рамах. Чтобы регулировать скорость подачи, подъём и фиксации в исходной точке применяется специальный гидроцилиндр с перепускным клапаном. Его принято называть гидроразгрузкой. Разметку и удерживание заготовки выполняет оператор. Также он задаёт скорость опускания пильной конструкции.
В таких моделях пильная рама представляет собой консоль. Её опускание осуществляется либо весом самой конструкции, либо усилиями оператора. В первом случае, речь идёт о гравитационных рамах. Чтобы регулировать скорость подачи, подъём и фиксации в исходной точке применяется специальный гидроцилиндр с перепускным клапаном. Его принято называть гидроразгрузкой. Разметку и удерживание заготовки выполняет оператор. Также он задаёт скорость опускания пильной конструкции.
Ручные станки нашли своё применение на небольших производствах. Из ключевых достоинств подобных приборов:
- доступная стоимость и простота в эксплуатации и дальнейшем обслуживании;
- возможность точной резки под любым углом;
Из недостатков ручных конструкций следует выделить:
- Появление вибраций при обработке конструкций, что негативно сказывается на сроках эксплуатации оборудования;
- Отсутствие возможности визуального контроля за степенью натяжения полотна. Также в таких моделях не предусмотрено наличие механизмов для очистки;
- Необходимость проводить регулярную проверку и регулировку шкивов, которые приводят в движение режущий элемент;
- Отсутствие возможности контролировать и регулировать движение, которое оказывается режущим полотном на деталь. Гидроцилиндр в таком механизме обладает небольшим диапазоном изменения скорости опускания;
Ручные станки действительно незаменимы на небольших предприятиях, где иногда приходится проводить резку заготовок из инструментальных или нержавеющих сталей и цветных металлов с различным профилем сечения.
Полуавтоматические
Что касается полуавтоматических моделей, то они работают по совершенно другому принципу. Опускание и подъём пильной рамы обусловлен специальным устройством. В свою очередь, обслуживающему оператору необходимо лишь проводить укладку заготовки в зажимной механизм. Что касается особенностей резки, то они выглядят примерно таким образом:
- Автоматическая фиксация обеспечивается после запуска прибора
- Резка с заданной скоростью обеспечивается гидроцилиндром;
- Подъём пильной рамы и освобождение заготовки осуществляется в автоматическом режиме;
Автоматические
Они незаменимы на предприятиях, где приходится обрабатывать большое количество однотипных заготовок. Ленточнопильные станки по металлу с автоматическим приводом бывают одностоечными, двухстоечными, консольными, вертикальными или портальными. Они способны справляться со многими технологическими операциями, включая:
- фиксацию заготовки в тисках;
- опускание и подъём пильной рамы;
- изменение угла наклона;
- регулирование усилия резки;
Если возникает необходимость, то станок можно перевести в ручной режим управления.
Автоматические модели свободно работают в трёхсменном режиме и выполняют многие однотипные операции. Речь идёт о резке длинных заготовок на фрагменты определенной длины без прямого участия оператора. При необходимости решать большой объём работ такой тип станков просто незаменим.
Достоинства резки на станках ленточного типа
 Независимо от способов резки и применяемого оборудования, производителям приходится оставлять большие припуски на следующую обработку заготовок. Это связано с отсутствием возможности обеспечить высокую точность подготовительных операций. В результате происходит усложнение и удорожание процесса механической обработки.
Независимо от способов резки и применяемого оборудования, производителям приходится оставлять большие припуски на следующую обработку заготовок. Это связано с отсутствием возможности обеспечить высокую точность подготовительных операций. В результате происходит усложнение и удорожание процесса механической обработки.
Сегодня металлические заготовки режут разными путями:
- с помощью фрезов (дисковых плит), которые фиксируются на круглопильном оборудовании;
- с помощью фрезов или специальных резцов, установленных на отрезных приборах;
- с помощью ножовочных механических приборов;
- с помощью абразивного отрезного инструмента;
- при использовании режущего ленточного полотна, которое установлено на станок;
Проведение резки металлических заготовок характеризуется многими достоинствами. Среди них:
 максимальная производительность работы;
максимальная производительность работы;- возможность выполнять резку с повышенной точностью;
- возможность получать более точные срезы;
- незначительный расход металла, обусловленный небольшой шириной пропила;
- возможность изменять угол пропила;
- универсальность;
- возможность выполнять резку заготовок, собранных в пакеты;
Если вы намерены приобрести ленточный станок для своей мастерской, обратите внимание на ряд обязательных характеристик. Среди них — глубина и ширина пропила. Такой показатель варьируется в пределах 80−360 мм и 230−610 мм соответственно. Также учтите регулировку скоростей, что необходимо для точной установки рабочих режимов. В свою очередь, наклон стола позволяет производить точный раскрой под определенным углом. Скорость движения полотна и мощность устройства — тоже важные показатели.
Чтобы не допустить ошибок в выборе подходящего станка, тщательно взвесьте все тонкости, а также посоветуйтесь со специалистом. В таком случае ваша покупка будет максимально успешной.
tokar.guru
Ленточные шлифовальные станки – Деревообрабатывающие станки
Ленточные шлифовальные станки
Категория:
Деревообрабатывающие станки
Ленточные шлифовальные станки
Ленточные шлифовальные станки предназначены для шлифования плоских поверхностей щитовых заготовок и узлов, кромок, а также поверхностей брусковых заготовок, различных по размерам и форме.
Конструкция
Ленточные шлифовальные станки подразделяются на станки с подвижным и неподвижным столом и станки со свободной лентой. Особую группу представляют широколенточные шлифовальные станки, у которых стол, выполненный в виде гусеницы, служит одновременно и органом подачи. У станка со столами лента располагается горизонтально, у станков со свободной лентой она может быть установлена горизонтально, вертикально и под углом.
Ленточный шлифовальный станок ШлПС-2М с подвижным столом предназначен для шлифования поверхностей щитов и собранных узлов шириной до 800 мм, длиной до 1900 мм и высотой до 400 мм.
Шлифование производится бесконечной лентой, натянутой на два шкива. Шкивы закреплены на двухтумбовой станине консольно. Ведомый шкив имеет винтовой механизм для перемещения в продольном направлении. Над шкивами установлены приемники-кожухи, соединяемые с эксгаустерной системой.
Между тумбами в специальных направляющих подвижно закреплены опорные балки, по которым на роликах можно вручную передвигать стол 8 станка.
Опорные балки винтовым устройством могут перемещаться вверх я вниз в пределах 400 мм, т. е. максимального размера обрабатываемого узла по высоте.
На цилиндрической направляющей, встроенной параллельно ленте, подвижно крепится кронштейн с утюжком, который прижимает шлифовальную ленту к детали. Для компенсации неровностей, имеющихся на детали и ленте, контактную поверхность утюжка покрывают фетром.
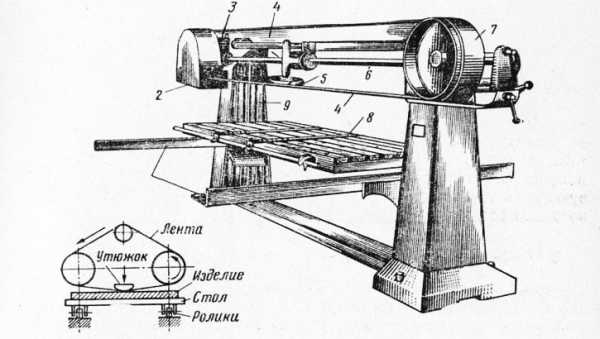
Рис. 1. Ленточный шлифовальный станок ШлПС-2М: 1 — направляющие для стола, 2 — эксгаустерная воронка, 3 — электродвигатель, 4 — шлифовальная лента, 5 — утюжок, 6 — направляющие для утюжка, 7 — натяжной шкив, 8 —стол, 9 — винтовое устройство механизма перемещения стола по высоте
Станки ШлПС-4 с полуавтоматическим циклом работы имеют то же назначение, что и станки ШлПС-2М, но прижим утюжков и перемещение стола у них механизированы.
Для шлифования плоских поверхностей деталей и узлов толщиной до 60 мм служат станки ШлНС-2 с неподвижным столом. Они имеют шлифовальную ленту шириной 350 мм, поэтому у деталей и узлов, шириной до этой величины, они обрабатывают поверхности без поперечного перемещения их относительно ленты.
Отличительная особенность двухленточных станков — возможность работы одновременно двумя шкурками разной зернистости. Это позволяет совместить предварительное шлифование и чистовое.
У станков со свободной лентой ведомый шкив закрепляется на консольном раздвижном кронштейне. На них шлифуют детали с криволинейным профилем. При шлифовании детали вручную прижимают к ленте.
Широколенточные шлифовальные станки предназначены для шлифования поверхности щитов.
Основным в этой группе станков является станок ШлК8 (рис. 2) со шлифовальной лентой, натянутой на два нижних приводных ролика и верхний холостой ролик. Оси роликов параллельны между собой и расположены в виде треугольника. Холостой ролик служит не только для натяжения шлифовальной ленты, но и сообщает ей осциллирующее движение в процессе шлифования. Между приводными
роликами помещен утюжок, представляющий собой резиновую камеру, закрепленную на стержне, скользящем в направляющих. Полость камеры соединена с напорной линией. Изменяют давление в камере, настраивая редукционный клапан. Ролик подпружинен и для передачи ленте осциллирующего движения снабжен пневмогидравличе-ским приводом также с автоматическим управлением.
Система автоматического управления пнев-модвигателем механизма осцилляции включает два пневматических датчика, размещенных у кромок шлифовальной ленты золотникового пнев-моаппарата, и пневмодвигатель с гидравлическим стабилизатором.
Если лента смещается, например, влево, то датчик, расположенный с правой се стороны, свободно выпускает воздух: в правой части золотникового аппарата падает давление, и он, перемещаясь вправо, соединяет напорную линию с левой полостью цилиндра пневмодвигателя, а правую — с выхлопной линией. В результате этого поршень цилиндра со штоком 6 движется вправо, перемещая ось натяжного валика. С изменением расположения его оси относительно осей приводных валиков шлифовальная лента смещается вправо, перекрывая правый и освобождая левый датчик. По мере выхода рабочего газа из левого датчика давление в левой (торцовой) полости золотникового пневмопривода падает и он перемещается влево, переключая цилиндр пневмодвигателя на обратный ход.
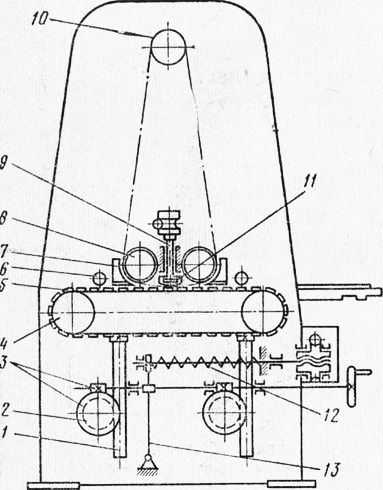
Рис. 2. Схема шпроколенточного шлифовального станка ШлК8: 1 — рейка, 2 — шестерня, 3 — червячная пара, 4 — звездочка конвейера, 5 — конвейер, 6 — опорные ролики, 7 — губки. 8 — приводные ролики шлифовальной ленты. 1 — стержень утюжка. /О — холостой уолик шлифовальной ленты. 11 — утюжок, 12 — пружина механизма подъема стола, 13 — рычаг механизма подъема стола
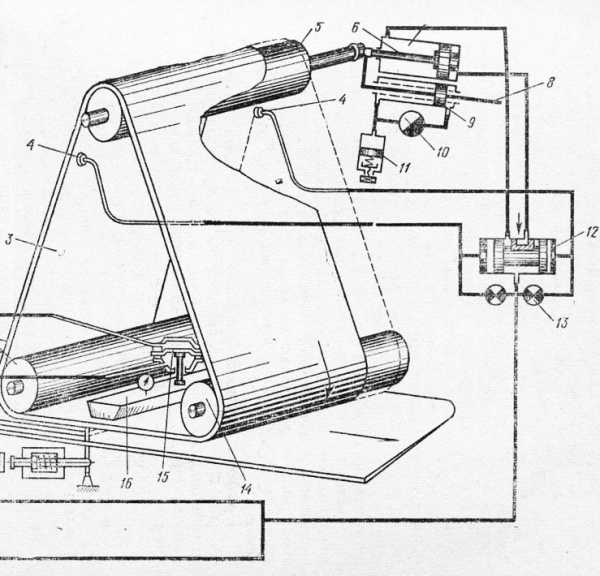
Рис. 3. Схема автоматического управления осциллирующим движением шлифовальной ленты и движением утюжка станка ШлК8: 1 — золотниковый пневмоаппарат для управления пневмодвигателем утюжка, 2, 14 — приводные валики, 3 — шлифовальная лента, 4 — датчик, 5 — натяжной валик, 6, 8— штоки, 7 — пневмодвигатель, 9 — гидростабилизатор, 10 — дроссель, 11 — гидроаккумулятор, 12 — золотниковый гидроаппарат управления пневмоприводом натяжного валика, 13 — демпфер, 15 — мембранный двигатель, 16 — утюжок, 17 — клапанный гидроаппарат
Плавное перемещение оси валика обеспечивается стабилизатором, шток которого соединен со штоком. Количество этой жидкости пополняется аккумулятором. Скорость движения поршня стабилизатора устанавливается дросселем. Демпферы (устройства для регулирования расхода рабочего газа) ограничивают поступление воздуха в пневматические датчики, поддерживая требуемое давление в системе, и обеспечивают четкую работу золотникового аппарата.
Подают щиты гусеничным конвейером, выполненным из резиновых планок в виде ленты, надетой на две звездочки, одна из которых приводится от электродвигателя через электромагнитную муфту скольжения. Узел механизма подачи вместе с конвейером опирается на рейки, находящиеся в зацеплении с шестернями, закрепленными на валах вместе с червячными шестернями червячных пар. Червячные пары, действуя как реечные механизмы, поднимают механизм подачи, прижимающий шлифуемые поверхности щитов к неподвижным губкам и опорным роликам.
Во избежание прошлифовывания кромок щитов утюжок снабжен для перемещения по вертикали механизмом с автоматическим управлением. Когда передняя кромка шлифуемого щита окажется под утюжком, она отклоняет рычаг клапана, перекрывающего поступление рабочего газа в золотниковый аппарат. При этом золотник подсоединит к напорной магистрали верхнюю полость мембранного пневмодвигателя, утюжок опускается и прижимает шлифовальную ленту к шлифовальной кромке щита. Когда под утюжком нет щита, рычаг клапана занимает прежнее положение, рабочий газ не поступает в полость золотникового пневмопривода, двигатель отключается и утюжок поднимается вверх.
Станок закрыт кожухом с патрубком в верхней части для присоединения к эксгаустерной системе.
На шлифовальном ленточном станке ШлНСВ с вертикальной лентой шлифуют кромки щитов и изделий. Он имеет станину, шлифовальный узел, два рабочих стола (один из них роликовый) и механизм осциллирующего движения шлифовальной ленты. Для подачи деталей предусмотрен автоподатчик.
Шлифовальный узел включает два вертикально установленных шкива, между которыми расположен суппорт с двумя поддерживающими ленту роликами и утюжком. Ролики предохраняют шлифовальную ленту от истирания в местах перегиба ее на участках утюжка. Ведущий шкив находится на валу электродвигателя, ведомый шкив подвижно насажен на поворотной оси, закрепленной на подпружиненном кронштейне. Пружина кронштейна способствует смягчению ударов, возникающих при набегании шва ленты на шкивы и ролики.
Конструкцией кронштейна предусмотрено устройство для поворота оси ведомого шкива, для устранения ее сползания со шкивов. Шлифональная лента надевается на шкивы и суппорт; регулируют ее натяжение, изменяя положение ведомого шкива маховичком.
Роликовый стол установлен против суппорта со стороны утюжка; стол (задний) находится по другую сторону суппорта. На заднем столе станка установлены направляющие линейки, обеспечивающие правильное положение деталей при подаче их под ролики авто-податчика. Имеется механизм подъема и опускания роликового стола, приводимый в действие маховичком. Автоподатчик может перемещаться по вертикали и устанавливаться под углом к направлению
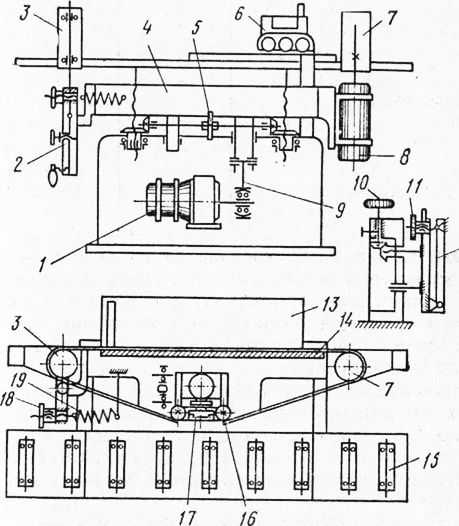
Рис. 4. Схема шлифовального станка ШлНСВ: 1 — электродвигатель с редуктором привода осцилляции, 2 — кронштейн, 3 — ведомый шкив. 4 — плита для креплении шлифовального узла. 5 — маховичок подъема и опускания роликового стола, 6 — автоподатчик, 7 — ведущий шкив, 8 — электродвигатель, 0 — рычаг с эксцентриком, 10, 11 — махсвичкн механизма настройки утюжка, 12 — поворотная плита утюжка, 13 — задний стол, 14 — вертикальная опорная плита, 15 — роликовый стол, 16 — ролики суппорта, 17 — утюжок, 18— маховичок механизма поворота кронштейна, 19 — пружина
подачи. Это позволяет регулировать усилие прижима деталей кромками к шлифовальной ленте.
На роликовом столе с автоподатчиком шлифуют кромки, высота которых не превышает 50 мм; более высокие кромки щитов и деталей можно шлифовать на этом же столе, отводя автоподатчик и применяя ручную подачу.
Задний стол предназначен для шлифования кромок щитов и изделий, высота которых больше 50 мм. Шлифуемые детали кромками вручную прижимают к ленте, упирающейся при этом в плиту. На заднем столе можно шлифовать и кромки, расположенные не под прямым углом к пласти. Для этого предусмотрена возможность поворота стола на угол до 45°. Для установки под углом стол оборудован линейкой с указателем. Предусмотрена также возможность установки под углом упорной линейки.
Лучшее качество шлифуемой поверхности получают при осциллирующем движении ленты. Механизм осцилляции приводится от электродвигателя с редуктором и состоит из рычага с эксцентриком, шарнирно соединенного с трубчатой опорой плиты. При включении электродвигателя через рычаг, эксцентрик и трубчатую опору плите сообщают возвратно-поступательные движения, передающиеся закрепленному на ней шлифовальному узлу.
Выбор режима работы
При выборе режима работы ленточных шлифовальных станков определяют номер шлифовальной шкурки и взаимосвязанные величины — усилие прижима шлифуемой поверхности к шлифовальной ленте и скорость подачи. В начале работы (при новой ленте) применяют большие скорости подачи. Если при пробном шлифовании обнаружатся сошлифованные места, то скорость подачи увеличивают. По мере износа (истирания) шлифовальной шкурки скорость подачи уменьшают. При шлифовании щитов и изделий усилие прижима и продолжительность шлифования определяют опытным путем, обрабатывая от 3 до 5 деталей.
Применяемое удельное давление шлифуемой детали на ленту должно находиться в пределах 0,03 кгс/см2 и только у станков со свободной лентой или с подвижным столом оно допускается до 0,06 кгс/см2.
Усилие прижима на станке ШлНСВ зависит от угла наклона авто-податчика к направлению подачи, т. е. относительно вертикальной плоскости, касательной к поверхности роликов. Если при работе станка на максимальной скорости наблюдаются отшлифованные места, то уменьшают угол наклона автоподатчика к направлению подачи.
Стол должен свободно перемещаться по направляющим под действием легкого нажима. Поднимая и опуская стол, проверяют механизм его подъема.
При настройке стола на него кладут деталь и устанавливают его по высоте так, чтобы верх детали отстоял от нижней ветви шлифовальной ленты на 10—15 мм.
НастроГка станков с неподвижным столом, а также со свободной лентой состоит в надевании ленты на шкивы и создании нужного ее натяжения. Операции эти выполняют подобно описанным для станков с подвижным столом.
При настройке широколенточных шлифовальных станков длину шлифовальной ленты определяют по паспорту станка. Склеенную ленту надевают на ролики, закрепив предварительно пружину верхнего (холостого) ролика в сжатом положении фиксатором. Надев ленту, освобождают пружину, и лента натягивается. Вращением маховичка опускают стол с механизмом подачи, кладут щит и поднимают стол вверх, поворачивая маховичок до тех пор, пока верхняя плоскость щита не будет плотно прилегать к губкам и опорным роликам 6. Затем винтом центробежного регулятора электромагнитной муфты скольжения устанавливают скорость подачи. Меньшие скорости подачи применяют при шлифовании поверхности, имеющей значительную шероховатость. Однако не следует шлифовать такие поверхности за один проход. Лучшее качество обработки таких поверхностей получают, пропуская щит через станок два и даже три раза при одной и той же настройке станка. По мере износа ленты скорость подачи снижают.
Давление в камере утюжка поддерживают в пределах 0,1 — 0,3 кгс/см2 для контроля давления установлен манометр.
При настройке станка ШлНСВ обеспечивают требуемое натяжение ленты, устанавливают утюжок и автоподатчик.
Надевают ленту, предварительно ослабив поворотом маховичка шкив. Надев ленту, тем же маховичком устанавливают ведомый шкив в положение, при котором обеспечивается требуемая степень натяжения ленты. Включив электродвигатель, наблюдают за движением ленты. Если она при движении сползает со шкивов, то ослабляют фиксаторы (стопорные болты) оси ведомого шкива и устанавливают его по вертикали в положение, при котором этот недостаток будет устранен. Затем закрепляют стопорные болты.
Контактная плоскость утюжка должна быть установлена перпендикулярно рабочей плоскости роликового стола.
Сначала поворотом маховичка устанавливают утюжок относительно роликов утюжка так, чтобы его плоскость выступала из-за роликов на 10—15 мм. Затем, пользуясь угольником, проверяют правильность положения плоскости утюжка относительно стола и в случае надобности поворотом маховичка изменяют его положение. По окончании настройки положение маховичков фиксируют стопорами.
Автоподатчик устанавливают в зависимости от толщины обрабатываемых деталей и усилия прижима. По вертикали автоподатчик перемещается маховиком, под нужным углом его устанавливают при ослабленных фиксаторах.
Стол устанавливают под углом вручную, используя линейку и указатель.
Работа на станках
На шлифовальных станках с подвижным столом наиболее рационально организовывать работу по шлифованию деталей в две или три ступени, применяя соответственно два или три последовательно установленных шлифовальных станка, на которые надеваюгся шкурки разной зернистости. При включении электродвигателя лента приводится в движение. При возвратно-поступательном движении стола с деталью поперек ленты и утюжка вдоль ленты, поверхность детали шлифуется отдельными участками. Закончив шлифование всей поверхности, он направляет деталь на второй станок, где установлена лента с более мелкими зернами.
Если работу проводят на одном станке, то сначала всю партию деталей шлифуют крупнозернистой шкуркой, а затем мелкозернистой.
На шероховатость шлифуемой поверхности влияют, кроме зернистости шкурки, скорости шлифования и порода древесины, а также давление, оказываемое на утюжок. Применение большого давления нл утюжок и изношенной ленты может вызвать на шлифуемой поверхности поджоги. При равных условиях шлифования класс шзроховатостн обработки поверхности заготовок из древесины твердых лиственных пород выше, чем из мягкой древесины. При уменьшении давления на утюжок шероховатость поверхности повышается, но производительность шлифования снижается.
Чтобы не вызвать поднятия ворса при поперечном перемещении заготовки относительно утюжка, следует снижать давление на утюжок или его приподнимать. Давление нужно уменьшать и при приближении утюжка к кромкам, чтобы не допустить их сошлифэвызания. Шлифованием нельзя снимать чрезмерно большой слой древесины (из-за малой толщины шпона), не допускать на шлифуемой поверхности непрошлифованные места.
Все эти факторы нужно учитывать при шлифовании и регулировать процесс, принимая во внимание качество получаемой поверхности. Например, если качество шлифуемой поверхности высокое, а производительность станка из-за небольшого давления на утюжок снижена, то станочник, постепенно увеличивая давление, следит за тем, чтобы класс шероховатости поверхности был не ниже заданного.
На шлифовальных станках со свободной лентой станочник прижимает криволинейную деталь к ленте против натяжного шкива. Перемещая деталь относительно ленты в продольном направлении и поворачивая ее вокруг оси, станочник вводит в контакт с лентой последовательно все участки, образующие обрабатываемую поверхность.
На широколенточном шлифовальном станке станочник подает щиты на стол станка, второй рабочий принимает их и укладывает в стопы или передает для повторного шлифования станочнику. Целесообразно укладывать щиты в две стопы: в одну окончательно обработанные, в другую — нуждающиеся в повторном шлифовании, которые затем на тележке подают к рабочему месту станочника.
При шлифовании на станке ШлНСВ деталей, высота кромок которых не превышает 50 мм, станок обслуживают двое рабочих. Один берет из стопы очередной щит, прижимает его кромкой к линейке стола и подает под ролики автоподатчика. Второй рабочий принимает щиты и передает их первому рабочему для шлифования следующей кромки, и так до тех пор, пока все кромки щита не будут обработаны. Обработанный щит укладывают в стопу.
Если высота кромки щита больше 50 мм, то на станке работает один рабочий. Он берет деталь, кладет ее на стол и прижимает кромкой к шлифовальной ленте. Усилие прижима и продолжительность шлифования зависят от качества обрабатываемой поверхности и степени износа шлифовальной шкурки. Чем ниже класс шероховатости поверхности и больше износ шкурки, тем продолжительнее должно быть шлифование и значительнее прилагаемое усилие.
Реклама:
Читать далее:
Шлифовальные станки с диском С-8 бобиной
Статьи по теме:
pereosnastka.ru
Ленточные пилы и ленточнопильные станки
Теперь речь пойдет о ленточных пилах и ленточнопильных станках. Ленточную пилу читатель может легко себе представить, наблюдая ременную передачу в станках и других видах оборудования. В нашем случае вместо ремня — замкнутая бесконечная стальная лента, по одной кромке которой насечены зубья (рис. 13). В движение лента приводится шкивами станка. В подавляющем большинстве случаев шкивы расположены друг над другом, их центры находятся на одной вертикальной линии. Пила пилит нисходящей своей ветвью.
Рис. 13. Схема ленточнопильной установки:
1,2— шкивы; 3 — пила; 4 — распиливаемая заготовка; 5 — подающие вальцы; 6 — направляющие для пилы; R — сила, растягивающая пилу; Vn — скорость резания пилы
Ленточные пилы используют для распиловки бревен больших диаметров давно, более 150 лет. У них, кроме узкого пропила, есть ряд достоинств. Шкивы можно удалить друг от друга на большое расстояние, т. е. распиливать толстые бревна и брусья. Скорость резания у ленточных пил большая (до 40— 50 м/с), поэтому может быть и большая скорость подачи распиливаемой заготовки. Если ленточная пила узкая, она может пилить и под уклоном ж волокнам, и делать пропилы сложной конфигурации. Лента натягивается посредством раздвижения шкивов, поэтому сила натяжения может быть большой, что положительно влияет на устойчивость пилы.
Размеры ленточных пил характеризуются толщиной и шириной (30— 300 мм). Узкие пилы предназначены для легких работ (типа таких, которые выполняют лобзиком), а широкие — для самых тяжелых работ (например, распиловка бревен диаметром 1—1,5 м). Толщина пил зависит от назначения. Естественно, для легких работ она может и должна быть тонкой, примерно 0,5— 0,7 мм. .Для тяжелых работ и пилу берут толстую, 1,4—2 мм. Здесь читатель должен вернуться к конструкциям пилы и станка и увидеть, что пила «бежит» по шкивам. Естественно, при обегании шкива пила сгибается и разгибается, совершая за смену миллион перегибов; от этих деформаций в ней возникают напряжения. Поскольку эти напряжения существуют постоянно в пиле, пока она работает (они существуют и тогда, когда станок работает вхолостую, — пила ведь все равно обегает шкивы), в ней появляется усталость. Опытами, расчетами и исследованиями установлено, что если толщина пилы равна или меньше одной тысячной диаметра шкива, работать она будет Нормально, усталостные напряжения в ней не приведут к разрыву полотна. Может быть и обратный счет — конкретная пила может работать на станке, у которого диаметр шкивов больше толщины этой пилы не менее чем в 1000 раз. Это обстоятельство для ленточной пилы очень важно, и читателю, который заинтересуется пилением ленточными пилами, нужно его запомнить. Кроме усталостных в пиле имеются напряжения от натяжения (0,5—0,7 МПа).
Длина ленточной пилы (в замкнутом контуре, разумеется) зависит от диаметра шкивов и равняется длине окружности шкива плюс удвоенное расстояние между центрами шкивов.
Возвращаясь к конструкции ленточной пилы, заметим, что пилы поступают на деревообрабатывающие предприятия в виде рулона. Здесь читатель должен вспомнить уважаемого в деревообработке специалиста — пилостава. Он отрезает от рулона нужной длины кусок (равный длине пилы) и сваркой или пайкой соединяет концы пилы, получая замкнутый контур. Операция соединения концов очень ответственна. Понятно, что прочность шва должна быть близкой к прочности пилы. Толщина шва не должна превышать толщину пилы. Расстояние между двумя зубьями в зоне шва должно быть таким же, как и на всей пиле. Операция соединения концов пилы связана с нагревом, поэтому пилостав должен следить, чтобы твердость стали и ее микроструктура в зоне соединения не изменились.
Следующие заботы у пилостава — плющение (для широких пил) или развод (для узких пил) кончиков зубьев, заточка зубьев, а затем очень сложная работа по подготовке полотна пилы. Необходимо провести правку полотна, т. е. устранить на нем все дефекты (выпучины, складки, зажоги, вмятины и пр.) и провальцевать его. Операция вальцовки требует от рабочего внимания и больших навыков. Имея в виду, что длина ленточной пилы (по контуру) достигает 7—9 м, понятна сложность этой операции. Следы вальцовки на всей длине полотна должны быть строго параллельны друг другу и кромкам пилы. Усилие вальцевания в каждом случае должно быть разным. В зависимости от схемы вальцевания — на конус или симметричной — усилие должно уменьшаться от задней к передней кромке пилы или от середины к кромкам (соответственно).
Мы уже говорили об усталостных напряжениях. Станочники и пилоставы очень внимательно следят за состоянием полотна и конфигурацией впадин зубьев. На полотне не должно быть царапин, раковин. Впадины зубьев должны иметь плавные очертания. Эти требования возникают из необходимости уберечь очень дорогую пилу от разрывов —трещины, острые впадины приводят к концентрации напряжений, которые и вызывают обрыв пилы.
Наилучший профиль зуба ленточной пилы (кроме узкой) — профиль «клюв попугая» (рис. 14). Шаг зубьев пил, угловые параметры зубьев можно принимать примерно такими, какими они бывают при других видах пиления.
Рис. 14. Профили зубьев ленточных пил:
а — с плоской впадиной; б — «клюв попугая»
Ленточнопильные станки бывают трех видов: столярные (для легких работ пилы тонкие, толщиной 0,5 — 0,7 мм, и узкие, шириной 30—60 мм), делительные (для раскроя толстых досок кратных толщин на тонкие доски и распиловки горбылей пилы шире и толще, 0,8—1,2 мм и 120—150 мм соответственно) и для распиловки бревен. В последнем случае толщина доходит до 2 мм (наиболее распространенная у нас толщина пилы 1,5 мм), а ширина до 350 мм. Подача заготовки в первом случае, производится в основном вручную. У второго типа станков подача механическая, обычно вальцовая. В станках третьего типа бревна или брусья подаются или на тележках, или цепным конвейером.
www.stroitelstvo-new.ru
Разводной станок для ленточных пил: настройка, модификации
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
- Разводнойстанок для ленточных пил Astron.
- Заточной и разводной станок для ленточных пил.
- Разводной станок для ленточных пил PCO-4.
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
- От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
- Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.
- В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
- Разводной импортный станок для ленточных пил Silicon Setting machine
- Разводной двухсторонний станок Wood Mizer
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
- Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
- Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
- Существует и несколько типов самой пилы. При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
- Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
- Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
- Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции. Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления.
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Ленточный шлифовальный станок: выбор, характеристики
Содержание статьи:
Шлифование является завершающим этапом обработки изделия. Она необходима для сглаживания неровностей на поверхности заготовки, а также уменьшения показателя шероховатости. Для этих целей используется шлифовальный станок ленточного типа.
Конструкция ленточных шлифовальных станков

Ленточный шлифовальный комплекс
Данный тип оборудования применяется наряду с традиционными дисковыми шлифовальными станками. Разница между ними заключается в возможности выбора зернистости рабочей поверхности и большей площади обработки.
Основным материалом обработки в станке является абразивная лента, которая устанавливается на специальное натяжное устройство. Передаваемое вращение от электродвигателя на приводной вал приводит в движение ленту. Шлифование с помощью ленточного оборудования происходит путем контакта заготовки с движущейся поверхностью.
Шлицешлифовальный агрегат может использоваться для обработки деревянных, металлических и полимерных заготовок. Обязательные компоненты конструкции:
- система барабанов. Она состоит из одного ведущего и нескольких ведомых валов. На них устанавливается рабочая лента;
- станина. Конструкция зависит от материала обработки. Для деревянных изделий используется облегченная схема. При шлифовании металлических заготовок необходимо обеспечить хороший показатель устойчивости, поэтому станина должна быть массивной;
- система натяжения. Основная функция – обеспечение должной степени натяжения наждачной ленты. Обязательна независимо от типа станка – бытовой или для промышленной обработки. С её помощью происходит изменение расстояния между роликами, в результате чего лента натягивается;
- электрическая часть. Состоит из электродвигателя и блока управления. Дополнительно используется система изменения числа оборотов. Чаще всего этот механизм в ленточных шлифовальных станках реализуется с помощью ременной передачи.
Дополнительно в оборудовании должны быть предусмотрены меры по безопасной эксплуатации. К ним относятся защитный прозрачный экран, располагающийся в зоне обработки, система принудительной остановки электродвигателя в случае появления сбоев в работе станка.
Удаление отходов (стружки и пыли) происходит с помощью встроенной или подключаемой системы вытяжной вентиляции. Для бытовых моделей ее наличие необязательно, так как объем работ небольшой и очистку станка можно делать вручную.
Рекомендации по выбору модели станка

Комбинированный станок
Одним из ответственных этапов обработки является выбор конкретной модели шлифовального станка ленточного типа. Его конструкция и технические параметры полностью зависят от характеристик обрабатывающихся деталей – материала изготовления, размеров и продолжительности шлифования.
Для бытовых нужд можно использовать простой настольный станок для шлифования. У них приводной электродвигатель соединяется с приводным валом напрямую без применения коробки передач. Это позволяет уменьшить габариты станка. Поэтому зачастую они делаются настольными. Дополнительно может устанавливаться блок с рабочим диском. Благодаря такой конструкции появляется возможность делать одновременно черновое и чистовое шлифование заготовки.
Для выбора оптимальной модели для выполнения обработки рекомендуется обращать внимание на такие характеристики ленточного оборудования:
- максимальная ширина ленты. От этого зависит площадь шлифования. На скорость износа материала влияет ее длина;
- направление шлифования – горизонтальное или вертикальное. В некоторых моделях станков есть блок изменения положения блока обработки. Но для недорогих станков такая функция отсутствует;
- параметры обработки – скорость вращения ленты, установленной на шлицешлифовальный агрегат;
- мощность электродвигателя.
Для увеличения качества обработки устанавливаются точечные источники освещения. Они монтируются на гибком патрубке, что дает возможность изменять положение светильника в зависимости от размеров детали.
Монтаж настольных моделей должен выполняться на подготовленную станину. Многие производители предлагают готовые конструкции с дополнительной функцией удлинения рабочего стола. Это позволяет увеличить максимальные размеры заготовок для шлифования.
Перечень основных технических характеристик
Самодельный ленточный шлифовальный станок
Определившись с типом оборудования можно приступать к анализу его технических параметров. Их знание необходимо для выбора подходящей модели ленточного шлифовального станка. При этом учитываются не только эксплуатационные качества, но и трудоемкость настройки и максимальная продолжительность обработки.
Прежде всего определяется тип оборудования – настольный или напольный. Последние чаще всего используются для шлифования массивных деталей. С помощью настольной модели можно выполнять тонкую обработку небольших заготовок сложной формы. Большие заводские центры могут иметь несколько блоков шлифования, что увеличивает скорость выполнения работы. Но это влияет на увеличение габаритов конструкции в большую сторону.
Основные технические характеристики шлифовального станка, влияющие на выбор:
- максимальная и минимальная ширина обработки;
- пределы расстояний от рабочего стола до шлифовальной поверхности;
- тип подачи блока обработки – механическая, полуавтоматическая или автоматическая. Это влияет на точность обработки и дает возможность регулировать степень прижима ленты;
- скорость вращения ведущего вала. Для бытовых моделей с механизмом переключения передачи необходимо знать максимальное и минимальное значение числа оборотов;
- материал изготовления цилиндров. Они должны быть устойчивы к внешним воздействиям, так как во время работы их поверхность испытывает постоянные механические нагрузки;
- номинальная мощность электродвигателя, установленного на шлифовальный станок;
- габариты и вес станка.
Для подключения системы вытяжной вентиляции в конструкции должны быть предусмотрены один или несколько патрубков. Важно знать их диаметр и возможность установки переходника для патрубка другого размера. Также учитывается тип электродвигателя и параметры электросети – 220 или 380 В.
Шлифовальный барабан может быть изготовлен из алюминиевого сплава. В этом случае в его конструкции должен быть предусмотрен механизм самоохлаждения. Это позволит увеличить срок безремонтной службы оборудования.
Эксплуатационные качества станка
Работа на ленточном шлифовальном станке
После приобретения ленточного шлифовального станка необходимо ознакомиться с инструкцией по эксплуатации. Затем выполняется сборка оборудования и первый пробный запуск. Во время его осуществления проверяются все режимы работы без установки обрабатываемой детали на шлифовальный станок.
Важным моментом является правильное закрепление абразивной ленты и ее натяжка. Она не должна провисать на вращающихся валах, но при этом необходимо добиться отсутствия излишнего натяжения. Это может привести к разрыву материала.
Основные правила работы на ленточном шлифовальном оборудовании:
- перемещение заготовки вдоль ленты должно быть равномерным. Для деревянных деталей это нужно делать только вдоль волокон;
- предварительно необходимо отрегулировать степень прижима ленты. Это делается с помощью специальных механизмов оборудования и согласно инструкции;
- шлифование выполняется только при запущенном двигателе. Контакт заготовки с остановленной лентой и дальнейшим запуском станка категорически запрещен;
- следить за степенью засоренности оборудования. Если нет возможности подключения принудительной вентиляции — очистка выполняется вручную.
Дополнительные правила эксплуатации зависят от конструкции ленточного шлифовального станка. Они подробно изложены в прилагаемой инструкции.
В качестве альтернативы заводским моделям можно рассмотреть возможность самостоятельного изготовления бытового ленточного шлифовального оборудования:
stanokgid.ru
Ленточно отрезной станок
Ленточнопильные станки
Ленточнопильные станки предназначены для резки заготовок из металла под углами 30° – 90° – 45° . Процесс резки может происходить вручную, в автоматическом и в полуавтоматическом режиме. Это оборудование предназначено для резки стальных, цветных и легких материалов в условиях обширного производства. Наш ленточно пильный станок значительно повысит производительность вашего предприятия.
Полуавтоматические ленточнопильные станки по металлу
Зажим заготовки и подъем пильной рамы осуществляется автоматически, а передвижение заготовки на требуемую отрезаемую длину, производится вручную. Ленточные станки такого типа подразделяются на консольные и двухколонные. При использовании консольных полуавтоматических станков возможна резка под углами. Двухколонные отрезные станки по металлу незаменимы в случае высокопроизводительной резки различных металлов и сплавов.
Автоматические ленточнопильные станки по металлу
Процесс резки полностью автоматизирован. Подача и зажим заготовки, подъем пильной рамы осуществляется автоматически. Купить ленточные станки такого вида, Вы можете как консольные (резка под углами от -30° до +45°), а также двухколонные (резка 90°). Автоматический ленточнопильный станок двухколонного типа отличаются современным оснащением, высокой скоростью работы и жесткостью конструкции.
Ручные ленточнопильные отрезные станки
Опускание пильной рамы происходит автоматически. Все остальные процессы (поднятие рамы ленточного станка, перемещение заготовки) осуществляются вручную. Металлорежущие ленточные станки этого типа имеют поворотную раму
www.siloma.ru
Ленточно-отрезной станок
Полезная модель направлена на повышение качества реза материала заготовки, увеличение срока службы пильной ленты, что достигается за счет того, что ленточно-отрезной станок состоит из кулисы 1 изготовленной из рамы полого сечения, на которой расположено ведомое колесо 4 и ведущее колесо 2 с приводом ведущего колеса 3. Станок оснащен столом 14, шкафом управления 10, с которого задается скорость подачи кулисы 1, а с помощью конечных выключателей 11 осуществляется ограничение хода кулисы 1. За счет натяжителя 12 происходит натяжение пильной ленты 13. Движение кулисы 1 осуществляется передачей вращения от электродвигателя 7 через червячный редуктор 8 и привод шарико-винтовой пары 5 на шарико-винтовую пару 6. Для охлаждения пильной ленты 13 и смывания стружки станок оснащен агрегатом подачи смазочно-охлаждающей жидкости 9. 1 п.ф., 2 илл.
Предполагаемая полезная модель относится к области станкостроения, в частности, к ленточнопильным станкам для порезки металла и металлических конструкций.
Известна ленточная пила, в описании изобретения к патенту РФ 990442, МПК B23D 55/08, от 03.08.1981, опубл. 23.01.83, включающая станину с направляющими, несущими гидравлически перемещаемую пильную раму спильной лентой, установленной на ведущем и направляющем дисках, и гидроприжимы с балками, расположенными на станине, отличающаяся тем, что, с целью повышения точности и надежности резки ленточной пилой с большой длиной режущей части пильной ленты, ленточная пила снабжена установленными, на направляющих станины механизмами прижима, выполненными в виде попарно соединенных подпружиненных стержней с балками, при этом одна из балок снабжена осями, сопряженными посредством амортизаторов, с кронштейнами, установленными на балке гидроприжима.
Недостатки: недостаточно высокое качество реза, недостаточно высокий срок службы пильной ленты.
Наиболее близким аналогом является ленточно-отрезной станок в описании изобретения к патенту РФ 1291309, МПК B23D 53/04, от 24.09.84, опубл. 23.02.87, включающий станину с основными и регулировочным шкивами для установки бесконечной ленточной пилы и механизм регулирования положения регулировочного шкива в пространстве вокруг оси цилиндрического шарнира, расположенной в плоскости, перпендикулярной осям вращения шкивов, проходящей через середину высоты шкивов, отличающийся тем, что, с целью повышения качества реза и долговечности пилы за счет равномерного распределения напряжений по сечению пилы, ось цилиндрического шарнира механизма регулирования положения регулировочного шкива в пространстве перпендикулярна биссектрисе угла, образованного внешними общими касательными к регулировочному шкиву, и является касательной к регулировочному, шкиву со стороны установки пилы.
Недостатки: недостаточно высокое качество реза, недостаточно высокий срок службы пильной ленты.
Технический результат: повышение качества реза материала заготовки. увеличение срока службы пильной ленты.
Технический результат достигается за счет того, что ленточно-отрезной станок содержащий стол, шкаф управления, агрегат подачи смазочно-охлаждающей жидкости, кулису на которой расположены ведомое и ведущее колесо с приводом ведущего колеса, состоящим из червячного редуктора и электродвигателя, отличающийся тем, что он снабжен шарико-винтовой парой для подачи кулисы.
В заявляемой полезной модели повышение качества реза материала заготовки и увеличение срока службы пильной ленты обеспечивается шарико-винтовой парой.
Станок оборудован автоматической системой подачи кулисы, посредством которой в зависимости от профиля и неоднородности материала заготовки, обеспечиваются оптимальные режимы распила заготовки. С выходного вала привода шарико-винтовой пары вращение передается на шариковинтовую пару приводящей в движение кулису станка. Использование шарико-винтовой пары для подачи кулисы сводит к минимуму вибрацию пильной ленты, обеспечивая высокое качество реза и увеличение срока службы пильной ленты.
Сопоставительный анализ заявляемого решения с прототипом позволяет сделать вывод, о том, что заявляемая полезная модель отвечает условиям патентоспособности: является новой, и промышленно применимой. Ленточно-отрезной станок поясняется следующими чертежами:
На фиг.1 изображен общий вид;
На фиг.2 изображен вид сбоку.
Ленточно-отрезной станок состоит из кулисы 1 изготовленной из рамы полого сечения, на которой расположено ведомое колесо 4 и ведущее колесо 2 с приводом ведущего колеса 3. Станок оснащен столом 14, шкафом управления 10, с которого задается скорость подачи кулисы 1, а с помощью конечных выключателей 11 осуществляется ограничение хода кулисы 1. За счет натяжителя 12 происходит натяжение пильной ленты 13. Движение кулисы 1 осуществляется передачей вращения от электродвигателя 7 через червячный редуктор 8 и привод шарико-винтовой пары 5 на шарико-винтовую пару 6. Для охлаждения пильной ленты 13 и смывания стружки станок оснащен агрегатом подачи смазочно-охлаждающей жидкости 9. Ленточно-отрезной станок работает следующим образом.
После каждого цикла распиловки кулиса 1 автоматически выставляется в крайнее левое положение. На стол 14 устанавливается и фиксируется заготовка. Фиксация заготовки на столе 14 осуществляется с помощью технологических прижимов (на чертеже не указаны), устанавливаемых в Т-образные пазы. Со шкафа управления 10 включается подача кулисы 1, которая осуществляется передачей вращения от электродвигателя 7 через редуктор 8 на шарико-винтовую пару 6. Одновременно включается привод ведущего колеса 3. За счет сил трения пильной ленты 13 по ободу ведущего колеса 2, вращение передается на ведомое колесо 4, которое перемещается по вертикали с помощью натяжителя ленточного полотна 12, позволяющего изменять усилие натяжения пильной ленты 13, контролируемое тензометром (на чертеже не указан). Для охлаждения пильной ленты 13 и смывания стружки, при включении электродвигателя 7 привода ведущего колеса 3, автоматически включается агрегат подачи смазочно-охлаждающей жидкости 9.
Использование шарико-винтовой пары 6 для подачи кулисы 1 сводит к минимуму вибрацию пильной ленты 13, обеспечивая повышение качества реза материала заготовки и увеличение срока службы пильной ленты 13.
Технико-экономический эффект.
Использование заявляемой полезной модели с 2006 г. на предприятиях Екатеринбурга, Перми, Московской области, Санкт-Питербурга, Воронежа позволяет повысить качество реза материала заготовки, увеличить срок службы пильной ленты.
Ленточно-отрезной станок, содержащий стол, шкаф управления, агрегат подачи смазочно-охлаждающей жидкости, кулису, на которой расположены ведомое и ведущее колесо с приводом ведущего колеса, состоящим из червячного редуктора и электродвигателя, отличающийся тем, что он снабжен шариковинтовой парой для подачи кулисы.
poleznayamodel.ru
Ленточнопильные станки по металлу
В каталоге «Вебер Комеханикс» представлены ленточнопильные станки, применяемые для распилки заготовок сплошного сечения (проката, поковок и др.) и профильных заготовок. Оборудование широко применяется на металлообрабатывающих производствах как в России, так и за рубежом.
Ленточнопильное оборудование отличается простотой в эксплуатации, высокой производительностью и надежностью. Оптимальное сочетание технических характеристик делает ленточнопильные станки выгодным приобретением для промышленных производств различного профиля.
Компания предлагает следующие типы ленточнопильных станков по металлу:
- ручные консольного типа, используемые в мелкосерийном и единичном производстве;
- маятниковые (горизонтальные) универсального типа, применяемые на заготовительных участках и в ремонтных цехах;
- колонные для резки труднообрабатываемых материалов;
- автоматические линии распила на базе дискового станка;
- специализированные комплексы для раскроя заготовок большого диаметра.
В зависимости от направления, в котором движется пильная рама, ленточнопильные станки подразделяются на одноколонные (рама опускается по дугообразной траектории) и двухколонные (рама опускается вертикально). Станки второго типа используются при резке заготовок сложной формы, а также при наличии повышенных требований к качеству обработки .
Ленточнопильные станки по металлу также различаются по системе управления: автоматические, полуавтоматические и ручные. Полностью автоматические модели рассчитаны на применение в крупносерийном производстве. Для предприятий с небольшими объемами работ чаще используются полуавтоматические и ручные модели ленточнопильных станков.
Ленточнопильные станки способны работать как с твердосплавными, так и с биметаллическими пилами. Наибольшей популярностью пользуются станки с биметаллическими полотнами, поскольку они обеспечивают быструю и точную резку практически любых сталей с высокой точностью.
По углу пиления различают поворотные станки (с возможностью регулировки угла пиления) и неповоротные (угол постоянен и составляет 90 градусов).
Представленные в каталоге ленточнопильные станки по металлу имеют также следующие характеристики:
- наличие встроенной охлаждающей системы;
- возможность регулировки скорости вращения пилы;
- наличие устройств гашения вибрации и шума.
weber.ru
i-perf.ru